Изобретение относится к авиационной промышленности, в частности к устройствам для изготовления сварных моноколес, применяемых преимущественно в роторах газотурбинных двигателей.
Известно, что при изготовлении моноколеса, представляющего собой моноблочный лопаточный диск с множеством лопаток, присоединенных к диску радиально, сначала формируют лопатку, имеющую выступ для соединения с диском, затем соединяют выступ лопатки с выступом диска посредством линейной сварки трением при помощи различных устройств (https://chiefengineer.ru/tehnologii-metaloobrabotki/tehnologii-obrabotki-metalla/proizvodstvo-monokolyos-i-krylchatok-gazoturbinnyh-dvigateley/ дата обращения 30.11.2023).
Известно устройство для линейной сварки трением содержащее станину, установленную в определенное положение относительно стола сварочной машины, неподвижно установленный на станине узел вращения диска моноколеса в виде револьверной головки, содержащей основание для установки диска моноколеса, крышку для прижатия диска моноколеса к основанию, стержень с резьбовым соединением на концевой части, гайку для закрепления крышки на стержне, гидропривод, причем на верхней поверхности основания неподвижно установлен фиксатор для удержания от разворота диска моноколеса относительно основания, при этом основание выполнено с возможностью поворота на фиксированный угол при смене позиции для сварки лопаток с диском моноколеса (патент ЕР 1000695, МПК В23К 20/12, опубл. 17.05.2000).
Недостатком устройства является то, что при сварке моноколеса с другой конусностью наружной поверхности диска или с другим углом разворота свариваемого сечения лопаток относительно оси диска необходимо заменять не только револьверную головку, но и станину, на которую она установлена, а также проводить трудоемкую настройку пространственного положения устройства относительно стола сварочной машины с точностью до сотых долей миллиметра. Это значительно увеличивает трудоемкость подготовки производства моноколес при сварке моноколес другого типоразмера.
Наиболее близким к заявленному является устройство для закрепления диска моноколеса в сварочной машине при соединении с лопатками путем линейной сварки трением, содержащее станину, установленную в заданном положении относительно стола сварочной машины, на которую неподвижно устанавливается закрепляемый болтовыми соединениями сменный корпус с револьверной головкой, содержащей основание и стержень с резьбовым соединением на концевой части для установки диска моноколеса, крышку для прижатия диска моноколеса к основанию, гайку для закрепления крышки на упомянутом стержне и гидропривод, причем на верхней поверхности основания установлен неподвижный фиксатор для удержания от разворота диска моноколеса относительно основания, а основание выполнено с возможностью поворота на фиксированный угол при смене позиции для приварки каждой следующей лопатки к диску моноколеса, револьверная головка выполнена сменной и установлена с помощью втулки в сменном корпусе, а гидропривод установлен в корпусе с возможностью передачи усилия для прижатия и удержания диска моноколеса в процессе сварки, а также для подъема основания при смене положения диска моноколеса под приварку каждой следующей лопатки, при этом упомянутый стержень с резьбовым соединением на его концевой части является тягой гидропривода, а в основании револьверной головки выполнены отверстия, число которых соответствует числу привариваемых лопаток, для зацепления лопатки с подвижным фиксатором, размещенным с возможностью его осевого перемещения в отверстии, выполненном во втулке, при этом на стержне револьверной головки установлен подшипник, на который опирается основание при смене положения диска моноколеса для приварки каждой следующей лопатки (Патент RU 2563615 C1, B23K 20/12, F01D 5/30,опубл. 20.09.2015).
Недостатком устройства является то, что при сварке диска моноколеса с лопатками поворот револьверной головки на фиксированный угол при смене позиции для приварки каждой следующей лопатки к диску моноколеса после ее подъема гидроприводом необходимо выполнять вручную, что существенно снижает производительность производства сварных моноколес.
Задачей изобретения является расширение функциональных возможностей устройства.
Технический результат - повышение производительности изготовления сварных моноколес за счет вращения револьверной головки устройства в положение сварки каждой лопатки моноколеса с применением сервопривода.
