Настоящее изобретение относится к способу подготовки листа с предварительным покрытием с учетом его сварки с другим листом; указанный способ содержит следующие этапы:
- обеспечение наличия листа с предварительным покрытием, содержащего металлическую подложку, имеющую предварительное покрытие по меньшей мере на одной из ее сторон;
- удаление посредством лазерной абляции по меньшей мере участка предварительного покрытия на указанной по меньшей мере одной стороне листа с предварительным покрытием в зоне удаления, причем лазерную абляцию выполняют в направлении абляции, и указанный этап абляции выполняют на установке.
Для повышения стойкости к окислению на листы, изготовленные из сталей, закаливаемых под прессом, обычно наносят предварительное покрытие, в частности, предварительное покрытие на основе алюминия. Такие листы с предварительным покрытием можно сваривать с другими листами, например, другими листами с предварительным покрытием, и эти сваренные листы в дальнейшем подвергают горячему формованию и закалке под прессом для придания им окончательной формы.
Во время сварки таких листов с предварительным покрытием с другими листами часть предварительного покрытия расплавляется в металле шва, который получают между листами посредством сварки.
Этот проникающий извне металл может обусловливать формирование интерметаллических зон, которые при последующем прикладывании механической нагрузки имеют тенденцию к образованию мест возникновения разрушения в статических или динамических условиях.
Кроме того, поскольку алюминий является альфагенным элементом, он задерживает превращение в аустенит расплавленной зоны во время нагрева, предшествующего горячему формованию сварного листа. Следовательно, в этом случае невозможно получить сварное соединение, имеющее полностью закаленную структуру после закалки под прессом, и, таким образом, полученное сварное соединение имеет более низкую твердость и предел прочности при растяжении, чем сами листы.
В документе EP 2 007 545 описан способ устранения вышеуказанных недостатков посредством удаления части предварительного покрытия в зоне сварного шва посредством лазерной абляции перед сваркой.
Под давлением плазмы лазерного луча покрытие расплавляется и испаряется и течет в радиальном направлении от центральной оси лазерного луча в направлении, перпендикулярном перемещению лазерного луча. Авторы настоящего изобретения установили, что лазерная абляция предварительного покрытия обусловливает накапливание материала от предварительного покрытия на крае зоны удаления, создающее нарост материала от предварительного покрытия на этом крае.
Такой нарост, в общем нежелателен.
Прежде всего, этот нарост выступает за поверхность листа с предварительным покрытием, что отрицательно влияет на штабелирование и последующую обработку подготовленных таким образом листов. Фактически, особенно когда подвергают абляции и штабелируют большое количество листов, из-за наличия таких выступов листы не лежат плашмя друг на друге, что может вызывать остаточную деформацию листов внутри штабеля.
Кроме того, наличие такого выступа оказывает отрицательное влияние на автоматическое манипулирование подготовленными листами с предварительным покрытием с помощью робототехнических устройств.
Помимо этого нарост может быть хрупким и может выкрашиваться во время сварки подготовленных листов с предварительным покрытием и попадать в ванну шва. Поскольку нарост образован из материала предварительного покрытия, это может вызвать попадание нежелательных составляющих элементов из предварительного покрытия в ванну шва, что может ослабить валик готового шва из-за вышеописанного явления.
И, наконец, сварочные системы, в общем, используют системы слежения за сварными швами, которые отслеживают сварное соединение и автоматически регулируют положение сварного валика в зависимости от обнаруженного положения сварного соединения. Эти алгоритмы визуализации могут принимать нарост за место сварного соединения, что может оказывать отрицательное влияние на качество шва. Сходным образом нарост также может нарушать действие алгоритмов визуализации, используемых для контроля качества швов, что может обусловливать принятие системами контроля сварных швов ненадлежащего качества.
Таким образом, такой нарост в результате лазерной абляции должен быть уменьшен или даже устранен перед сваркой листов с предварительным покрытием.
Задача настоящего изобретения состоит в том, чтобы предложить способ подготовки листа с предварительным покрытием, предназначенным для сварки с другим листом, что обусловливает повышенное качество сваренных деталей.
Предпочтительно, способ по изобретению должен устранять нарост полностью или по меньшей мере уменьшать его объемный размер (объем нароста отличается его шириной и высотой), так чтобы он не выступал более чем на 100 микрон за поверхность листа.
С этой целью изобретение относится к вышеуказанному способу, в котором указанная установка содержит по меньшей мере один защитный элемент, содержащий защитную поверхность, причем во время этапа абляции защитная поверхность находится в контакте с листом с предварительным покрытием в зоне контакта, расположенной так, что она выровнена с лазерным лучом, когда лазерный луч удаляет по меньшей мере один участок предварительного покрытия посредством абляции, и плоскость, касательная к указанной защитной поверхности в зоне контакта, образует двугранный угол с плоскостью указанной стороны указанного листа с предварительным покрытием, причем указанный двугранный угол составляет строго меньше 90°.
По конкретным вариантам выполнения способ по изобретению также может содержать один или несколько из следующих признаков:
- двугранный угол α определяется как угол между участком стороны листа с предварительным покрытием, расположенным внутри зоны контакта, и участком указанной касательной плоскости P, продолжающейся от листа с предварительным покрытием;
- способ предусматривает одновременно с лазерной абляцией продувку с помощью продувочного сопла струи газа с задней стороны лазерного луча, причем указанная струя газа направлена в направлении ниже по технологическому потоку относительно направления абляции;
- двугранный угол α меньше или равен 45°;
- двугранный угол α больше или равен 5°;
- расстояние между краем листа с предварительным покрытием, на котором выполняют абляцию, и краем защитой поверхности, наиболее близко расположенным к лазерному лучу, составляет 0,4 – 1,1 ширины зоны удаления;
- способ предусматривает одновременно с лазерной абляцией всасывание с помощью всасывающего сопла материала, образующегося в результате абляции перед лазерным лучом;
- предусмотрено, что защитная поверхность расположена на траектории материала предварительного покрытия, выбрасываемого в сторону к внутреннему краю зоны удаления во время абляции, так что выбрасываемый материал предварительного покрытия выбрасывается на защитную поверхность, а не на лист с предварительным покрытием.
- для защитного элемента, отношение модуля упругости материала, образующего защитный элемент, к толщине защитного элемента составляет 50 - 150 ГПа⋅мм-1;
- защитная поверхность является плоской;
- защитная поверхность является криволинейной, например, вогнутой с вогнутостью, ориентированной к лазерному лучу;
- этап абляции содержит относительное перемещение защитной поверхности относительно листа с предварительным покрытием, когда лазерный луч удаляет по меньшей мере участок предварительного покрытия посредством абляции;
- контакт между листом с предварительным покрытием и защитной поверхностью является контактом при скольжении;
- защитная поверхность закреплена на месте относительно листа с предварительным покрытием во время этапа абляции;
- защитный элемент является защитной пластиной, и защитная поверхность образована на поперечной краевой поверхности указанной защитной пластины, продолжающейся параллельно направлению абляции;
- задний угол защитной пластины относительно направления абляции оснащен скребком, причем указанный скребок перемещается по стороне листа с предварительным покрытием таким образом, что он удаляет небольшие количества выбрасываемого материала из предварительного покрытия, которые могут выбрасываться между защитной пластиной и стороной листа с предварительным покрытием;
- защитный элемент движется относительно лазерного луча во время этапа абляции;
- установка также содержит щетку, которая очищает защитную поверхность во время этапа абляции;
- защитный элемент является диском, который вращается вокруг оси диска во время этапа абляции, причем диск содержит окружную краевую поверхность, содержащую защитную поверхность;
- защитный элемент является бесконечной лентой, содержащей наружную поперечную краевую поверхность, продолжающуюся параллельно направлению абляции и содержащую защитную поверхность, причем бесконечная лента движется относительно лазерного луча во время этапа абляции;
- бесконечная лента является шарнирной лентой, содержащей множество элементов ленты;
- установка также содержит бесконечный приводной элемент и защитный элемент, образованный множеством удлиненных пластин, распределенных по окружности бесконечного приводного элемента, причем каждый удлиненный элемент имеет первый конец, прикрепленный к указанному бесконечному приводному элементу, и второй свободный конец, расположенный напротив первого конца, причем каждый второй свободный конец содержит концевую поверхность, и концевые поверхности вторых свободных концов удлиненных пластин совместно образуют радиально наружную краевую поверхность защитного элемента, содержащую защитную поверхность, причем удлиненные пластины перемещаются бесконечным приводным элементом относительно лазерного луча во время этапа абляции;
- предварительное покрытие выбирают из слоя алюминия, слоя алюминиевого сплава и слоя сплава на основе алюминия;
- ось лазерного луча во время этапа абляции наклонена относительно нормали к стороне листа с предварительным покрытием.
Изобретение также относится к установке, предназначенной для использования при внедрении вышеописанного способа и содержащей:
- лазер, предназначенный для испускания лазерного луча для удаления по меньшей мере участка предварительного покрытия с листа с предварительным покрытием во время абляции, и
- защитный элемент, содержащий защитную поверхность, причем указанная защитная поверхность выполнена с возможностью контакта с листом с предварительным покрытием в зоне контакта, расположенной так, что она выровнена с лазерным лучом, когда лазерный луч удаляет по меньшей мере участок предварительного покрытия посредством абляции, и защитная поверхность расположена внутри установки, так что плоскость, касательная к указанной защитной поверхности в зоне контакта, образует двугранный угол с плоскостью указанной стороны листа с предварительным покрытием, причем указанный двугранный угол строго меньше 90°.
По конкретным вариантам выполнения установка по изобретению также может содержать один или несколько из следующих признаков:
- эта установка также содержит продувочное сопло, предназначенное для продувки струи газа с задней стороны лазерного луча, причем указанная струя газа направлена в направлении ниже по технологическому потоку относительно направления абляции;
- двугранный угол меньше или равен 45°;
- расстояние между краем листа с предварительным покрытием, на котором выполняют абляцию, и краем защитой поверхности, наиболее близко расположенным к лазерному лучу, составляет 0,4 – 1,1 ширины заданной зоны удаления;
- защитный элемент является защитной пластиной, и защитная поверхность образована на поперечной краевой поверхности указанной защитной пластины, продолжающейся параллельно направлению абляции;
- задний угол защитной пластины относительно направления абляции оснащен скребком, причем указанный скребок выполнен с возможностью перемещения по стороне листа с предварительным покрытием таким образом, что он удаляет небольшие количества выбрасываемого материала из предварительного покрытия, которые могут выбрасываться между защитной пластиной и стороной листа с предварительным покрытием;
- защитный элемент перемещается относительно лазерного луча;
- установка также содержит щетку, предназначенную для очистки защитной поверхности во время лазерной абляции;
- защитный элемент является диском, причем диск содержит окружную поверхность, содержащую защитную поверхность, и диск вращается вокруг оси диска;
- защитный элемент является бесконечной лентой, содержащей наружную поперечную краевую поверхность, продолжающуюся параллельно направлению абляции и содержащую защитную поверхность, причем бесконечная лента движется относительно лазерного луча;
- установка также содержит бесконечный приводной элемент и защитный элемент, образованный множеством удлиненных пластин, распределенных по окружности бесконечного приводного элемента, причем каждый удлиненный элемент имеет первый конец, прикрепленный к указанному бесконечному приводному элементу, и второй свободный конец, расположенный напротив первого конца, причем каждый второй свободный конец содержит концевую поверхность, и концевые поверхности вторых свободных концов удлиненных пластин совместно образуют радиально наружную краевую поверхность защитного элемента, содержащую защитную поверхность, причем бесконечный приводной элемент выполнен с возможностью перемещения удлиненных пластин относительно лазерного луча.
