Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для получения пакетов стальной арматуры, которая нарезана по длине, в частности, при непрерывном изготовлении самой арматуры.
Точнее, изобретение относится к получению таких пакетов, арматура в которых отвечает требованиям заказчика, и имеет конкретную длину.
Уровень техники
Стальные арматурные стержни для армирования бетона или узкоспециализированные стальные изделия, все они в рамках бизнес-модели имеют фундаментальный недостаток: они все являются предметами массового спроса, при этом они требуют существенных капиталовложений при организации сталепрокатного завода для их производства. Настоящее изобретение превращает бизнес «предметов массового спроса» в бизнес «массового изготовления заказных изделий», извлекая больше пользы из процесса. Изобретение позволит прокатному стану выдавать стальные арматурные стержни, нарезанные на мерные отрезки внутри самой производственной линии, и одновременно существенно снизить потери, связанные с обрезкой концов. Изобретение может быть внедрено в любой существующий прокатный стан с минимальными дополнительными вложениями.
Стальные арматурные стержни обычно поставляют в виде отрезков «стандартной длины» 12 м, 15 м или 18 м в пакетах «стандартного веса», как правило, в пакетах одноразмерной арматуры весом 2 т. Что касается стержней для армирования бетона, то их все равно в дальнейшем придется резать на более короткие отрезки в соответствии с проектом конструкции здания для конкретных колонн, балок или плит перекрытия. Как правило, никто не рассчитывает, чтобы в отрезках стандартной длины содержалось целое число таких коротких конкретных отрезков, что приводит к потерям при обрезке концов. Такую нарезку в размер обычно выполняют на площадке «резки и гибки», которая находится либо на самой строительной площадке, либо вне ее. На операции «резки и гибки» типичные ожидаемые потери на обрезке концов арматуры составляют 5% даже при использовании лучших программ компьютерной оптимизации. Эти 5% составляют весьма существенную величину в проекте здания, особенно при высоких текущих ценах на стальную арматуру.
Стандартные длины 12 м, 15 м и 18 м выбраны исходя из того, чтобы обеспечить максимальное использование размера грузовых помещений судов и автотранспорта, а стандартный вес пакетов выбран для оптимизации грузоподъемности подъемного оборудования на судах и автомобилях.
Наряду с этим существует технологическая необходимость «сварки встык» горячих слитков, при которой хвостовой торец слитка сваривают с передним торцом следующего слитка непосредственно в технологической линии, по мере того как слитки выходят из нагревательной печи. Такая операция будет давать возможность осуществления непрерывной, бесконечной прокатки стержней. Это подобно последовательной разливке металла в машине непрерывного литья. Основная цель процесса бесконечной прокатки - минимизация головной и хвостовой обрезки в прокатном стане и нежелательных потерь в стеллаже-холодильнике. При использовании процесса сварки встык и при очень высокой точности работы современных летучих ножниц перед стеллажом-холодильником, для 120 м стержней можно получить на стеллаже-холодильнике погрешность длины +50 мм / -00 мм. Это соответствует концевым потерям около 0,05% по сравнению с промышленной нормой 2,5%.
Процесс сварки встык создает повышенные температуры в каждом месте стыка слитков. Из-за того что характеристики удлинения/уширения материала зависят от температуры, места стыков, температура которых выше, чем у остальной части слитка, будут испытывать больше удлинение, чем уширение, что будет приводить к появлению «перетяжек» - участков с меньшей площадью поперечного сечения, чем номинальная площадь сечения конечного продукта. Это означает, что площадь сечения стыка может падать ниже минимальной площади, оговариваемой в стандарте сталей. В патенте США 6929167 раскрыт способ, исключающий появление таких перетяжек. Согласно патенту, в процессе фактической работы, в линии прокатки устанавливают измерительные устройства для непрерывного контроля размера стальных прутков, при этом результаты показывают, что способ позволяет поддерживать однородное поперечное сечение по всей длине стержня, включая места стыковой сварки.
