Изобретение относится к области общего и специального машиностроения и может быть использовано во всех областях промышленного производства сложнопрофильных изделий.
Известен способ базирования заготовок на металлорежущих станках, заключающийся в ориентации заготовки по фиксированным установочным и ограничительным поверхностям и упорным базам (ГОСТ 13442-68. Опоры постоянные с насеченной головкой для станочных приспособлений) [1].
Недостатком такого способа является проблема базирования сложнопрофильных заготовок, не имеющих правильных поверхностей - плоских, цилиндрических (сферических), которые могут быть использованы в качестве установочных баз.
Частично, указанного недостатка лишен способ, в котором базирование осуществляется за счет выверки плоскости, параллельной плоскости станочного стола (горизонтальной), с помощью регулируемых опор (ГОСТ 4740-68, ГОСТ 4084-68, ГОСТ 4085-68, ГОСТ 4086-68. Опоры регулируемые для станочных приспособлений) [2].
Недостатком такого способа является низкая точность и трудоемкость базирования сложнопрофильных заготовок, например гребных винтов.
Частично указанного недостатка лишен способ базирования, являющийся прототипом, в котором базирование выполняется в два этапа. Первоначально, на контрольно-разметочной плите в конструкторской системе координат размечаются контрольные точки в двух или трех взаимно перпендикулярных плоскостях. Далее по размеченным точкам заготовка выравнивается на столе станка в требуемом положении с помощью прокладок (Производство гребных винтов. Справочник. И.И. Богораз, И.М. Кауфман. Л.: Судостроение, 1978, с.192) [3].
Недостатком такого способа является высокая трудоемкость выполнения операции базирования.
Задачей, на решение которой направлено изобретение, является снижение технологической трудоемкости выполнения операции базирования.
Это достигается тем, что при разметке на поверхностях заготовки со стороны, обращенной к поверхности станочного стола, при последующей операции обработки закрепляют (приваривают) три или более деталей, имеющих поверхность полой полусферы (конуса), для указанных поверхностей определяют координаты центра вписанного шара заданного диаметра в конструкторской системе координат получаемой из заготовки детали. На столе станка выставляют опоры, имеющие сферические поверхности заданного диаметра, так, чтобы координаты их центров обеспечили необходимую для обработки ориентацию заготовки после совмещения сферических поверхностей опор со сферическими (коническими) поверхностями деталей, закрепленных на поверхности заготовки.
Конструкция, реализующая способ, представлена на фиг.1 и фиг.2 и состоит из сложнопрофильной заготовки 1 с закрепленными на ней деталями 2 со сферическими (коническими) поверхностями 3, сопряженными со сферическими поверхностями 4 опор 5, установленных на столе 6 многокоординатного станка.
Способ базирования осуществляют в следующей последовательности: на поверхности сложнопрофильной заготовки 1 закрепляют (приваривают) три или более детали 2 с полыми сферическими (коническими) поверхностями 3, обращенными к поверхности стола 6 при последующей обработке. При обмере заготовки 1 и вписывании в нее теоретической модели детали определяют положение центров 7 вписанных в детали 2 сфер 8 с радиусом, равным радиусу сферических поверхностей 4 опор 5, которые устанавливают и закрепляют на столе 6 многокоординатного станка так, чтобы заготовка 1, установленная сферическими (коническими) поверхностями 3 деталей 2 на сферические поверхности 4 опор, 5 заняла положение, требуемое для обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВОК СЛОЖНОЙ ФОРМЫ НА МНОГОКООРДИНАТНЫХ СТАНКАХ | 2014 |
|
RU2574907C1 |
| ГИБКАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА БАЗИРОВАНИЯ | 2012 |
|
RU2495738C1 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| Способ выверки крупногабаритной заготовки и устройство для его осуществления | 1988 |
|
SU1601507A1 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |

Изобретение относится к области машиностроения и может быть использовано при производстве сложнопрофильных изделий. Способ базирования включает установку и закрепление на столе станка опор со сферическими поверхностями, при этом на поверхности заготовки, обращенной к поверхности стола станка, жестко закрепляют не менее трех опорных деталей, имеющих поверхности полых полусфер или полых конусов, и определяют для этих поверхностей положения центров вписанных в них сферических поверхностей опор. После этого устанавливают заготовку упомянутыми поверхностями опорных деталей на сферические поверхности опор с обеспечением заданного базирования заготовки. 2 ил. 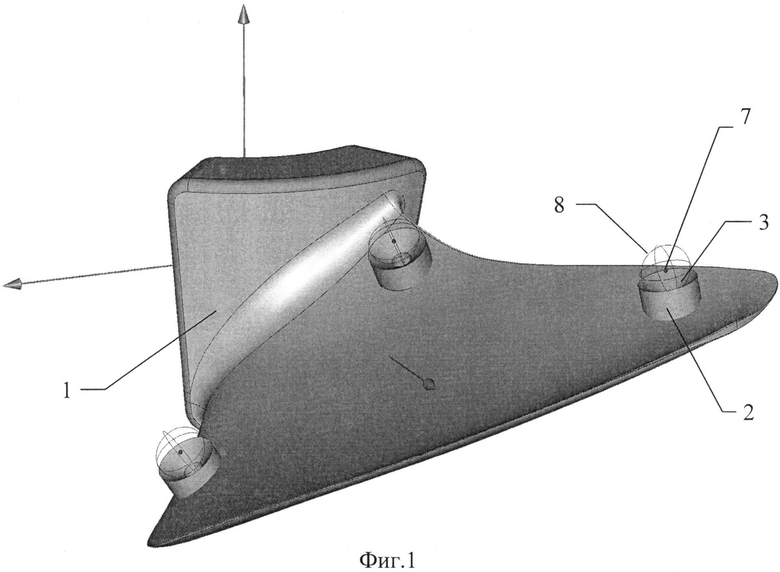
Способ базирования крупногабаритной заготовки сложной формы на многокоординатном станке, включающий установку заготовки с помощью опор и ее выверку на столе станка, отличающийся тем, что устанавливают и закрепляют на столе станка опоры со сферическими поверхностями, при этом на поверхности заготовки, обращенной к поверхности стола станка, жестко закрепляют не менее трех опорных деталей, имеющих поверхности полых полусфер или полых конусов, определяют для этих поверхностей положения центров вписанных в них сферических поверхностей опор, а затем устанавливают заготовку упомянутыми поверхностями опорных деталей на сферические поверхности опор с обеспечением заданного базирования заготовки.
| БОГОРАЗ И.И | |||
| и др | |||
| "Производство гребных винтов", Справочник, Л., "Судостроение", 1978, стр | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
| СПОСОБ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1989 |
|
SU1677946A1 |
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ОБВОДООБРАЗУЮЩИХ ДЕТАЛЕЙ, ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И СБОРКИ И СПОСОБ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ОБВОДООБРАЗУЮЩИХ ДЕТАЛЕЙ, ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И СБОРКИ | 1999 |
|
RU2165836C2 |
| СПОСОБ ВЫВЕРКИ МАССИВНЫХ ЗАГОТОВОК НА ПОЗИЦИИ ОБРАБОТКИ | 2001 |
|
RU2212325C2 |
| DE 3108258 A1, 16.09.1982 | |||
| JP 2005231018 A, 02.09.2005 | |||