Изобретение станет более понятным из приведенного ниже описания, представленного только в качестве примера со ссылкой на приложенные чертежи, на которых:
фиг. 1 – схематический перспективный вид листа с предварительным покрытием;
фиг. 2 – схематический перспективный вид установки по первому варианту выполнения изобретения;
фиг. 3 – вид в разрезе установки из фиг. 1;
фиг. 4 – схематический перспективный вид установки по второму варианту выполнения изобретения;
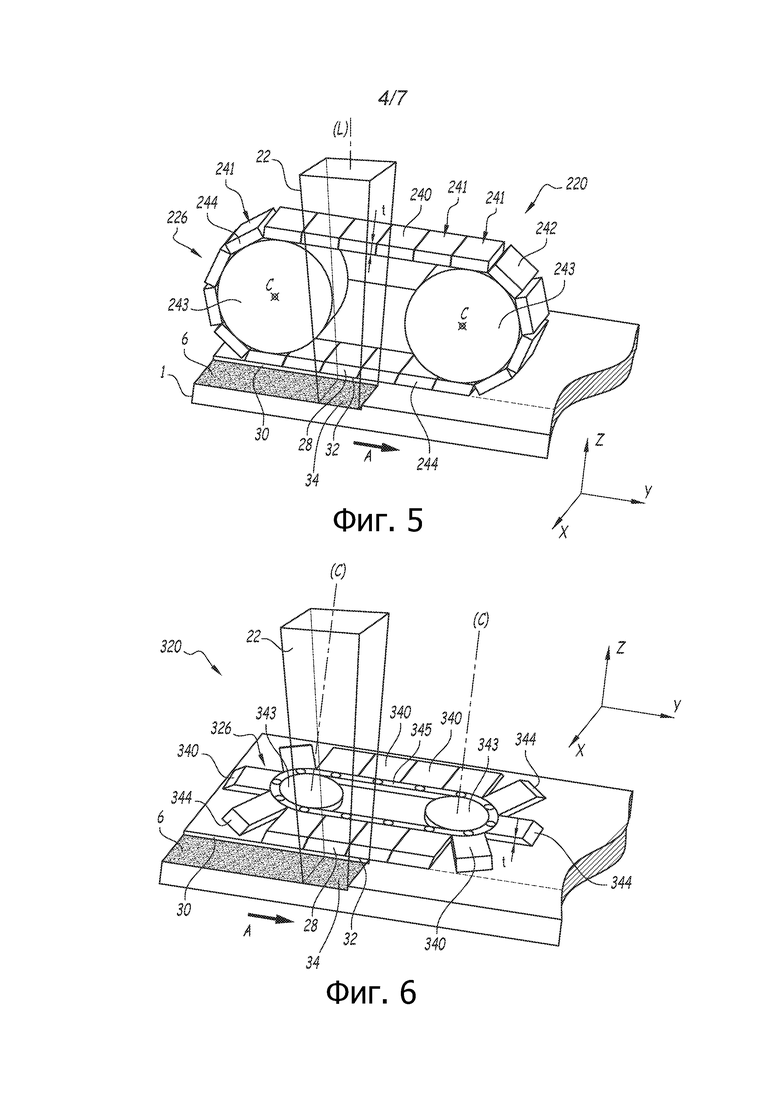
фиг. 5 – схематический перспективный вид установки по третьему варианту выполнения изобретения;
фиг. 6 – схематический перспективный вид установки по четвертому варианту выполнения изобретения;
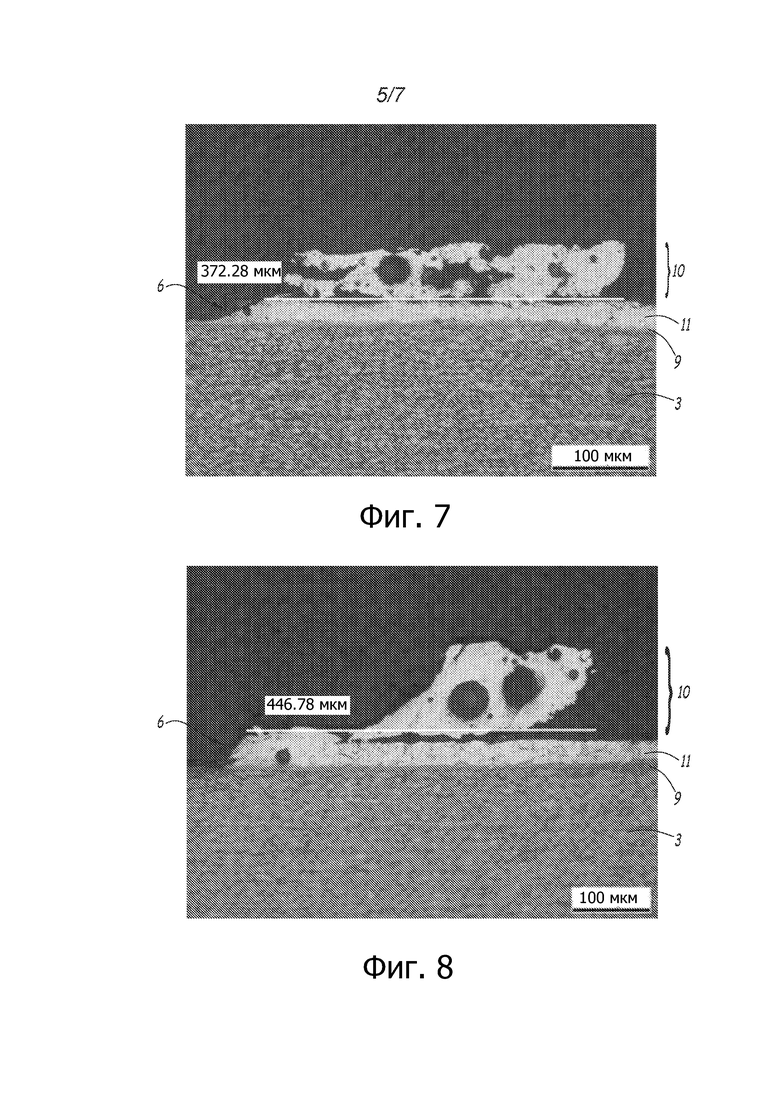
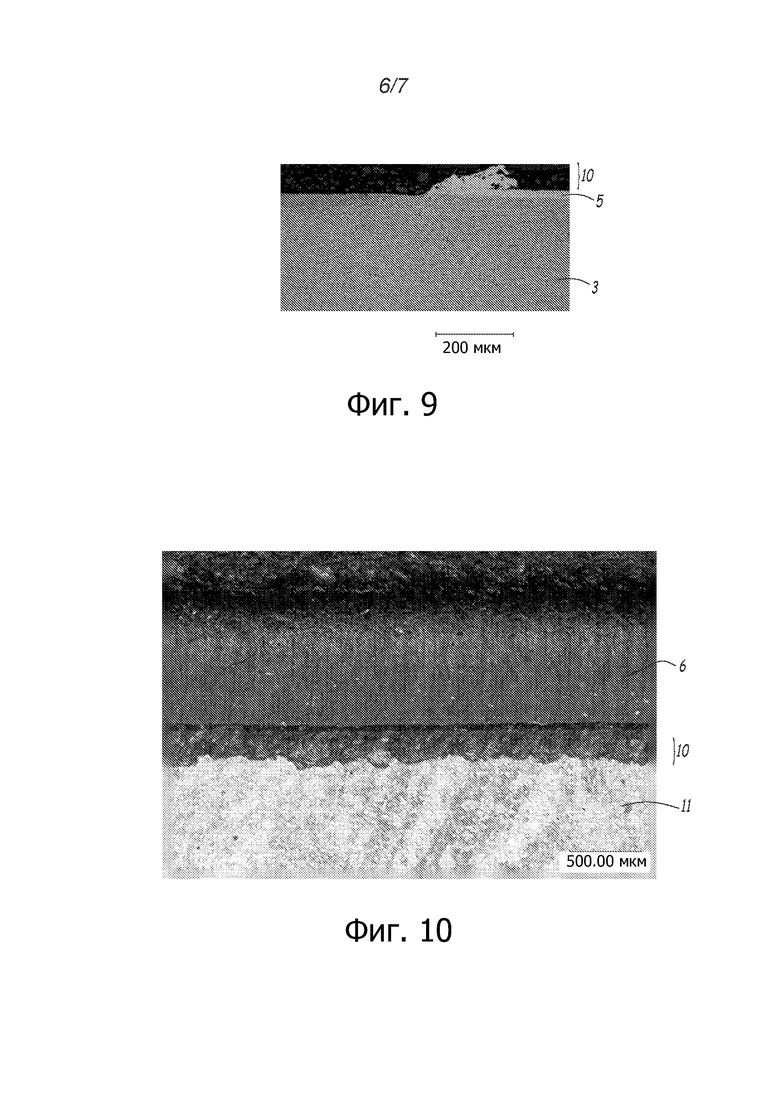
фиг. 7-9 – микроснимки листов, с которых частично было удалено предварительное покрытие, используя способ лазерной абляции по существующему уровню техники;
фиг. 10 – снимок сверху листа, соответствующего микроснимку на фиг. 9;
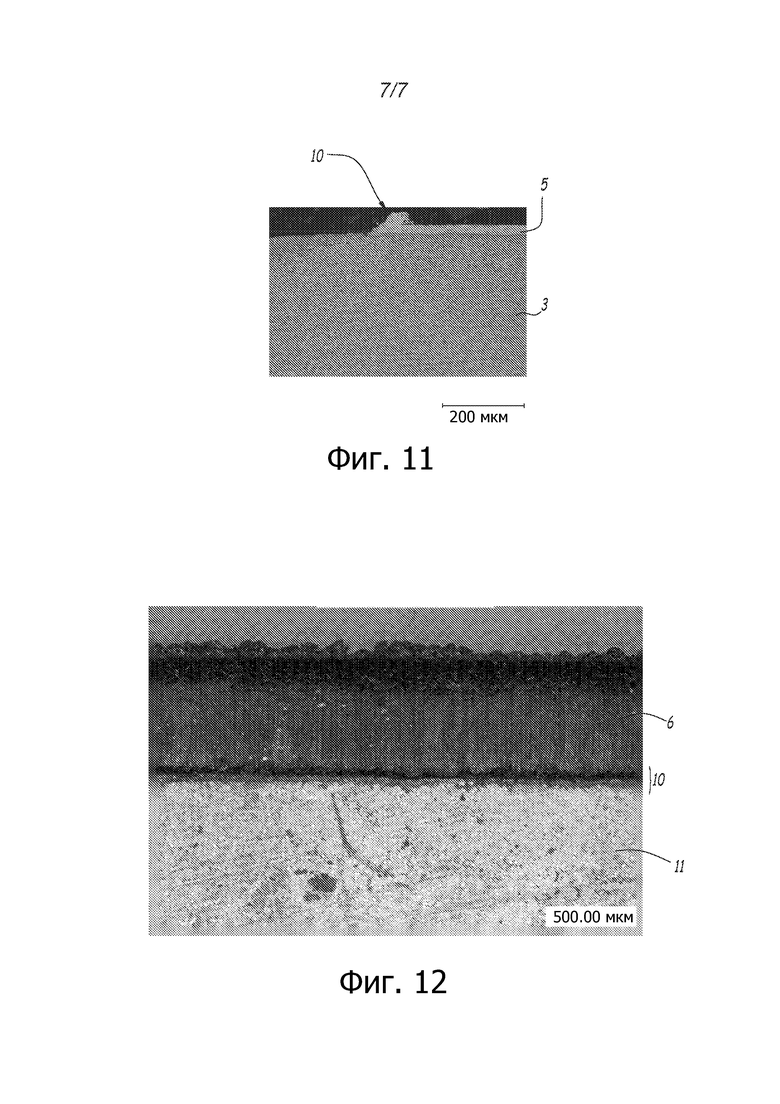
фиг. 11 – микроснимок листа, подготовленного с помощью способа по изобретению; и
фиг. 12 – снимок сверху листа, соответствующего микроснимку на фиг. 11.
