Изобретение относится к производству боковых дверей легковых автомобилей и может быть полезно для повышения безопасности их конструктивной прочности.
Известны конструкции дверей автомобиля, где используются прочностные свойства непосредственно самого металла. Новое изделие имеет прочностные характеристики, используемые для динамических нагружений и частотных колебаний, рассчитанных для определенного срока эксплуатации.
К известным аналогам следует отнести способ изготовления конструкции двери - см. Каталог запасных автомобилей ВАЗ - 2108, ВАЗ - 2109 и К29 их модификаций / Сост., Л.А.Мельникова и др.; Волжский автомобильный завод им. 50-летия СССР. - Машиностроение, 1988. - 152 с.: ил.
К недостаткам известного технического решения следует отнести отсутствие упрочняющих элементов, способных при прежних внешних параметрах боковых дверей решить вопрос повышения прочности при дополнительных возможностях оптимизации конструкции дверей автомобиля.
Поставленная задача достигается тем, что способ изготовления конструкций боковых дверей легковых автомобилей, заключающийся в подготовке к штамповке листового материала и получения из него фасонных профилей, пригодных для монтажа, установки, покраски и эксплуатации, отличающийся тем, что в качестве упрочняющего бруса боковой внутренней стороны двери используют фасонный аркообразный в сечении профиль, выполняемый, например, из стали 35, способный при снятии максимальной статической нагрузки в 700 кГс, в середине длины фасонного профиля, например, в 900 мм, с учетом допускаемых отклонений, получать остаточный прогиб в 12,72 мм при величине первоначального статического прогиба в 25 мм боковой двери автомобиля, фасонный профиль имеет прямой участок, сопрягаемый радиусными округлениями с наклонными опорами, радиусными округлениями, образующими с основаниями упругие опорные площадки относительно оси симметрии, фасонный профиль по оси симметрии, устанавливают с внутренней стороны двери, под углом «α», на опорной плоскости каркаса боковой двери автомобиля, с жесткой взаимосвязью с дверью и с возможностью размещения в ней стекла и конструкции стеклоподъемника.
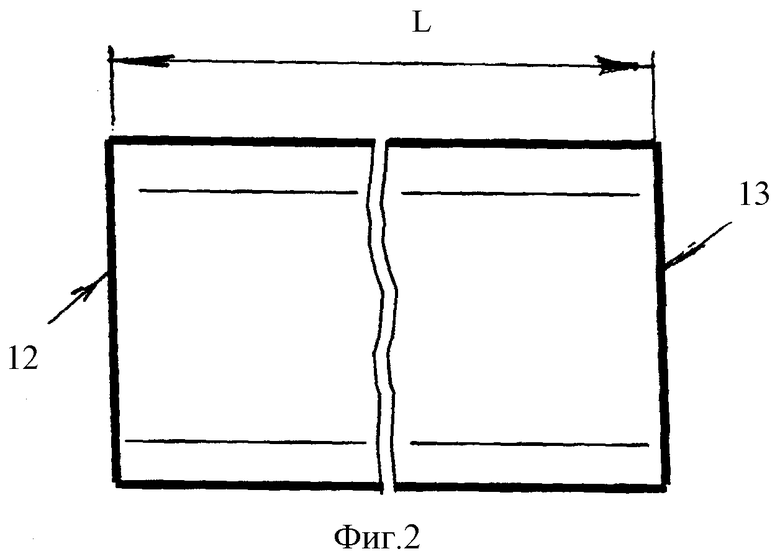
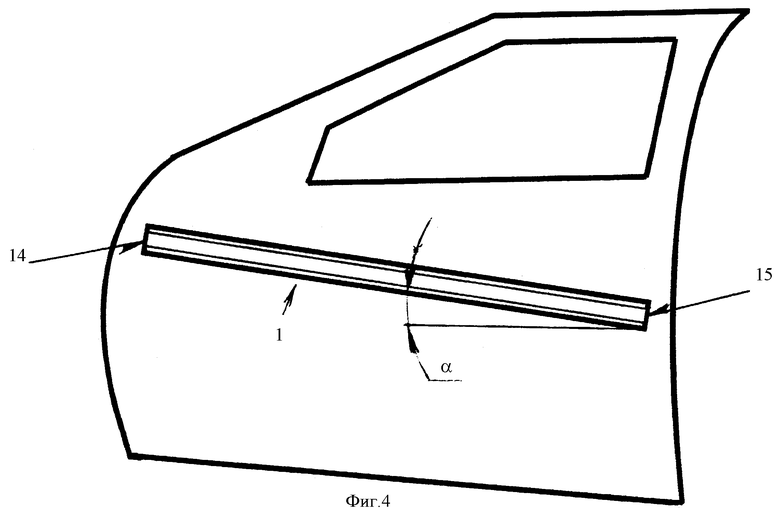
Графические изображения: фиг.1 - вид с торца упрочняющего бруса - фасонного штамповочного аркообразного; фиг.2 - профильная проекция упрочняющего бруса; фиг.3 - вид с торца упрочняющего бруса (1), закрепленного жестко с внешним каркасом двери автомобиля; фиг.4 - фактическое размещение упрочняющего бруса с внутренней стороны двери автомобиля.
