Изобретение относится, по существу, к устройствам для позиционирования деталей, в частности к устройствам позиционирования, способным поддерживать детали, которые обрабатывают, обрезают, сверлят, фрезеруют и/или осматривают.
Известно устройство для позиционирования изделия при обработке, содержащее корпус, стол, делительный диск, комплекты разновысоких упоров и три опоры, жестко закрепленные равномерно по окружности на торцовых поверхностях, соответственно делительного диска и стола, при этом стол подпружинен относительно корпуса и установлен с возможностью качания в плоскостях, проходящих через его ось, а упоры стола с возможностью взаимодействия с опорами делительного диска (см. SU №1127746, МПК B23Q 17/02, B23Q 3/04, 1984).
Недостаток этого решения - невозможность его использования для позиционирования в процессе обработки тонких листовых деталей пространственной формы, особенно малой жесткости и большой площади.
В процессе механической обработки деталей (например, сборочные секции самолетов, фюзеляжи, обшивки крыла, корпуса двигателей или другие конструкции), которые имеют сложную геометрию, обычно используют опоры, которые часто имеют группу вертикально выдвигаемых модулей, способных принимать различные конфигурации так, что они взаимодействуют с поддерживаемой деталью и могут перемещаться горизонтально вдоль опорной рамы на различные участки под деталью. К сожалению, для перемещения этих модулей вдоль рельсов используются сложные приводные устройства. Эти сложные приводные устройства часто требуют значительного количества тренингов для пользователей, частого обслуживания, рекалибровки и дорогих управляющих устройств. Кроме того, может быть сложно или невозможно увеличить или уменьшить число модулей, установленных на опорной раме, если приводные устройства сконструированы специально для постоянного числа модулей, что ограничивает производственную гибкость. Соответственно, эти типы производственных систем могут быть непригодными для обработки конструкций, которые обычно используются во многих отраслях, таких как аэрокосмическая промышленность.
Известно устройство для позиционирования изделия, включающее опорный стол, выполненный в виде прямоугольной рамы, содержащей параллельные продольные направляющие, связанные системой поперечных продольных связей, и опирающиеся на них держатели, выполненные с возможностью взаимодействия каждого из них с обрабатываемой деталью и возможностью их позиционирования, по крайней мере, на площади прямоугольной рамы (см. RU №2492986, МПК B23Q 1/03, 2013).
Недостаток этого решения - конструктивная сложность и громоздкость установки, обеспечивающей, по словам разработчика, достаточно широкий диапазон поддерживаемых деталей как по форме, так и по размерам, что исключает его применение при большой номенклатуре деталей (порядка 500) и ограниченности производственных площадей, кроме того, увеличивается сложность устройства и сложность и оперативность его переоснастки, требуется увеличение производственных площадей и площадей, потребных для их хранения, низкая оперативность переоснастки устройства. Кроме того, вертикальная схема раздвижки держателей не обеспечивает надежность удержания обрабатываемой детали, что не способствует высокой точности обработки.
В качестве прототипа принято устройство для закрепления тонкостенной нежесткой детали при обработке, содержащее опорный стол, выполненный в виде прямоугольной рамы, состоящей из параллельных продольных направляющих, связанных между собой поперечными горизонтальными балками, и держатели для обрабатываемой детали, выполненные в виде полых трубчатых корпусов, одни из концов которых жестко и герметично связаны с кольцеобразной насадкой из эластичного материала с возможностью образования вакуумируемой присоски, при этом упомянутые держатели шарнирно закреплены на вертикальных стойках с возможностью поворота в плоскости, параллельной плоскости упомянутой рамы, а вертикальные стойки установлены на упомянутой раме перпендикулярно ее плоскости с возможностью их заданного позиционирования на площади рамы (см. RU №2553171, МПК B23Q 1/03, 2015).
Недостаток этого решения - конструктивная сложность и громоздкость установки, невозможность мобильной переустановки.
Задачей изобретения является упрощение конструкции устройства и обеспечение надежного удержания детали в процессе ее обработки, при высокой оперативности переоснастки.
Технический результат, проявляющийся при решении поставленной задачи, заключается в упрощении конструкции устройства и повышении оперативности процесса переоснастки, кроме того обеспечено надежное удержание детали в процессе ее обработки, за счет разделения функций опирания детали и ее удержания на разные узлы, независимые друг от друга. Кроме того, перемонтируемые детали компактны и перемонтаж оснастки занимает минимум времени.