В контексте настоящей патентной заявки слова «внутри» и «снаружи» или «внутренний» и «наружный» используются по отношению к краю листа, где удаляют предварительное покрытие, причем слова «внутренний» или «внутри» относится к участку листа 1 с предварительным покрытием, который расположен дальше от этого края, чем участок, к которому относятся слова «наружный» или «снаружи». Направления «внутрь» и «наружу» показаны стрелками на фиг. 3.
На фиг. 2 – 6 определено основание (x, y, z), где оси x и y определяют плоскость, которая совпадает с плоскостью стороны 12 листа 1 с предварительным покрытием, причем ось x продолжается перпендикулярно краю листа, где удаляют предварительное покрытие, и от листа, т.е. в наружном направлении согласно вышеприведенному определению, и ось y продолжается в направлении A абляции. Ось z продолжается, по существу, перпендикулярно стороне 12 листа 1 с предварительным покрытием от листа 1, т.е. вверх в примере, показанном на фигуре.
Настоящее изобретение относится к способу подготовки листа 1 с предварительным покрытием с учетом его сварки с другим листом 1, например, с другим листом с предварительным покрытием, подготовленным аналогичным образом.
Этот способ содержит первый этап обеспечения наличия листа 1 с предварительным покрытием, пример которого показан на фиг. 1.
В контексте настоящего изобретения термин «лист» следует понимать в широком смысле, и он означает, в частности, любую полосу, лист или объект, полученный резкой из полосы, рулона или листа.
В конкретном примере, показанном на фиг. 1, лист имеет две стороны 12 и четыре края 13. Настоящее изобретение не ограничивается до прямоугольной геометрии.
Как показано на фиг. 1, лист 1 с предварительным покрытием содержит металлическую подложку 3 по меньшей мере на одной из его сторон с предварительным покрытием 5. Предварительное покрытие 5 нанесено на подложку 3 и находится с ней в контакте.
Металлическая подложка 3, в частности, является стальной подложкой.
Сталь подложки 3, в частности, является сталью, имеющей феррито-перлитную микроструктуру.
Подложка 3 преимущественно является сталью, предназначенной для термической обработки, в частности, сталью, закаливаемой под прессом, например, марганец-борсодержащей сталью, такой как сталь 22MnB5.
По варианту выполнения сталь подложки 3 содержит по массе:
0,10% ≤ C ≤ 0,5%
0,5% ≤ Mn ≤ 3%
0,1% ≤ Si ≤ 1%
0,01% ≤ Cr ≤ 1%
Ti ≤ 0,2%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
B ≤ 0,010%,
остальное железо и примеси, полученные в результате изготовления.
В частности, сталь подложки 3 содержит по массе:
0,15% ≤ C ≤ 0,25%
0,8% ≤ Mn ≤ 1,8%
0,1% ≤ Si ≤ 0,35%
0,01% ≤ Cr ≤ 0,5%
Ti ≤ 0,1%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
B ≤ 0,005%,
остальное железо и примеси, полученные в результате изготовления.
Как вариант, сталь подложки 3 содержит по массе:
0,040% ≤ C ≤ 0,100%
0,80% ≤ Mn ≤ 2,00%
Si ≤ 0,30%
S ≤ 0,005%
P ≤ 0,030%
0,010% ≤ Al ≤0,070%
0,015% ≤ Nb ≤ 0,100%
Ti ≤ 0,080%
N ≤ 0,009%
Cu ≤ 0,100%
Ni ≤ 0,100%
Cr ≤ 0,100%
Mo ≤ 0,100%
Ca ≤ 0,006%,
остальное железо и примеси, полученные в результате изготовления.
Как вариант, сталь подложки 3 содержит по массе:
0,24% ≤ C ≤ 0,38%
0,40% ≤ Mn ≤ 3%
0,10% ≤ Si ≤ 0,70%
0,015% ≤ Al ≤ 0,070%
0% ≤ Cr ≤ 2%
0,25% ≤ Ni ≤ 2%
0,015% ≤ Ti ≤ 0,10%
0 % ≤ Nb ≤ 0,060%
0,0005% ≤ B ≤ 0,0040%
0,003% ≤ N ≤ 0,010%
0,0001% ≤ S ≤ 0,005%
0,0001% ≤ P ≤ 0,025%,
где содержания титана и азота удовлетворяют следующему отношению:
Ti/N > 3,42,
и содержания углерода, марганца, хрома и кремния удовлетворяют следующему отношению:
причем сталь по усмотрению содержит один или несколько из следующих элементов:
0,05% ≤ Mo ≤ 0,65%
0,001% ≤ W ≤ 0,30%
0,0005% ≤ Ca ≤ 0,005%,
остальное железо и неизбежные примеси, полученные в результате изготовления.
В зависимости от требуемой толщины подложка 3 может быть получена горячей прокаткой или холодной прокаткой с последующим отжигом или любым другим пригодным способом.
Подложка 3 преимущественно имеет толщину 0,5 – 4 мм и, в частности, толщину, равную приблизительно 1,5 мм.
Предварительное покрытие 5 получают посредством нанесения горячего покрытия погружением, т.е. посредством погружения подложки 3 в ванну расплавленного металла. Оно содержит слой 9 интерметаллического сплава 9, контактирующего с подложкой 3, и слой 11 металлического сплава, продолжающийся поверх слоя 9 интерметаллического сплава.
Слой 9 интерметаллического сплава образован в результате реакции между подложкой 3 и расплавленным металлом ванны. Он содержит интерметаллическое соединение, содержащее по меньшей мере один элемент из слоя 11 металлического сплава и по меньшей мере один элемент из подложки 3. Толщина слоя 9 интерметаллического сплава, в общем, порядка нескольких микрон. В частности, его средняя толщина составляет 2 – 7 мкм.
Слой 11 металлического сплава имеет состав, близкий к составу расплавленного металла ванны. Он образован расплавленным металлом, который захватывается полосой, когда она движется из ванны расплавленного металла. Он имеет, к примеру, толщину 19 – 33 мкм или 10 – 20 мкм.
Предварительное покрытие 5 преимущественно является слоем алюминия или слоем алюминиевого сплава или слоем сплава на основе алюминия. В этом случае слой 9 интерметаллического сплава содержит соединения типа Fex-Aly и, в частности, Fe2Al5.
В этом контексте алюминиевый сплав относится к сплаву, содержащему более 50% масс. алюминия. Сплав на основе алюминия является сплавом, в котором алюминий является основным элементом по массе.
По варианту выполнения предварительное покрытие 5 является слоем алюминиевого сплава, также содержащим кремний. Согласно примеру слой металлического сплава содержит по массе:
8% ≤ Si ≤ 11%
2% ≤ Fe ≤ 4%,
остальное алюминий и возможные примеси.
Конкретная структура предварительного покрытия 5, полученная посредством нанесения горячего покрытия погружением, в частности, описана в патенте EP 2 007 545.
Преимущественно, подложка 3 имеет такое предварительное покрытие 5 с обеих сторон 12.
Преимущественно, лист 1 с предварительным покрытием, полученным на первом этапе способа, получают посредством резки, в частности, резки ножницами или лазерной резки, из полосы с предварительным покрытием, имеющей вышеуказанные признаки.
После этапа обеспечения наличия листа 1 с предварительным покрытием выполняют этап абляции, во время которого по меньшей мере один участок предварительного покрытия 5 удаляют лазерным лучом по меньшей мере на одной стороне 12 листа 1 с предварительным покрытием в зоне 6 удаления, причем лазерную абляцию выполняют в направлении A абляции.
Зона 6 удаления преимущественно расположена на периферии листа 1 с предварительным покрытием.
Во время этапа абляции в зоне 6 удаления предварительное покрытие 5 удаляют по всей его толщине или на части его толщины.
По варианту выполнения в зоне 6 удаления полностью удаляют слой 11 металлического сплава. Преимущественно в зоне 6 удаления оставляют по меньшей мере часть толщины слоя 9 интерметаллического сплава.
Этап абляции выполняют в установке 20, которая будет описана ниже до описания самогó этапа абляции.
Установка 20 содержит лазер, предназначенный для испускания лазерного луча 22 для удаления по меньшей мере одной части предварительного покрытия 5 в зоне 6 удаления посредством абляции.
По изобретению установка 20 также содержит защитный элемент 26, имеющий защитную поверхность 28.
Защитная поверхность 28, в частности, предназначена для защиты листа 1 с предварительным покрытием от осаждения на нем материала, выбрасываемого из предварительного покрытия 5 во время абляции лазерным лучом 22.
Предусмотрено, что указанная поверхность должна быть расположена на траектории материала предварительного покрытия, выбрасываемого в сторону к внутреннему краю 30 зоны 6 удаления во время абляции. Таким образом, этот выбрасываемый материал предварительного покрытия выбрасывается на защитную поверхность 28, а не на лист 1 с предварительным покрытием.
Предусмотрено, что во время этапа абляции защитная поверхность 28 должна находиться в контакте с поверхностью 12 листа 1 с предварительным покрытием, которая подвергается обработке в зоне контакта, расположенной таким образом, что она выровнена с расположением лазерного луча 22, когда лазерный луч 22 удаляет по меньшей мере один участок предварительного покрытия 5 посредством абляции.
В частности, во время этапа абляции предусмотрено, что защитная поверхность 28 должна быть ориентирована относительно листа 1 с предварительным покрытием таким образом, чтобы плоскость P, касательная к защитной поверхности 28 в зоне контакта, образовывала двугранный угол α строго меньше 90° с плоскостью указанной стороны 12 листа 1 с предварительным покрытием, в частности, на фиг. 3.
Как можно видеть на фиг. 3, этот двугранный угол α определяется как угол между:
- участком стороны 12 листа 1 с предварительным покрытием, расположенным с внутренней стороны зоны контакта; и
- участком указанной касательной плоскости P, продолжающейся от листа 1 с предварительным покрытием, т.е. продолжающейся вверх в примере, показанном на фиг. 3.
Защитная поверхность 28 продолжается, по существу, параллельно направлению A абляции. Она продолжается внутрь от зоны контакта и от листа 1 с предварительным покрытием.
Предпочтительно, форма защитной поверхности 28 такова, что она способствует выбрасыванию вверх по меньшей мере части материала предварительного покрытия, выбрасываемого на защитную поверхность 28.
С этой целью двугранный угол α предпочтительно меньше или равен 45°, например, равен 35°.
Двугранный угол, к примеру, больше или равен 5°.
По варианту выполнения защитная поверхность 28 является прямолинейной, если смотреть в сечении в плоскости x-z, нормальной к направлению A абляции в зоне контакта. Защитная поверхность 28 является, в частности, плоской поверхностью. В этом случае касательная плоскость P идентична плоскости защитной поверхности 28.
