Настоящее изобретение относится к способу обработки подвижной подложки при помощи лазера, при котором в результате обработки получается материал, отделенный от подложки.
Настоящее изобретение также относится к устройству для обработки подвижной подложки при помощи лазера, при котором в результате обработки получается выход материала, отделенного от подложки, при этом устройство содержит направляющие средства для направления подложки и средство для лазерной обработки, при этом средство для лазерной обработки предназначено для излучения на подложку лазерного пятна, которое обрабатывает подложку в зоне лазерной обработки.
Когда в подложке прорезаются отверстия, это приводит к отдельной части, которая должна быть извлечена контролируемым образом для предотвращения перемещения указанной части по направлению к лазерному лучу, и, таким образом, поглощения такого количества энергии лазерного луча, что обработка прекращается. Также лишь частично вырезанная часть не может сложиться по направлению к лазерному лучу и закрыть часть подложки, которую еще предстоит обработать.
Задачей настоящего изобретения является обеспечение такого способа и устройства, при помощи которых эти недостатки устраняются.
Данная задача достигается следующим образом: в ходе обработки подложки, большее давление газа преобладает по одну сторону подложки, где на подложку излучается лазерный луч, чем по другую сторону подложки.
Данная задача дополнительно достигается при помощи такого устройства, которое оборудовано средствами для формирования давления газа на сторону подложки, на которую излучается лазерный луч, которое выше, чем давление газа на другой стороне подложки.
Опытным путем доказано, что вышеуказанные мероприятия не всегда являются достаточными для полного удаления высвобожденного материала.
В соответствии с предпочтительным вариантом осуществления, подложка приводится в изогнутое положение в ходе обработки или после нее.
В результате жесткости материала, часть, все еще частично присоединенная к подложке, не будет следовать за изменением направления подложки. Эта часть, таким образом, легче отделяется от подложки. Такое отделение также усиливается при помощи силы инерции частично отсоединенных частей; т.е. поскольку они стремятся следовать по своей изначальной траектории, в то время как подложка следует по другой траектории в результате изменения направления.
Настоящее изобретение подобным образом воплощается при помощи такого устройства, в котором направляющие средства предназначены для подвергания подложки по меньшей мере одному изгибу.
в соответствии с другим предпочтительным вариантом осуществления, подложка перемещается в изогнутое положение после обработки. Возможные вырезанные части, таким образом, более полно отделяются от подложки, так что они легче отсоединяются от подложки. Это в случае, например, крупнозерновой наждачной бумаги, когда зерна затрудняют эффективность действия лазерного луча на подожке, и подложка не полностью «прокалывается» везде по периферии части, которую необходимо вырезать. Благодаря изогнутому положению, в которое подложка приводится после обработки, т.е. после отсоединения как можно большей поверхности части, которую необходимо вырезать, часть, которую необходимо вырезать, подвергается прикладыванию дополнительной силы, посредством чего она намного легче отделяется от подложки. Данный вариант осуществления, подобным образом, обеспечивает меру, заключающуюся в том, что направляющие средства предназначены для подвергания подложки изгибу после того, как подложка была обработана лазером.
Структурно предпочтительно, когда направляющие средства содержат вращающийся ролик, предназначенный для создания изгиба после того, как подложка была обработана лазером.
Тем не менее, также можно подвергать подложку изгибу в ходе обработки. Меньшие, уже полностью вырезанные части могут уже быть отсоединены. Дополнительно, при лазерной обработке почти всегда необходимо сфокусировать лазерный луч на пятне в положении поверхности подложки или внутри толщины подложки. Помимо использования подходящих оптических средств в целях управления фокусировкой, подложка должна быть расположена в определенном положении. Для подложки в форме полотна или непрерывной полосы, это, как правило, достигается путем поддерживания полотна под механическим натяжением в направлении перемещения, и направления его по двум роликам с обеих сторон от зоны лазерной обработки. Полотно, таким образом натянутое между двумя роликами, и его положение, в частности в главном направлении лазерного луча, хорошо определены. В результате, например, изменений в силе натяжения полотна, разницы давления воздуха и изменений с любой стороны подложки в форме полотна, тем не менее, могут возникнуть отклонения в желаемом положении подложки. Это еще более вероятно в случае, когда подложка имеет форму отдельных слоев или листов, при этом передняя грань захватывается при помощи захватывающих элементов, и остальной слой или лист затягивается во всасывающую пластину. В обоих случаях, более того, становится сложнее точно сохранять положение подложки, когда зона лазерной обработки больше. Вышеуказанные меры в соответствии с предпочтительным вариантом осуществления могут быть применены для того, чтобы также уменьшить эти проблемы. В указанных мерах используется жесткость обычно нежесткой подложки, которая увеличивается, когда в подложке образуется изгиб. Другими словами, изогнутая подложка обладает большим сопротивлением, чем плоская подложка, перпендикулярным отклонениям подложки. Данный вариант осуществления также предлагает, чтобы направляющие средства были предназначены для подвергания подложки изгибу в зоне лазерной обработки.