При использовании сварки встык и при однородности поперечного сечения в местах стыка, на прокатных станах можно производить стальные стержни с «резкой на мерные длины непосредственно в линии» без потерь, связанных с обрезкой концов. Обычно, стальные стрежни прокатывают из слитков квадратного сечения со стороной 150 мм и длиной 12 м. Такие слитки прокатывают до получения конечных стальных стержней различного диаметра от 50 мм до 10 мм. В силу того, что исходный вес слитка имеет определенную конечную величину, слиток в процессе прокатки каждого диаметра будет превращаться в стержни различной длины. Общие длины стержней, полученных из каждого куска слитка, не будут точными кратными величинами нормальной длины 12 м конечных стержней, и поэтому будут потери, связанные с обрезкой концов. Потери обычно составляют 2,5%. В случае вышеописанной бесконечной прокатки слитки сварены «торец к торцу», образуя непрерывную бесконечную заготовку, и потери обрезки концов отсутствуют.
В технических требованиях на стальной пруток стандарта BS4449 или ASTM 615 допускается отклонение размера при условии, что оно не нарушает прочности прутка. В типичном случае, согласно BS4449 (2005), такое допустимое отклонение составляет ±4,5%. Цель заключается в обеспечении допустимого отклонения -3%, т.е. получении более легких стержней, но, без снижения прочности стержня при номинальном диаметре. При прокатке одиночного слитка, уменьшение диаметра конечного стержня на 3% даст концевое удлинение на те же 3%. И такой удлиненный конец уйдет в отходы. В случае бесконечной прокатки сваренных слитков, удлиненный конец войдет в следующий поступающий слиток и станет его частью, а уменьшение диаметра на 3% будет полностью полезно использовано, и материал в отходы не уйдет.
По соображениям необходимости отгрузки и перевозки автомобильным транспортом, такие законченные стальные стержни обычно режут на отрезки 12 м, 15 м или 18 м. Из-за различия длин колонн, балок или плит фактические требования к длине на строительной площадке никогда в точности не равны 12 м, 15 м или 18 м. Стержни приходится резать в процессе отдельной операции. Типичные концевые потери при нарезке стержней на конкретные длины составляют 5%.
Раскрытие изобретения
Задача изобретения заключается в создании способа и устройства для нарезки стального арматурного прутка на отрезки любой произвольной конкретной длины одновременно с ходом процесса непрерывной прокатки.
Дополнительно, задача изобретения состоит в том, чтобы способ и устройство были пригодны для непрерывного изготовления коротких отрезков арматуры, что обычно требует прерывания хода процесса.
В частности задача изобретения заключается в создании способа и устройства, которые позволяют изготовлять нарезанные в размер короткие стержни с заданной длиной одновременно с ходом процесса непрерывной прокатки, не влияя на этот процесс.
Согласно изобретению, указанная задача решается путем задания длины сегментов нарезаемых первым резом из непрерывного стального арматурного прутка, длина которых устанавливается кратной длине коротких стержней конечного продукта, и путем нарезки сегментов, полученных первым резом, на их дольные отрезки при непрерывной работе прокатного стана.
Таким образом, согласно настоящему изобретению в его одном аспекте, предлагается способ изготовления стальной арматуры в отрезках заданной длины с формированием пакетов арматурных стержней, содержащий этапы получения непрерывного стального прутка с прокатного стана, резки непрерывного стального прутка на последовательные сегменты, каждый из которых имеет длину, кратную заданной длине отрезка арматуры, резки указанных сегментов установленными в линию ножницами холодной резки, сначала на длину, равную двум заданным длинам, а затем резки пополам на длины, равные заданным длинам, при сохранении непрерывности изготовления стального прутка прокатным станом, и обвязки арматурных стержней, нарезанных в заданный размер, для их выпуска с прокатного стана с формированием пакетов арматурных стержней.
Согласно настоящему изобретению в его другом аспекте, предлагается устройство для изготовления стальной арматуры в отрезках заданной длины с формированием пакетов арматурных стержней, содержащее прокатный стан для получения непрерывного стального арматурного прутка; летучие ножницы, установленные на выходе прокатного стана; ЦПУ, соединенный с летучими ножницами для нарезки непрерывного стального арматурного прутка на сегменты, каждый из которых имеет длину, кратную заданной длине стержней; двое установленных в линию ножниц холодной резки, к которым непрерывно подаются указанные сегменты, причем у ножниц холодной резки имеются соответствующие регулируемые упоры, при этом ножницы холодной резки и регулируемые упоры связаны с ЦПУ, который выполнен с возможностью управления установкой упоров в требуемое положение и приведением в действие ножниц холодной резки, так что одни ножницы холодной резки производят нарезку указанных сегментов на отрезки, длина которых равна двум длинам арматурных стержней, а другие ножницы холодной резки производят резку полученных отрезков пополам, чтобы получить стержни, нарезанные в заданный размер, причем ножницы холодной резки приводятся в действие во время получения непрерывного стального арматурного прутка; и установку обвязки, расположенную так, чтобы принимать нарезанные стержни от ножниц холодной резки для формирования пакетов арматурных стержней заданной длины.
