(54) СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения покрытий из порошка | 1981 |
|
SU961859A1 |
| Устройство для нанесения покрытий из порошковых материалов | 1979 |
|
SU880625A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| Устройство для нанесения покрытия из металлического порошка на изделие | 1983 |
|
SU1088885A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2086357C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ИЗДЕЛИЙ | 1991 |
|
RU2049328C1 |
| Устройство для нанесения металлического слоя на изделие | 1979 |
|
SU854592A1 |
| Способ восстановления изношенных поверхностей полых цилиндрических изделий | 1987 |
|
SU1533840A1 |
| Устройство для нанесения металлического слоя на изделие | 1983 |
|
SU1180160A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2022713C1 |
1
Изобретение может быть использовано для упрочнения деталей в машиностроитель ной промышленности, например торцовых уплотнений центробежных насосов и др
Известный способ нанесения покрытий вкгаочает засыпку порошка типа.ПГХН8ОСР в кольцевую протачку изделия, нагрев ее токами высокой частоты до расплавления лорошка и наложения вертикальных вибраций, служащих для улучшения структуры покрытия ij-j
Недостаток известного способа - сложность технологического процесса нанесения из-ва требуемого специального оборудования для создания вибраций.
Наиболее близким к изобретению по технической сущности являешсзя способ нанесения покрытий из порошковых материалов на металлические изделия, включающий нагрев изделия и расплавление порошкового материала токами высокой частоты, наложение механических колебаний от электромагнитного поля индуктора для возбуждения уиругих колебаний iB жидком -металле. которые .дополнительно усиливают fSj.
По этому способу для усиления колебаний дoпoл штeльнo вводят магнитное поле постоянного тока, которое взаимодействует с расплавленным металлом и играет решающую рорь для полу1 ния интенсивных механических колебаний.
Однако при нанесении на изделия покрытий из немагнитных и особенно непровоги никовых порошковых материалов магнитное поле постоянного тока не может взаимодействовать с ними, а, следовательно, не может вызвать в них интенсивных механических колебаний. Качество покрытия ухуд- шается, образуются поры, раковины, загрязнения и др.
Кроме того, применение дополнительно го достоянного магнита усложняет технологию нанесения покрытий особенно для фигурных поверхностей, кольцевых проточек, где необходимо для равномерного нагрева изделий их вращение вокруг оси. Взаимная близость индуктора, детали и магнита, вызывает нагрев магнита, поэтому необходимы дополнительные экранизирующие устройства и т. п.