Жесткость подложки может, как правило, увеличиваться при меньшем радиусе кривизны. Существуют другие подходы, играющие роль в определении радиуса. Лазерный луч должен быть направлен на подложку с вогнутой или выпуклой стороны подложки. Когда лазерный луч падает на выпуклую сторону подложки, к оптическим средствам предъявляются большие требования для удержания лазерного пятна в фокусе. Это происходит потому, что в направлении выпуклой стороны, не только большее расстояние, уже присутствующее в случае плоской подложки, должно быть компенсировано в случае отклонений лазерного луча относительно перпендикулярного положения, но также еще большее расстояние, получающееся в результате изгиба. Другой недостаток заключается в том, что лазерный луч падает на подложку под углом, который значительно меньше, чем 90˚, при этом точность позиционирования в плоскости подложки снижается, в то время как форма пятна - круглая, когда лазерный луч падает на подложку под прямым углом, становится эллиптической. Лазерная мощность на единицу площади, таким образом, существенно снижается. В крайних случаях, может даже потребоваться повышение лазерной мощности для надлежащего осуществления требуемой обработки. Для устранения этих недостатков, предпочтительный вариант осуществления обеспечивает меру, при которой вогнутая сторона подложки обращена к лазерному лучу. Этот же вариант, подобным образом, обеспечивает меру, при которой направляющие средства предназначены для направления вогнутой стороны подложки к лазерному лучу. Отклонения на вогнутой стороне подложки и отклонения, увеличивающие расстояние на выпуклой стороне, по меньшей мере частично компенсируют друг друга, посредством чего к оптическим средствам, отвечающим за поддержания лазерного пятна в фокусе, предъявляются меньшие требования. Данная мера также обладает преимуществом в том, что части, которые отсоединяются в ходе лазерной обработки, откидываются на сторону подложки, удаленную от средства для лазерной обработки, при этом нет опасности блокировки лазерного луча, и большее пространство, как правило, доступно. Следует отметить, что ось изгиба может простираться в разных направлениях; не только параллельно направлению перемещения и перпендикулярно ему, но также под углом, меньшим, чем 90˚ относительно направления перемещения.
В еще одном предпочтительном варианте осуществления обеспечена мера, заключающаяся в том, что в ходе обработки подложка изгибается в арку, центр которой совпадает с осью вращения регулируемого отклоняющего зеркала, которое отклоняет лазерный луч в плоскость изгиба подложки, и мера, заключающаяся в адаптации направляющих средств для вынужденного приведения подложки в круглую арку, и расположении оси отклоняющего зеркала средства для лазерной обработки в центре круглой арки. В результате этих мер, расстояние между отклоняющим зеркалом и подложкой остается одинаковое, независимо от угла наклона отклоняющего зеркала.
Как уже было сказано, когда осуществляется обработка, как правило, в ходе перемещения подложки используется вытянутая зона лазерной обработки, самое длинное расстояние которой не обязательно простирается в направлении перемещения, хотя обычно это так. Отклонения лазерного луча в этом направлении, таким образом, являются большими, чем в направлении, перпендикулярном ему. Наибольшее преимущество этой меры заключается в том, что ось изгиба простирается перпендикулярно наибольшему размеру зоны лазерной обработки.
Поскольку, как сказано выше, наибольший размер вытянутой зоны лазерной обработки, как правило, простирается в направлении перемещения, преимущественно, чтобы ось изгиба простиралась перпендикулярно направлению перемещения подложки.
Желаемый изгиб подложки может быть получен разными способами, например, при помощи изогнутой направляющей, вдоль которой направляется подложка, которая должна быть обеспечена прижимающими средствами для прижатия подложки к направляющей. Изогнутая направляющая может иметь форму неподвижно расположенного сегмента цилиндра или вращающегося цилиндра.
Однако также можно воплотить изогнутую направляющую в форме воздушной опоры. Воздушная опора обладает преимуществом, заключающимся в минимальном трении, так что, в результате минимального трения между подложкой и воздушной опорой, средства для прижатия подложки к воздушной опоре таким же образом могут приводить в движение подложку в направлении перемещения, так что этот вариант осуществления особенно, хотя и не исключительно, подходит для транспортировки подложки в форме отдельных листов. Благодаря минимальному контакту или вообще отсутствию контакта между воздушной опорой и подложкой, этот вариант осуществления особо применим для обработки подложек, чьи поверхности могут повредиться вследствие контакта.
В соответствии с еще одним вариантом осуществления, подложка прижимается к по меньшей мере одной направляющей при помощи по меньшей мере одного ведущего ремня, и прижимающие средства содержат, по меньшей мере, один ведущий ремень, предназначенный для прижатия подложки к каждой из направляющих. Ведущий ремень здесь также особенно подходит для одновременного смещения подложки, что особенно важно для подложки в форме листов. Вместо ведущего ремня или ремней, также можно использовать ролики для прижатия подложки к направляющей, возможно в комбинации с ведущими ремнями.
Как вращающиеся цилиндры, так и воздушные опоры могут иметь двойную форму для обеспечения пространства для средства для лазерной обработки. Данный вариант осуществления, таким образом, обеспечивает устройство, содержащее два вращательных концентричных цилиндра, или две параллельно простирающихся воздушные опоры, при этом средства для лазерной обработки расположены по меньшей мере частично между двумя цилиндрами или воздушными опорами.
В целях упрощения конструкции и обеспечения возможности легкой адаптации соответствующего устройства к различным размерам подложки и положениям обработки на подложке, предпочтительно, чтобы вращающиеся цилиндры или воздушные опоры и прижимающие средства были помещены на один носитель вместе со средствами для отсоединения получившихся отдельных частей материала, и носитель может предпочтительно быть смещен и закреплен перпендикулярно направлению транспортировки подложки, как требуется подложкой для обработки.
В конечном счете, защитные средства могут быть помещены на тот же носитель для защиты окружающей области от лазерного излучения, при этом эти средства смещаются одновременно со смещением средства для обработки.
Несмотря на то, что меры в соответствии с настоящим изобретением в частности применимы в вышеописанной ситуации, в которой подложка постоянно перемещается, они также применимы в ситуациях, когда перемещения осуществляются пошагово, при этом обработка подложки осуществляется в ходе временной остановки подложки.
Вышеописанные меры могут быть применены к подложке в форме непрерывного носителя, а также к подложке в форме отдельных листов.