Для решения поставленной задачи устройство для закрепления тонкостенной нежесткой детали при обработке, содержащее опорный стол, выполненный в виде прямоугольной рамы, состоящей из параллельных продольных направляющих, связанных между собой поперечными горизонтальными балками, и держатели для обрабатываемой детали, выполненные в виде полых трубчатых корпусов, одни из концов которых жестко и герметично связаны с кольцеобразной насадкой из эластичного материала с возможностью образования вакуумируемой присоски, при этом упомянутые держатели шарнирно закреплены на вертикальных стойках с возможностью поворота в плоскости, параллельной плоскости упомянутой рамы, а вертикальные стойки установлены на упомянутой раме перпендикулярно ее плоскости с возможностью их заданного позиционирования на площади рамы, отличается тем, что упомянутые вертикальные стойки в количестве трех жестко связаны с поперечной горизонтальной балкой, снабженной опорами, выполненными с возможностью разъемного закрепления на продольных направляющих рамы, при этом две из упомянутых стоек - боковые расположены на концах балки, а третья - центральная расположена в центре между ними и на ее верхнем конце установлена установочная накладка, выполненная из эластичного материала и герметично связанная с соответствующим коллектором системы вакуумирования с возможностью образования вакуумируемой присоски, причем нижние концы остальных вертикальных стоек, установленных по бокам рамы, снабжены опорами, выполненными с возможностью разъемного закрепления на продольных направляющих рамы, а между каждой из соответствующих пар упомянутых остальных стоек установлена жестко связанная с ними верхняя горизонтальная балка, размещенная ниже верхних концов вертикальных стоек, при этом все упомянутые боковые вертикальные стойки снабжены установочными накладками с опорными поверхностями для размещения обрабатываемой детали, другой конец упомянутых полых трубчатых корпусов выполнен в виде разъема, с возможностью герметичного подключения к разъему гибкого трубопровода, герметично связанного через соответствующий коллектор системы вакуумирования с вакуумным насосом, а расстояние, на котором расположена ось поворота упомянутого держателя от опорной поверхности установочной накладки, на 5-10 мм меньше, чем расстояние от оси поворота держателя до кромки его кольцеобразной насадки из эластичного материала. Кроме того, оно снабжено съемными щитами для защиты его элементов и трубопроводов системы вакууммирования от струи гидроабразивной резки.
Сопоставительный анализ признаков заявленного решения с признаками прототипа и аналогов свидетельствует о соответствии заявленного решения критерию "новизна".
При этом признаки отличительной части формулы изобретения обеспечивают решение комплекса функциональных задач.
Признаки «… вертикальные стойки в количестве трех жестко связаны с поперечной горизонтальной балкой, снабженной опорами, выполненными с возможностью разъемного закрепления на продольных направляющих рамы, при этом две из упомянутых стоек - боковые расположены на концах балки, а третья - центральная расположена в центре между ними и на ее верхнем конце установлена установочная накладка» обеспечивают возможность максимального соответствия устройства поверхности обрабатываемой детали, даже если он сильно отличается от участка ее поверхности, поддерживаемого остальными вертикальными стойками, и возможность первичного фиксирования детали.
Признак, указывающий, что установочная накладка, закрепленная на верхнем конце центральной вертикальной стойки, выполнена «из эластичного материала и герметично связана с соответствующим коллектором системы вакуумирования с возможностью образования вакуумируемой присоски», обеспечивает возможность первичного фиксирования детали.
Признаки, указывающие, что «нижние концы остальных вертикальных стоек, установленных по бокам рамы, снабжены опорами, выполненными с возможностью разъемного закрепления на продольных направляющих рамы», обеспечивают жесткость их фиксации на опорном столе и перпендикулярность ему плоскости рамы.
Признаки, указывающие, что «между каждой из соответствующих пар остальных стоек установлена жестко связанная с ними верхняя горизонтальная балка, размещенная ниже верхних концов вертикальных стоек, при этом все … боковые вертикальные стойки снабжены установочными накладками с опорными поверхностями для размещения обрабатываемой детали», обеспечивают восприятие веса обрабатываемой детали и точное пространственное позиционирование ее поверхности.