С целью расширения технологических возможностей нанесения покрытий путем нанесения;покрытий из неэ ентропроводных порошковых материалов по предлагаемому способу колебаний от злектромагнигного поля индуктора усиливаюг при упругого элемента, на который устав вливают изделие.
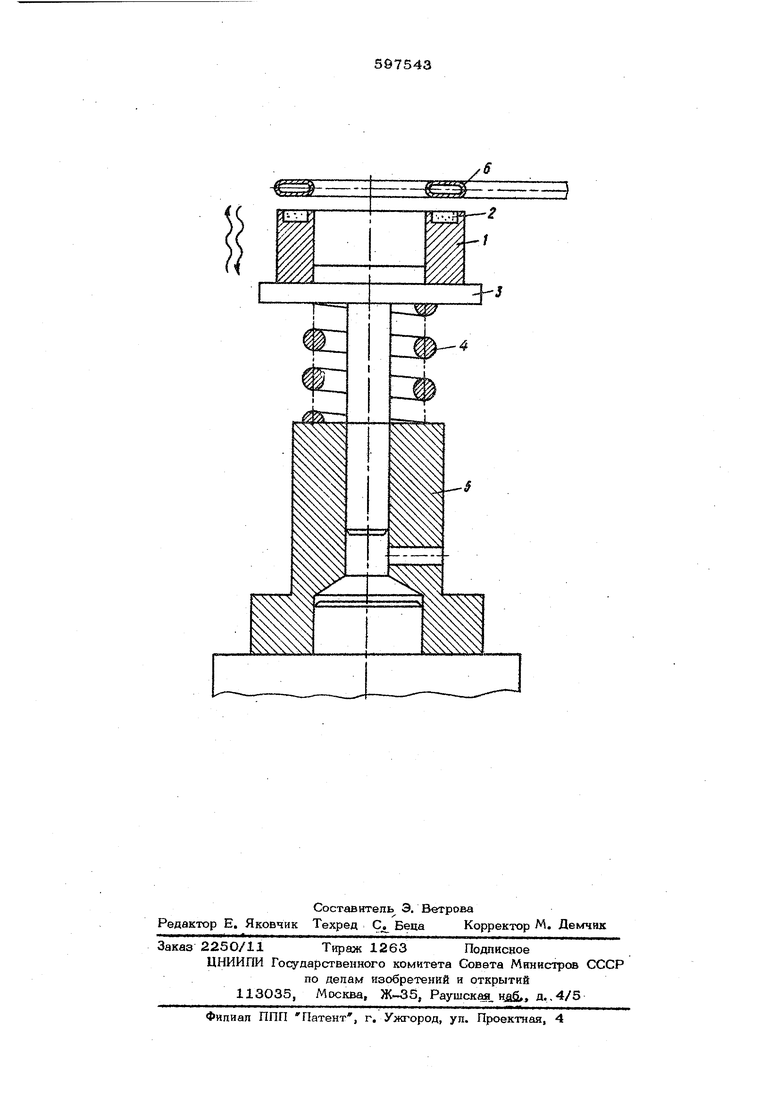
На чертеже изображено устройство, реа« лиэующее предлагаемый способ.
Изделие 1 с засыпанным порошковым материалом 2 устанавливают на опору 3, которая в свою очередь опирается на упругий элемент 4. Вместе с. корпусом 5 из Делив вводят Б зону действия нагреватель ного индуктора б. Электромагнитное поле индуктора вызывает нагрев изделия и интенсивные механические копебания изделия н расплавляемого порошкового материала, воспринимаемые упругим элементом.
Пример, проводят нанесение покрытий из металлических порошков на заготовки, изготовленные из качественной углеродистой стали, с наружным диаметром 80 мм, высотой 50 мм и кольцевой проточкой на торцовой поверхности шириной 1О мм и глуби 1йй 3 мм, Б которую засыпают твердосплавный самофяюсуюшийся порошок ПГХН80СР4. Нагрев осуществляют на высо кочастотной установке, Л32-67М при следующем режиме;
Сетчать;й ток, -А2
Анодный ТОК} АS
Анодное напряжение, кВ8,5
Напряжение накала, В12 .
Напряжение контура, кВS
Индуктор высокочастотной установки .располагают параллельно поверхнссти, на которую наносят покрытие, с зазором 57 мм. При прохождений через конгур индуктора токов высокой частотЫз служащих для нагрева заготовки, вокруг индуктора
образуется переменное электромагнитное поле, которое вызывает колебания заготовки, установленной на упругом элементе. Процесс нанесения покрытий длится 70 80 d Температура нагрева 1О50-1070 С
Таким образом, предлагаемый способ нанесения покрытий позволяет вести процесс без дополнительной вибрационной установки, что упрощает технологию без ухудшения качества покрытия.
Металлографический анализ образцов с нанесенным покрытием показывает хорошее сцепление покрытия с основой, отсутствие пор и наличие мелкозернистой структуры. Твердость покрытия составляет 54-56 HRC,
Формула изобр е-т е н и я
Способ нанесения покрытий из порошкевых материалов на металлические изделия, включающий нагрев изделияи расплавление порошкового материала токами высокой частоты, наложение механических колебаний от электромагнитного поля индуктора для возбуждения упругих колебаний в жидком металле, которые дополнительно усиливают, отличающийся . тем, что, с целью расширения технологических возмож ностей нанесения покрытий путем нанесения покрытий из неэлектропроводных порошковых материалов, колебания от электромагнитного поля индуктора усиливают при помоши упругого элемента, на который устанавливают изделие.
Источники информации, принятые во внимание гфи экспертизе :
№ 228169, кл, В 23 Р 3/10,09.09.66.
