Изобретение относится к области автомобилестроения и может быть использовано в качестве промежуточной подложки на внутренней стороне двери легкового автомобиля, предохраняющей от ударов дверь автомобиля.
Известны аналоги: WO 97/36761; EP 0685355; RU 214114 и другие, в которых не используют устройств, полученных методом поверхностно-пластического деформирования, которым достигаются прочностные преимущества тонколистового стального материала и сокращают расход металла на противоударную конструкцию в целом.
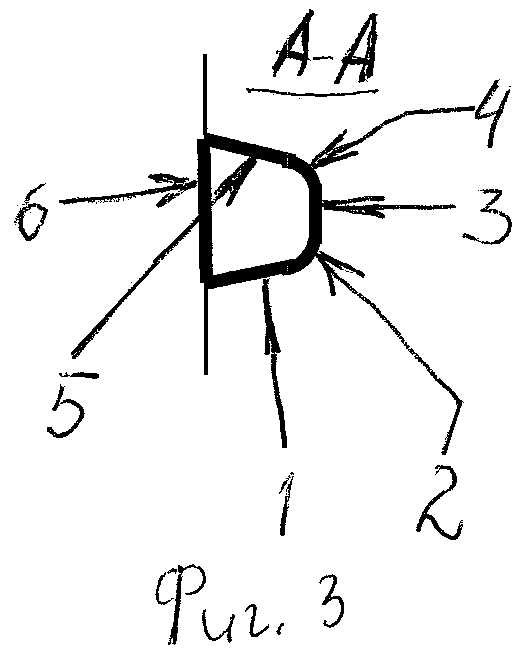
Поставленная задача достигается следующим образом, по которому способ изготовления бруса безопасности легкового автомобиля, отличающийся тем, что первоначально изготавливают стальной аркообразный фасонный тонколистовой профиль (1-5) с радиусными сопряжениями округлений (2 и 4) в поперечном сечении А-А, получаемый поверхностно-пластическим деформированием наружного и внутреннего слоев, учитывающем создание поверхностных зон нагружения, превышающих исходную прочность на 60-80 МПа, одновременно основание (6), представленное на (фиг.2), выполняемое из стального фасонного тонколистового профиля (6-10) снабжают как и арку (1-5) зонами повышенной прочностной активности металла на 60-80 МПа более, нежели срединный промежуточный слой, причем тонколистовые профили (1-5) и (6-10) соединяют между собой контактной сваркой с шагом дискретной прерывности сварного шва до 10-15% от длины в 912 мм бруса безопасности, образующим противоударную зону коробчатого профиля, замыкаемого с торцов (11 и 12), опорными упругими площадками (7-8) и (9-10), способных противостоять ударным нагрузкам, возникающим по длине в 912 мм коробчатого профиля, выполненного из форм (1-5) и (6-10), при ширине выступов не более 100 мм, одновременно опорная поверхность подарочного профиля со стороны торцов (11 и 12) имеет микрометрический накатанный рисунок поверхностного слоя, позволяющего при местном нагружении ударных напряжений формировать зоны концентраций силовых эпюр в виде нессиметрично расположенных полей напряжений, сохраняющих в памяти материала первоначальную форму двоичного характера, опирающейся на срединный слой стальной матрицы в нормальном сечении материала, использующим менее напряженные поля с разнонаправленными полюсами напряжений микрометрических зон упрочнения арки (1-5) с пределами самоустановки микрометрических звеньев упругих частей опор (7-10).
Описание фигур графических изображений: стальной аркообразный фасонный тонколистовой профиль - арка (1-5); округления (2 и 4); основание (6); стальной фасонный тонколистовой профиль (6-10); торцы (11 и 12).
Описание габаритов бруса безопасности: длина-912 мм; толщина листовых профилей от 1 до 2,5 мм; высота коробчатой конструкции 42,84 мм; ширина полей выступов до 100 мм.
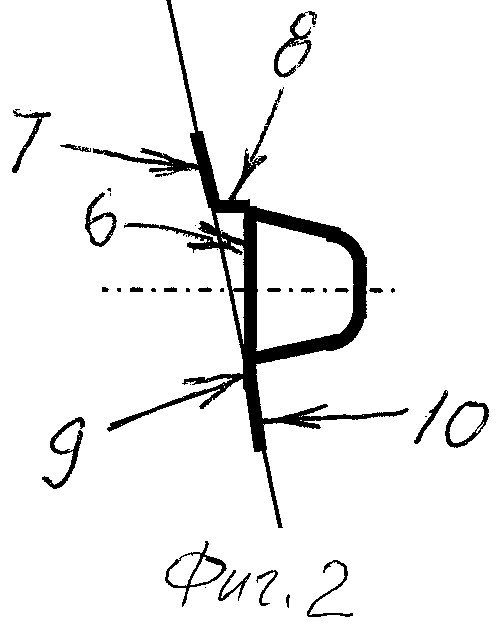
Графические изображения: фиг.1 - брус безопасности на виде сверху; фиг.2 - боковая проекция бруса безопасности; фиг.3 - сечение А-А.