По преимущественному другому варианту защитная поверхность 28 является криволинейной, если смотреть в сечении в плоскости x-z, нормальной к направлению A абляции в зоне контакта. В частности, защитная поверхность 28 является криволинейной поверхностью. В этом случае эффект выбрасывания материала из предварительного покрытия 5 с помощью защитной поверхности 28 увеличивается по сравнению с плоской защитной поверхностью 28.
В частности, в этом варианте защитная поверхность 28 является вогнутой с вогнутостью, ориентированной к лазерному лучу 22.
Преимущественно, кривая защитной поверхности 28 такова, что она образует уклон, который имеет тенденцию выбрасывать материал предварительного покрытия, выбрасываемый на защитную поверхность 28 в верхнем направлении.
Защитная поверхность 28 образована из материала, который имеет низкую адгезию в отношении выбрасываемого материала предварительного покрытия. Например, она выполнена из материала, который выбирают из: керамики, в частности, корунда, карбида, меди, нержавеющей стали и латуни.
Из числа вышеуказанных материалов корунд предлагает особо приемлемое сочетание адгезии и механической прочности.
Контакт между защитной поверхностью 28 и листом 1 с предварительным покрытием является по меньшей мере линейным контактом. Этот контакт, в частности, является контактом между краем 32 защитной поверхности 32 и стороной 12 листа 1 с предварительным покрытием, подлежащим обработке.
Контакт между защитной поверхность 28 и листом 1 с предварительным покрытием предотвращает накапливание выбрасываемого материала предварительного покрытия на лист 1 с предварительным покрытием ниже защитной поверхности 28.
Во время абляции лазерный луч 22 создает зону 34 воздействия на лист 1 с предварительным покрытием. Эта зона 34 воздействия имеет длину l в направлении A абляции и ширину w перпендикулярно направлению A абляции. Она может быть образована одним лазерным пятном, имеющим ширину w и длину l, созданные множеством лазерных импульсов посредством поперченных колебаний лазерного луча 22, которые совместно образуют прямоугольную зону 34 воздействия шириной w и длиной l.
Длина зоны контакта между защитой поверхность 28 и листом 1 с предварительным покрытием в направлении A абляции больше или равна длине l зоны 34 воздействия в том же направлении A.
Расстояние d между краем 13 листа 1 с предварительным покрытием, на котором выполняют абляцию, и краем 32 защитой поверхности 28, наиболее близко расположенным к лазерному лучу 22, составляет 0,4 – 1,1 ширины b зоны 6 удаления.
Наличие защитой поверхности 28 уменьшает количество удаляемого материала, осаждающегося на стороне 12 листа 1 с предварительным покрытием во время этапа абляции. Фактически по меньшей мере некоторая часть материала, выбрасываемого из предварительного покрытия, осаждается на защитной поверхности 28, а не на стороне 12 листа 1.
В первом варианте выполнения, показанном на фиг. 2 и 3, защитная поверхность 28 образована на защитной пластине 40.
Эта защитная пластина 40, по существу, выполнена из тонкого листа. Она содержит две противоположных стороны 42 и четыре краевых поверхности 44, продолжающихся между двумя сторонами 42.
Две стороны 42 являются двумя большими противолежащими поверхностями, которые имеют площадь поверхности, определяемую длиной и шириной защитной пластины 40.
Четыре краевые поверхности 44 включают в себя две продольные краевые поверхности и две поперечные краевые поверхности. Продольные краевые поверхности являются двумя небольшими противолежащими сторонами, поверхности которых имеют площадь поверхности, определяемую длиной и толщиной защитной пластины 40. В используемой форме защитной пластины 40 продольные краевые поверхности продолжаются, по существу, нормально к направлению A абляции.
Поперечные краевые поверхности являются двумя небольшими противолежащими сторонами, поверхности которых имеют площадь поверхности, определяемую шириной и толщиной защитной пластины 40. В используемой форме защитной пластины 40 они продолжаются, по существу, в направлении A абляции.
Защитная поверхность 28 преимущественно образована краевой поверхностью защитной пластины 40. В частности, защитная поверхность 28 образована поперечной краевой поверхностью защитной пластины 40.
В этом варианте выполнения поперечная краевая поверхность, являющаяся защитной поверхностью 28, находится в контакте со стороной 12 листа 1 с предварительным покрытием по всей длине в направлении A абляции.
Защитная пластина 40 преимущественно имеет толщину меньше или равную 2 мм.
Защитная пластина 40 преимущественно выполнена как цельный элемент из одного и того же материала. В частности, она выполнена из одного из материалов, упомянутых выше в отношении защитной поверхности 28, т.е. из материала, который имеет низкую адгезию в отношении выбрасываемого материала предварительного покрытия, в частности, из материала, который выбирают из: керамики, в частности, корунда, карбида, меди, нержавеющей стали и латуни.
По другому варианту выполнения защитная пластина 40 может содержать на краевой поверхности, которая является защитной поверхностью 28, покрытие, образованное из первого материала, в то время как остальная часть защитной пластины 40 выполнена из второго материала, отличающегося от первого материала. В частности, первый материал может иметь низкую адгезию к материалу, выбрасываемому из предварительного покрытия, и может быть выбран, например, из вышеупомянутых материалов. Второй материал может быть выбран из материалов, имеющих надлежащие механические свойства.
Установка 20 также содержит опору защитной пластины (не показана на фигурах), предназначенную для установки защитной пластины 40 у листа 1 с предварительным покрытием по меньшей мере в зоне контакта во время лазерной абляции.
Опора защитной пластины воздействует на продольный конец 45 защитной пластины 40, который расположен напротив продольного конца 46, на котором находится защитная поверхность 28. Этот конец далее именуется «внутренним концом» 45, в то время как конец, на котором находится защитная поверхность 28, именуется «наружным концом» 46. Когда защитная пластина 40 находится в используем положении, в котором она расположена на листе 1 с предварительным покрытием с помощью опоры защитной пластины, внутренний конец 45 пластины 40 продолжается на расстоянии от листа 1 с предварительным покрытием вдоль оси z, в тот время как наружный конец 46 пластины 40 расположен у листа 1 с предварительным покрытием.
В вариантах выполнения, показанных на фиг. 2 и 3, защитная пластина 40 является гибкой.
Гибкость защитной пластины определяется модулем упругости и толщиной. В этом варианте выполнения отношение R модуля упругости (или модуля Юнга) E материала, образующего защитную пластину 40, к толщине защитной пластины 40 составляет 50 - 150 ГПа⋅мм-1.
Если отношение R соответствует вышеуказанному диапазону, защитную пластину 40 можно устанавливать у листа 1 с предварительным покрытием с возможностью образования поверхности контакта, ограничивая при этом трение между листом 1 с предварительным покрытием и защитной пластиной, когда лист 1 с предварительным покрытием и защитная пластина 40 перемещаются относительно друг друга во время лазерной абляции. Трение должно быть максимально ограничено, поскольку оно может препятствовать абляции, в частности, замедляя перемещение листа 1 с предварительным покрытием относительно лазерного луча 22, если оно очень высокое.
По конкретному примеру, защитная пластина имеет толщину, равную приблизительно 1,2 мм, и выполнена из латуни, которая имеет модуль Юнга 100 – 140 ГПа, что обусловливает отношение R приблизительно от 80 ГПа⋅мм-1 приблизительно до 120 ГПа⋅мм-1.
Если защитная пластина 40 выполнена из материала, имеющего более высокий модуль Юнга, чем латунь, например, из нержавеющей стали или корунда, ее толщину выбирают таким образом, чтобы она была меньше толщины защитной пластины 40, выполненной из латуни, так чтобы отношение R оставалось в пределах заданного диапазона, что обусловливает надлежащую гибкость защитной пластины 40.
В этом варианте выполнения опора защитной пластины выполнена с возможностью обеспечения заданного смещения внутреннего конца защитной пластины 40, так чтобы в положении использования наружный конец 46 защитной пластины прижимался к листу 1 с предварительным покрытием с достаточным усилием.
В варианте выполнения, показанном на фиг. 2 и 3, в используемом положении гибкая защитная пластина 40 изгибается вверх от наружного конца 46 к внутреннему концу 45. Она имеет, по существу, вогнутую форму с вогнутостью, ориентированной от листа 1 с предварительным покрытием.
Форма гибкой защитной пластины 40 в используемом положении определяется длиной гибкой защитной пластины 40 между внутренним концом 45 и наружным концом 46, а также отношением R защитной пластины 40 и смещением, прикладываемым к внутреннему концу 45 гибкой защитной пластины 40 опорой защитной пластины.
В примере, показанном на фиг. 2 и 3, защитная пластина 40 находится в поверхностном контакте с листом 1 с предварительным покрытием на участке ее стороны 42, ориентированной в направлении листа 1 с предварительным покрытием. Этот участок продолжается внутрь от защитной поверхности 28.
По другому варианту выполнения защитная пластина 40 является жесткой, а не гибкой, и опора защитной пластины выполнена с возможностью установки наружного конца 46 защитной пластины 40 на лист 1 с предварительным покрытием с заданным усилием. В этом варианте выполнения защитная пластина 40 предпочтительно продолжается в плоскости, которая наклонена относительно стороны 12 листа 1 с предварительным покрытием.
Этап абляции содержит относительное перемещение лазерного луча 22 относительно листа 1 с предварительным покрытием. Это относительное перемещение может обеспечиваться посредством движения лазерного луча 22, в то время как лист 1 с предварительным покрытием остается неподвижным, или движения листа 1 с предварительным покрытием, в то время как лазерный луч 22 остается неподвижным.
По варианту выполнения защитная пластина 40 закреплена относительно лазера, выполняющего абляцию. В этом случае в положении использования защитная пластина 40 и лист 1 с предварительным покрытием перемещаются относительно друг друга. Контакт между защитной пластиной 40 и листом 1 с предварительным покрытием является контактом при скольжении.
По усмотрению в этом варианте выполнения расположенный выше по технологическому потоку или задний угол защитной пластины 40 относительно направления A абляции оснащен скребком (не показан на фигурах). Скребок предназначен для движения вдоль стороны 12 листа с предварительным покрытием, когда защитная пластина 40 движется относительно листа 1 с предварительным покрытием, для удаления небольших количеств выбрасываемого материала с предварительного покрытия, которые могут выбрасываться между защитной пластиной 40 и стороной 12.
Как вариант, защитная пластина 40 закреплена относительно листа 1 с предварительным покрытием. В этом случае защитная пластина 40 и лазер, выполняющий абляцию, движутся относительно друга в положении использования. В этом варианте выполнения длина защитной пластины 40 равна или больше длины края 13 листа 1 с защитным покрытием, где должна выполняться абляция.
Преимущественно и как схематически показано на фиг. 2, установка 20 также содержит продувочное сопло 50, расположенное с задней стороны лазерного луча 22 по направлению A абляции. Продувочное сопло 50 предназначено для продувки струи газа, направленной ниже по технологическому потоку относительно направления A абляции.
Струя газа предназначена для переноса по меньшей мере части материала предварительного покрытия, выбрасываемого из предварительного покрытия 5 во время абляции ниже лазерного луча 22 по технологическому потоку. Транспортируемый таким образом материал перемещается впереди лазерного луча 22, где в дальнейшем он подвергается абляции лазерным лучом 22 вместе с предварительным покрытием.
Газ предпочтительно является инертным газом, например, аргоном.
