ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Настоящее изобретение относится к способам и устройствам для сварки друг с другом стальных заготовок для формирования бесконечного профиля для непрерывной прокатки в катанное изделие. В частности, раскрытые здесь устройства и способы служат для использования в сварке друг с другом стальных заготовок, имеющих отрезанные верхним резом концы.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[002] В сталепрокатных станах, заготовки квадратного поперечного сечения размером обычно 150 мм х 150 мм х 12 м массой 2 тонны каждая нагреваются в печи повторного нагрева и затем прокатывается в различные сечения и размеры. Поскольку конечные стальные изделия обычно продаются в виде торгового проката длиной 12 метров, 2-тонная заготовка неизменно будет иметь случайные конечные длины менее 12 метров для разных размеров и типов законченных изделий. Эта потеря может составлять 5% или более. Во избежание этого нагретые заготовки можно сваривать встык до подачи в первую клеть прокатного стана. Задний конец первой заготовки приваривается к переднему концу второй заготовки и т.д. Этот процесс известен как "бесконечная прокатка профиля" или "бесконечная прокатка со сваркой". Результатом является практически нулевые конечные потери.
[003] Стальные заготовки преимущественно изготавливаются машинами непрерывного литья, благодаря чему расплавленная сталь непрерывно затвердевает в бесконечно длинные заготовки квадратного профиля, проходя через такую машину. Затвердевшие заготовки квадратного поперечного сечения разрезаются на заготовки, с использованием различных способов и устройств, в удобные длины, обычно 12 м, как промежуточные стальные изделия для последующей прокатки в последующем процессе прокатки на стане горячей прокатки, для выработки стального проката как законченного изделия. Таким образом, промежуточные заготовки затем поступают в печь повторного нагрева в другом отделе сталепрокатного стана для стыковой сварки оплавлением для формирования бесконечного профиля и его прокатки в конечные катанные изделия.
[004] Когда заготовки покидают печь повторного нагрева, задний конец первой заготовки и передний конец второй заготовки нагреваются пропусканием сильного электрического тока для частичного расплавления этих концов. Затем эти концы сдавливаются друг с другом для их сплавления с образованием сварного шва с оплавлением, после чего сваренные заготовки могут подвергаться непрерывной прокатке. Непосредственно до того, как стыковое сварочное соединение оплавлением проходит через первую прокатную клеть, излишний сварной шов на соединении шевингуется таким образом, чтобы в результате его прокатки в законченные изделия не возникал поверхностный дефект. Шевингование излишних сварных швов может вызывать затруднения. До сих пор, для получения чистого шевингованного соединения нужно было сваривать друг с другом однородные квадратные поперечные сечения сваренных заготовок.
[005] Настоящее раскрытие было предложено на основании вышеприведенных обстоятельств.
УЩНОСТЬ ИЗОБРЕТЕНИЯ
[006] Существует три типа резания заготовок в процессе производства заготовок, и каждый по-своему влияет на поперечное сечение резанных граней заготовки; "газопламенная резка", "косая резка" и "верхний рез".
[007] Стыковая сварка оплавлением концов заготовки, полученных "газопламенной резкой" и "косой резкой" была успешной, поскольку они имеют достаточно однородные квадратные поперечные сечения, но успешная стыковая сварка оплавлением заготовок с деформированными "отрезанными верхним резом" концами заготовки была невозможна, вследствие их сильных деформаций на концах заготовки. Каждый отрезанный верхним резом конец содержит деформацию в поперечном сечении заготовки за счет того, что одна боковая поверхность заготовки все больше и больше проходит внутрь профиля заготовки на концевом участке заготовки, относительно нормального квадратного профиля поперечного сечения заготовки от концевого участка заготовки, причем деформация обусловлена предыдущей операцией резания (например, операцией резания в процессе непрерывного литья для изготовления заготовок).
[008] Причина в том, что, хотя может осуществляться нормальный процесс стыковой сварки оплавлением отрезанных верхним резом концов заготовки (т.е. электродуговая сварка заготовок и сжатие их друг с другом для формирования сварного шва), создаваемые таким образом сварные соединения невозможно надлежащим образом начисто шевинговать путем зачистки и они будут прокатываться в конечные изделия как поверхностные дефекты или "накаты" и отбраковываться в скрап.
[009] Автор настоящего изобретения установил, что при относительно однородном квадратном поперечном сечении, например, обусловленном "газопламенной резкой" и "косой резкой", ориентация заготовки вдоль ее оси относительно следующей, подлежащей сварки оплавлением, не имеет значения, и излишние сварные швы успешно шевингуются, независимо от относительной ориентации заготовок. Однако, для неправильного поперечного сечения концов заготовки наподобие полученных при резке верхним резом, совершенно чисто шевингованного сварного соединения невозможно добиться, особенно, когда резак для зачистки не достает до сварного шва в соединении «верхнего реза», и по этой причине сварной шов будет прокатываться в поверхностные дефекты конечных изделий.
[010] В связи с этим было установлено, что проблема стыковой сварки оплавлением таких "отрезанных верхним резом" концов заготовки возникает вследствие произвольной ориентации заготовок вдоль ее оси, представленной для стыковой сварки оплавлением, которые могут находиться на любой из четырех сторон.
[011] В одном аспекте, настоящее изобретение предусматривает способ сварки друг с другом стальных заготовок, имеющих отрезанные верхним резом концы. Каждый отрезанный верхним резом конец содержит деформацию в поперечном сечении заготовки за счет того, что одна боковая поверхность заготовки все больше и больше проходит внутрь профиля заготовки на концевом участке заготовки относительно нормального квадратного профиля поперечного сечения заготовки от концевого участка заготовки, причем деформация обусловлена предыдущей операцией резания. Настоящий способ использует устройство стыковой сварки оплавлением и один или более шеверов для удаления излишнего материала шва, для формирования бесконечного профиля для непрерывной прокатки в катанное изделие.