Описание способа изготовления бруса безопасности легкового автомобиля.
Способ изготовления бруса безопасности легкового автомобиля, отличающийся тем, что:
1. Первоначально изготавливают стальной аркообразный фасонный тонколистовой профиль (1-5) с радиусными сопряжениями округлений (2 и 4) в поперечном сечении А-А, получаемый поверхностно-пластическим деформированием наружного и внутреннего слоев, учитывающем создание поверхностных зон нагружения, превышающих исходную прочность на 60-80 МПа;
2. Основание (6), представленное на (фиг.2), выполняемое из стального фасонного тонколистового профиля (6-10) снабжают как и арку (1-5) зонами повышенной прочностной активности металла на 60-80 МПа более, нежели срединный промежуточный слой;
3. Тонколистовые профили (1-5) и (6-10) соединяют между собой контактной сваркой с шагом дискретной прерывности сварного шва до 10-15% от длины в 912 мм бруса безопасности, образующим противоударную зону коробчатого профиля, замыкаемого с торцов (11 и 12), опорными упругими площадками (7-8) и (9-10), способных противостоять ударным нагрузкам, возникающим по длине в 912 мм коробчатого профиля, выполненного из форм (1-5) и (6-10), при ширине выступов не более 100 мм;
4. Опорная поверхность подарочного профиля со стороны торцов (11 и 12) имеет микрометрический накатанный рисунок поверхностного слоя, позволяющего при местном нагружении ударных напряжений формировать зоны концентраций силовых эпюр в виде нессиметрично расположенных полей напряжений, сохраняющих в памяти материала первоначальную форму двоичного характера, опирающейся на срединный слой стальной матрицы в нормальном сечении материала, использующим менее напряженные поля с разнонаправленными полюсами напряжений микрометрических зон упрочнения арки (1-5) с пределами самоустановки микрометрических звеньев упругих частей опор (7-10).
Пример выполнения способа.
Способ изготовления бруса безопасности легкового автомобиля, выполняют таким образом, что:
- первоначально изготавливают стальной аркообразный фасонный тонколистовой профиль (1-5) с радиусными сопряжениями округлений (2 и 4) в поперечном сечении А-А, получаемый поверхностно-пластическим деформированием наружного и внутреннего слоев, учитывающем создание поверхностных зон нагружения, превышающих исходную прочность на 60-80 МПа;
- основание (6), представленное на (фиг.2), выполняемое из стального фасонного тонколистового профиля (6-10) снабжают как и арку (1-5) зонами повышенной прочностной активности металла на 60-80 МПа более, нежели срединный промежуточный слой;
- тонколистовые профили (1-5) и (6-10) соединяют между собой контактной сваркой с шагом дискретной прерывности сварного шва до 10-15% от длины в 912 мм бруса безопасности, образующим противоударную зону коробчатого профиля, замыкаемого с торцов (11 и 12), опорными упругими площадками (7-8) и (9-10), способных противостоять ударным нагрузкам, возникающим по длине в 912 мм коробчатого профиля, выполненного из форм (1-5) и (6-10), при ширине выступов не более 100 мм;
- опорная поверхность подарочного профиля со стороны торцов (11 и 12) имеет микрометрический накатанный рисунок поверхностного слоя, позволяющего при местном нагружении ударных напряжений формировать зоны концентраций силовых эпюр в виде нессиметрично расположенных полей напряжений, сохраняющих в памяти материала первоначальную форму двоичного характера, опирающейся на срединный слой стальной матрицы в нормальном сечении материала, использующим менее напряженные поля с разнонаправленными полюсами напряжений микрометрических зон упрочнения арки (1-5) с пределами самоустановки микрометрических звеньев упругих частей опор (7-10).
Экономическая целесообразность выполнения способа.
Новый способ позволяет отделить штамповку и прессовое производство подобных заготовок и на основе поверхностно-пластического деформирования выделить этот способ совершенно в обособленную область операций с тонколистовым металлом, позволяющим облегчить конструктивную часть операций при изготовлении дверей автомобиля.
Промышленная применимость новой конструкции двери введена в единичные конструкции дверей легковых автомобилей, позволяющих на практике обеспечить повышение прочности дверей автомобиля с 320 до 680 кГс/см2.