Задача решается, а технический результат достигается тем, что устройство для закрепления диска моноколеса в сварочной машине при соединении с лопатками путем линейной сварки трением, содержащее станину, установленную в заданном положении относительно стола сварочной машины, на которую неподвижно устанавливается закрепляемый болтовыми соединениями сменный корпус с револьверной головкой, содержащей основание и стержень с резьбовым соединением на концевой части для установки диска моноколеса, крышку для прижатия диска моноколеса к основанию, гайку для закрепления крышки на упомянутом стержне и гидропривод, причем на верхней поверхности основания установлен неподвижный фиксатор для удержания от разворота диска моноколеса относительно основания, а основание выполнено с возможностью поворота на фиксированный угол при смене позиции для приварки каждой следующей лопатки к диску моноколеса, револьверная головка выполнена сменной и установлена с помощью втулки в сменном корпусе, а гидропривод установлен в корпусе с возможностью передачи усилия для прижатия и удержания диска моноколеса в процессе сварки, а также для подъема основания при смене положения диска моноколеса под приварку каждой следующей лопатки, при этом упомянутый стержень с резьбовым соединением на его концевой части является тягой гидропривода, а в основании револьверной головки выполнены отверстия, число которых соответствует числу привариваемых лопаток, для зацепления лопатки с подвижным фиксатором, размещенным с возможностью его осевого перемещения в отверстии, выполненном во втулке, при этом на стержне револьверной головки установлен подшипник, на который опирается основание при смене положения диска моноколеса для приварки каждой следующей лопатки, согласно изобретению, содержит узел сервопривода с кронштейном, прикрепленный болтовыми соединениями к сменному корпусу и установленное неподвижно на валу узла сервопривода ведущее зубчатое колесо с закрепленными на нем с помощью винтов двумя ребордами, содержит ведомое зубчатое