Продувочное сопло 50 создает дополнительные преимущества совместно с защитной поверхностью 28, описанной выше. Фактически, как упомянуто выше, защитная поверхность 28 преимущественно выполнена с возможностью выбрасывания вверх по меньшей мере некоторой части материала предварительного покрытия, выбрасываемого внутрь и выбрасываемого на защитную поверхность 28. Таким образом, этот материал предварительного покрытия будет выбрасываться в струю газа, продуваемого из сопла 50, и будет переноситься в направлении перед лазерным лучом 22 этой струей газа. Далее он будет перемещаться перед лазерным лучом 22, где в дальнейшем он удаляется лазерным лучом 22 вместе с самим предварительным покрытием 5 вместо накапливания на внутреннем краю 30 зоны 6 удаления.
Кроме того, даже если некоторая часть материала, переносимая струей газа, перемещается на лист 1 с предварительным покрытием снаружи заданной зоны 6 удаления, она будет охлаждаться в струе газа и, тем самым, иметь меньшую адгезию к предварительному покрытию 5, чем если бы она оседала на нем непосредственно без транспортирования потоком газа. Следовательно, этот материал можно легко удалить с листа 1 с защитным покрытием, например, посредством очистки щеткой.
По усмотрению, как схематически показано на фиг. 2, установка 20 также содержит всасывающее сопло 52, расположенное впереди лазерного луча 22 в направлении A абляции.
Всасывающее сопло 52 предназначено для всасывания паров, образующихся при абляции, и материала предварительного покрытия, выбрасываемого в направлении передней стороны лазерного луча 22 во время абляции. Оно также предназначено для всасывания материала, переносимого в направлении передней стороны лазерного луча 22 струей газа, продуваемого с задней стороны лазерного луча 22 продувочным соплом 50.
Такое всасывающее сопло 52 создает преимущество, поскольку оно дополнительно уменьшает количество выбрасываемого материала предварительного покрытия, образующего нарост на листе 1 с предварительным покрытием.
Во время этапа абляции способа по изобретению защитная поверхность 28 занимает соответствующее положение, в котором защитная поверхность 28 находится в контакте с листом 1 с предварительным покрытием в зоне контакта, расположенной таким образом, что она выровнена с лазерным лучом 22, когда он перемещается вперед относительно листа 1 с предварительным покрытием, и плоскость P, касательная к указанной защитной поверхности 28 в зоне контакта, образует двугранный угол α с плоскостью листа 1 с предварительным покрытием, как указано выше.
Защитная поверхность 28 расположена на расстоянии d от наружного края 13 листа 1 с предварительным покрытием, как определено выше.
В частности, при использовании установки 20 по первому варианту выполнения, описанному выше, защитную пластину 40 располагают у листа 1 с предварительным покрытием с помощью опоры защитной пластины, так чтобы она занимала положение использования, описанное выше.
Во время выполнения абляции материал из предварительного покрытия 5 выбрасывается к внутреннему краю 30 зоны 6 удаления, где расположена защитная поверхность 28, на защитную поверхность 28 и, преимущественно по меньшей мере часть этого материала направляется вверх и переносится ниже лазерного луча 22 по технологическому потоку струей газа, выпускаемой из продувочного сопла 50.
По варианту выполнения лист 1 с предварительным покрытием и защитная поверхность 28 во время этапа абляции перемещаются относительно друг друга. В этом случае контакт между защитной пластиной 40 и листом 1 с предварительным покрытием является контактом при скольжении.
По другому варианту выполнения лист 1 с предварительным покрытием и защитная поверхность 28 закреплены относительно друг друга во время этапа абляции. В этом случае защитная поверхность 28 и лазер перемещаются относительно друг друга во время этапа абляции.
Во время абляции ось L лазерного луча 22 перпендикулярна стороне 12 листа 1 с предварительным покрытием. По другому варианту выполнения ось L не перпендикулярна относительно нормали к стороне 12 листа 1 с предварительным покрытием.
Способ подготовки листа 1 с предварительным покрытием по второму варианту выполнения будет описан со ссылкой на фиг. 4. Этот способ сходен со способом по первому варианту выполнения за исключением того, во время этапа абляции используют установку 120, показанную на фиг. 4.
На фиг. 4 показана установка 120, которую можно использовать при внедрении способа по второму варианту выполнения. Будет приведено только описание отличий от установки 20, используемой в способе по первому варианту выполнения. Элементы, аналогичные элементам, описанным применительно к первому варианту выполнения, обозначены такими же номерами позиций.
Как можно видеть на фиг. 4, в этой установке 120 защитный элемент 126 образован диском 140, а не пластиной 40. В этом варианте выполнения защитная поверхность 28 расположена на диске 140, а не на пластине 40.
В частности, диск 140 содержит две противоположные, по существу, дискообразные стороны 142 и окружную краевую поверхность 144, продолжающуюся между двумя поверхностями 142.
Защитная поверхность 28 образована окружной краевой поверхностью 144 диска 140.
За исключением отличия, указанного ниже, признаки защитной поверхности 28 и, в частности, двугранного угла α, а также материала защитной поверхности 28 идентичны признакам, описанным в отношении первого варианта выполнения.
В этом варианте выполнения окружная краевая поверхность 144 может иметь форму усеченного конуса, так что она является прямолинейной, если смотреть в сечении по плоскости, нормальной к направлению A абляции в зоне контакта.
По другому варианту выполнения эта поверхность может быть образована наружной поверхностью с сечением тела вращения, образованного вращением кривой линии вокруг оси Wa диска, так что она является криволинейной, если смотреть в сечении по плоскости, нормальной к направлению A абляции в зоне контакта.
Диск 140 расположен таким образом, что окружная краевая поверхность 144 диска 140 находится в контакте со стороной 12 листа 1 с предварительным покрытием в зоне контакта, расположенной так, что она выровнена с лазерным лучом 22 во время лазерной абляции.
Предпочтительно, диска 140 имеет такой диаметр, что длина этой зоны контакта равна по меньшей мере длине l зоны 34 воздействия в направлении A абляции.
Диск 140 вращается относительно оси Wa, так что участок окружной краевой поверхности 144 диска 140, который находится в контакте с листом 1 с предварительным покрытием в зоне контакта, расположенной так, что она выровнена с лазерным лучом 22, изменяется, когда диск 140 вращается во время этапа абляции.
В результате материал предварительного покрытия, выбрасываемый из предварительного покрытия к защитной поверхности 28 в заданный момент и который может оседать на ней, вращается в сторону от зоны контакта, когда диск 140 вращается вокруг оси Wa.
Преимущественно, ось Wa диска 140 наклонена относительно плоскости стороны 12 листа 1 с предварительным покрытием, так что только участок стороны 142 диска 140, ориентированный к листу 1 с предварительным покрытием, находится в контакте с листом 1. В частности, диск 140 наклонен от поверхности 12 листа 1 с предварительным покрытием при движении внутрь от зоны контакта между диском 140 и листом 1 с предварительным покрытием.
Диск 140 преимущественно гибкий сходным образом с защитой пластиной 40 первого варианта выполнения. В этом случае отношение R является отношением модуля упругости E материала, образующего диск 140, к толщине диска 140 в направлении оси Wa диска.
Диск 140 преимущественно выполнен как цельный элемент из одного материала. Этот материал может быть выбран из материалов, указанных выше применительно к защитной поверхности 28.
По другому варианту выполнения диск 140 может содержать на окружной краевой поверхности 144, определяющей защитную поверхность 28, покрытие, образованное из первого материала, в то время как остальная часть диска 140 выполнена из второго материала, отличающегося от первого материала. В частности, первый материал может иметь низкую адгезию к материалу, выбрасываемому из предварительного покрытия, и может быть выбран, например, из вышеупомянутых материалов применительно к защитной поверхности 28. Второй материал может быть выбран из материалов, имеющих надлежащие механические свойства.
Диск 140 установлен у листа 1 с предварительным покрытием в зоне контакта, расположенной так, что она выровнена с лазерным лучом 22, с помощью опоры диска, воздействующей на диск 140 в области диаметрально противоположной зоне контакта. В этом случае сходным образом с защитной пластиной 40 в положении использования диск 140 изгибается вверх от зоны контакта к диаметрально противоположной области, где опора диска действует на диск 140. В частности, диск 140 имеет, по существу, вогнутую форму с вогнутостью, ориентированной от листа 1 с предварительным покрытием.
Форма диска 140 в положении использования определяется его диаметром и отношением R, а также смещением, прикладываемым к диску 140 опорой диска.
Гибкий диск создает преимущество, поскольку он увеличивает зону контакта между диском 140 и листом 1 с предварительным покрытием, тем самым, улучшая защиту от накаливания материала.
По другому варианту выполнения диск 140 является жестким. Его устанавливают с заданным усилием у листа 1 с предварительным покрытием в зоне контакта, расположенной так, что она выровнена с лазерным лучом 22, с помощью опоры диска, действующей на диск 140 в области диаметрально противоположной зоне контакта.
По варианту выполнения диск 140 свободно вращается вокруг оси Wa диска.
В этом случае вращательное движение может передаваться диску 140 посредством поступательного движения листа 1 с предварительным покрытием относительно оси Wa вращения диска 140 и/или за счет конкретной формы чистящей щетки 146, как описано ниже.
По этому варианту выполнения лист 1 с предварительным покрытием, например, перемещается вперед поступательно в направлении A абляции во время абляции, в то время как лазерный луч 22 остается неподвижным. Ось Wa диска является неподвижной относительно лазерного луча. В этом случае диск 140 вращается за счет фрикционного контакта с листом 1 с предварительным покрытием, когда он движется в направлении A абляции.
По другому варианту выполнения диск 140 приводится во вращение вокруг оси Wa колеса с помощью двигателя.
Преимущественно, установка 20 также содержит щетку 146, предназначенную для очистки защитной поверхности 28 во время этапа абляции.
В частности, в установке 120 щетка 146 расположена с возможностью очистки окружной краевой поверхности 144 диска 140, когда он вращается вокруг оси Wa.
В примере, показанном на фиг. 4, щетка 146 вращается вокруг оси B щетки. Ось B щетки, например, по существу, параллельна касательной к диску 140 в зоне контакта между щеткой 146 и окружной краевой поверхностью 144.
В показанном примере щетка 146 имеет, по существу, цилиндрическую форму относительно оси B.
Преимущественно, щетка 146 приводится во вращение вокруг оси B соответствующим механизмом.
Щетка 146 предназначена для очистки защитной поверхности 28 от материала предварительного покрытия, выбрасываемого во время абляции, который мог осесть на защитной поверхности 28 во время абляции. Материал, осаждаемый на защитной поверхности 28 во время абляции, вращается вместе с диском 140 вокруг оси Wa диска и, в конечном счете, достигает щетки 146, которая сметает его.
По усмотрению и, в частности, в варианте выполнения, где диск 140 свободно вращается, окружная поверхность щетки 146 может иметь форму, которая выбирается таким образом, чтобы передавать вращательное движение диску 140 вокруг оси Wa, когда щетка 146 приводится во вращение относительно оси B щетки. Этот признак создает преимущество, поскольку он уменьшает риск перемещения листа с предварительным покрытием, обусловленного вращением диска 140.
Установка 120 имеет преимущественную компоновку. Фактически, благодаря вращению диска 140, имеющего защитную поверхность 28, эта защитная поверхность «обновляется», когда диск 140 вращается относительно оси Wa, и ранее осажденный материал может удаляться во время этапа абляции.