Настоящее изобретение будет описано ниже со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 изображает схематичный вид подложки, которая направляется по ролику после прохождения лазерной обработки;
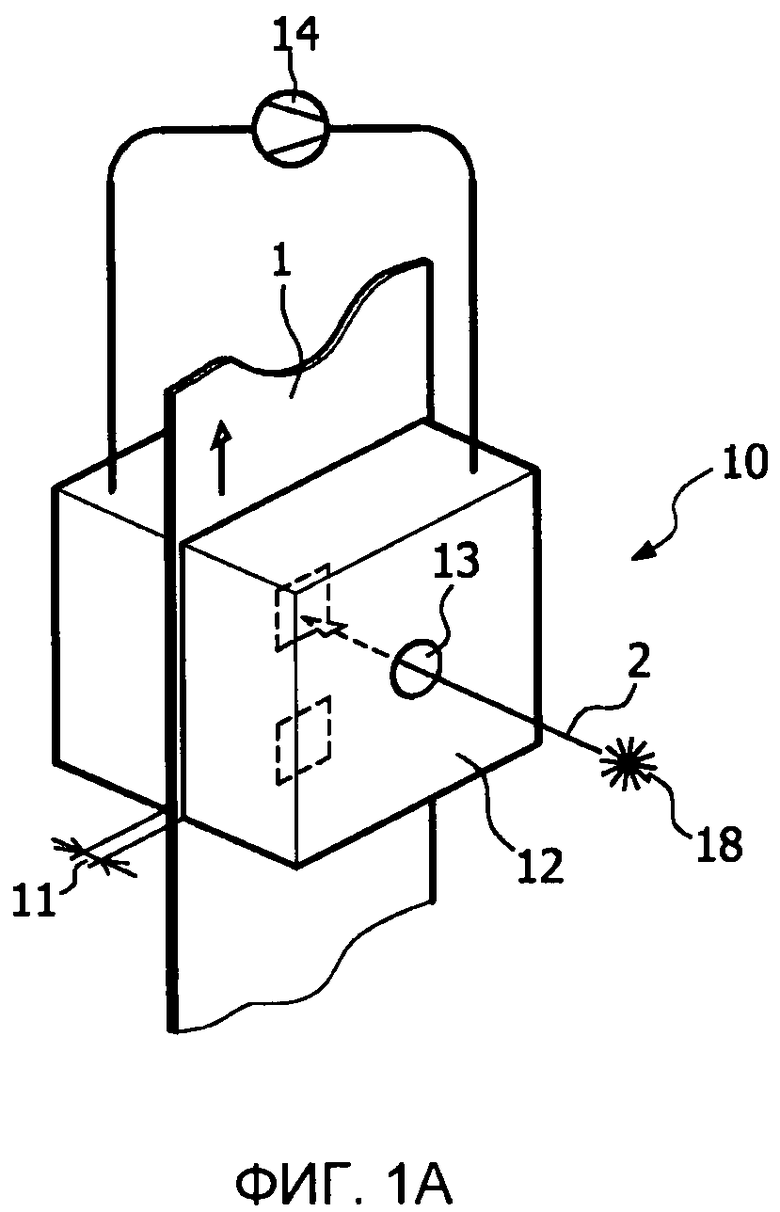
Фиг.1А изображает схематичный вид подложки, обработанной лазерным лучом, при этом разница давлений применяется между двумя сторонами подложки;
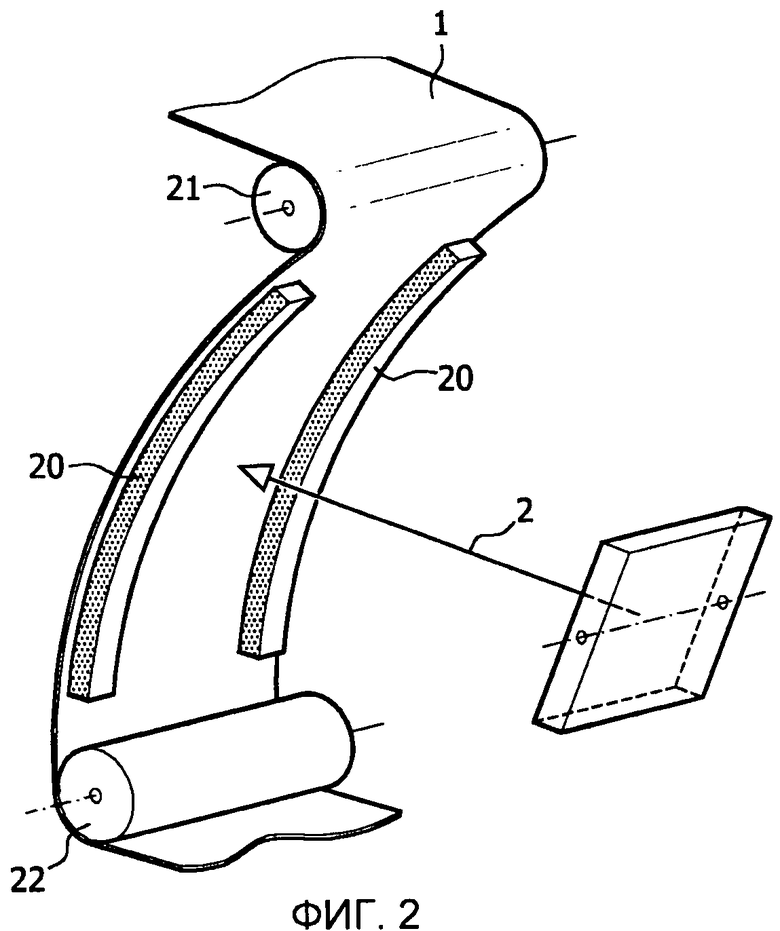
Фиг.2 изображает схематичный вид подложки, которая направляется по изогнутым направляющим во время прохождения лазерной обработки;
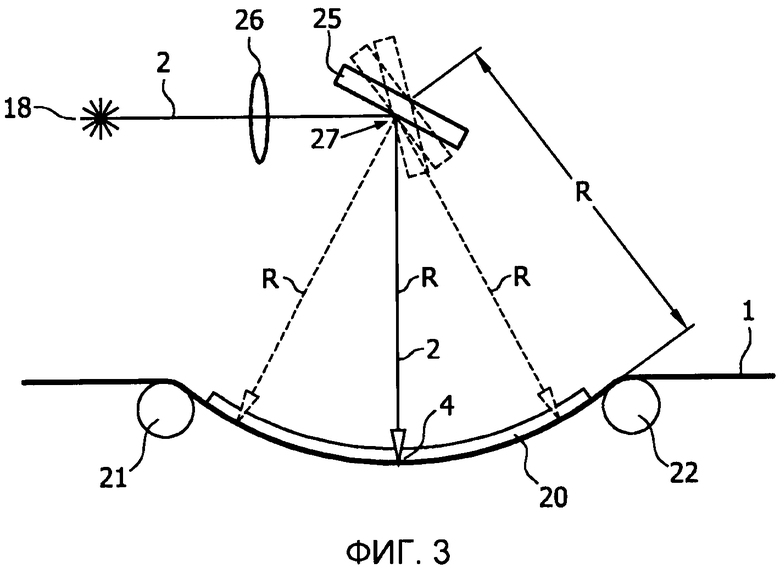
Фиг.3 изображает схематичный вид в поперечном сечении вида, показанного на фиг.2;
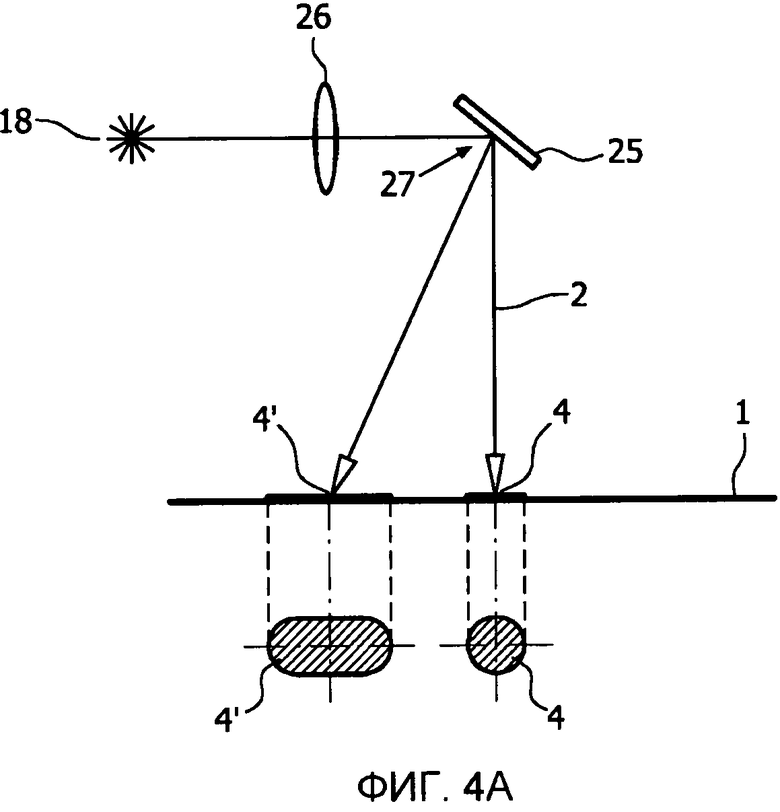
Фиг.4А и 4В изображают виды, соответствующие фиг.3, альтернативных ситуаций;
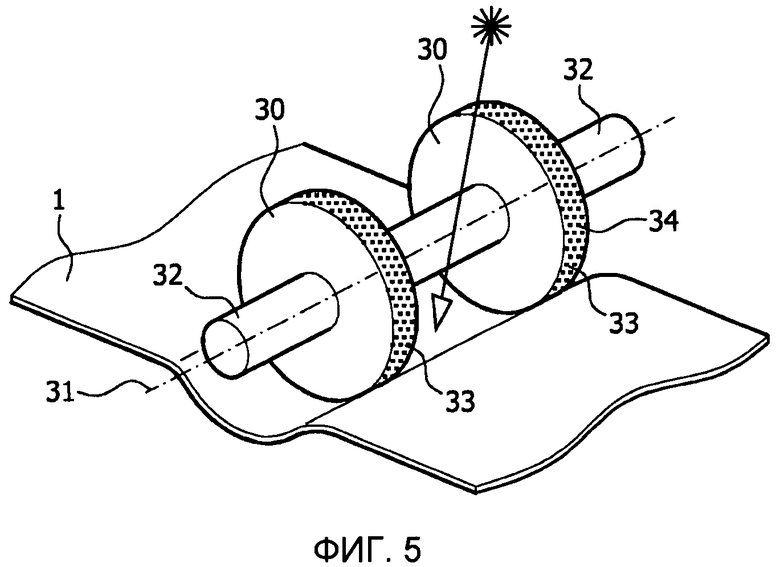
Фиг.5 изображает схематичный вид в перспективе варианта осуществления структуры, показанного на фиг.3;
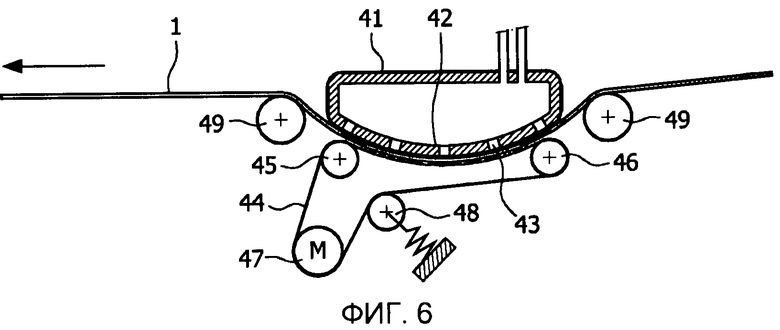
Фиг.6 изображает вид в поперечном сечении другого варианта осуществления структуры, показанного на фиг.3; и
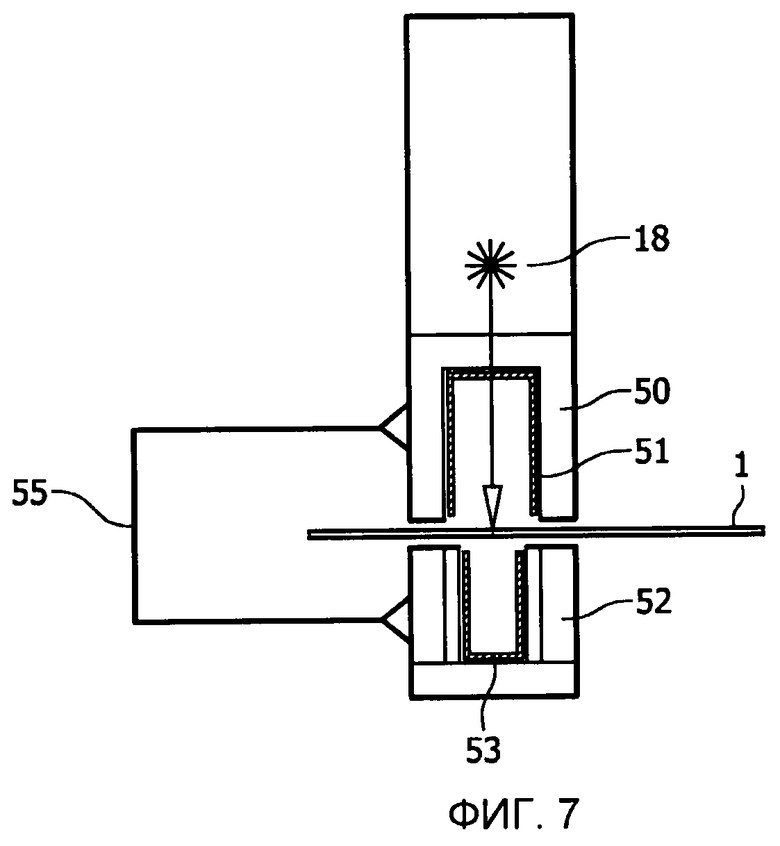
Фиг.7 изображает поперечное сечение варианта осуществления, показанного на фиг.6.