колесо, установленное на основании с помощью неподвижного фиксатора и закрепленное на основании совместно с верхней ребордой болтовыми соединениями, содержит нижнюю реборду, прикрепленную к основанию болтовыми соединениями, и зубчатый ремень, передающий вращение с ведущего зубчатого колеса на ведомое зубчатое колесо.
Технический результат достигается благодаря следующему.
Выполнение устройства с узлом сервопривода вращения револьверной головки дает возможность поворота на фиксированный угол при смене позиции для приварки каждой следующей лопатки к диску моноколеса без подхода оператора к устройству и ручного поворота револьверной головки, что существенно снижает затраты времени при производстве сварных моноколес. С учетом того, что количество лопаток моноколес может достигать нескольких десятков применение заявляемого устройства позволяет значительно сократить трудоемкость производства сварных моноколес.
Эластичность ременной передачи позволяет исключить перекосы и заклинивание подвижного фиксатора при первоначальной настройке угла поворота револьверной головки и допускает ее вертикальные перемещения из поворотного положения в положение сварки.
Сущность изобретения поясняется чертежами, где:
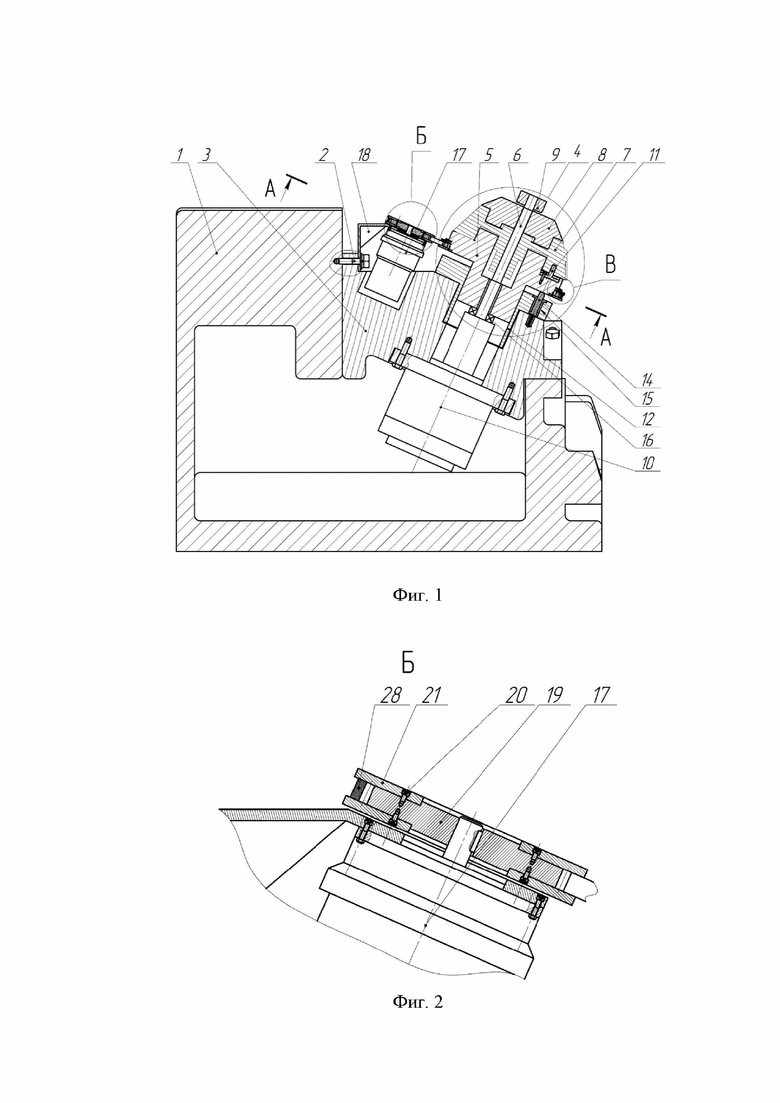
на фиг. 1 показано заявляемое устройство для линейной сварки в разрезе в положении, когда осуществляется вращение револьверной головки;
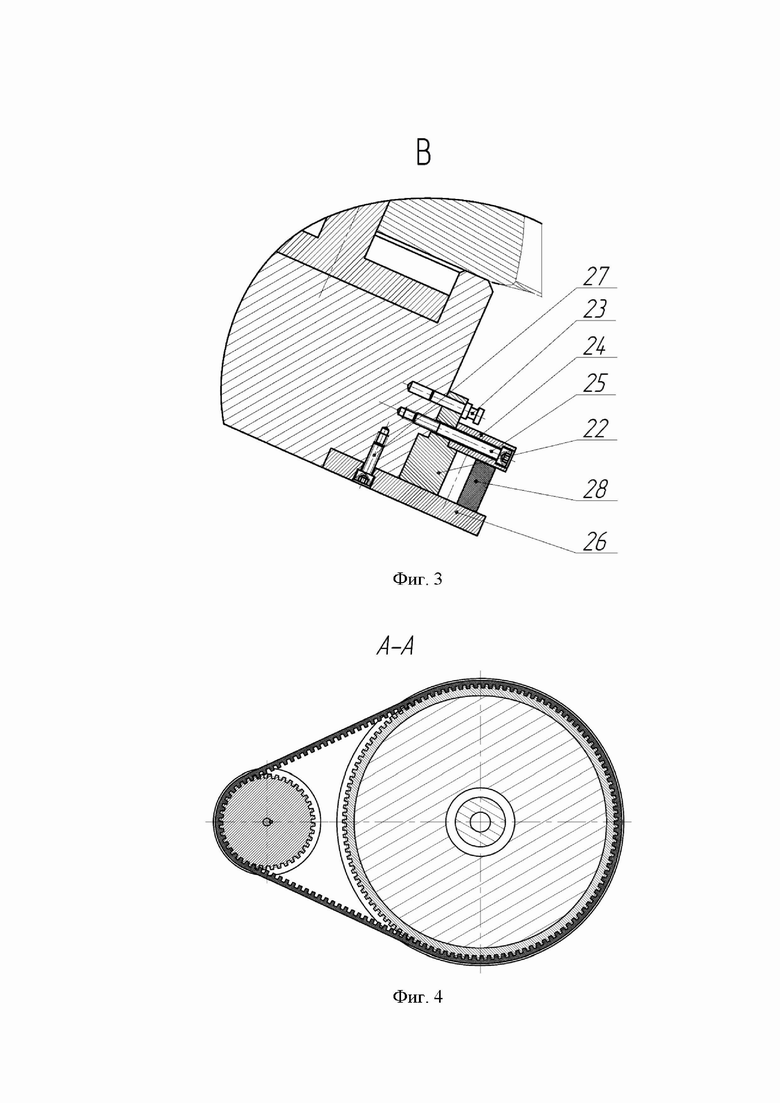
на фиг. 2 показана верхняя часть привода вращения зубчатого ремня в разрезе;
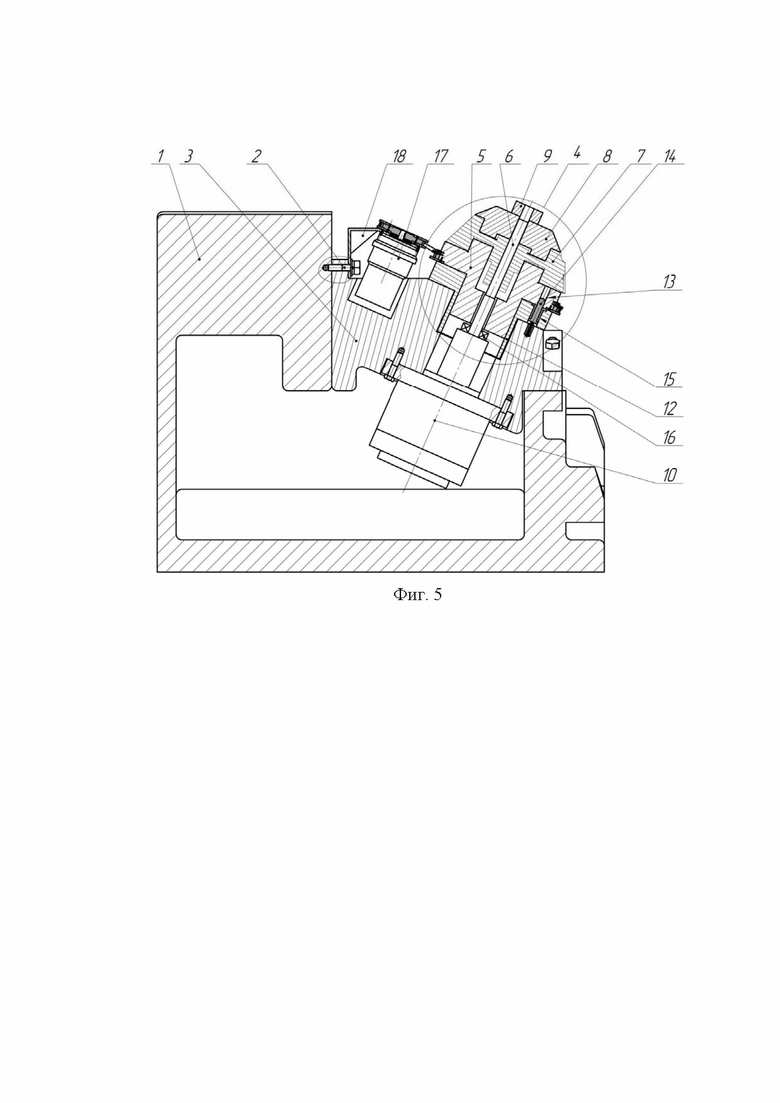
на фиг. 3 показана часть привода вращения на основании револьверной головки в разрезе;
на фиг. 4 показана ременная передача в разрезе;
на фиг. 5 показано заявляемое устройство для линейной сварки в разрезе в положении, когда осуществляется линейная сварка трением.