Прилагаемая формула изобретения включает в себя зависимые пункты, которые определяют предпочтительные варианты осуществления вышеописанных аспектов изобретения.
Варианты выполнения настоящего изобретения будут подробнее описаны ниже со ссылками на прилагаемые чертежи.
Краткое описание чертежей
Фиг.1 схематически изображает часть прокатного стана, где из прокатанного арматурного прутка формируются пакеты стержней, нарезанных на требуемую длину.
Фиг.2 схематически изображает центральное процессорное устройство (ЦПУ), которое осуществляет управление операциями формирования пакетов стержней, нарезанных на требуемую длину.
Осуществление изобретения
На фиг.1 показана выходная сторона 10 прокатного стана 11, из которого непрерывным образом, с определенной высокой скоростью выходит катаный пруток 12. Катаный пруток 12 получен из непрерывного слитка (который в свою очередь был получен последовательным соединением отдельных слитков), прокатанного в горячем виде в прокатном стане. За выходной стороной 10 прокатного стана находятся летучие ножницы 13, которые приводятся в действие центральным процессорным устройством (ЦПУ) для резки прутка 12 на ходу и получения отрезанных в размер сегментов 14, которые накапливаются на роликах 15 роликового стола 16.
Как говорилось ранее, в настоящее время на практике длина стержней, получаемых на выходе прокатного стана, ограничена величиной около 120 м, поскольку это минимальные длины, которые могут быть получены на современных прокатных установках при высоких значениях скоростей прокатки.
Настоящее изобретение позволяет получать более короткие отрезки произвольной длины без снижения производительности, а, в частности, позволяет производить резку стержней на длины в соответствии с требованиями заказчика, согласно длинам, которые требуются в месте их конечного применения, тем самым, полностью исключая потери, связанные с обрезкой концов в месте конечного применения, а также исключая необходимость самих операций резки в месте конечного применения.
Отрезанный сегмент 14 далее перемещают в желоб стеллажа-холодильника 16 для охлаждения. Сегмент 14 перемещают пошагово, из желоба в желоб, пока он не достигнет последнего желоба, где он уже охлажден и готов к перемещению в поперечном направлении в устройство сброса (УС), где заданное число сегментов, например 10, накапливаются и формируются в виде слоя пакета сегментов 14.
Конструкция и работа стеллажа-холодильника и УС являются стандартными и далее подробно не описываются.
Пакет сегментов 14, находящихся на устройстве сброса, затем перемещают на роликовый стол 17, который расположен рядом с УС. Роликовый стол 17 содержит ролики 18, которые приводятся во вращение так, чтобы подавать пакет стержней 14 в направлении, обратном тому направлению, в котором сегменты подавались на стеллаж-холодильник.
Чтобы успевать за производительностью прокатного стана и получать короткие отрезки заданной длины из сегментов 14, друг за другом, вдоль роликового стола 17 установлены двое ножниц 19, 20 холодной резки и соответствующие регулируемые упоры 21, 22. Ножницы холодной резки представляют собой массивные крупные агрегаты, развивающие усилие 1000 т и более, и они неподвижным образом закреплены на жестком основании. Двое ножниц холодной резки установлены на расстоянии 20 м друг от друга, чтобы обеспечить получение отрезков самой большой предполагаемой возможной длины. Конкретно, сегменты 14 перемещают в застопоренное положение, контролируемое регулируемым упором 21, при котором ножницы 19 холодной резки будут расположены от торцов стержней на расстоянии равном двум длинам отрезка стержня, который должен быть получен в конце операции резки. Отрезанные стержни подают к регулируемому упору 22, и ножницы 20 холодной резки разрезают отрезанные стержни наполовину, чтобы получить конечную требуемую длину. После того как ножницы 19, 20 произведут резку стержней, будут получены отрезки стержней 23 с длиной равной требуемой конечной длине. Регулируемые упоры 21, 22 позволяют производить настройку положения, в котором ножницы холодной резки разрезают стержни 14, и изменять длину получаемых отрезков. За счет такой двойной резки стержней можно поддерживать высокую производительность операции. Также, когда требуется изменить длину отрезаемых стрежней для последующего пакета, перестраивают регулируемые упоры, чтобы соответствовать новой требуемой длине.