Фиг.1 изображает часть подложки 1, расположенную дальше по ходу движения от устройства лазерной обработки. Подложка 1 здесь направляется по ролику 15, формирующему часть направляющего средства для подложки 1. Вместе с направляющим средством, следующим за ним, ролик 15 обеспечивает изгиб и изменение направления подложки 1. Этот изгиб подложки 1 облегчает отсоединение частей 16, которые были лишь частично отсоединены в ходе лазерной обработки, от подложки 1. Это осуществляется еще проще с уменьшением радиуса кривизны и повышением жесткости подложки.
Лазерная обработка и связанное с ней перемещение подложки 1 также, как правило, осуществляется с высокой скоростью. Когда подложка подвергается изменению направления, части 16, которые были отделены или имели частичное соединение с подложкой 1, будут стремиться продолжать следовать по своей первоначальной траектории, не только из-за своей собственной жесткости, но также в результате силы инерции. Это также составляет механизм, усиливающий отделение между откинутыми частями 16 и подложкой 1. Очевидно, что другие элементы для изменения направления могут быть использованы вместо дополнительного ролика 15, вращающегося в том же направлении.
Фиг.1А еще раз демонстрирует подложку 1, обработанную лазерным лучом, хотя здесь расположены средства, вызывающие разницу давлений между стороной подложки, на которую падает лазерный луч, и другой стороной подложки. В этих целях оборудована коробка 10, обеспеченная зазором 11, которая простирается вокруг и через которую проходит подложка 1. Тем не менее, также можно использовать два зазора, каждый из которых расположен по противоположным сторонам, через которые простирается подложка. В стенке 12 коробки 10 на стороне лазерного источника расположено окно 13, через которое проходит лазерный луч. Это окно 13 может быть закрыто материалом, который является прозрачным для лазерного луча соответствующей частоты. Объем коробки 10, таким образом, разделяется подложкой на две части. Таким образом сформированные части соединяются друг с другом воздушным насосом 14, который служит для создания разницы давлений между указанными двумя частями. Разные перегородки (не показанные на чертежах) могут, конечно, быть оборудованы для того, чтобы предотвратить нарушение разницы давлений с обеих сторон подложки.
В результате этой разницы давлений, отделенные части подложки, получившиеся, например, в результате того, что пятно 3 лазерного луча 2, прошло по замкнутому контуру, будут перемещены разницей давлений на сторону подложки 1, удаленную от лазерного источника. Это предотвращает препятствование этими отсоединенными частями дальнейшей работе лазерного луча 2. В противном случае, также можно разместить внутри коробки 10 отклоняющее устройство лазера - при условии достаточно больших размеров коробки 10.