Признаки, указывающие, что другой конец полых трубчатых корпусов «выполнен в виде разъема, с возможностью герметичного подключения к разъему гибкого трубопровода, герметично связанного через соответствующий коллектор системы вакуумирования с вакуумным насосом», обеспечивают работоспособность присосок и удержание обрабатываемой детали, а также отключение - подключение «присосок» к системе вакууммирования.
Признаки, указывающие, что «расстояние, на котором расположена ось поворота упомянутого держателя от опорной поверхности установочной накладки, на 5-10 мм меньше, чем расстояние от оси поворота держателя до кромки его кольцеобразной насадки из эластичного материала», обеспечивают плотное упругое прилегание присосок держателей к обрабатываемой детали.
Признаки второго пункта формулы изобретения обеспечивают защиту элементов устройства и трубопроводов системы вакууммирования от струи гидроабразивной резки.
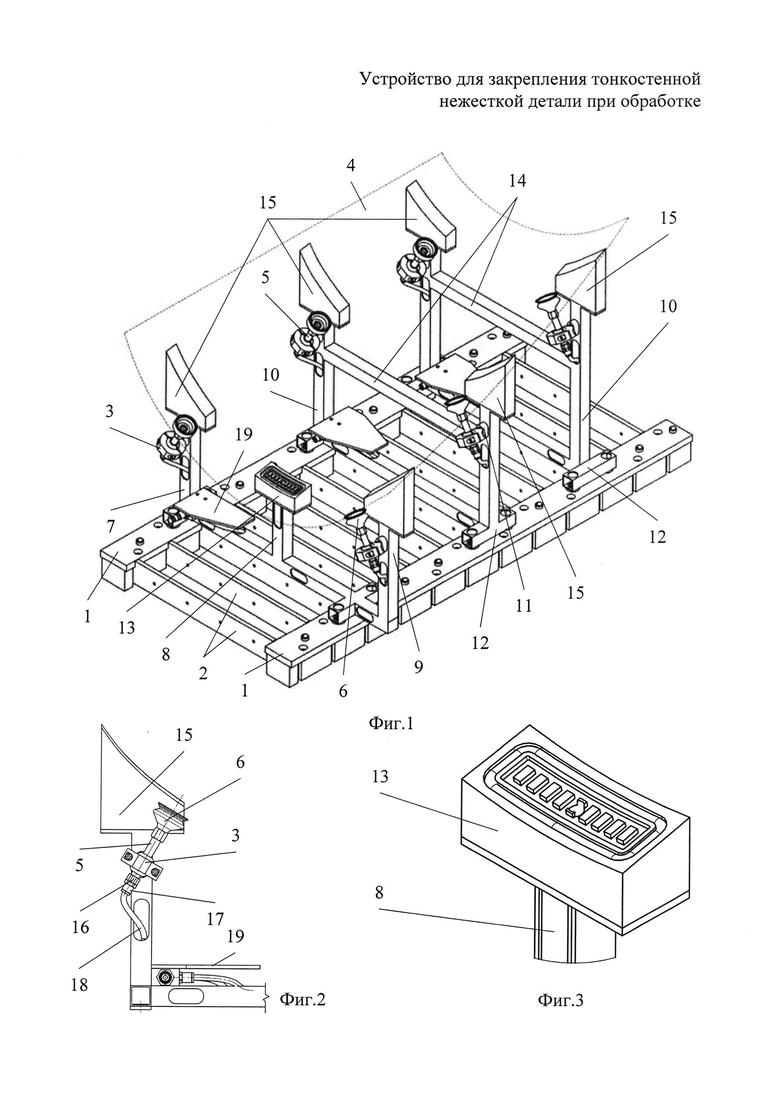
На фиг. 1 изображена установка в объемной (аксонометрической проекции), на фиг. 2 - вид держателя; на фиг. 3 - вид накладки рамы.
На чертежах показаны продольные направляющие 1, поперечные горизонтальные балки 2, держатели 3, обрабатываемая деталь 4, полые трубчатые корпуса 5, кольцеобразная насадка 6, вертикальные стойки 7, 8, 9 и 10, шарнирный узел 11, опоры 12, установочная накладка - вакууммируемая присоска 13, верхняя горизонтальная балка 14, установочные накладки 15 с опорными поверхностями для размещения обрабатываемой детали 4, разъем 16 держателей 3, разъем 17 гибкого трубопровода 18, съемные щиты 19.