Отрезанные в размер куски затем перемещают в боковом направлении на установку 24 пакетирования, где отрезки 23 увязывают в пакеты, после чего они готовы к транспортировке.
Установка 24 пакетирования содержит роликовый стол 25, на котором накапливаются отрезки 23. Отрезки 26 поступают в стандартный коллектор 26, где по кругу установлены ролики, чтобы собирать стержни в круглые пакеты.
Чтобы связать пакет нарезанных стрежней, когда они имеют короткую длину, т.е. когда их длина существенно меньше 12 м, например, составляет 8 м или менее, требуется обвязка в трех отстоящих друг от друга местах. Когда происходит изменение длины коротких отрезков, исходя из нового заказа клиента, соответственно производится изменение и шага обвязки. Кроме того, согласно настоящему изобретению, операцию обвязки выполняют за один прием, чтобы успевать за работой прокатного стана. Как правило, две концевые обвязки выполняют на заданном расстоянии от концов пакета, а центральную обвязку производят посредине между концевыми. Собранные отрезки стержней подают в три установленные на расстоянии друг от друга стандартные машины 27, 28, 29 для обвязки, которые скрепляют пакет стержней обвязками 30, 31, 32 в соответствующих местах. Обвязки 30, 31, 32 выполняют одновременно, и затем пакет выводят из установки 24 пакетирования.
Согласно изобретению, первая и третья машины 27, 29 для обвязки установлены с возможностью перемещения, так что они могут быть быстро перенастроены, когда требуется изменить шаг обвязки при изменении длины нарезанных стрежней. Передвижные машины 27, 29 для обвязки соединены с соответствующими гидроцилиндрами 33, 34, которые связаны с ЦПУ для управления положением машин.
Изобретение делает возможной резку стержней на конкретные короткие отрезки, которые требуются на строительной площадке, что исключает все потери, свойственные существующей технологии, и в то же самое время не снижает производительности прокатного стана.
Ключевым компонентом настоящего изобретения является ЦПУ, который при загрузке слитков осуществляет управление следующими элементами:
a) летучими ножницами 13,
b) брусом гребенки сброса,
c) роликовым столом 17,
d) роликовым столом 25,
e) ножницами холодной резки 19, 20,
f) регулируемыми упорами 21, 22
g) машинами 27, 28, 29 для обвязки,
h) гидравлическими цилиндрами 33, 34.
Пример
В последующем примере подробно рассматривается работа прокатного стана при получении нарезанных в размер арматурных стержней.
Вес каждого слитка записывается, когда производится загрузка слитка в нагревательную печь. Значения весов при загрузке будут сравниваться со значениями веса конечного продукта, чтобы получить данные потерь материала в данной смене, которые главным образом будут потерями на окисление. Потери, связанные с обрезкой переднего конца будут минимальными, а потерь, связанных с обрезкой хвостовых концов, не будет вовсе, благодаря использованию способа стыковой сварки, о котором говорилось выше.
Оператор вводит данные предусмотренного заказом точного числа и точных конкретных длин прутка определенного размера, прокатка которого производится в текущее время, для выработки команд летучим ножницам 13.
При работе стандартными способами:
Если бы по заказу требовалось нарезать стержни длиной 6,4 м из заготовок стандартной длины 12 м, то из заготовки получался бы одни стержень 6,4 м и короткий остаток 5,6 м.
Если бы те же длины требовалось нарезать из заготовок стандартной длины 15 м, то из заготовки получались бы два отрезка 6,4 м и короткий остаток 2,2 м.
Если бы те же длины требовалось нарезать из заготовок стандартной длины 18 м, то из заготовки получались бы два отрезка 6,4 м и короткий остаток 5,2 м.