Кроме того, край окружной краевой поверхности 144 диска 140, ориентированный в направлении листа 1 с предварительным покрытием, имеет тенденцию направлять лист 1 с предварительным покрытием под диском 140 в начале этапа абляции, тем самым дополнительно совершенствуя способ.
Во время использования установки 120 этап абляции немного отличается от этапа абляции при использовании первой установки 20.
В частности, когда лазерный луч 22 удаляет по меньшей мере один участок предварительного покрытия в зоне 6 удаления, диск 140, имеющий защитную поверхность 28, вращается относительно оси Wa диска, и окружная краевая поверхность 144 диска 140 предпочтительно очищается чистящей щеткой 146, когда диск 140 вращается относительно оси Wa диска.
Как указано выше, во время этого этапа по варианту выполнения лист 1 с предварительным покрытием движется поступательно относительно оси Wa диска и лазерного луча 22, и диск 140 вращается благодаря фрикционному контакту с листом 1 с предварительным покрытием.
По усмотрению или в качестве варианта, как описано выше, контакт поворотной чистящей щетки 146 с окружной поверхностью диска 140 может способствовать вращению диска 140 относительно оси Wa.
Как вариант, во время этого этапа диск 140 приводится во вращение относительно оси Wa с помощью двигателя.
Способ по второму варианту выполнения предлагает такие же преимущества, как и способ, описанный для первого варианта выполнения. Он является еще более удобным, поскольку защитная поверхность 28 очищается без необходимости прерывания процесса абляции.
Способ подготовки листа 1 с предварительным покрытием по третьему варианту выполнения описан со ссылкой на фиг. 5. Этот способ сходен со способом по второму варианту выполнения за исключением того, что во время этапа абляции используют установку 220 по третьему варианту выполнения, показанную на фиг. 5.
На фиг. 5 показана установка 220, которую можно использовать при внедрении способа по третьему варианту выполнения. Будет приведено только описание отличий от установки 120. Элементы, аналогичные элементам, описанным применительно ко второму варианту выполнения, обозначены такими же номерами позиций.
В этой установке 220 защитный элемент 226, имеющий защитную поверхность 28, также перемещается относительно лазерного луча 22. Однако в этом варианте выполнения защитный элемент 26 является бесконечной лентой 240, а не диском 140. Эта бесконечная лента 240 движется по заданной траектории по замкнутому контуру.
В частности, как можно видеть на фиг. 5, бесконечная лента 240 образует петлю, задний (выше по технологическому потоку) и передний (ниже по технологическому потоку) концы которой в направлении A абляции продолжаются вокруг соответствующего ролика 243. Ролики 243 установлены таким образом, что их оси C расположены в плоскости, нормальной к направлению A абляции.
Оси C могут продолжаться, по существу, параллельно стороне 12 листа 1 с предварительным покрытием. По другому варианту выполнения оси C могут быть наклонены относительно стороны 12 листа 1 с предварительным покрытием под углом меньше 90° для улучшения контакта между краями 32 и стороной 12.
Бесконечная лента 240 направляется роликами 243 по траектории по замкнутому контуру.
В примере, показанном на фиг. 5, лента 240 является шарнирной. Она содержит множество элементов 241 ленты, соединенных друг с другом. Каждый элемент 241 ленты содержит две противоположных стороны 242, внутреннюю сторону, ориентированную к роликам 243, и наружную сторону, ориентированную от роликов 243. Он также содержит четыре краевые поверхности, продолжающиеся между двумя сторонами 242
Четыре краевые поверхности включают в себя две продольные краевые поверхности и две поперечные краевые поверхности. Продольные краевые поверхности продолжаются, по существу, нормально к направлению A абляции. Поперечные краевые поверхности продолжаются, по существу, параллельно направлению A абляции. Наружные поперечные краевые поверхности 244 элементов 241 ленты совместно образуют наружную поперечную краевую поверхность ленты 240. Наружная поперечная краевая поверхность ленты 240 образует защитную поверхность 28. Она продолжается, по существу, параллельно направлению A абляции.
Признаки защитной поверхности 28 и, в частности, двугранного угла α и материала защитной поверхности 28 идентичны признакам, раскрытым применительно к первому варианту выполнения.
В этом варианте выполнения толщина t защитного элемента, т.е. бесконечной ленты 240 соответствует толщине каждого из элементов 241 ленты.
Элементы 241 ленты преимущественно гибкие сходным образом с защитной пластиной 40 первого варианта выполнения. В этом случае отношение R является отношением модуля упругости E материала, образующего элементы 241 ленты, к толщине t элементов 241 ленты.
По другому варианту выполнения бесконечная лента 240 может быть жесткой.
Каждый элемент 241 ленты преимущественно выполнен как цельный элемент из одного материала, например, выбранного из перечня, указанного выше в случае защитной пластины 40.
По другому варианту выполнения каждый элемент 241 может содержать на наружной поперечной краевой поверхности 244 покрытие, образованное из первого материала, в то время как остальная часть элемента 241 ремня выполнена из второго материала, отличающегося от первого материала. В частности, первый материал может иметь низкую адгезию к материалу, выбрасываемому из предварительного покрытия. Первый материал может быть выбран из вышеупомянутых материалов применительно к защитной поверхности. Второй материал может быть выбран из материалов, имеющих надлежащие механические свойства.
Лента 240 расположена таким образом, что во время абляции наружные поперечные краевые поверхности 244 по меньшей мере некоторой части элементов 241 ремня находятся в контакте с листом 1 с предварительным покрытием по меньшей мере в зоне контакта, расположенной так, что она выровнена с лазерным лучом 22. Контакт предпочтительно является линейным контактом между листом 1 с предварительным покрытием и краем наружных поперечных краевых поверхностей 244.
Наружные поперечные краевые поверхности 244 элементов 241 ленты по варианту выполнения являются плоскими, так что защитные поверхности 28 являются прямолинейными, если смотреть в сечении в плоскости, нормальной к направлению абляции в зоне контакта.
По другому варианту выполнения наружные поперечные краевые поверхности 244 являются криволинейными поверхностями, так что защитная поверхность 28 является криволинейной, если смотреть в сечении в плоскости x-z, нормальной к направлению A абляции в зоне контакта. В частности, наружные поперечные краевые поверхности 244 элементов 241 ленты являются вогнутыми с вогнутостью, ориентированной к лазерному лучу 22. Преимущественно, кривая защитной поверхности 28 такова, что она образует уклон, который имеет тенденцию выбрасывать материал предварительного покрытия, выбрасываемый на защитную поверхность 28 в верхнем направлении.
Длина защитой поверхности 28 в направлении A абляции, расположенной так, что она выровнена с лазерным лучом 22, в заданное время предпочтительно больше или равна длине l зоны 34 воздействия в том же направлении A.
Преимущественно, ролики 243 поддерживают на месте с помощью соответствующих опорных устройств.
Как можно видеть на фиг. 5, в зависимости от длины элементов 241 ленты в направлении A абляции один или несколько элементов 241 ленты могут быть расположены вдоль зоны 34 воздействия лазерного луча 22 и контактировать с листом 1 с предварительным покрытием в зоне контакта, расположенной так, что она выровнена с лазерным лучом 22 в заданном положении ленты 240.
По варианту выполнения лист 1 с предварительны покрытием, к примеру, поступательно перемещается в направлении A абляции во время абляции, в то время как лазерный луч 22 остается неподвижным. Оси C роликов 243 неподвижны относительно лазерного луча 22. В этом варианте выполнения лента 240 может перемещаться по ее траектории вокруг роликов 243 благодаря фрикционному контакту с листом 1 с предварительным покрытием, когда он движется вперед в направлении A абляции.
По другому варианту выполнения ролики 243 приводятся во вращение вокруг осей C с помощью двигателя и установлены с возможностью перемещения ленты 240 по ее траектории.
Преимущественно, установка 220 также содержит щетку (не показана фиг. 5), предназначенную для очистки наружной поперечной краевой поверхности ленты, когда она движется по ее траектории. Эта щетка предназначена для удаления материала предварительного покрытия, выбрасываемого во время абляции, который мог осесть на защитной поверхности 28 во время абляции. Материал, осаждаемый на наружной поперечной краевой поверхности 244 заданного элемента 241 ленты во время абляции, движется вместе с лентой 240 и, в конечном счете, достигает щетки, которая сметает его с наружной поперечной краевой поверхности 244.
Щетка, к примеру, может быть сходной со щеткой 146, показанной на фиг. 4.
В установке 220 щетка может приводиться во вращение относительно оси щетки. Когда лента 240 движется по ее траектории, щетка расположена так, чтобы очищать наружные поперечные краевые поверхности 244 элементов 241 ленты, расположенные на удалении от стороны 12 листа 1 с предварительным покрытием, т.е. неконтактирующие со стороной 12 листа 1 с предварительным покрытием.
Щетка не показана на фиг. 5 для упрощения чертежа.
В варианте выполнения, показанном на фиг. 5, лента 240 является шарнирной лентой. По другому варианту выполнения лента 240 является нешарнирной. Она образована из одной непрерывной полосы материала. В этом случае защитная поверхность 28 образована наружной поперечной краевой поверхностью ленты 240, которая продолжается, по существу, параллельно направлению A абляции.
Признаки защитной поверхности 28 и, в частности, двугранного угла α и материала защитной поверхности 28 идентичны признакам, раскрытым применительно к первому варианту выполнения.
Способ подготовки по третьему варианту выполнения аналогичен способу по второму варианту выполнения за исключением того, что он использует установку 220 по третьему варианту выполнения. Он также предлагает аналогичные преимущества.
Способ подготовки листа 1 с предварительным покрытием по четвертому варианту выполнения описан со ссылкой на фиг. 6. Этот способ сходен со способом по второму варианту выполнения за исключением того, что во время этапа абляции используют установку 320 по четвертому варианту выполнения, показанному на фиг. 6.
На фиг. 6 показана установка 320 по четвертому варианту выполнения, которую можно использовать в способе по четвертому варианту выполнения. Будет приведено только описание отличий от установки 120, используемой в способе по второму варианту выполнения. Элементы, аналогичные элементам, описанным применительно ко второму варианту выполнения, обозначены такими же номерами позиций.
В этой установке 320 защитный элемент 326, имеющий защитную поверхность 28, также перемещается относительно лазерного луча 22. Однако в этом варианте выполнения защитный элемент 326 образован множеством удлиненных пластин 340, двигающихся по траектории по замкнутому контуру относительно лазерного луча 22.
В частности, в этом варианте выполнения установка 320 содержит бесконечный приводной элемент 345, который предназначен для перемещения удлиненных пластин 340 по их траектории.
Бесконечный приводной элемент 345, к примеру, является цепью или лентой.
В частности, как можно видеть на фиг. 6, бесконечный приводной элемент 345 образует петлю, задний и передний концы которой в направлении A абляции продолжаются вокруг соответствующего ролика 343.
По варианту выполнения оси C роликов 343 продолжаются, по существу, перпендикулярно стороне 12 листа 1 с предварительным покрытием. По другому варианту выполнения оси C роликов 343 могут быть наклонены относительно нормали к стороне 12 листа 1 с предварительным покрытием для улучшения контакта между краями 32 и стороной 12.
Бесконечный приводной элемент 345 направляется по его траектории роликами 343.
Удлиненные пластины 340 прикреплены к бесконечному приводному элементу 345. В частности, удлиненные пластины 340 распределены по окружности бесконечного приводного элемента 345, причем каждая пластина 340 имеет передний конец, прикрепленный к бесконечному приводному элементу 345, и второй свободный конец, расположенный напротив первого конца. Пластины 340 вытянуты в направлении от первого конца ко второму концу. Следовательно, расстояние между первым и вторым концами соответствует длине удлиненных пластин 340.