[012] Настоящий способ содержит этапы: определения ориентации отрезанного верхним резом конца передней части заготовки для приваривания к задней части ранее приваренной заготовки; определения, на основании ориентации, нужно ли поворачивать заготовку, подлежащую привариванию к ранее приваренной заготовке, вокруг продольной оси заготовки для выравнивания отрезанного верхним резом конца на передней части заготовки с отрезанным верхним резом концом задней части ранее приваренной заготовки, чтобы сварной шов, сформированный устройством стыковой сварки оплавлением, можно было успешно зачищать шеверами; оперирования средством вращения заготовки, на основании определенного поворота, для поворота заготовки вокруг продольной оси заготовки, для формирования бесконечного профиля для непрерывной прокатки в катанное изделие; стыковой сварки оплавлением выровненных заготовок с использованием устройства стыковой сварки оплавлением; и зачистки шва бесконечного профиля, сформированного стыковым сварочным соединением оплавлением, от излишнего материала шва с помощью одного или более шеверов.
[013] Сварка стальных заготовок с отрезанными верхним резом концами для формирования бесконечного профиля ранее не достигалась и будет позволять производителям, которые используют бесконечную прокатку профиля, иметь средство прокатки стальных изделий из заготовок любого разреза, поскольку можно надежно удалять излишний материал шва, сформированный в процессе стыковой сварки оплавлением, и можно избегать накатов в законченных катанных изделиях.
[014] Это достигается поворотом заготовок, вокруг продольной оси заготовки, для дополнительного или противоположного выравнивания отрезанных верхним резом концов заготовок, благодаря чему, излишний материал шва стыкового сварочного соединения оплавлением можно успешно зачищать на последующих этапах обработки. Если отрезанные верхним резом концы заготовок не выровнены таким образом деформации не позволяет шеверам достигать излишнего материала шва для успешной зачистки сварного соединения.
[015] Успешная зачистка с "газорезанными" и "косорезанными" заготовками возможна с произвольным представлением ориентации заготовки, поскольку они сохраняют свое квадратное поперечное сечение, что позволяет сваривать их оплавлением и успешно зачищать независимо от их ориентации.
[016] Катанные изделия, создаваемые из бесконечного профиля, могут включать в себя изделия, например, усиливающий профиль (известный также как арматурный стержень), листовую сталь и стальную плиту.
[017] Согласно вариантам осуществления, операция резания, формирующая отрезанный верхним резом конец, характеризуется тем, что осуществляется механическими ножницами, содержащими неподвижное лезвие и движущееся лезвие, размещенные на противоположных гранях заготовки, причем движущееся лезвие движется к неподвижному лезвию для прорезания через поперечное сечение заготовки между ними; и причем результирующая деформация приводит к тому, что поверхность одной стороны заготовки проходит внутрь профиля заготовки по меньшей мере на 25 мм или более, или по меньшей мере на 10% толщины нормального профиля поперечного сечения заготовки. В других вариантах осуществления, поверхность одной стороны заготовки проходит внутрь профиля заготовки по меньшей мере на 10 мм или более, или 15 мм или более, или 20 мм или более, или 30 мм или более, или 35 мм или более, или 40 мм или более. В других вариантах осуществления, поверхность одной стороны заготовки проходит внутрь профиля заготовки по меньшей мере на 5% толщины нормального профиля поперечного сечения заготовки, или по меньшей мере на 7% толщины нормального профиля поперечного сечения заготовки, или по меньшей мере на 12% толщины нормального профиля поперечного сечения заготовки, или по меньшей мере на 15% толщины нормального профиля поперечного сечения заготовки, или по меньшей мере на 17% толщины нормального профиля поперечного сечения заготовки, или по меньшей мере на 20% толщины нормального профиля поперечного сечения заготовки. На противоположной поверхности может формироваться некоторая деформация от нормального профиля заготовки, благодаря чему, противоположная поверхность проходит наружу, хотя обычно на меньшую величину на протяжении меньшей длины.
[018] Согласно вариантам осуществления, деформированный отрезанный верхним резом концевой участок заготовки включает по меньшей мере 10 сантиметров на конце заготовки. Причина в силах, действующих на конец заготовки в ходе операции резания. В других вариантах осуществления, деформированный отрезанный верхним резом концевой участок заготовки включает по меньшей мере 5 сантиметров на конце заготовки, или по меньшей мере 7 сантиметров на конце заготовки, или по меньшей мере 12 сантиметров на конце заготовки, или по меньшей мере 15 сантиметров на конце заготовки, или по меньшей мере 17 сантиметров на конце заготовки, или по меньшей мере 20 сантиметров на конце заготовки, или по меньшей мере 25 сантиметров на конце заготовки, или по меньшей мере 30 сантиметров на конце заготовки.
[019] Согласно вариантам осуществления, способ дополнительно содержит: управление временем оплавления и расстоянием осаживания устройства стыковой сварки оплавлением в достаточной степени, чтобы излишний материал шва выступал из профиля заготовок, на стороне деформированной поверхности отрезанных верхним резом концов заготовок, чтобы излишний материал шва можно было успешно зачищать одним или более шевером.
[020] Согласно вариантам осуществления, шеверы могут быть выполнены с возможностью прорезания внутрь профиля нормального квадратного поперечного сечения сваренного бесконечного профиля на по меньшей мере стороне деформированной поверхности отрезанных верхним резом концов заготовок, чтобы глубина разреза была достаточной для удаления всего излишнего материала шва из стыковочного сварочного соединения.