Эти короткие остатки обычно откладывают для другой части проекта здания, в котором могут потребоваться отрезки стержней, более короткие, чем указанные остатки, или же остатки отправляют в лом. Все указанные варианты являются нежелательными.
При работе согласно настоящему изобретению, оператор заносит в программируемую логику ЦПУ последовательность данных для работы летучих ножниц 13, чтобы получать отрезки стержней, кратные конкретным длинам конечного продукта. Допустим, что типичный стеллаж-холодильник способен принимать пруток длиной 120 м, тогда программируемая логика ЦПУ позволит оператору настроить летучие ножницы на отрезание длины 115,2 м, которая представляет собой 18-кратную величину от 6,4 м. Если заказ требует изготовления 500 штук стержней по 6,4 м, то оператор задаст 27 резов по 115,2 м, и последний рез 89,6 м, что даст общую длину 3200 м или 500 штук по 6,4 м.
Командный сигнал на стеллаж-холодильник произведет перемещение на два шага после последнего реза 89,6 м, чтобы отделить данную партию от следующей.
Если следующий заказ требует стержней длиной 5,2 м, то оператор введет 109,2 м, что даст 21 кусок по 5,2 м, которые пойдут вслед предыдущей партии длиной 6,4 м. Если этот заказ отрезков 5,2 м имеет объем, например, 400 штук, то число резов по 109,2 м составит 18, а последний рез будет на 114,4 м. Общая длина данного заказа составляет 2080 м, что дает 400 отрезков по 5,2 м конечной длины. И снова двойной шаг стеллажа-холодильника будет отделять эту партию от следующей. Такой же процесс будет повторен для любых других конкретных длин и количеств стержней одного и того же диаметра.
Когда при помощи гребенки и бруса сброса каждая партия стержней выводится со стеллажа-холодильника 16, она попадает на роликовый стол 17 стандартным способом. Каждая партия по отдельности будет подаваться к ножницам 19, 20 холодной резки для окончательной резки на заказанные длины. В рассматриваемом примере, заготовки первой партии будут иметь длину 115,2 м, и последний кусок 89,6 м для окончательной нарезки кусков по 6,4 м, а заготовки второй партии будут иметь длину 109,2 м, и последний кусок 114,4 м для окончательной нарезки кусков по 5,2 м. Режущая способность ножниц холодной резки будет определять какое количество стержней партии с одной и той же длиной каждый раз подаются для резки. Следует отметить, что поскольку хвостовой конец каждого прутка, поступающего на стеллаж-холодильник, к ножницам холодной резки подается в противоположном направлении, указанные хвостовые концы, будучи чисто отрезанными летучими ножницами 13, не потребуют головной подрезки на ножницах холодной резки. Это способствует дополнительной экономии материала.
Двое ножниц 19, 20 холодной резки, установленные неподвижно в линию, используются так, чтобы, нарезая такие короткие отрезки стержней, успевать за производительностью прокатного стана. Каждые из ножниц холодной резки имеют соответствующий свой регулируемый упор 21, 22. В рассматриваемом примере, первый регулируемый упор 21 будет настроен на 12,8 м, что составляет 2×6,4 м, а далее отрезанные стержни будут поданы к следующему регулируемому упору 24, который настроен на 6,4 м, и будут отрезаны вторыми ножницами холодной резки на длину 6,4 м. После завершения каждой партии с конкретными длинами, регулируемые упоры 21, 22 будут автоматически переведены по сигналу ЦПУ в следующее положение, отвечающее следующей длине, и зафиксированы. В рассматриваемом примере, первый регулируемый упор 21 будет переставлен на 10,4 м, что составляет 2×5,2 м, а второй регулируемый упор 22 будет переставлен на 5,2 м.