Устройство для закрепления тонкостенной нежесткой детали при обработке включает опорный стол, выполненный в виде прямоугольной рамы, состоящей из параллельных продольных направляющих 1, связанных между собой поперечными горизонтальными балками 2, и держатели 3 для обрабатываемой детали 4. Держатели 3 для обрабатываемой детали 4 выполнены в виде полых трубчатых корпусов 5, одни из концов которых жестко и герметично связаны с кольцеобразной насадкой 6 из эластичного материала с возможностью образования вакуумируемой присоски. При этом держатели 3 шарнирными узлами 11 закреплены на вертикальных стойках 7, 8, 9 и 10 с возможностью поворота в плоскости, параллельной плоскости рамы, а вертикальные стойки 7, 8, 9 и 10 установлены на раме перпендикулярно ее плоскости с возможностью их заданного позиционирования на площади рамы.
Вертикальные стойки 7, 8, 9 жестко связаны с поперечной горизонтальной балкой 2, снабженной опорами 12, выполненными с возможностью разъемного закрепления на продольных направляющих рамы 1, при этом две из упомянутых стоек 7 и 9 - боковые, с установочными накладками 15 расположены на концах горизонтальной балки 2, а третья - центральная 8 расположена в центре между ними и на ее верхнем конце установлена установочная накладка 13, выполненная из эластичного материала и герметично связанная с соответствующим коллектором системы вакуумирования с возможностью образования вакуумируемой присоски. Нижние концы остальных вертикальных стоек 10, установленных по бокам рамы, снабжены опорами 12, выполненными с возможностью разъемного закрепления на продольных направляющих 1 рамы, (например, болтов с гайками, пропускаемых через соответствующие, совпадающие отверстия - на чертежах не показаны) в продольных направляющих 1 и опорах 12, продольная ось которых перпендикулярна продольной оси вертикальных стоек 10, а между каждой из соответствующих пар остальных стоек 10 установлена жестко связанная с ними верхняя горизонтальная балка 14, размещенная ниже верхних концов вертикальных стоек 10. При этом боковые вертикальные стойки 10 снабжены установочными накладками 15 с опорными поверхностями для размещения обрабатываемой детали 4. Для этого верхняя часть установочных накладок 15 выполнена из упругого материала и профилирована по форме поверхности обрабатываемой детали 4 в месте контакта с нею. Установочные накладки 15 могут быть съемными (содержать снизу пазы для надевания на верхние концы вертикальных стоек 10) и варьировать по высоте, если имеет место быть незначительная вариация отклонений размеров обрабатываемых деталей 4. Другой конец полых трубчатых корпусов 5 выполнен в виде разъема 16 с возможностью герметичного подключения к разъему 17 гибкого трубопровода 18, герметично связанного через соответствующий коллектор системы вакуумирования с вакуумным насосом (на чертежах не показаны), а расстояние, на котором расположена ось поворота держателя 3 от опорной поверхности установочной накладки 15, на 5-10 мм меньше, чем расстояние от оси поворота держателя 3 до кромки его кольцеобразной насадки 6 из эластичного материала.
Кроме того, устройство снабжено съемными щитами 19 для защиты его элементов и трубопроводов системы вакууммирования от струи гидроабразивной резки.
Заявленное устройство работает следующим образом.
Узлом устройства, остающимся неизменным, является опорный стол, выполненный в виде прямоугольной рамы, содержащей параллельные продольные направляющие 1, связанные между собой поперечными горизонтальными балками 2, и смонтированный в нем коллектор системы вакууммирования, герметично подключенный к вакуум-насосу. Целесообразно, чтобы коллекторов было два - по одному на каждую продольную направляющую 1, при этом должна быть предусмотрена возможность вывода из продольных направляющих, гибких трубопроводов 18 с разъемами 17, в местах закрепления вертикальных стоек 7, 8, 9 и 10. Сменные варианты оснастки, отличающейся высотой вертикальных стоек 7, 8, 9, 10, изготавливают заранее, в соответствии с формой обрабатываемой детали 4. Поэтому при необходимости обработки конкретной детали 4 рамы, обеспечивающие ее обработку, уже готовы к установке.