[021] Согласно вариантам осуществления, вращение заготовки, подлежащей привариванию к ранее приваренной заготовке, вокруг ее продольной оси, служит для дополнительного выравнивания отрезанных верхним резом концов заготовок, подлежащих свариванию друг с другом, в одном и том же направлении, или противоположного выравнивания отрезанных верхним резом концов заготовок, подлежащих свариванию друг с другом, в противоположном направлении, чтобы сварной шов, сформированный устройством стыковой сварки оплавлением, можно было успешно зачищать шеверами.
[022] Согласно вариантам осуществления, сформированный бесконечный профиль для непрерывной прокатки в катанные изделия прокатывается в одной или более прокатных клетях, благодаря чему, катанное изделие не содержит поверхностных дефектов или изменений профиля вследствие зачистки излишнего материала шва.
[023] В другом аспекте, настоящее изобретение предусматривает устройство для сварки друг с другом стальных заготовок, имеющих отрезанные верхним резом концы, причем каждый отрезанный верхним резом конец содержит деформацию в поперечном сечении заготовки за счет того, что одна боковая поверхность заготовки все больше и больше проходит внутрь профиля заготовки на концевом участке заготовки относительно нормального квадратного профиля поперечного сечения заготовки от концевого участка заготовки, причем деформация обусловлена предыдущей операцией резания, причем сварка служит для формирования бесконечного профиля для непрерывной прокатки в катанное изделие.
[024] Согласно вариантам осуществления, устройство содержит средство определения ориентации заготовки для определения ориентации отрезанного верхним резом конца передней части заготовки для приваривания к задней части ранее приваренной заготовки, и определения, на основании ориентации, нужно ли поворачивать заготовку, подлежащую привариванию к ранее приваренной заготовке, вокруг продольной оси заготовки для выравнивания отрезанного верхним резом конца на передней части заготовки с отрезанным верхним резом концом задней части ранее приваренной заготовки; устройство вращения заготовки, выполненное с возможностью поворота заготовки, на основании определенного поворота, вокруг ее продольной оси заготовки для достижения выравнивания; устройство стыковой сварки оплавлением для стыковой сварки оплавлением выровненных заготовок для формирования бесконечного профиля для прокатки; один или более шеверов для зачистки сварного соединения между заготовками от излишнего материала шва, причем поворот определяется так, чтобы сварной шов, сформированный устройством стыковой сварки оплавлением, можно было успешно зачищать шеверами.
[025] Согласно вариантам осуществления, средство вращения заготовки вращает заготовку, подлежащую привариванию к ранее приваренной заготовке, вокруг ее продольной оси для дополнительного выравнивания отрезанных верхним резом концов заготовок, подлежащих свариванию друг с другом, в одном и том же направлении, или противоположного выравнивания отрезанных верхним резом концов заготовок, подлежащих свариванию друг с другом, в противоположном направлении, чтобы сварной шов, сформированный устройством стыковой сварки оплавлением, можно было успешно зачищать шеверами.
[026] Согласно вариантам осуществления, устройство стыковой сварки оплавлением выполнено так, чтобы время оплавления и расстояние осаживания устройства стыковой сварки оплавлением были достаточными для того, чтобы излишний материал шва выступал из профиля заготовок на стороне деформированной поверхности отрезанных верхним резом концов заготовок, чтобы излишний материал шва можно было успешно зачищать одним или более шеверов.
[027] Согласно вариантам осуществления, печь повторного нагрева выполнена с возможностью нагрева каждой заготовки до стыковой сварки оплавлением, чтобы сформированный бесконечный профиль был достаточно ковким для прокатки в катанные изделия.
[028] Согласно вариантам осуществления, средство определения ориентации заготовки содержит одну или более камер, подключенных к одному или более процессорам, расположенных между печью повторного нагрева и устройством стыковой сварки оплавлением, для определения ориентации отрезанного верхним резом конца заготовки. Это позволяет осуществлять определение ориентации заготовки на расстоянии от остального устройства, благодаря чему тепло печи повторного нагрева, стальной заготовки или устройства стыковой сварки оплавлением, не повреждает средство определения ориентации заготовки. Определение ориентации заготовки также может автоматически осуществляться процессорами, анализирующими наблюдаемую заготовку в выгрузке с камеры, определяющими ориентацию заготовки и определяющими поворот заготовки, необходимый для выравнивания с заготовкой спереди, к которой нужно приварить данную заготовку.
[029] Согласно вариантам осуществления, устройство дополнительно содержит одну или более прокатных клетей, используемых для непрерывной прокатки сформированного из бесконечного профиля в катанные изделия, например, упомянутых выше.
[030] Согласно вариантам осуществления, шеверы содержат отдельное средство резания для каждой поверхности профиля бесконечного профиля, чтобы излишний материал шва можно было удалять с каждой из этих поверхностей профиля.
[031] Согласно вариантам осуществления, шеверы выполнены с возможностью прорезания внутрь профиля нормального квадратного поперечного сечения сваренного бесконечного профиля на по меньшей мере стороне деформированной поверхности отрезанных верхним резом концов заготовок, чтобы глубина разреза была достаточной для удаления всего излишнего материала шва из стыковочного сварочного соединения.
