Изобретение относится к машиностроению, в частности к области восстановления и упрочнения поверхностей деталей и машин.
Известен способ индукционной наплавки, включающий нанесение на обрабатываемую поверхность детали слоя наплавляемого материала - в виде шихты - и обработку их индуктором и их совместного расплавления (см., например, «Аникин Н.А., Дробышевская Н.И., Дудинов В.А. и др. Справочник для изобретателя и рационализатора. Предисл. Изд. 3-е испр. и доп. Москва - Свердловск, Машгиз, 1962. 792 стр. с ил.», стр.543).
Недостаток данного способа состоит в том, что расплавленный наплавляемый материал после остывания образует недостаточно равномерный слой на наплавленной поверхности, например на поверхности плоской; это приводит к необходимости производить обработку поверхности, сводящуюся к тому, что наплавленной поверхности, например, методом фрезерования или строгания придают требуемую толщину наплавленного слоя. Проведение подобных операций достаточно трудоемко, особенно если наплавленный слой выполнен из твердого материала; кроме того, определенная часть наплавленного материала уходит в отходы.
В качестве прототипа взят способ индукционной наплавки, заключающийся в нанесении на горизонтально установленную наплавляемую поверхность изделия слоя наплавляемого материала в виде шихты и обработку поверхности и материала индуктором до их совместного расплавления - см. А.С. СССР №1794611, кл. В23К 13/01, опубл. 15,02.1993 г., Бюл. №6.
Недостатки прототипа - те же, что и у аналога.
Изобретением решается задача повышения качества наплавленного слоя на плоских наплавляемых поверхностях изделий.
Для этого способ индукционной наплавки включает нанесение на установленную горизонтально наплавляемую поверхность слоя наплавляемого материала и обработку поверхности и материала индуктором до их совместного расплавления, причем в процессе наплавки изделие подвергают вибрационному воздействию в плоскости наплавляемой поверхности, с малой амплитудой воздействия, и периодически меняют направление воздействия в плоскости поверхности на 90° и обратно.
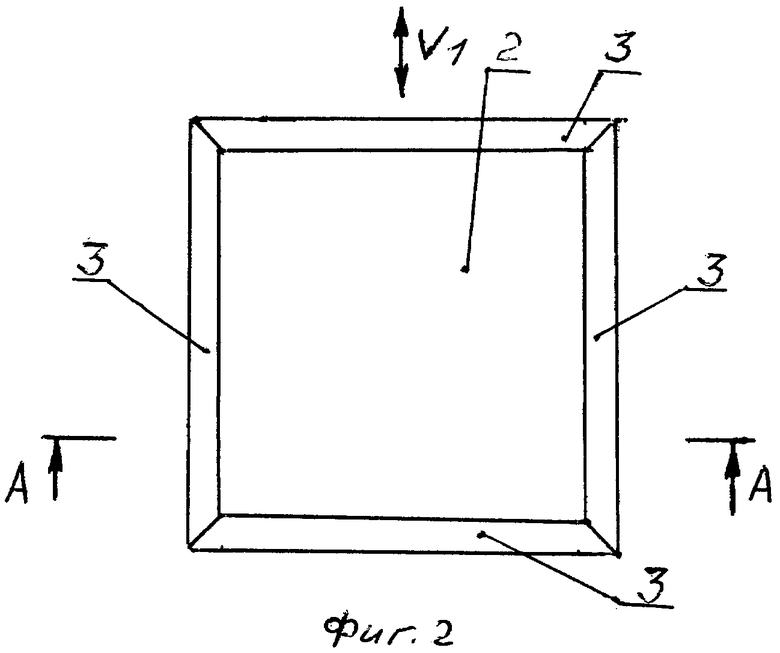
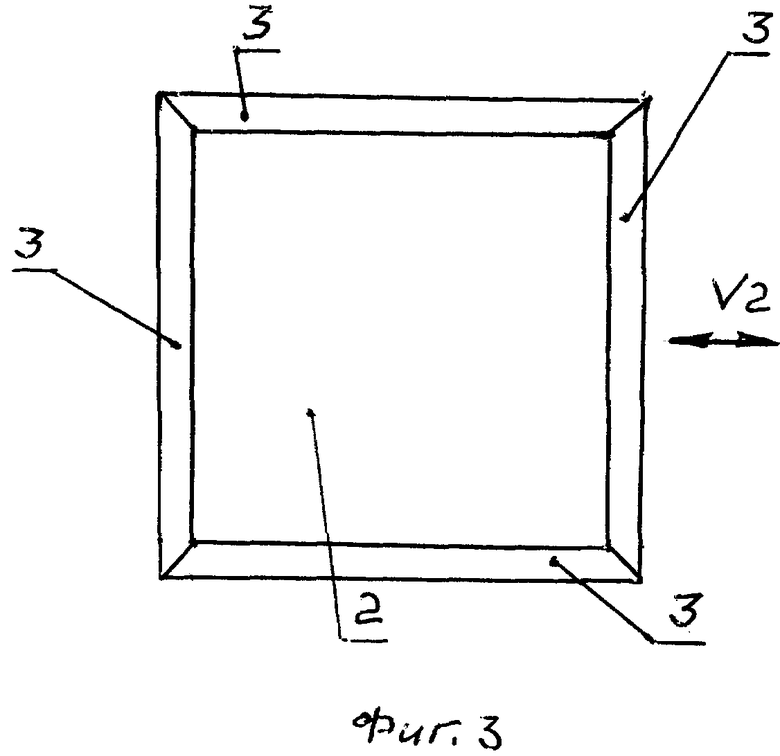
Сущность изобретения поясняется чертежом, на котором изображены: изделие с наплавляемой поверхностью - фиг.1 и наплавляемая поверхность, вид сверху, в двух фазах вибрационного воздействия - фиг.2, 3 (условно показана без наплавляемого материала). На чертеже показано:
изделие 1, наплавляемая поверхность 2, разборные формы 3, наплавляемый материал 4, индуктор 5, направления вибрационного воздействия V1 и V2.