Предложенное устройство для линейной сварки трением (фиг. 1, 2, 3, 4, 5) содержит станину 1, установленную в заданном положении относительно стола сварочной машины, на которую неподвижно устанавливается закрепляемый болтовыми соединениями 2 сменный корпус 3 с револьверной головкой 4, содержащей основание 5 и стержень 6 с резьбовым соединением на концевой части для установки диска моноколеса 7, крышку 8 для прижатия диска моноколеса к основанию, гайку 9 для закрепления крышки на упомянутом стержне и гидропривод 10, причем на верхней поверхности основания установлен неподвижный фиксатор 11 для удержания от разворота диска моноколеса относительно основания, а основание выполнено с возможностью поворота на фиксированный угол при смене позиции для приварки каждой следующей лопатки к диску моноколеса, револьверная головка выполнена сменной и установлена с помощью втулки 12 в сменном корпусе, а гидропривод установлен в корпусе с возможностью передачи усилия для прижатия и удержания диска моноколеса в процессе сварки, а также для подъема основания при смене положения диска моноколеса под приварку каждой следующей лопатки, при этом упомянутый стержень с резьбовым соединением на его концевой части является тягой гидропривода, а в основании револьверной головки выполнены отверстия 13, число которых соответствует числу привариваемых лопаток, для зацепления с подвижным фиксатором 14, размещенным с возможностью его осевого перемещения в отверстии 15, выполненном во втулке, при этом на стержне револьверной головки установлен подшипник 16, на который опирается основание при смене положения диска моноколеса для приварки каждой следующей лопатки, содержит узел сервопривода 17 с кронштейном 18, прикрепленный болтовыми соединениями 2 к сменному корпусу 3, установленное неподвижно на валу узла сервопривода ведущее зубчатое колесо 19 с закрепленными на нем винтами 20 двумя ребордами 21, ведомое зубчатое колесо 22, установленное на основании 5 и закрепленное на нем с помощью неподвижного фиксатора 23 и, совместно с верхней ребордой 24, болтовыми соединениями 25, нижней реборды 26 прикрепленной к основанию 5 болтовыми соединениями 27 и зубчатого ремня 28 передающего вращение с ведущего зубчатого колеса на ведомое зубчатое колесо.