[032] Согласно вариантам осуществления, устройство дополнительно содержит один или более шеверов для зачистки сварного шва, что позволяет непрерывно прокатывать бесконечный профиль в катанные изделия, с помощью одной или более прокатных клетей, без поверхностных дефектов вследствие излишнего материала шва.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
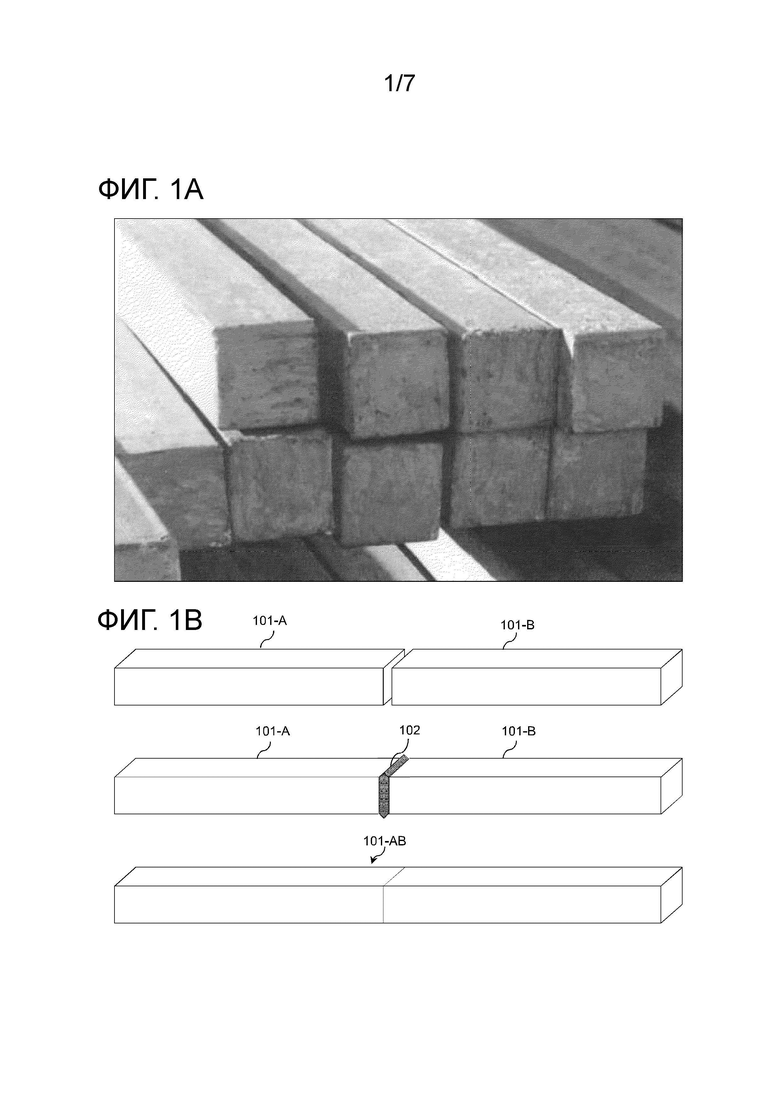
[033] Фиг. 1а - схема "газорезанных" заготовок, демонстрирующая, что они сохраняют свое первоначальное квадратное поперечное сечение после операции резания.
[034] Фиг. 1b демонстрирует "газорезанные" концы стальных заготовок и их конфигурацию для успешной стыковой сварки оплавлением и зачистки.
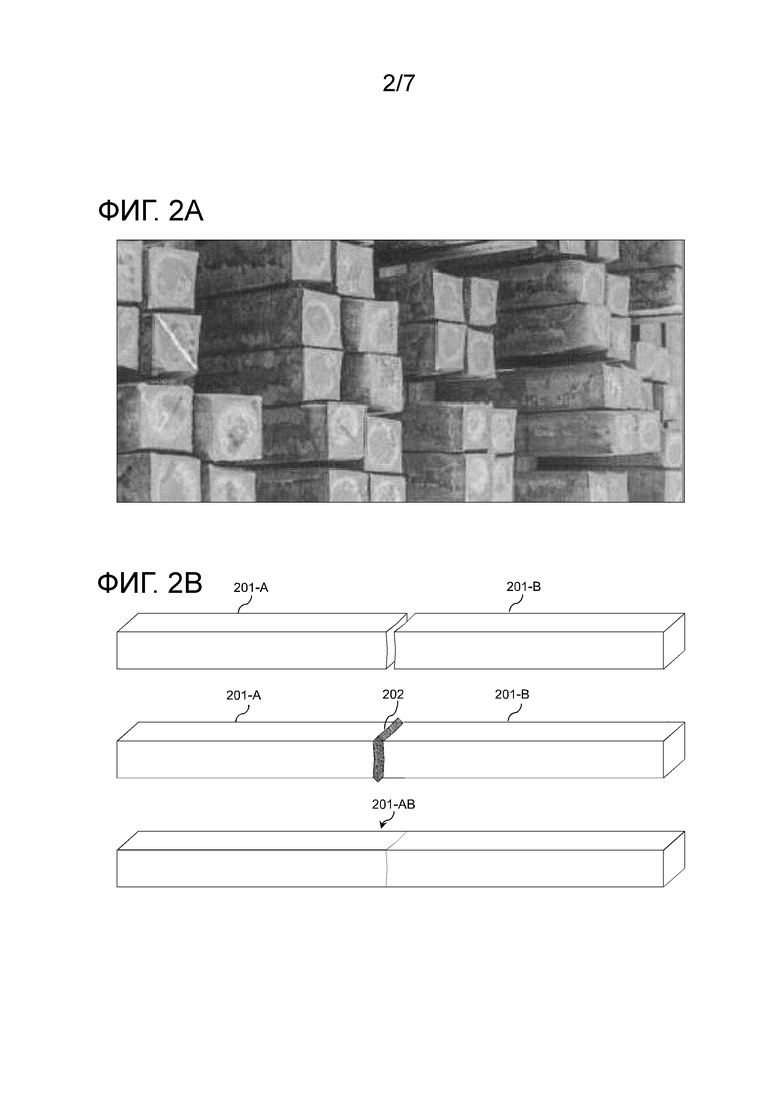
[035] Фиг. 2а - фотография "косорезанных" заготовок, демонстрирующая минимальную деформацию этого типа заготовки.
[036] Фиг. 2b демонстрирует косорезанные концы стальных заготовок и их конфигурацию для успешной стыковой сварки оплавлением и зачистки.