Данный способ реализуется следующим образом. Изделие 1 с наплавляемой поверхностью 2 устанавливается так, чтобы поверхность 2 располагалась горизонтально. По периметру наплавляемой поверхности 2 устанавливают разборные графитовые формы 3, образующие наплавочную ванну. На поверхность 2 наносится слой наплавляемого материала 4. Поверхность 2 и наплавляемый материал обрабатываются индуктором 5 до их совместного расплавления. После начала образования расплава, изделие 1 подвергают - на весь период работы индуктора 5 - вибрационному воздействию с малой амплитудой воздействия, причем направления воздействия (V1 и V2) периодически меняют в плоскости наплавляемой поверхности 2 - на 90° и обратно. После окончания наплавки индуктор 5 отключают и прекращают вибрационное воздействие. После остывания расплава, формы 3 удаляют, изделие готово к эксплуатации.
По сравнению с прототипом, предлагаемый способ наплавки - за счет вибрирования расплава в процессе наплавления - позволяет получить наплавленный слой более однородный, без дефектов (раковины и т.п.), кроме того, наплавленный слой получается одинаковой высоты по всей наплавляемой поверхности, что снижает расходы по его доводке после наплавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2013 |
|
RU2537983C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2012 |
|
RU2491157C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2012 |
|
RU2492033C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2013 |
|
RU2533515C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2013 |
|
RU2529146C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2013 |
|
RU2533517C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2535606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2536152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2537048C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2525942C1 |
Изобретение относится к машиностроению, к области восстановления и упрочнения поверхностей деталей и машин. Способ включает нанесение на горизонтально установленную наплавляемую поверхность изделия слоя наплавляемого материала. Затем материал и поверхность обрабатывают индуктором до их совместного расплавления. В процессе наплавки изделие подвергают вибрационному воздействию в плоскости наплавляемой поверхности. При этом направление воздействия в плоскости поверхности периодически меняют на 90°. Техническим результатом изобретения является повышение качества наплавленного слоя на плоских наплавляемых поверхностях изделий. 3 ил.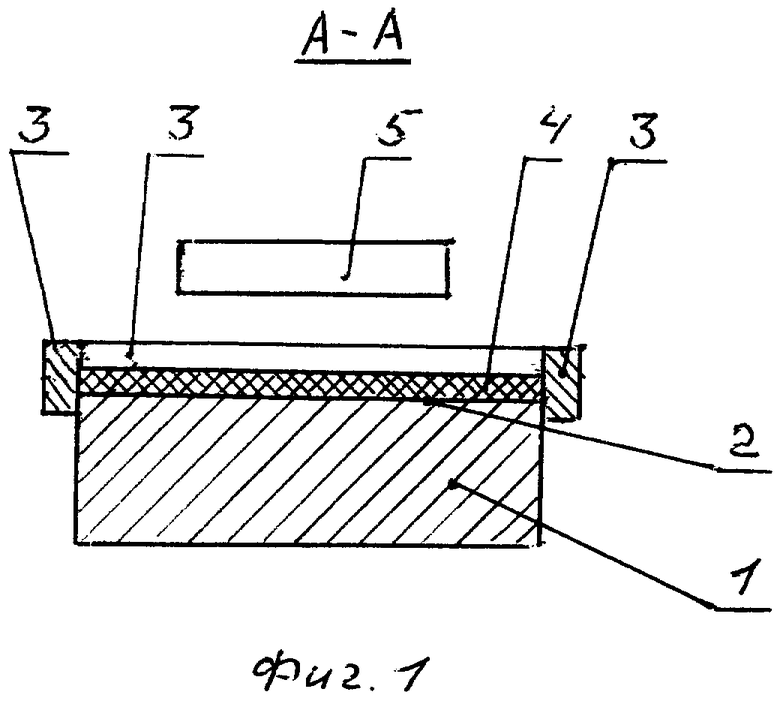
Способ индукционной наплавки плоских поверхностей изделий, включающий нанесение на горизонтально установленную наплавляемую поверхность наплавляемого материала в виде шихты и обработку материала и поверхности индуктором до их совместного расплавления, отличающийся тем, что в процессе наплавки изделие подвергают вибрационному воздействию в плоскости наплавляемой поверхности с малой амплитудой воздействия, причем направление воздействия в плоскости поверхности периодически меняют на 90°.
| Способ индукционной наплавки | 1990 |
|
SU1794611A1 |
| Устройство для нанесения покрытий из порошковых материалов | 1979 |
|
SU880625A1 |
| Способ нанесения покрытий | 1976 |
|
SU597543A1 |
| US 20060289480 A1, 28.12.2006 | |||
| US 0006262402 B1, 17.07.2001. | |||