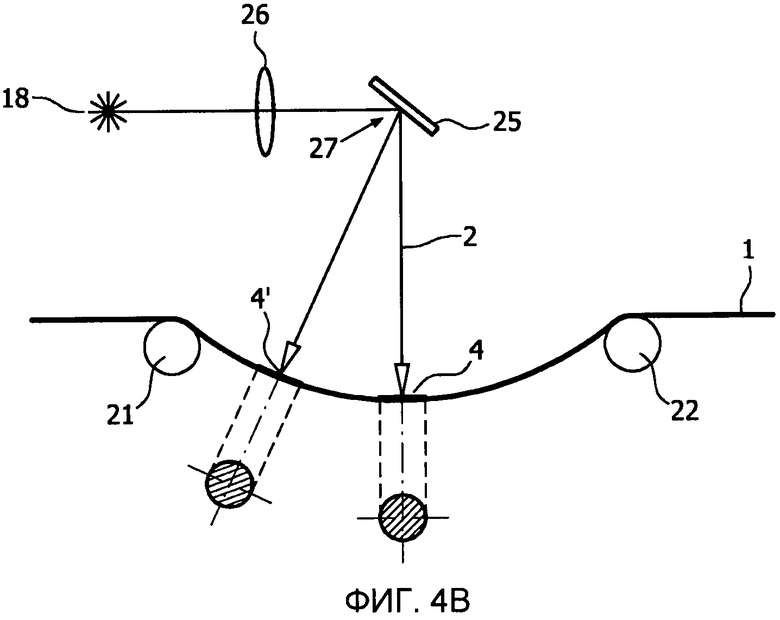
Как уже было сказано во вводной части, предпочтительно вынужденно приводить подложку 1, и, в частности, подложку с малой жесткостью, в изогнутое положение в ходе лазерной обработки. Это не только усиливает разделение между подложкой 1 и отсоединенными частями, благодаря изменению направления, которому подвергается подложка, но также положение подложки 1 более того лучше определяется таким образом, так что положение подложки 1 совпадает более точно с фокусом лазерного луча 2. На Фиг. 2 показана часть направляющего средства, содержащего изогнутые направляющие 20 и предшествующий ролик 21, и последующий ролик 22. При помощи натяжения подожки 1, две изогнутых направляющих 20 придают подложке 1 форму с единым изгибом, таким образом, повышая жесткость подложки и стабилизируя положение перпендикулярно основному направлению лазерного луча внутри зоны лазерной обработки. В противном случае, подложка также может быть изогнута по кругу вокруг оси, простирающейся параллельно или под углом относительно направления перемещения.
На Фигуре 3 изображен вид в разрезе той же ситуации, когда дополнительно изображены часть лазерного луча 2, осуществляющего обработку, и элементы, регулирующие положение лазерного пятна 4. Данная фигура показывает, как отклонение лазерного луча 2 осуществляется в плоскости чертежа при помощи зеркала 25, ось 27 которого совпадает с центром круглой арки, в которую приводится подложка 1 при помощи изогнутых направляющих 20. В результате этой меры, расстояние R между зеркалом 25 и подложкой 1 не зависит от угла отклонения лазерного луча 2 через зеркало 25, посредством чего фокусирующее средство 26 лазерного луча 2, размещенное между лазерным источником 18 и зеркалом 15, не должно производить каких-либо регулировок.
Данная мера также дополнительно освещена на фиг.4А и 4В. На Фиг.4А показано как, в случае плоской направляющей, и, следовательно, плоского расположения подложки, расстояние между отклоняющим зеркалом и подложкой зависит от угла отклонения зеркала, это требование регулировки оптической динамики для сохранения фокусировки. Лазерный луч 2 также падает на подложку 1 под углом, отличным от 90°, посредством чего обычно круглый лазерный луч 2 вызывает на подложке 1 овальное пятно 4', что снижает плотность энергии, таким образом, снижая эффективность. Фигура 4В изображает, как эти недостатки устраняются выбранной геометрической формой.
Следует отметить, что лазерный луч 2 не только отклоняется в плоскости чертежа фиг.3 и 4, но также в направлении, перпендикулярном ему. В принципе, можно направлять подложку по кривой в соответствующем направлении для получения таких же преимуществ. Поскольку, как правило, невозможно изгибать подложку в обоих направлениях, невозможно объединить две конфигурации, так что оптическое регулирование будет всегда необходимо осуществлять для компенсации изменяющейся длины пути лазерного луча.
На Фиг.5 схематично показан вариант осуществления направляющих средств для вынужденного придания подложке изгиба. В качестве альтернативы изогнутым, подобным полосам, направляющим с фиг.2, здесь используются полые цилиндры 30, которые предназначены для вращения вокруг той же геометрической оси 31. Каждый из них установлен на конец 32 вала. Цилиндры 30 оборудованы на своей наружной поверхности 33 перфорациями 34. Внутри цилиндров 30 может быть применено пониженное давление, которое притягивает подложку 1 к наружной поверхности 33 через перфорации 34. Средства, предпочтительно, расположены внутри цилиндров 30 для применения вакуума в перфорациях 34 лишь под углом, соответствующим углу направляющей, так что подожку 1 можно легко отделить от цилиндров 31. Например, в этих целях может использоваться часть в виде сегмента, помещенная в цилиндры 30, и соединенная с вакуумным насосом. В противном случае, также можно использовать направляющие ролики или ремни в целях прижатия подожки 1 к цилиндрам 30. Очевидно, что пространство между цилиндрами 30 доступно для обработки подложки лазером.
На Фигуре 6 изображен вид в разрезе второй альтернативы конфигурации с фиг.2. Вместо направляющих 20 или цилиндров 30, здесь используются две коробки 41, оборудованные изогнутой направляющей поверхностью 42, в которой выполнены перфорации 43. Внутреннее пространство коробок 41 соединено с нагнетающим насосом, посредством которого воздух выходит из перфораций 43, и тонкий слой воздуха формируется между направляющей поверхностью и подложкой. Таким образом, формируется воздушная опора. Поскольку воздушная опора не способна оказывать какие-либо силы на подложку, приведение в действие осуществляется при помощи ремней 44, которые прижимают подложку к воздушной опоре 42, и которые натянуты на барабаны 45, 46 и 47, один из которых, 47, является ведомым. Также могут быть использованы другие средства привода и натяжения (не показанные на чертеже) для подложки. Также предусмотрено натягивающее устройство 48 для ремней 44. Более того, предусмотрены ролики 49. Конечно, можно использовать другую конфигурацию роликов и ремней в целях прижатия подложки к воздушной опоре 42.