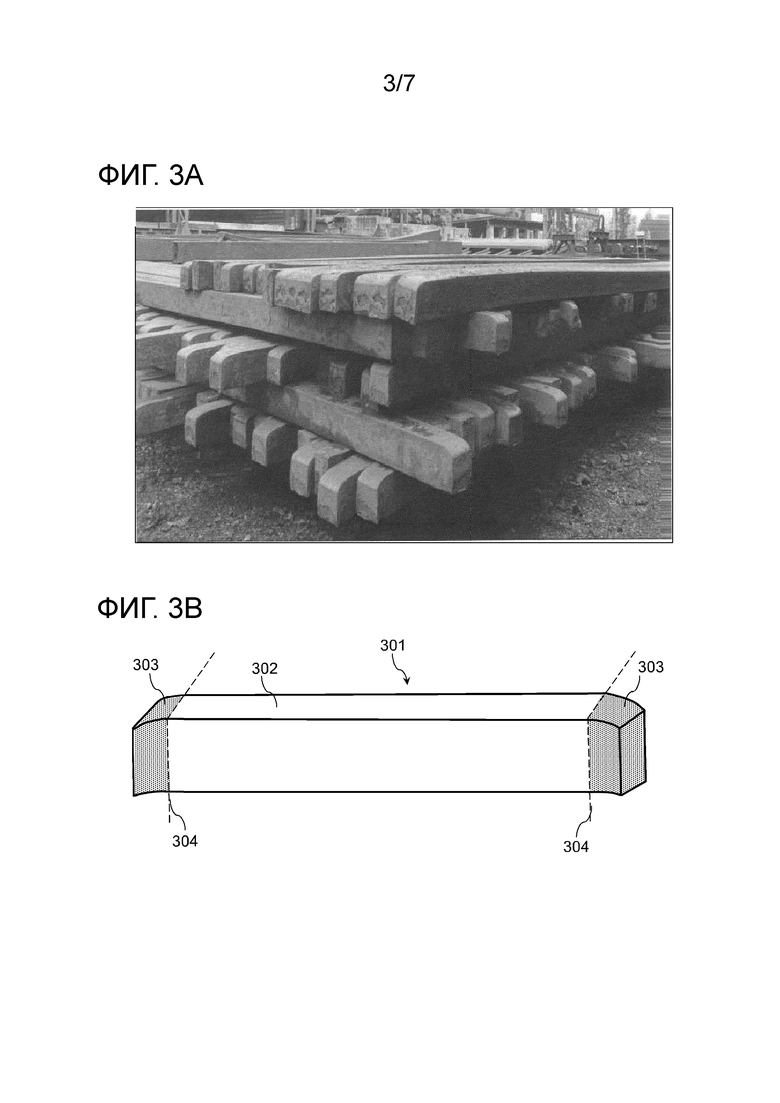
[037] Фиг. 3а - схема "отрезанных верхним резом" заготовок, демонстрирующая деформационную характеристику такого рода заготовки.
[038] Фиг. 3b - схема "отрезанной верхним резом" заготовки 301, демонстрирующая деформацию концевых участков заготовки и нормальный квадратный профиль поперечного сечения заготовки, отдаленный от этих концевых участков.
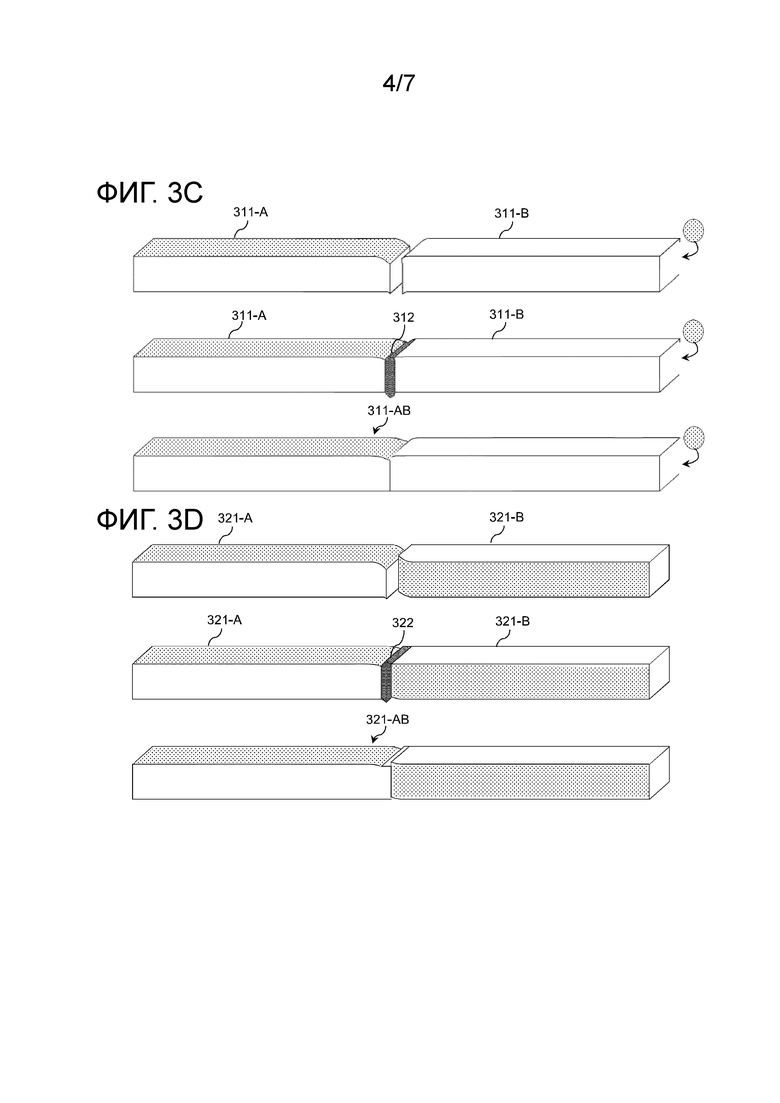
[039] Фиг. 3с демонстрирует стальные заготовки с отрезанными верхним резом концами, представленными для стыковой сварки оплавлением с ортогонально выровненной деформацией и дефектами, возникающими вследствие неуспешной стыковой сварки оплавлением и зачистки.