Устройство работает следующим образом.
В начальном положении стержень 6 и, соответственно, основание 5 установлены гидроприводом 10 в верхнее положение, со стержня сняты крышка 8 и гайка 9.
На основание 5 по диаметру базирующего выступа и неподвижному фиксатору 11 устанавливается диск моноколеса 7. На стержень 6 надевается крышка 8, которая базируется по диаметру диска моноколеса, и закручивается гайка 9, которая стопорится относительно стержня. Далее узел сервопривода 17 через зубчатую ременную передачу (фиг. 1, 2, 3, 4) вращает основание 5 с зафиксированными на нем деталями из положения, при котором подпружиненный подвижный фиксатор 14, размещенный во втулке 12, не попадает в отверстие 13 в основании 5 револьверной головки (фиг. 1) до положения, когда подпружиненный подвижный фиксатор 14 попадает в отверстие 13. После чего гидроприводом 10 осуществляют прижатие диска моноколеса 7 к вращаемому основанию 5 и прижатие вращаемого основания к втулке 12 через закрепленную на стержне 6 с помощью гайки 9 крышку 8. При этом подвижный фиксатор 14 входит в зацепление по цилиндрической поверхности с отверстием 13 вращаемого основания 5 (фиг. 5). В таком положении производится приварка лопатки к диску.
Для приварки каждой следующей лопатки гидроприводом 10 вращаемое основание 5 и остальные связанные с ним детали перемещаются в верхнее положение и узлом сервопривода 17 через зубчатую ременную передачу осуществляется поворот вращаемого основания до следующего необходимого для сварки положения диска моноколеса, а затем гидроприводом 10 вращаемое основание 5 и остальные связанные с ним детали перемещаются в положение, при котором выполняется сварка.
После приварки всех лопаток вращаемое основание 5 и связанные с ним детали гидроприводом 10 приводятся в исходное положение, откручивается гайка 9 и снимается крышка 8, и сварное моноколесо 7 снимается с устройства.
Таким образом, заявленное изобретение позволяет повысить производительность изготовления сварных моноколес за счет вращения револьверной головки устройства в положение сварки каждой лопатки моноколеса с применением сервопривода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ БЛИСКОВ | 2014 |
|
RU2563615C1 |
| СПОСОБ ЗАМЕНЫ ПОВРЕЖДЕННОЙ ЛОПАТКИ МОНОКОЛЕСА | 2024 |
|
RU2824976C1 |
| Способ получения заготовки лопатки газотурбинного двигателя для линейной сварки трением | 2016 |
|
RU2631231C1 |
| Устройство для электродуговой приварки стержней | 1981 |
|
SU959946A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКОЛЕСА ТУРБОМАШИНЫ | 2013 |
|
RU2513491C1 |
| РОТОР ВЕНТИЛЯТОРА И ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ | 2012 |
|
RU2594037C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2268131C1 |
| Способ линейной сварки трением двух частей лопатки моноколеса при ремонте | 2022 |
|
RU2795514C1 |
| ПРЕСС С РЕВОЛЬВЕРНОЙ ГОЛОВКОЙ | 1970 |
|
SU273628A1 |
| Установка для сварки внутреннихКОльцЕВыХ шВОВ МЕМбРАН СильфОНОВ | 1979 |
|
SU829381A1 |