Фиг.7 изображает схематичный вид в разрезе средства для лазерной обработки, показанного на фиг.6, на котором направление перемещение подложки простирается перпендикулярно плоскости чертежа. На данной фигуре показано, что воздушные опоры 42 конфигурации с фиг.6 объединены в этом варианте осуществления формирования блока 50 с обеих сторон на верхней стороне подложки 1. Внутри этого блока 50 расположен съемный контейнер 51, который может быть удален для очистки. Этот контейнер оборудован на по меньшей мере своей верхней поверхности отверстием или окошком, которое является прозрачным, для применения лазерного луча. На нижней стороне ремни и направляющие ролики объединены в соответствующий блок 52. Съемный контейнер 53 также предусмотрен внутри этого блока. Для обеспечения возможности настройки и регулировки средства для лазерной обработки в зависимости от разных размеров бумаги и положений обработки внутри подложки, оба блока, оборудованные как над, так и под подложкой 1, жестко соединены друг с другом при помощи носителя 55, который может быть смещен и закреплен перпендикулярно направлению транспортировки подложки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ БАЛКИ С ОДНОЙ ЦЕНТРАЛЬНОЙ СЕКЦИЕЙ | 2011 |
|
RU2595706C2 |
| СПОСОБ ПЕЧАТИ И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ ВЫБРАННЫХ УЧАСТКОВ ПОДЛОЖКИ ПЛЁНКОЙ | 2016 |
|
RU2706446C2 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2016 |
|
RU2703814C2 |
| УСОВЕРШЕНСТВОВАНИЯ В ПОДУШКАХ И ОТНОСЯЩИЕСЯ К ПОДУШКАМ | 2012 |
|
RU2613874C2 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2016 |
|
RU2676988C1 |
| ЛАЗЕРНЫЙ СТАНОК ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ВКЛЮЧАЮЩИЙ В СЕБЯ СИСТЕМУ КАБЕЛЕПРОВОДА, ИМЕЮЩУЮ СМОНТИРОВАННЫЙ ОТКЛОНЯЮЩИЙ УЗЕЛ | 2014 |
|
RU2680323C1 |
| СПОСОБ ПОДГОТОВКИ ЛИСТА С ПРЕДВАРИТЕЛЬНЫМ ПОКРЫТИЕМ И СООТВЕТСТВУЮЩАЯ УСТАНОВКА | 2017 |
|
RU2742876C2 |
| НЕТКАНОЕ ПОЛОТНО | 1995 |
|
RU2149229C1 |
| СПОСОБ ЛАЗЕРНОГО РЕПЛИЦИРОВАНИЯ | 2003 |
|
RU2294835C2 |
| СИСТЕМА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2014 |
|
RU2630079C2 |
Изобретение относится к способу и устройству для обработки подвижной подложки при помощи лазера для получения в результате обработки материала, отделенного от подложки. В ходе обработки подложки большее давление поддерживают с помощью насоса со стороны подложки, на которую излучается лазерный луч, чем с другой стороны подложки. В процессе обработки подложки по обеим сторонам зоны подложки, облучаемой лазерным лучом, используют направляющие. За счет того, что в ходе обработки подложка изгибается, осуществляется отделение материала от подложки с меньшими усилиями и без повреждений. 2 н. и 27 з.п. ф-лы, 7 ил.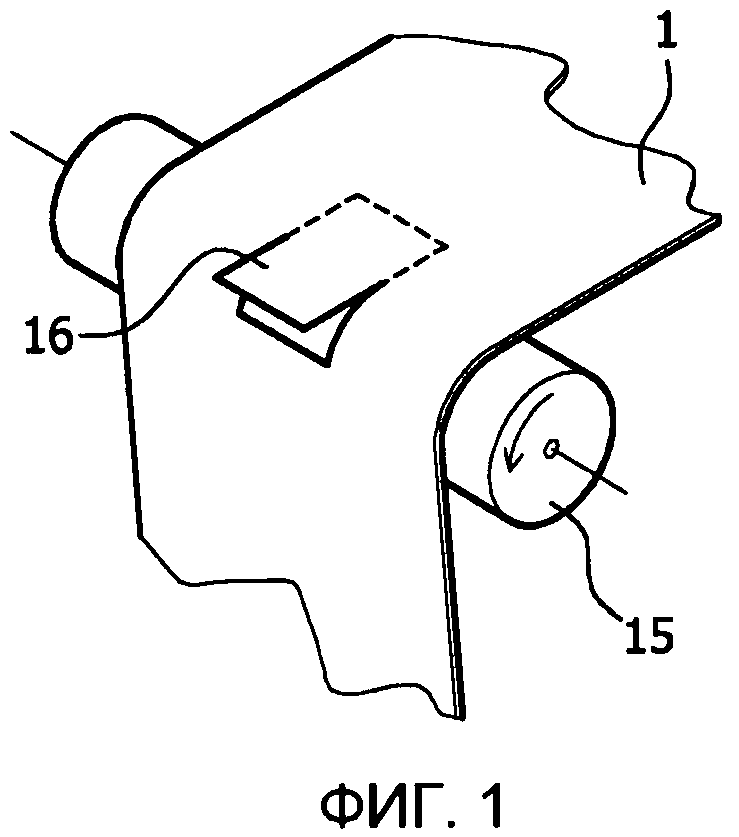
1. Способ обработки перемещаемой подложки при помощи лазера, включающий получение материала, отделенного от подложки в результате ее обработки, при этом в ходе обработки подложки давление на стороне подложки, на которую падает лазерный луч, поддерживают большим, чем на другой стороне подложки, посредством насоса, который служит для создания разницы давлений между двумя сторонами, при этом по обеим сторонам зоны подложки, облучаемой лазерным лучом, осуществляют направление подложки.