Первоначально поданная заявка на изобретение 2010121022 была пробным аналогом конструктивного воплощения идеи, доработанной на сегодняшний день более точными сведениями ППД.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСА БЕЗОПАСНОСТИ | 2011 |
|
RU2501669C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТИВОУДАРНОЙ ОПОРЫ ДВЕРИ ЛЕГКОВОГО АВТОМОБИЛЯ | 2012 |
|
RU2495764C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ БОКОВЫХ ДВЕРЕЙ ЛЕГКОВЫХ АВТОМОБИЛЕЙ | 2008 |
|
RU2388623C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСА БЕЗОПАСНОСТИ | 2011 |
|
RU2473431C1 |
| БАМПЕР АВТОМОБИЛЯ | 2008 |
|
RU2370382C1 |
| ФАСОННЫЙ СТАЛЬНОЙ ПРОФИЛЬ БЕЗОПАСНОСТИ ДВЕРИ АВТОМОБИЛЯ | 2009 |
|
RU2405690C1 |
| ПРОТИВОУДАРНОЕ УСТРОЙСТВО АВТОМОБИЛЯ | 1997 |
|
RU2116899C1 |
| БАМПЕРНОЕ ЗАЩИТНОЕ УСТРОЙСТВО ДЛЯ ЛЕГКОВЫХ АВТОМОБИЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО УПРУГОГИСТЕРЕЗИСНОГО ЭЛЕМЕНТА | 2014 |
|
RU2559675C1 |
| БАМПЕР | 2008 |
|
RU2364530C1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2381864C2 |
Изобретение относится к области транспортного машиностроения. Способ изготовления бруса безопасности легкового автомобиля заключается в том, что первоначально изготавливают стальной аркообразный коробчатый фасонный тонколистовой профиль с радиусными сопряжениями округлений. Профиль получают поверхностно-пластическим деформированием наружного и внутреннего слоев. Основание выполняют из стального коробчатого тонколистового фасонного профиля. Аркообразный тонколистовой профиль и опорную поверхность аркообразного фасонного тонколистового профиля соединяют между собой контактной сваркой. Образованная противоударная зона коробчатого профиля замыкается с торцов опорными упругими площадками, способными противостоять ударным нагрузкам. Тонколистовой коробчатый профиль выполняют из форм аркообразного тонколистового профиля и опорной поверхности аркообразною фасонного тонколистового профиля. Одновременно опорная поверхность аркообразного фасонного тонколистового профиля со стороны торцов имеет микрометрический накатанный рисунок поверхностного слоя. Достигается повышение безопасности легкового автомобиля. 3 ил.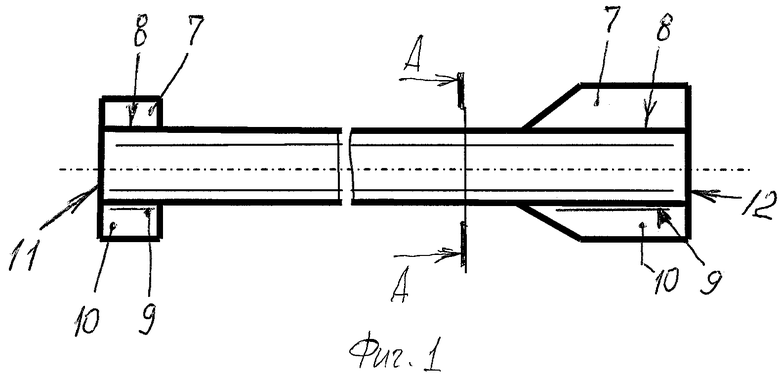
Способ изготовления бруса безопасности легкового автомобиля, отличающийся тем, что первоначально изготавливают стальной аркообразный коробчатый фасонный тонколистовой профиль с радиусными сопряжениями округлений, получаемый поверхностно-пластическим деформированием наружного и внутреннего слоев, учитывающим создание поверхностных зон нагружения, превышающих исходную прочность на 60-80 МПа, основание (6), выполняемое из стального коробчатого тонколистового фасонного профиля, снабжают как и аркообразный фасонный тонколистовой профиль (1-5) зонами прочностной активности металла на 60-80 МПа более, нежели срединный промежуточный слой, причем аркообразный тонколистовой профиль (1-5) и опорную поверхность аркообразного фасонного тонколистового профиля (6-10) соединяют между собой контактной сваркой с шагом дискретной прерывности сварного шва до 10-15% от длины в 912 мм бруса безопасности, образующим противоударную зону коробчатого профиля, замыкаемого с торцов опорными упругими площадками, способными противостоять ударным нагрузкам, возникающим по длине в 912 мм тонколистового коробчатого профиля, выполненного из форм аркообразного тонколистового профиля (1-5) и опорной поверхности аркообразного фасонного тонколистового профиля (6-10), при ширине выступов не более 100 мм, одновременно опорная поверхность аркообразного фасонного тонколистового профиля со стороны торцов имеет микрометрический накатанный рисунок поверхностного слоя.
| Способ изготовления плавких предохранителей | 1951 |
|
SU96353A1 |
| УСИЛИВАЮЩИЙ БРУС ДЛЯ ЭЛЕМЕНТА КОРПУСА И/ИЛИ ШАССИ АВТОМОБИЛЯ | 2000 |
|
RU2256563C2 |
| EP 1360080 B1, 15.04.2009 | |||
| US 2005225115 A1, 13.10.2005. | |||