Стальные арматурные стрежни каждой конкретной длины будут раздельно собираться стандартным образом, и связываться в пакеты, вес которых удобен для погрузочных работ. Дополнительные команды программируемой логики ЦПУ будут подаваться на машины 27, 28, 29 для обвязки, так что обвязка будет производиться в соответствующих местах, которые отстоят друг от друга по длине коротких стержней. Первая и третья машины 27, 29 для обвязки выполнены с возможностью перемещения, а центральная машина 28 для обвязки оставлена неподвижной, чтобы можно было задавать необходимый шаг обвязки, и иметь возможность во всех местах обвязку производить одновременно. Каждый связанный пакет взвешивают и маркируют биркой с соответствующим штрих-кодом, в котором указан номер контракта, диаметр, длина, число стержней, и технологическая карта гибки. Может оказаться необходимой организация дополнительных установок обвязки, чтобы увеличить производительность обвязки коротких стержней, чтобы соответствовать производительности прокатного стана.
В рамках отдельной операции пакеты стержней конкретной длины передаются на гибочную площадку, расположенную вблизи прокатного стана. На гибочной площадке будет произведена необходимая гибка каждого из стержней согласно технологической карте гибки. Эти резаные в размер стержни, прошедшие гибку, будут готовы для доставки на строительную площадку для монтажа в различные балки, колонны или плиты.
В целом, операция прокатки, соответствующая настоящему изобретению, должна давать экономию металла с потерями, составляющими до 10% потерь при стандартном изготовлении, и давать возможность поставки отрезанных в размер стержней в конкретных количествах заказчикам без дополнительных затрат.
Хотя настоящее изобретение было описано на примерах предпочтительных вариантов, для специалистов в данной области будет понятно, что в форму и детали осуществления изобретения могут быть внесены изменения, не выходящие за границы идеи и объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НА СТАЛЕЛИТЕЙНОМ ЗАВОДЕ ПРУТКОВ ЗАДАННОЙ ДЛИНЫ | 2012 |
|
RU2508171C2 |
| СПОСОБ ПОРЕЗКИ МЕТАЛЛОПРОКАТА | 1996 |
|
RU2112611C1 |
| СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ ДЛЯ ЗАГОТОВОК С "ОТРЕЗАННЫМИ ВЕРХНИМ РЕЗОМ" КОНЦАМИ ЗАГОТОВКИ | 2023 |
|
RU2821455C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2547373C2 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ СТАЛЬНОГО МЕЛКОСОРТНОГО ПРОКАТА И ЕГО ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2180277C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНОГО МЕТАЛЛИЧЕСКОГО ПРОКАТА И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ПРОЦЕССА ДЛЯ ПРОИЗВОДСТВА ТАКОГО ПРОКАТА | 2010 |
|
RU2548355C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |

Изобретение относится к способу и устройству для изготовления стальных арматурных стержней, нарезанных по длине в соответствии с заказом клиента. Способ включает получение непрерывного стального прутка с прокатного стана, резку непрерывного стального прутка на последовательные сегменты, каждый из которых имеет длину, кратную заданной длине арматурных стержней, резку указанных сегментов установленными в линию ножницами холодной резки, сначала на длину, равную двум длинам арматурных стержней, а затем резку пополам на длины, равные длинам арматурных стержней, при сохранении непрерывности получения стального прутка с прокатного стана, и обвязку арматурных стержней, нарезанных в заданный размер, для их выпуска с прокатного стана с формированием пакетов арматурных стержней. Раскрыто устройство для изготовления стальных арматурных стержней и их пакетирования. Обеспечивается снижение потерь металла и возможность поставки отрезанных в размер арматурных стержней в конкретных количествах без дополнительных затрат. 2 н. и 7 з.п. ф-лы, 2 ил., 1 пр.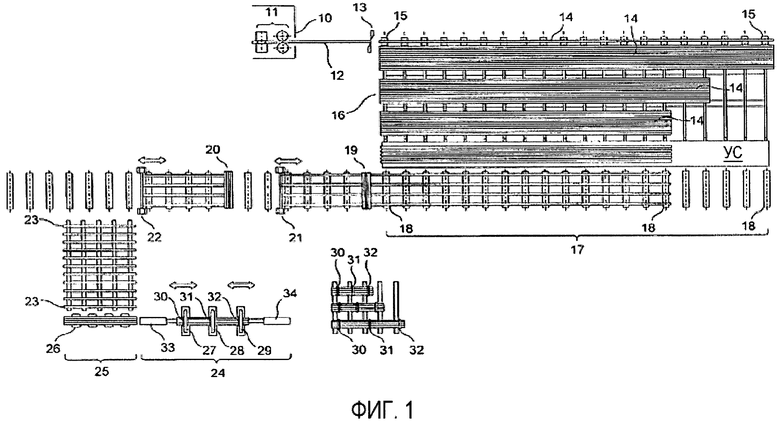
1. Способ изготовления стальной арматуры в отрезках заданной длины с формированием пакетов арматурных стержней, включающий этапы получения непрерывного стального прутка с прокатного стана, резки непрерывного стального прутка на последовательные сегменты, каждый из которых имеет длину, кратную заданной длине арматурных стержней, резки указанных сегментов установленными в линию ножницами холодной резки, сначала на длину, равную двум длинам арматурных стержней, а затем резки пополам на длины, равные длинам арматурных стержней, при сохранении непрерывности получения стального прутка с прокатного стана, и обвязки арматурных стержней, нарезанных в заданный размер, для их выпуска с прокатного стана с формированием пакетов арматурных стержней.