2. Способ по п.1, отличающийся тем, что подложка подвергается изгибу после обработки.
3. Способ по п.1, отличающийся тем, что подложка приводится в изогнутое положение в течение процесса обработки.
4. Способ по п.2, отличающийся тем, что вогнутая сторона изгиба подложки направлена к лазерному источнику.
5. Способ по п.3, отличающийся тем, что вогнутая сторона изгиба подложки направлена к лазерному источнику.
6. Способ по п.5, отличающийся тем, что в ходе обработки подложка изгибается в арку, центр которой совпадает с осью вращения регулируемого отклоняющего зеркала, которое отклоняет лазерный луч в плоскость изгиба подложки.
7. Способ по п.5 или 6, отличающийся тем, что лазер обрабатывает подложку внутри вытянутой зоны обработки, при этом ось изгиба простирается перпендикулярно наибольшему размеру зоны обработки.
8. Способ по п.5, отличающийся тем, что ось изгиба простирается перпендикулярно направлению перемещения подложки.
9. Способ по п.7, отличающийся тем, что ось изгиба простирается перпендикулярно направлению перемещения подложки.
10. Способ по п.8, отличающийся тем, что подложка направляется по меньшей мере по одной изогнутой направляющей в ходе лазерной обработки.
11. Способ по п.9, отличающийся тем, что направляющая выполняет функцию воздушной опоры.
12. Способ по п.11, отличающийся тем, что подложка прижимается по меньшей мере к одной воздушной опоре при помощи по меньшей мере одного ведущего ремня.
13. Устройство для обработки перемещаемой подложки при помощи лазера с получением материала, отделенного от подложки, содержащее:
- направляющие средства для направления подложки;
- средство для лазерной обработки, выполненное с возможностью излучения лазерного пятна на подложку, посредством которого обрабатывают подложку в зоне лазерной обработки, насос для формирования большего давления на стороне подложки, на которую падает лазерный луч, чем на другой стороне подложки, отличающееся тем, что оно содержит два параллельных направляющих средства, при этом средство для лазерной обработки расположено, по меньшей мере, частично между указанными направляющими средствами.
14. Устройство по п.13, отличающееся тем, что направляющие средства выполнены с возможностью подвергания подложки по меньшей мере одному изгибу.
15. Устройство по п.14, отличающееся тем, что направляющие средства выполнены с возможностью подвергания подложки изгибу после того, как подложка была обработана лазером.
16. Устройство по п.15, отличающееся тем, что направляющие средства содержат вращающийся ролик, предназначенный для создания изгиба.
17. Устройство по п.14, отличающееся тем, что направляющие средства выполнены с возможностью подвергания подложки изгибу в зоне лазерной обработки.
18. Устройство по п.15, отличающееся тем, что направляющие средства выполнены с возможностью направления вогнутой стороны подложки по направлению к лазерному лучу.
19. Устройство по п.17, отличающееся тем, что направляющие средства выполнены с возможностью направления вогнутой стороны подложки по направлению к лазерному лучу.
20. Устройство по п.19, отличающееся тем, что направляющие средства выполнены с возможностью придания подложки изгиба в форме круглой арки, при этом ось вращения отклоняющего зеркала, предназначенного для отклонения лазерного луча в плоскость изгиба подложки, расположена в центре круглой арки.
21. Устройство по п.20, отличающееся тем, что лазер предназначен для обработки подложки внутри вытянутой зоны обработки, при этом ось изгиба простирается перпендикулярно наибольшему размеру зоны обработки.
22. Устройство по п.21, отличающееся тем, что ось изгиба простирается перпендикулярно направлению перемещения подложки.
23. Устройство по любому из пп.13-22, отличающееся тем, что направляющие средства содержат по меньшей мере один вращающийся цилиндр с прижимающими или всасывающими средствами для прижатия подложки к вращающемуся цилиндру.
24. Устройство по любому из пп.18-22, отличающееся тем, что направляющие средства содержат по меньшей мере одну воздушную опору с изогнутой направляющей поверхностью.
25. Устройство по п.23, отличающееся тем, что прижимающие средства содержат по меньшей мере один ведущий ремень, при этом каждый ведущий ремень предназначен для прижатия подложки к по меньшей мере одному из воздушных опор или цилиндров.
26. Устройство по п.23, отличающееся тем, что оно содержит две параллельно простирающиеся воздушные опоры или цилиндра, при этом средство для лазерной обработки расположено по меньшей мере частично между двумя воздушными опорами.
27. Устройство по п.24, отличающееся тем, что оно содержит две параллельно простирающиеся воздушные опоры или цилиндра, при этом средство для лазерной обработки расположено, по меньшей мере, частично между двумя воздушными опорами.
28. Устройство по п.27, отличающееся тем, что вращающиеся цилиндры или воздушные опоры и прижимающие средства размещены на одном носителе вместе со средствами для выпуска получившегося отделенного материала.
29. Устройство по п.28, отличающееся тем, что оно снабжено защитными средствами, размещенными на носителе для защиты окружающей области от лазерного излучения.
| Радиационная сушилка для матриц | 1987 |
|
SU1449798A2 |
| СПОСОБ РАЗДЕЛКИ И ЗАМЕНЫ ТЕХНОЛОГИЧЕСКИХ КАНАЛОВ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ КАНАЛЬНОГО ТИПА | 1995 |
|
RU2098871C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛОВ ЛАЗЕРНЫМ ЛУЧОМ | 1999 |
|
RU2172233C2 |
| Способ получения фумаровой кислоты | 1933 |
|
SU38145A1 |
| JP 2001105170 А, 17.04.2001 | |||
| СПОСОБ ПЕРЕУКЛАДКИ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2303095C1 |