Изобретение может быть использовано при изготовлении сваркой трением моноколес, преимущественно для роторов газотурбинных двигателей. Неподвижно закрепленный на станине устройства сменный корпус с револьверной головкой содержит гидропривод с возможностью передачи усилия для прижатия и удержания диска моноколеса в процессе сварки, а также для подъема основания при смене положения диска моноколеса под приварку каждой следующей лопатки. В основании револьверной головки выполнены отверстия, число которых соответствует числу привариваемых лопаток, для зацепления лопатки с подвижным фиксатором, размещенным с возможностью его осевого перемещения в отверстии, выполненном во втулке. Устройство содержит установленный на сменном корпусе узел сервопривода с передачей вращения револьверной головке зубчатым ремнем. Обеспечивается расширение функциональных возможностей устройства и сокрашение трудоемкости производства сварных моноколес. 5 ил.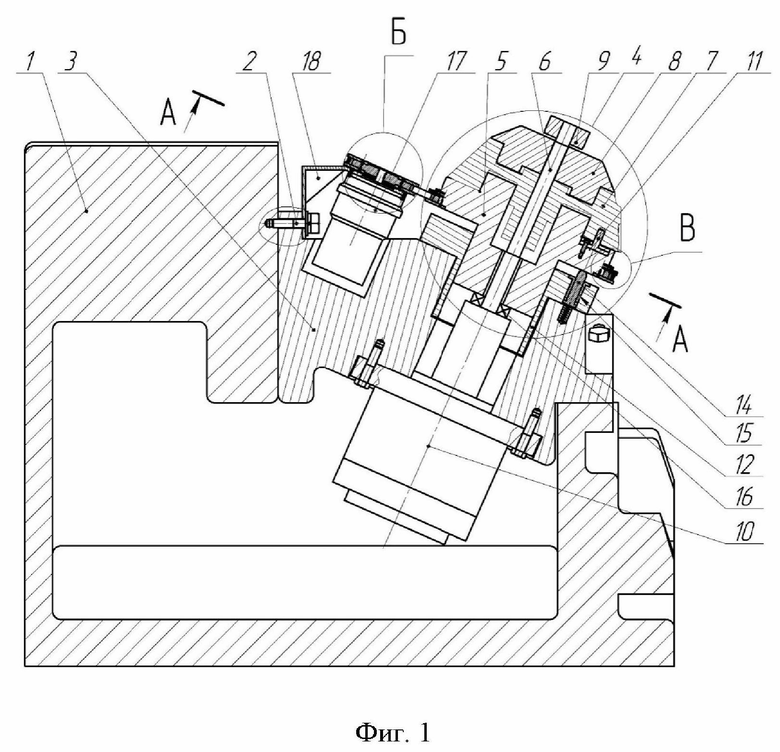
Устройство для закрепления диска моноколеса в сварочной машине при соединении с лопатками путем линейной сварки трением, содержащее станину, установленную в заданном положении относительно стола сварочной машины, на которую неподвижно устанавливается закрепляемый болтовыми соединениями сменный корпус с револьверной головкой, содержащей основание и стержень с резьбовым соединением на концевой части для установки диска моноколеса, крышку для прижатия диска моноколеса к основанию, гайку для закрепления крышки на упомянутом стержне и гидропривод, причем на верхней поверхности основания установлен неподвижный фиксатор для удержания от разворота диска моноколеса относительно основания, а основание выполнено с возможностью поворота на фиксированный угол при смене позиции для приварки каждой следующей лопатки к диску моноколеса, револьверная головка выполнена сменной и установлена с помощью втулки в сменном корпусе, а гидропривод установлен в корпусе с возможностью передачи усилия для прижатия и удержания диска моноколеса в процессе сварки, а также для подъема основания при смене положения диска моноколеса под приварку каждой следующей лопатки, при этом упомянутый стержень с резьбовым соединением на его концевой части является тягой гидропривода, а в основании револьверной головки выполнены отверстия, число которых соответствует числу привариваемых лопаток, для зацепления лопатки с подвижным фиксатором, размещенным с возможностью его осевого перемещения в отверстии, выполненном во втулке, при этом на стержне револьверной головки установлен подшипник, на который опирается основание при смене положения диска моноколеса для приварки каждой следующей лопатки, отличающееся тем, что содержит узел сервопривода с кронштейном, прикрепленный болтовыми соединениями к сменному корпусу, и установленное неподвижно на валу узла сервопривода ведущее зубчатое колесо с закрепленными на нем с помощью винтов двумя ребордами, содержит ведомое зубчатое колесо, установленное на основании с помощью неподвижного фиксатора и закрепленное на основании совместно с верхней ребордой болтовыми соединениями, содержит нижнюю реборду, прикрепленную к основанию болтовыми соединениями, и зубчатый ремень, передающий вращение с ведущего зубчатого колеса на ведомое зубчатое колесо.
| УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ БЛИСКОВ | 2014 |
|
RU2563615C1 |
| УСТАНОВКА ДЛЯ ПОСЛЕУБОРОЧНОЙ ОБРАБОТКИ ТАБАЧНЫХ ЛИСТЬЕВ | 0 |
|
SU185248A1 |
| Способ получения заготовки лопатки газотурбинного двигателя для линейной сварки трением | 2016 |
|
RU2631231C1 |
| US 5148957 A1, 22.09.1992 | |||
| US 5813593 A1, 29.09.1998. | |||