Удлиненные пластины 340 продолжаются радиально полностью снаружи от петли, образованной бесконечным приводным элементом 345.
Каждый второй свободный конец содержит концевую поверхность 344. Концевые поверхности 344 вторых свободных концов пластин 340 совместно образуют радиально наружную краевую поверхность защитного элемента 326. Эта радиально наружная краевая поверхность защитного элемента 326 образует защитную поверхность 28. Она приводится в движение для перемещения по заданной траектории по замкнутому контуру с помощью бесконечного приводного элемента 345.
Признаки защитной поверхности 28 и, в частности, двугранного угла α и материала защитной поверхности 28 идентичны признакам, раскрытым применительно к первому варианту выполнения.
В этом варианте выполнения толщина t защитного элемента 326 соответствует толщине каждой из удлиненных пластин 340.
Каждая удлиненная пластина 340 преимущественно гибкая таким же образом, как и защитная пластина 40 по первому варианту выполнения. В этом случае отношение R является отношением модуля упругости E материала, образующего удлиненную пластину 340, к толщине t удлиненной пластины 340.
По другому варианту выполнения удлиненные пластины 340 могут быть жесткими.
Каждая удлиненная пластина 340 преимущественно выполнена как цельный элемент из одного материала. Она может быть выполнена, в частности, из одного из материалов, перечисленных выше в случае защитной пластины 40.
По другому варианту выполнения каждая удлиненная пластина 340 может содержать на радиально наружной краевой поверхности, имеющей защитную поверхность 28, покрытие, образованное из первого материала, в то время как остальная часть удлиненной пластины 340 выполнена из второго материала, отличающегося от первого материала. В частности, первый материал может иметь низкую адгезию к материалу, выбрасываемому из предварительного покрытия. Первый материал может быть выбран из вышеупомянутых материалов применительно к защитной поверхности 28. Второй материал может быть выбран из материалов, имеющих надлежащие механические свойства.
Удлиненные пластины 340 также имеют две противоположные поверхности, одна из которых обращена к листу 1, в то время как другая обращена в противоположном направлении.
Удлиненные пластины 340 расположены таким образом, что во время абляции радиально наружные краевые поверхности 344 по меньшей мере некоторой части удлиненных пластин 340 контактируют с листом 1 с предварительным покрытием по меньшей мере в зоне контакта, расположенной так, что она выровнена лазерным лучом 22. Контакт предпочтительно является линейным контактом между листом 1 с предварительным покрытием и краем радиально наружной краевой поверхности удлиненной пластины 340. Радиально наружные краевые поверхности 344 удлиненных пластин 340, выровненных с лазерным лучом 22, продолжаются, по существу, параллельно направлению A абляции.
Длина защитной поверхности 28 в направлении A абляции, которая выровнена с лазерным лучом 22 в заданное время, предпочтительно больше или равна длине l зоны 34 воздействия в том же направлении A.
Наружные краевые поверхности 344 пластин 340 по варианту выполнения являются плоскими, так что защитная поверхность 28 является прямолинейной, если смотреть в сечении в плоскости, нормальной к направлению абляции в зоне контакта.
По другому варианту выполнения наружные краевые поверхности 344 являются криволинейными поверхностями, так что защитная поверхность 28 является криволинейной, если смотреть в сечении в плоскости x-z, нормальной к направлению A абляции в зоне контакта. В частности, наружные краевые поверхности 344 являются вогнутыми с вогнутостью, ориентированной к лазерному лучу 22. Преимущественно, кривая защитной поверхности 28 такова, что она образует уклон, который имеет тенденцию выбрасывать материал предварительного покрытия, выбрасываемый на защитную поверхность 28 в верхнем направлении.
Преимущественно, ролики 343 поддерживаются на месте с помощью соответствующих опорных устройств.
Как можно видеть на фиг. 6, в зависимости от ширины удлиненных пластин 340 в направлении A абляции одна или несколько удлиненных пластин 340 могут быть расположены так, чтобы они были выровнены с лазерным лучом 22 и контактировали с листом 1 с предварительным покрытием в зоне контакта в заданном положении бесконечного приводного элемента 345.
В этом варианте выполнения ролики 343 приводятся во вращение относительно их осей C двигателем, и ролики 343 выполнены с возможностью перемещения бесконечного приводного элемента 345 и, следовательно, удлиненных пластин 340 вдоль их траекторий.
Преимущественно, установка 320 также содержит щетку 146, предназначенную для очистки радиально наружной краевой поверхности защитного элемента 26, когда он движется по его траектории. Эта щетка сходна со щетками, описанными со ссылкой на установки 120 и 220 по второму и третьему вариантам выполнения. Она не показана ни фиг. 6.
Способ подготовки по четвертому варианту выполнения аналогичен способу по второму варианту выполнения за исключением того, что он использует установку 320 по четвертому варианту выполнения. Он также предлагает сходные преимущества.
Установки 120, 220 и 320 могут содержать продувочные сопла 50 и/или всасывающие сопла 52, описанные со ссылкой на первую установку 20. Эти сопла 50, 52 не показаны на фиг. 4 – 6 для упрощения чертежей.
Авторы изобретения подготовили сравнительные образцы стали с предварительным покрытием посредством образования зоны 6 удаления, имеющей ширину 0,9 мм, используя способ лазерной абляции, описанный в EP 2 007 545, без использования защитной поверхности.
В частности, лазерная абляция была выполнена, используя лазер с номинальной средней мощностью 450 Вт, генерирующий импульсы продолжительностью 38 нс и создающие квадратную зону воздействия 1 x 1 мм. Постоянная скорость перемещения при поступательном движении лазерного луча относительно листа составляла 6 м/мин.
На фиг. 7 – 9 показаны микроснимки трех таких листов по плоскости, перпендикулярной направлению абляции. На фиг. 10 показан снимок сверху образца, соответствующего микроснимку из фиг. 9.
На основе этих трех сравнительных образцов авторы изобретения посредством измерений установили, что нарост 10 материала имеет объем, отличающийся высотой, которая варьируется в диапазоне 40 – 200 мкм, и шириной, которая варьируется в диапазоне 40 – 600 мкм.
Авторы изобретения также подготовили образцы листа с предварительным покрытием, используя способ по первому варианту выполнения изобретения.
Эти листы были подготовлены на установке по первому варианту выполнения изобретения. Защитная пластина 40 была изготовлена из латуни и имела толщину 1,2 мм. Двугранный угол α составлял 35°. Рабочие параметры лазерного луча (скорость, мощность, продолжительность импульса и зона воздействия), а также ширина зоны 6 удаления были идентичны параметрам применительно к сравнительным образцам.
На фиг. 11 показан микроснимок, полученный с использованием такого образца листа по изобретению в плоскости, перпендикулярной направлению A абляции, и на фиг. 12 показан снимок сверху этого листа.
На основе образцов, подготовленных, используя способ по изобретению, авторы изобретения посредством измерений установили, что в этом случае нарост 10 материала имеет объем, отличающийся высотой, которая варьируется в диапазоне 0 – 100 мкм, и шириной, которая варьируется в диапазоне 0 – 100 мкм.
Следовательно, способ по изобретению обеспечивает значительное уменьшение объема нароста по сравнению со способами лазерной абляции, в которых не используется защитная поверхность.
Изобретение относится к способу подготовки листа (1) с предварительным покрытием перед его сваркой с другим листом и устройству для его осуществления. Обеспечивают наличие листа (1) с предварительным покрытием, содержащего металлическую подложку (3), имеющую предварительное покрытие по меньшей мере на одной из ее сторон. Удаляют посредством лазерной абляции по меньшей мере участок предварительного покрытия на по меньшей мере одной стороне листа (1) с предварительным покрытием. Абляцию выполняют на установке (20). Установка (20) содержит по меньшей мере один защитный элемент (26), содержащий защитную поверхность (28). Во время этапа абляции защитная поверхность (28) находится в контакте с листом (1) с предварительным покрытием в зоне контакта, расположенной так, что она выровнена с лазерным лучом (22), когда лазерный луч (22) удаляет участок предварительного покрытия. Плоскость, касательная к указанной защитной поверхности (28) в зоне контакта, образует двугранный угол с плоскостью (12) листа (1) с предварительным покрытием, причем указанный угол составляет меньше 90°. Технический результат состоит в повышении качества сваренных деталей за счет предотвращения накапливания материала от предварительного покрытия на крае зоны удаления, создающего нарост материала от предварительного покрытия на этом краю. 2 н. и 31 з.п. ф-лы, 12 ил.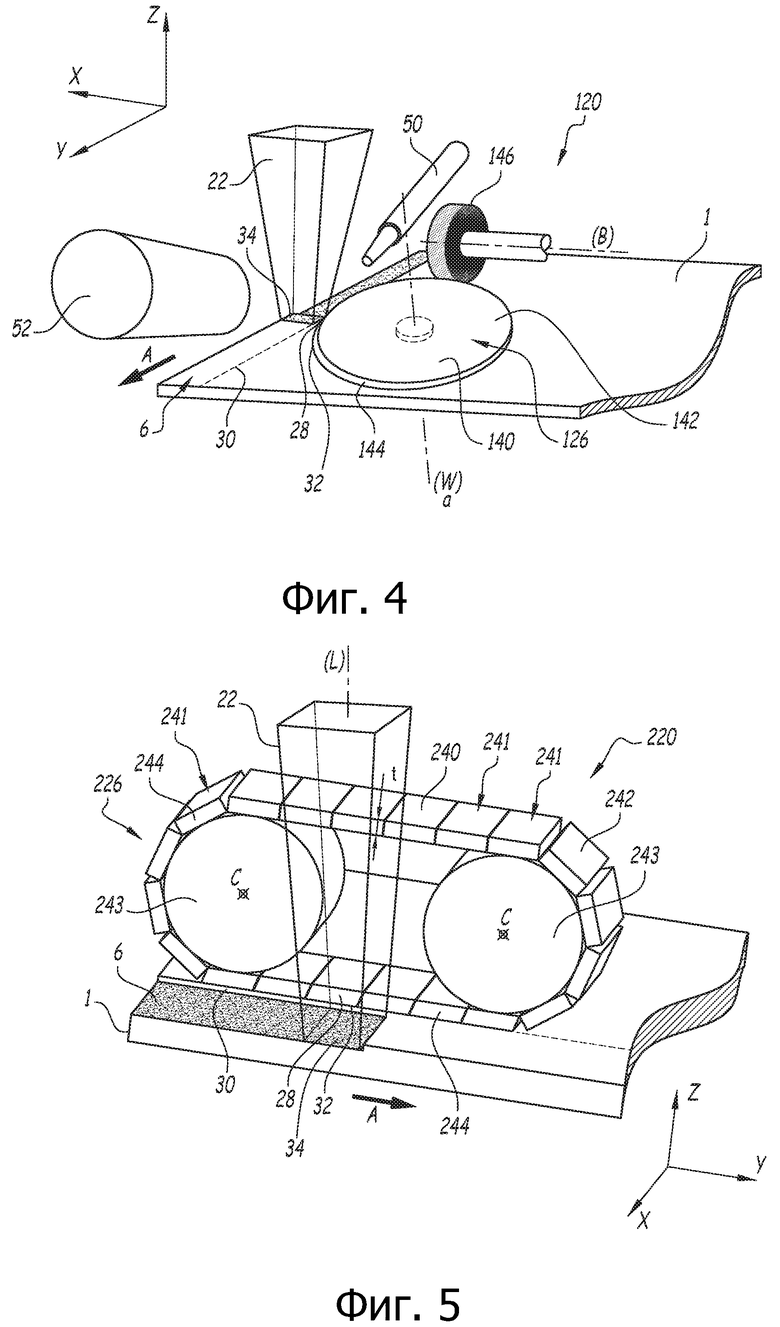
1. Способ подготовки листа (1) с предварительным покрытием перед его сваркой с другим листом (1), включающий следующие последовательные этапы:
обеспечение наличия листа (1) с предварительным покрытием, содержащего металлическую подложку (3), имеющую предварительное покрытие (5) на по меньшей мере одной из ее сторон;
удаление посредством лазерной абляции по меньшей мере участка предварительного покрытия (5) на указанной по меньшей мере одной стороне (12) листа (1) с предварительным покрытием в зоне (6) удаления, причем указанную лазерную абляцию выполняют в направлении (A) абляции, а указанный этап абляции выполняют на установке (20; 120; 220; 320);
отличающийся тем, что указанная установка (20; 120; 220; 320) содержит по меньшей мере один защитный элемент (26; 126; 226; 326), содержащий защитную поверхность (28), при этом
во время этапа абляции защитная поверхность (28) находится в контакте с листом (1) с предварительным покрытием в зоне контакта, расположенной на участке абляции лазерным лучом (22) предварительного покрытия,
при этом плоскость (P), касательная к указанной защитной поверхности (28) в зоне контакта, образует двугранный угол (α) с плоскостью указанной стороны (12) указанного листа (1) с предварительным покрытием, причем указанный двугранный угол (α) составляет меньше 90°,
причем двугранный угол (α) определяется как угол между участком стороны (12) листа (1) с предварительным покрытием (5), расположенным в зоне абляции, и участком указанной касательной плоскости (P), простирающейся от листа (1) с предварительным покрытием, при этом
защитная поверхность (28) расположена на траектории материала предварительного покрытия, выбрасываемого во время абляции в направлении участка стороны (12) листа (1) с предварительным покрытием, расположенным в зоне абляции.