2. Способ по п.1, отличающийся тем, что при изменении заданной длины арматурных стержней производят изменение длины указанных сегментов и изменение положения указанных сегментов относительно ножниц холодной резки для получения длины стержней, соответствующей измененной длине.
3. Способ по п.2, отличающийся тем, что используют ЦПУ для управления резкой непрерывного стального прутка летучими ножницами и резкой стержней установленными в линию ножницами холодной резки.
4. Способ по п.3, отличающийся тем, что он включает операцию регулировки положения указанных сегментов относительно ножниц холодной резки для нарезки сегментов на отрезки требуемой длины в ответ на сигналы ЦПУ.
5. Способ по п.4, отличающийся тем, что обвязку стальных арматурных стержней производят одновременно тремя установленными в линию машинами для обвязки, одна из которых неподвижна, а две другие выполнены с возможностью перемещения в нужное положение в ответ на сигнал ЦПУ.
6. Способ по п.4, отличающийся тем, что ножницы холодной резки оснащают регулируемыми упорами, причем ЦПУ выполнен с возможностью подачи сигналов для перемещения регулируемых упоров в положения, при которых ножницы холодной резки производят нарезку сегментов на отрезки заданной длины.
7. Устройство для изготовления стальной арматуры в отрезках заданной длины с формированием пакетов арматурных стержней, содержащее прокатный стан для получения непрерывного стального прутка, летучие ножницы, установленные на выходе прокатного стана, ЦПУ, связанный с летучими ножницами для резки непрерывного стального прутка на сегменты, каждый из которых имеет длину, кратную заданной длине арматурных стержней, двое установленных в линию ножниц холодной резки, к которым непрерывно подаются указанные сегменты и которые снабжены регулируемыми упорами, при этом ножницы холодной резки и регулируемые упоры связаны с ЦПУ, выполненным с возможностью управления установкой упоров в требуемое положение и приведением в действие ножниц холодной резки таким образом, что одни ножницы холодной резки производят резку указанных сегментов на отрезки, длина которых равна двум длинам арматурных стержней, а другие ножницы холодной резки производят резку полученных отрезков пополам, чтобы получить стержни, нарезанные в заданный размер, причем ножницы холодной резки приводятся в действие во время получения непрерывного стального прутка, и установку обвязки, расположенную с возможностью приема нарезанных арматурных стержней от ножниц холодной резки для формирования пакетов арматурных стержней, имеющих заданную длину.
8. Устройство по п.7, отличающееся тем, что установка обвязки включает в себя три установленные в линию машины для обвязки, причем первая и третья машины являются подвижными, а вторая машина неподвижная.
9. Устройство по п.8, отличающееся тем, что первая и третья машины для обвязки связаны с ЦПУ для их перемещения в ответ на изменения заданной длины стержней.
| СПОСОБ ОЧИСТКИ СТОЧНЫХ ВОД ОТ РАЗЛИЧНЫХ ПО ВИДУ И ХАРАКТЕРУ ЗАГРЯЗНЕНИЙ В ПРОТОКЕ | 1994 |
|
RU2089516C1 |
| US 5191818 А, 09.03.1993 | |||
| US 2008196236 A1, 21.08.2008 | |||
| СПОСОБ ПОРЕЗКИ МЕТАЛЛОПРОКАТА | 1996 |
|
RU2112611C1 |