[04 0] Фиг. 3d демонстрирует стальные заготовки с отрезанными верхним резом концами, представленными для стыковой сварки оплавлением, с по-разному ортогонально выровненными деформацией и дефектами, возникающими вследствие неуспешной стыковой сварки оплавлением и зачистки.
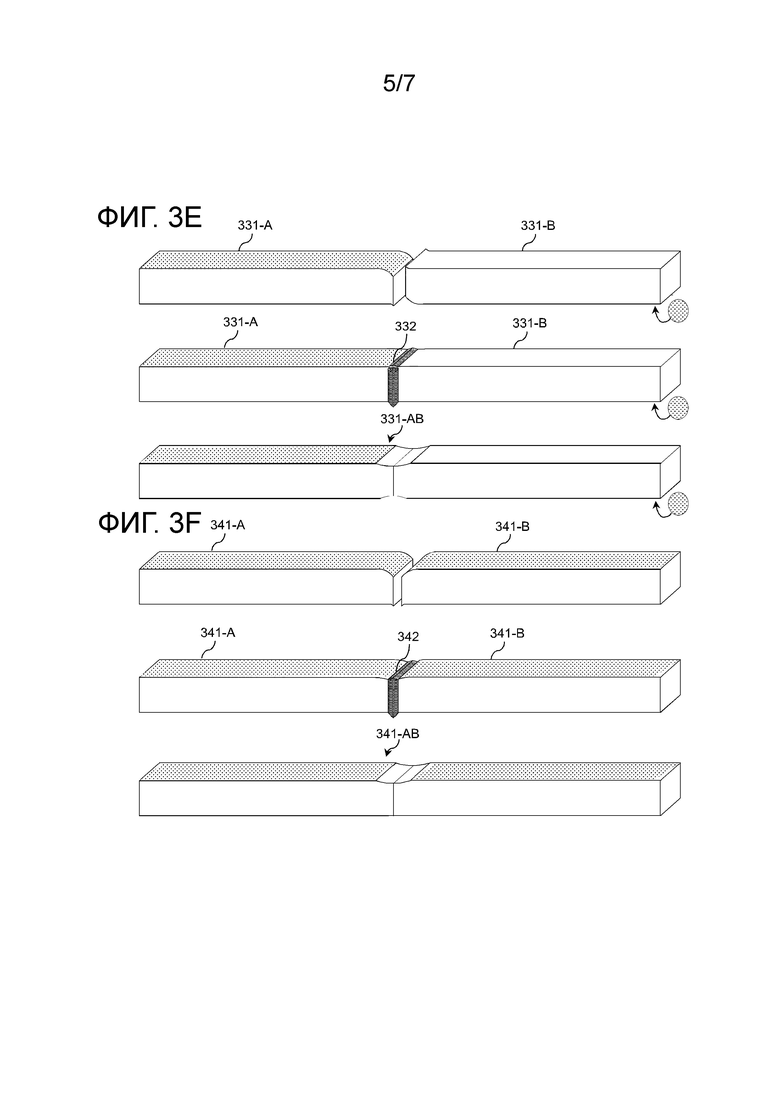
[041] Фиг. 3е демонстрирует стальные заготовки с отрезанными верхним резом концами, представленными для стыковой сварки оплавлением, с деформациями, выровненными в
противоположных направлениях, и результирующей успешной стыковой сваркой оплавлением и зачисткой.
[042] Фиг. 3f демонстрирует стальные заготовки с отрезанными верхним резом концами, представленными для стыковой сварки оплавлением, с деформациями, выровненными в
противоположных направлениях, и результирующей успешной стыковой сваркой оплавлением и зачисткой.
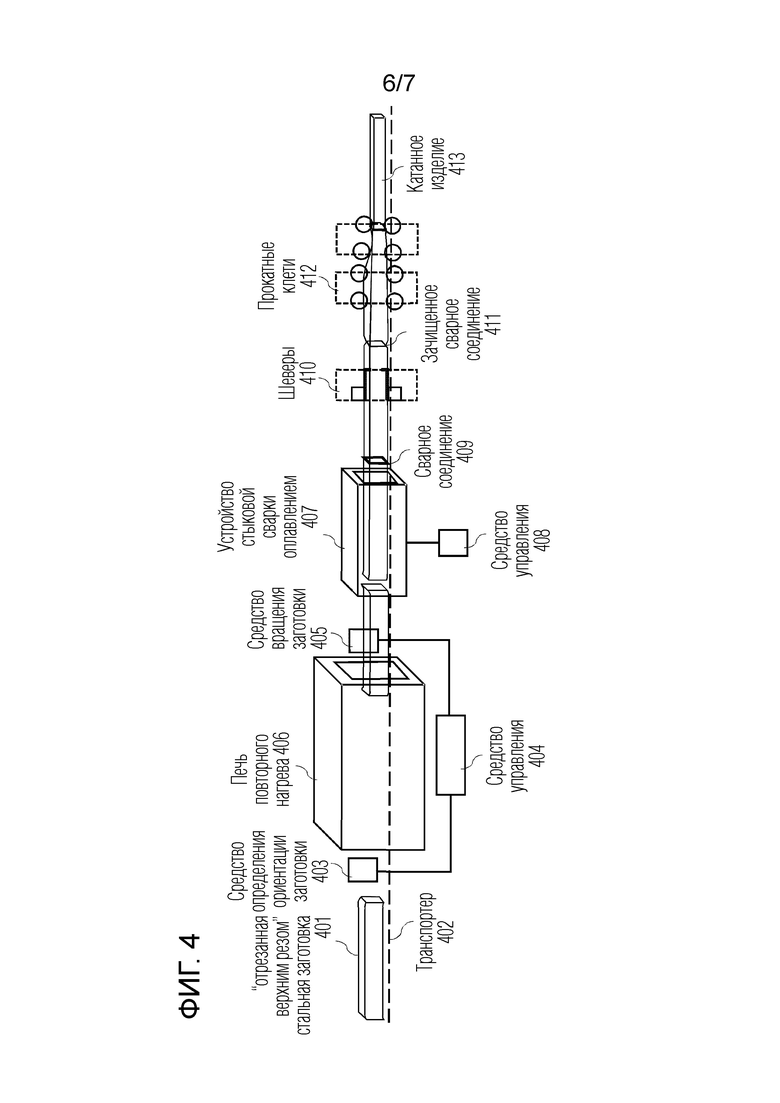
[043] Фиг. 4 - схема устройства для успешной сварки друг с другом "отрезанных верхним резом" заготовок в бесконечный профиль для прокатки в катанные изделия.