2. Способ по п. 1, в котором одновременно с лазерной абляцией осуществляют продувку с помощью продувочного сопла (50) струи газа с задней стороны лазерного луча (22), причем указанную струю газа направляют в направлении ниже по технологическому потоку относительно направления (A) абляции.
3. Способ по п. 1 или 2, в котором двугранный угол (α) меньше или равен 45°.
4. Способ по п. 1 или 2, в котором расстояние (d) между краем (13) листа (1) с предварительным покрытием, на котором выполняют абляцию, и краем (32) защитой поверхности (28), наиболее близко расположенным к лазерному лучу (22), составляет 0,4 – 1,1 ширины (b) зоны (6) удаления.
5. Способ по п. 1 или 2, в котором одновременно с лазерной абляцией осуществляют всасывание с помощью всасывающего сопла (52) материала, образующегося в результате абляции перед лазерным лучом (22).
6. Способ по п. 1 или 2, в котором для защитного элемента (26; 126; 226; 326) отношение модуля упругости (E) материала, образующего защитный элемент (26; 126; 226; 326), к толщине защитного элемента (26; 126; 226; 326) составляет 50 - 150 ГПа⋅мм-1.
7. Способ по п. 1 или 2, в котором защитная поверхность (28) является плоской.
8. Способ по п. 1 или 2, в котором защитная поверхность (28) является криволинейной.
9. Способ по п. 8, в котором защитная поверхность является вогнутой с вогнутостью, ориентированной к лазерному лучу.
10. Способ по п. 1 или 2, в котором на этапе абляции осуществляют относительное перемещение защитной поверхности (28) относительно листа (1) с предварительным покрытием, когда лазерный луч (22) удаляет по меньшей мере участок предварительного покрытия посредством абляции.
11. Способ по п. 10, в котором контакт между листом (1) с предварительным покрытием и защитной поверхностью (28) является контактом при скольжении.
12. Способ по п. 1 или 2, в котором защитная поверхность (28) закреплена на месте относительно листа (1) с предварительным покрытием во время этапа абляции.
13. Способ по п. 1 или 2, в котором указанный защитный элемент (26) является защитной пластиной (40), причем защитная поверхность (28) образована на поперечной краевой поверхности указанной защитной пластины (40), простирающейся параллельно направлению (A) абляции.
14. Способ по п. 13, в котором задний угол защитной пластины (40) относительно направления (A) абляции оснащен скребком, причем указанный скребок перемещают по стороне (12) листа (1) с предварительным покрытием таким образом, что он удаляет небольшие количества выбрасываемого материала из предварительного покрытия (5), которые могут выбрасываться между защитной пластиной (40) и стороной (12) листа (1) с предварительным покрытием.
15. Способ по п. 1 или 2, в котором защитный элемент (126; 226; 326) перемещают относительно лазерного луча (22) во время этапа абляции.
16. Способ по п. 15, в котором установка (120; 220; 320) содержит щетку (146), которой очищают защитную поверхность (28) во время этапа абляции.
17. Способ по п. 15, в котором защитный элемент (126) является диском (140), который вращают вокруг оси (Wa) диска во время этапа абляции, причем диск (140) содержит окружную краевую поверхность (144), содержащую защитную поверхность (28).
18. Способ по п. 15, в котором защитный элемент (226) является бесконечной лентой (240), содержащей наружную поперечную краевую поверхность, простирающуюся параллельно направлению (A) абляции и содержащую защитную поверхность (28), причем бесконечную ленту (240) перемещают относительно лазерного луча (22) во время этапа абляции.
19. Способ по п. 18, в котором бесконечная лента (240) является шарнирной лентой, содержащей множество элементов (241) ленты.
20. Способ по п. 15, в котором установка (320) содержит бесконечный приводной элемент (345), при этом защитный элемент (326) образован множеством удлиненных пластин (340), распределенных по окружности бесконечного приводного элемента (345), причем каждая удлиненная пластина (340) имеет первый конец, прикрепленный к указанному бесконечному приводному элементу (345), и второй свободный конец, расположенный напротив первого конца, причем каждый второй свободный конец содержит концевую поверхность (344), причем концевые поверхности (344) вторых свободных концов удлиненных пластин (340) совместно образуют радиально наружную краевую поверхность защитного элемента (326), содержащую защитную поверхность (28), причем удлиненные пластины (340) перемещают бесконечным приводным элементом (345) относительно лазерного луча (22) во время этапа абляции.
21. Способ по п. 1 или 2, в котором предварительное покрытие (5) выбирают из слоя алюминия, слоя алюминиевого сплава или слоя сплава на основе алюминия.
22. Способ по п. 1 или 2, в котором ось (L) лазерного луча (22) во время этапа абляции наклонена относительно нормали к стороне (12) листа (1) с предварительным покрытием.
23. Установка (20; 120; 220; 320) для осуществления способа по п. 1 или 2, содержащая:
лазер, предназначенный для испускания лазерного луча (22) для удаления по меньшей мере участка предварительного покрытия с листа (1) с предварительным покрытием во время абляции, и
защитный элемент (26; 126; 226; 326), содержащий защитную поверхность (28), причем указанная защитная поверхность (28) выполнена с возможностью контакта с листом (1) с предварительным покрытием в зоне контакта, расположенной на участке абляции лазерным лучом (22) предварительного покрытия (5),
причем защитная поверхность (28) расположена внутри установки (20; 120; 220; 320) так, что плоскость (P), касательная к указанной защитной поверхности (28) в зоне контакта, образует двугранный угол (α) с плоскостью указанной стороны (12) листа (1) с предварительным покрытием, причем указанный двугранный угол (α) меньше 90°,
причем двугранный угол (α) определяется как угол между участком стороны (12) листа (1) с предварительным покрытием (5), расположенным в зоне абляции, и участком указанной касательной плоскости (P), простирающейся от листа (1) с предварительным покрытием,
защитная поверхность (28) расположена на траектории материала предварительного покрытия, выбрасываемого во время абляции в направлении участка стороны (12) листа (1) с предварительным покрытием, расположенным в зоне абляции.
24. Установка (20; 120; 220; 320) по п. 23, которая содержит продувочное сопло (50), предназначенное для продувки струи газа с задней стороны лазерного луча (22), причем указанная струя газа направлена в направлении ниже по технологическому потоку относительно направления (A) абляции.
25. Установка (20; 120; 220; 320) по п. 23, в которой двугранный угол (α) меньше или равен 45°.
26. Установка (20; 120; 220; 320) по п. 23, в которой расстояние (d) между краем (13) листа (1) с предварительным покрытием, на котором выполняют абляцию, и краем (32) защитой поверхности (28), наиболее близко расположенным к лазерному лучу (22), составляет 0,4 – 1,1 ширины (b) заданной зоны (6) удаления.
27. Установка (20) по п. 23, в которой указанный защитный элемент (26) является защитной пластиной (40), при этом защитная поверхность (28) образована на поперечной краевой поверхности указанной защитной пластины (40), простирающейся параллельно направлению (A) абляции.
28. Установка (20) по п. 23, в которой задний угол защитной пластины (40) относительно направления (A) абляции оснащен скребком, причем указанный скребок выполнен с возможностью перемещения по стороне (12) листа (1) с предварительным покрытием таким образом, что он удаляет следы выбрасываемого материала из предварительного покрытия (5), которые могут выбрасываться между защитной пластиной (40) и стороной (12) листа (1) с предварительным покрытием.
29. Установка (120; 220; 320) по п. 23, в которой защитный элемент (126; 226; 326) выполнен с возможностью движения относительно лазерного луча (22).
30. Установка (120; 220; 320) по п. 28, которая содержит щетку (146), предназначенную для очистки защитной поверхности (28) во время лазерной абляции.
31. Установка (120) по п. 29, в которой защитный элемент (126) является диском (140), причем диск (140) содержит окружную поверхность, содержащую защитную поверхность (28), причем диск (140) выполнен с возможностью вращения вокруг оси (Wa) диска.
32. Установка (220) по п. 29, в которой защитный элемент (26) является бесконечной лентой (240), содержащей наружную поперечную краевую поверхность (244), простирающуюся параллельно направлению (A) абляции и содержащую защитную поверхность (28), причем бесконечная лента (240) выполнена с возможностью движения относительно лазерного луча (22).
33. Установка (320) по п. 29, которая содержит бесконечный приводной элемент (345), при этом защитный элемент (26) образован множеством удлиненных пластин (340), распределенных по окружности бесконечного приводного элемента (345), причем каждая удлиненная пластина (340) имеет первый конец, прикрепленный к указанному бесконечному приводному элементу (345), и второй свободный конец, расположенный напротив первого конца, причем каждый второй свободный конец содержит концевую поверхность (344), при этом концевые поверхности (344) вторых свободных концов удлиненных пластин (340) совместно образуют радиально наружную краевую поверхность защитного элемента (26), содержащего защитную поверхность (28), причем бесконечный приводной элемент (345) выполнен с возможностью перемещения удлиненных пластин (340) относительно лазерного луча (22).
| US 20140270922 A1, 18.09.2014 | |||
| JP 2014161895 A, 08.09.2014 | |||
| EP 1985403 B1, 18.05.2011 | |||
| СПОСОБ ВЫРЕЗАНИЯ ПОСРЕДСТВОМ ЛАЗЕРНОГО ЛУЧА | 2007 |
|
RU2425742C2 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2382693C1 |