Цифровые обозначения, используемые в графическом изображении: упрочняющий брус - пластинчатая арка (1), прямой участок (2), радиусные округления (3 и 4), угол «α»; опоры (5 и 6); радиусные округления (7 и 8); основания (9 и 10); ось симметрии (11); торцы (12 и 13); сварные швы (14-17).
Описание способа.
Способ изготовления конструкций боковых дверей легковых автомобилей, заключающийся в подготовке к штамповке листового материала и получения из него фасонных профилей, пригодных для монтажа, установки, покраски и эксплуатации, отличающийся тем, что в качестве упрочняющего бруса боковой внутренней стороны двери, используют фасонный аркообразный в сечении профиль (1), выполняемый, например, из стали 35, способный при снятии максимальной статической нагрузки в 700 кГс, в середине длины фасонного профиля, например, в 900 мм, с учетом допускаемых отклонений, получать остаточный прогиб в 12,72 мм при величине первоначального статического прогиба в 25 мм боковой двери автомобиля, фасонный профиль имеет прямой участок (2), сопрягаемый радиусными округлениями (3 и 4) с наклонными опорами (5 и 6), радиусными округлениями (7 и 8), образующими с основаниями (9 и 10) упругие опорные площадки относительно оси симметрии (11), фасонный профиль по оси симметрии (11), устанавливают с внутренней стороны двери под углом «α» на опорной плоскости каркаса боковой двери автомобиля, с жесткой взаимосвязью с дверью и с возможностью размещения в ней стекла и конструкции стеклоподъемника.
Пример осуществления способа.
Для осуществления способа производят штамповочные операции изготовления двери автомобиля, на которой с внутренней стороны каркаса боковой двери закрепляют упорный брус, выполненный в виде пластинчатой арки (1), выполненной, например, из стали 35, которую соединяют с поверхностями торцового сечения (1-15) - (фиг.3). Конструкция упрочняющего аркообразного элемента использовалась в условиях, приближенных к действительности, где аркообразный элемент закреплялся в двух опорных приторцовых площадках, а к оси его симметрии, в середине длины L, подводилась нагрузка в соответствии с данными измерений, изложенными в таблице.
Возможность осуществимости изобретения приведена для внутреннего профиля каркаса боковой двери и жестко закрепленного к ней фасонного штамповочного аркообразного в сечении профиля, который закрепляют контактной сваркой, или штифтами относительно базовых поверхностей со стороны приторцовых зон и непосредственно опорных зон боковой двери легкового автомобиля.
Промышленная осуществимость изобретения доказана экспериментами, осуществимыми при двухопорном закреплении упрочняющего аркообразного элемента (1), где не приняты во внимание прочностные характеристики непосредственно самой конструкции боковой двери легкового автомобиля, которая проходит испытания в условиях завода-изготовителя и имеет собственные показатели жесткости и прочности, безопасной для человека. Новое дополнение, предложенное автором, позволяет существенно обезопасить пребывание человека в автомобильном средстве передвижения.