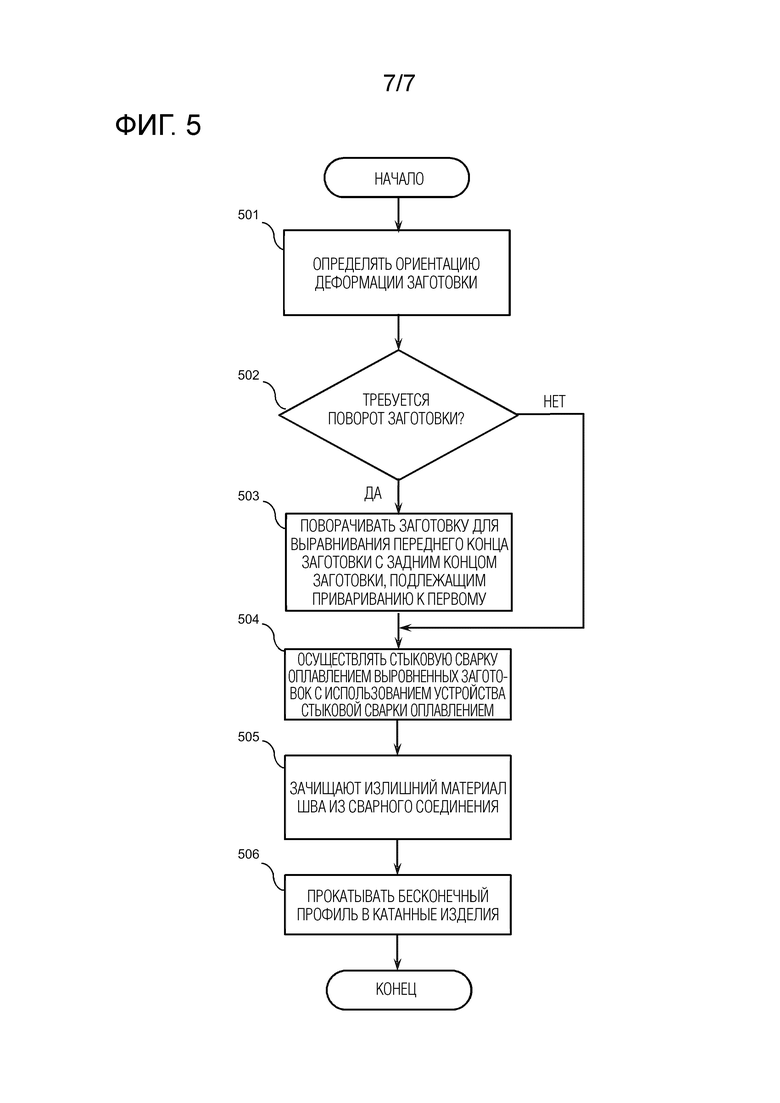
[044] Фиг. 5 - блок-схема операций, детализирующая способ успешной сварки друг с другом "отрезанных верхним резом" заготовок в бесконечный профиль для прокатки в катанные изделия.
ПОДРОБНОЕ ОПИСАНИЕ
[045] Подробное описание, приведенное ниже со ссылкой на прилагаемые чертежи, призвано описывать предпочтительные в настоящее время варианты осуществления изобретения, и не призвано представлять только формы, в котором настоящее изобретение можно осуществлять на практике. Следует понимать, что одинаковые или эквивалентные функции могут осуществляться различными вариантами осуществления, которые подлежат охвату сущностью и объему изобретения. Кроме того, термины "содержит", "содержащий", или любая другая их разновидность, призваны охватывать неисключающее включение, благодаря чему устройства и этапы способа, которые содержат перечень элементов или этапов, включает в себя не только те элементы, но может включать в себя другие элементы или этапы, в явном виде не перечисленные или не предполагаемые. Элемент или этап, сопровождаемый словами "содержит не исключает, в отсутствие дополнительных ограничений, наличия дополнительных идентичных элементов или этапов, которые содержат элемент или этап.
[04 6] На фиг. 4 схематично показан вариант осуществления устройства для успешной сварки друг с другом "отрезанных верхним резом" заготовок в бесконечный профиль для прокатки в катанные изделия в соответствии с аспектами настоящего изобретения. На фиг. 4 показана "отрезанная верхним резом" стальная заготовка 401, из последовательности таких заготовок, подлежащих свариванию друг с другом в бесконечный профиль, транспортер 402 для переноса стальных заготовок вдоль производственной линии, печь 406 повторного нагрева, устройство 407 стыковой сварки оплавлением и связанное средство 408 управления, шеверы 410 и прокатные клети 412.