Переоснастка сводится к закреплению на продольных направляющих 1 опор 12 (например, болтов с гайками, пропускаемых через соответствующие, совпадающие сквозные отверстия в продольных направляющих 1 и опорах 12). В результате этого обеспечивается жесткое (на период использования оснастки) соединение рам в поперечной плоскости, перпендикулярной поверхности опорного стола. Затем разъемы 16 держателей 3 известным образом связывают с разъемами 17 гибких трубопроводов 18, связанных с коллекторами системы вакууммирования. Далее навешивают съемные щиты 19. Держатели 3 должны быть ориентированы вверх, с наклоном в сторону базируемой поверхности детали 4.
Затем деталь 4 базируют (опускают) на опорные поверхности установочных накладок 15 и установочной накладки - вакууммируемой присоски 13, в процессе этого (под действием опускаемой детали) держатели 3 проворачиваются в шарнирном узле 11 и принимают положение своими продольными осями максимально близко к перпендикуляру к поверхности детали 4, в точках контакта с ней. При этом их кольцеобразные насадки 6 несколько обжимаются деталью 4 и тем самым обеспечивается уплотнение контакта с поверхностью обрабатываемой детали 4. Далее в работу включают систему вакуумирования, что обеспечивает «присасывание» обрабатываемой детали 4 к держателям 3 и тем самым - базирование и закрепление тонкостенных нежестких деталей из полимерных композитных материалов сложной пространственной формы для последующей обработки, например методом гидроабразивной резки.
Продукты резания и часть режущего материала, проникающие за деталь, отражаются съемными щитами 19, что исключает повреждение ими держателей 3, гибких трубопроводов 18 и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления тонкостенной нежесткой детали при обработке | 2015 |
|
RU2620524C2 |
| ПРОИЗВОДСТВЕННЫЙ ОБЪЕКТ | 2014 |
|
RU2644968C2 |
| СИСТЕМА ДЛЯ ВЫПОЛНЕНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2262433C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| РОБОТИЗИРОВАННАЯ ХИРУРГИЧЕСКАЯ СТАНЦИЯ | 2014 |
|
RU2657958C2 |
| МЕТАЛЛОРЕЖУЩИЙ ГЕКСАПОДНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР И ГЕКСАПОДНЫЙ МЕХАНИЗМ ДЛЯ НЕГО | 2005 |
|
RU2299797C2 |
| ФРЕЗЕРНЫЙ СТАНОК | 2004 |
|
RU2255839C1 |
| ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ КОМПЛЕКСА ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2526572C1 |
Изобретение относится к области обработки тонкостенных нежестких деталей и может быть использовано для закрепления таких деталей при обработке. Устройство содержит опорный стол, выполненный в виде прямоугольной рамы, содержащей параллельные продольные направляющие, связанные системой поперечных продольных связей, и опирающиеся на них держатели для обрабатываемой детали, которые установлены на раме с возможностью съемной фиксации перпендикулярно плоскости рамы. Держатели выполнены в виде полых трубчатых корпусов, один из концов которых жестко и герметично связан с кольцеобразной насадкой из эластичного материала с возможностью образования вакуумируемой присоски, а другой конец выполнен в виде разъема с возможностью герметичного подключения к разъему гибкого трубопровода. При этом держатели шарнирно закреплены на вертикальных стойках с возможностью поворота в плоскости, параллельной плоскости рамы, а вертикальные стойки установлены на упомянутой раме перпендикулярно ее плоскости с возможностью их заданного позиционирования на площади рамы. Использование изобретения позволяет упростить конструкцию устройства, повысить оперативность переоснастки и надежность удержания детали в процессе ее обработки. 1 з.п. ф-лы, 3 ил.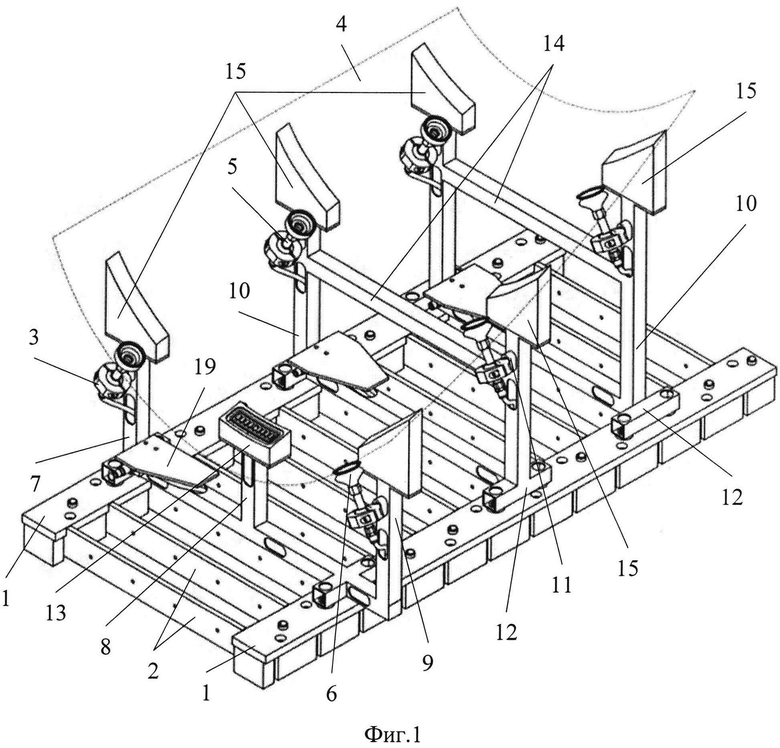