Экономическая осуществимость нового технического решения возможна для конструкций семейства Лада ОАО «Автоваз», способ обеспечивает безопасность движения водителя и пассажира при упомянутых выше нагрузках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСА БЕЗОПАСНОСТИ ЛЕГКОВОГО АВТОМОБИЛЯ | 2011 |
|
RU2495763C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСА БЕЗОПАСНОСТИ | 2011 |
|
RU2501669C2 |
| БАМПЕР | 2007 |
|
RU2346833C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТИВОУДАРНОЙ ОПОРЫ ДВЕРИ ЛЕГКОВОГО АВТОМОБИЛЯ | 2012 |
|
RU2495764C2 |
| БАМПЕР АВТОМОБИЛЯ | 2008 |
|
RU2372223C1 |
| БАМПЕР АВТОМОБИЛЯ | 2008 |
|
RU2370382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСА БЕЗОПАСНОСТИ | 2011 |
|
RU2473431C1 |
| СПОСОБ ОПТИМИЗАЦИИ ИЗГОТОВЛЕНИЯ ВОЗДУХОПРОВОДА ОТОПИТЕЛЬНОЙ СИСТЕМЫ | 2001 |
|
RU2229394C2 |
| ВОЗДУХОПРОВОД ОТОПИТЕЛЬНОЙ СИСТЕМЫ | 2001 |
|
RU2229393C2 |
| БАМПЕР | 2008 |
|
RU2372224C1 |

Изобретение относится к способу изготовления конструкции боковой двери легкового автомобиля. Способ заключается в подготовке к штамповке листового материала и получения из него фасонных профилей, пригодных для монтажа, установки, покраски и эксплуатации. В качестве упрочняющего бруса боковой внутренней стороны двери используют фасонный аркообразный в сечении профиль, способный при снятии максимальной статической нагрузки получать остаточный прогиб в 12,72 мм при величине первоначального статического прогиба в 25 мм боковой двери автомобиля. В пластинчатой арке выполняют прямой участок, сопрягаемый радиусными округлениями с наклонными опорами, радиусными округлениями образующими с основаниями упругие опорные площадки относительно оси симметрии. Фасонный профиль по оси симметрии устанавливают с внутренней стороны двери под углом «α» на опорной плоскости каркаса боковой двери автомобиля с возможностью размещения в ней стекла и конструкции стеклоподъемника. Достигается повышение безопасности водителя и пассажиров. 1 табл., 4 ил.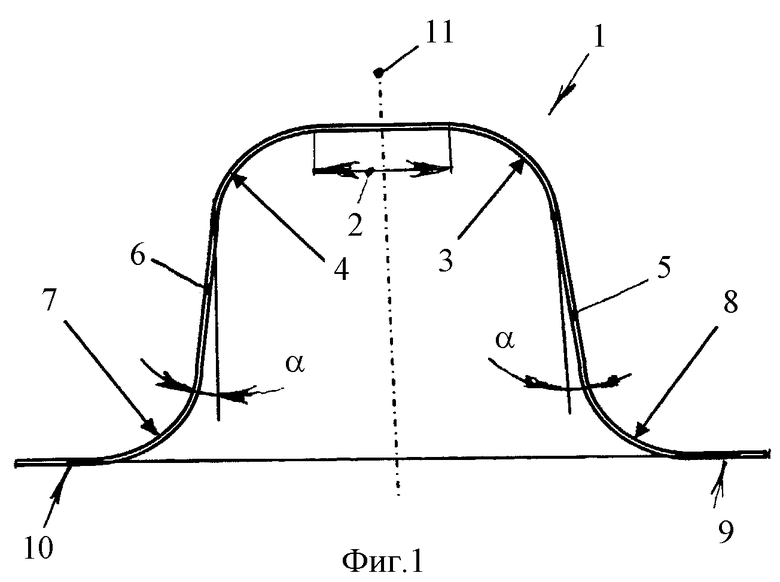
Способ изготовления конструкций боковых дверей легковых автомобилей, заключающийся в подготовке к штамповке листового материала и получения из него фасонных профилей, пригодных для монтажа, установки, покраски и эксплуатации, отличающийся тем, что в качестве упрочняющего бруса боковой внутренней стороны двери используют фасонный аркообразный в сечении профиль, выполняемый, например из стали 35, способный при снятии максимальной статической нагрузки в 700 кГс в середине длины фасонного профиля, например в 900 мм, с учетом допускаемых отклонений получать остаточный прогиб в 12,72 мм при величине первоначального статического прогиба в 25 мм боковой двери автомобиля, причем в пластинчатой арке выполняют прямой участок, сопрягаемый радиусными округлениями с наклонными опорами, радиусными округлениями, образующими с основаниями упругие опорные площадки относительно оси симметрии, причем фасонный профиль по оси симметрии устанавливают с внутренней стороны двери под углом «α» на опорной плоскости каркаса боковой двери автомобиля с жесткой взаимосвязью с дверью и с возможностью размещения в ней стекла и конструкции стеклоподъемника.
| МЕЛЬНИКОВА Л.А | |||
| Контрольное приспособление к автоматам для продажи различных предметов | 1925 |
|
SU2108A1 |
| Волжский автомобильный завод | |||
| Машиностроение, 1988, с.152 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Ясс многогранного сечения для вращательного бурения | 1930 |
|
SU35765A1 |
| US 4684166 A, 04.08.1987 | |||
| Способ измерения термотоков электронных ламп | 1937 |
|
SU56854A1 |
| US 5813718 A, 29.09.1998. | |||