1. Устройство для закрепления тонкостенной нежесткой детали при обработке, содержащее опорный стол, выполненный в виде прямоугольной рамы, состоящей из параллельных продольных направляющих, связанных между собой поперечными горизонтальными балками, и держатели для обрабатываемой детали, выполненные в виде полых трубчатых корпусов, одни из концов которых жестко и герметично связаны с кольцеобразной насадкой из эластичного материала с возможностью образования вакуумируемой присоски, при этом упомянутые держатели шарнирно закреплены на вертикальных стойках с возможностью поворота в плоскости, параллельной плоскости упомянутой рамы, а вертикальные стойки установлены на упомянутой раме перпендикулярно ее плоскости с возможностью их заданного позиционирования на площади рамы, отличающееся тем, что упомянутые вертикальные стойки в количестве трех жестко связаны с поперечной горизонтальной балкой, снабженной опорами, выполненными с возможностью разъемного закрепления на продольных направляющих рамы, при этом две из упомянутых стоек – боковые расположены на концах балки, а третья – центральная расположена в центре между ними и на ее верхнем конце установлена установочная накладка, выполненная из эластичного материала и герметично связанная с соответствующим коллектором системы вакуумирования с возможностью образования вакуумируемой присоски, причем нижние концы остальных вертикальных стоек, установленных по бокам рамы, снабжены опорами, выполненными с возможностью разъемного закрепления на продольных направляющих рамы, а между каждой из соответствующих пар упомянутых остальных стоек установлена жестко связанная с ними верхняя горизонтальная балка, размещенная ниже верхних концов вертикальных стоек, при этом все упомянутые боковые вертикальные стойки снабжены установочными накладками с опорными поверхностями для размещения обрабатываемой детали, другой конец упомянутых полых трубчатых корпусов выполнен в виде разъема с возможностью герметичного подключения к разъему гибкого трубопровода, герметично связанного через соответствующий коллектор системы вакуумирования с вакуумным насосом, а расстояние, на котором расположена ось поворота упомянутого держателя от опорной поверхности установочной накладки, на 5-10 мм меньше, чем расстояние от оси поворота держателя до кромки его кольцеобразной насадки из эластичного материала.
2. Устройство по п.1, отличающееся тем, что оно снабжено съемными щитами для защиты его элементов и трубопроводов системы вакуумирования от струи гидроабразивной резки.
| УСТРОЙСТВО ДЛЯ ОБЛЕГЧЕНИЯ ПАНЕЛЕЙ ИЛИ ТОНКИХ ПЛАСТИН ПУТЕМ УДАЛЕНИЯ МАТЕРИАЛА | 2011 |
|
RU2553171C2 |
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ОБВОДООБРАЗУЮЩИХ ДЕТАЛЕЙ, ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И СБОРКИ И СПОСОБ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ОБВОДООБРАЗУЮЩИХ ДЕТАЛЕЙ, ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И СБОРКИ | 1999 |
|
RU2165836C2 |
| ГИБКАЯ СИСТЕМА ДЕРЖАТЕЛЕЙ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2492986C2 |
| US 5163793 A, 17.11.1992 | |||
| US 5026033 A, 25.06.1991. | |||