[047] Печь 406 повторного нагрева выполнена с возможностью и используется для нагрева стальных заготовок 406, чтобы заготовки были достаточно ковкими для прокатки в катанное изделие 413 прокатными клетями 412.
[048] Устройство 407 стыковой сварки оплавлением управляется средством 408 управления, и снабжено средством для перемещения по транспортеру 402 со стальными заготовками для успешной сварки с оплавлением стальных заготовок друг с другом для формирования сварного соединения 4 09 между ними.
[049] Шеверы 410 служат для удаления излишнего материала шва из сварного соединения 409, также известного как зачистка. Это создает зачищенное сварное соединение 411 как показано на фиг.4, и если этот процесс не осуществляется или осуществляется неуспешно, сформированные катанные изделия 413 будут включать в себя поверхностные дефекты или "накаты" из запрессованного излишнего материала шва.
[050] Прокатные клети 412 выполнены с возможностью прокатки сформированного из бесконечного профиля в катанные изделия 413, например, арматурный стержень или стальную плиту, и сглаживания любой вогнутости или шевингования деформаций, сформированных на поверхностях бесконечного профиля после пропускания через шеверы 410.
[051] На фиг. 1а показана схема "газорезанных" заготовок, демонстрирующая, что они сохраняют свое первоначальное квадратное поперечное сечение после операции резания в процессе непрерывного литья. "Газопламенная резка" осуществляется с использованием газообразного топлива и кислорода. Поскольку в этом процессе не действуют механические силы, результирующее поперечное сечение концов заготовки сохраняет свою первоначальную квадратную форму (см. Фиг. 1а). Производители предпочитают этот тип концов заготовки для стыковой сварки оплавлением, например, в процессе бесконечной прокатки профиля, поскольку их квадратное поперечное сечение позволяет сваривать их друг с другом с использованием стандартного процессора стыковой сварки оплавлением безотносительно ориентации заготовки и без каких-либо результирующих дефектов. Однако недостаток этого способа состоит в наличии некоторых потерь за счет сжигания газообразным топливом и кислородом.
[052] Фиг. 1b демонстрирует "газорезанные" концы стальных заготовок и их конфигурацию для успешной стыковой сварки оплавлением и зачистки. Этот процесс может осуществляться с использованием устройства на фиг. 4, но средство 405 вращения заготовки может не требоваться или не использоваться. Кроме того, устройство 407 стыковой сварки оплавлением и шеверы 410 могут использоваться традиционным образом для формирования сварного соединения 409 которое можно полностью зачищать. Как показано, "газорезанные" заготовки 101-А и 101-В свариваются оплавлением с использованием устройства стыковой сварки оплавлением, формирующим бесконечный профиль 101-АВ и стыковое сварочное соединение 102 оплавлением, с излишним материалом шва. Излишний материал шва можно успешно зачищать из стыковочного сварочного соединения 102 оплавлением, сформированного из бесконечного профиля 101-АВ, с помощью одного или более шеверов.
[053] На фиг. 2а показана фотография "косорезанных" заготовок, демонстрирующая минимальную деформацию этого типа заготовки. "Косорезанные" заготовки режутся механическими лезвиями по диагонали в процессе непрерывного литья. Это приводит к некоторой деформации результирующего поперечного сечения заготовок, но квадратное поперечное сечение все еще сохраняется, что позволяет производителям использовать его в стыковкой сварке оплавлением (см. фиг. 2а), поскольку их поперечное сечение позволяет сваривать их друг с другом с использованием стандартного процессора стыковой сварки оплавлением безотносительно ориентации заготовки и без каких-либо результирующих дефектов.
[054] Фиг. 2b демонстрирует косорезанные концы стальных заготовок и их конфигурацию для успешной стыковой сварки оплавлением и зачистки. Этот процесс может осуществляться с использованием устройства на фиг.4, но средство 405 вращения заготовки может не требоваться или не использоваться. Кроме того, устройство 407 стыковой сварки оплавлением и шеверы 410 могут использоваться традиционным образом для формирования сварного соединения 409, которое можно полностью зачищать. Как показано, "косорезанные" заготовки 201-А и 201-В свариваются оплавлением с использованием устройства стыковой сварки оплавлением, формирующим бесконечный профиль 201-АВ и стыковое сварочное соединение 2 02 оплавлением, с излишним материалом шва. Излишний материал шва можно успешно зачищать из стыковочного сварочного соединения 202 оплавлением, сформированного из бесконечного профиля 201-АВ, с помощью одного или более шеверов.
[055] На фиг. 3а показана схема "отрезанных верхним резом" заготовок, демонстрирующая деформационную характеристику такого рода заготовки. В способе "резки верхним резом", поперечное сечение концов заготовок сильно деформируется вследствие режущего движения лезвий в процессе непрерывного литья. Механические ножницы могут резать заготовку от одной боковой грани через профиль заготовки. Режущее действие механических ножниц приводит к искривлению профиля концов заготовки `отрезанной верхним резом' поверхности заготовок по продольной оси, проходя внутрь по сравнению с нормальным профилем заготовки от ее концов. Например, отрезанный верхним резом профиль заготовки может искривляться внутрь от нормального профиля заготовки на протяжении 100 мм на конце заготовки, на расстоянии около 25 мм или более. Для заготовки 150 мм на 150 мм, это может представлять деформацию 17% на `отрезанной верхним резом' поверхности профиля заготовки на ее конце, относительно профиля заготовки в продольном направлении. На противоположной поверхности может формироваться некоторая деформация от нормального профиля заготовки, благодаря чему, противоположная поверхность проходит наружу, хотя обычно на меньшую величину на протяжении меньшей длины.
[056] На фиг. 3b показана схема "отрезанной верхним резом" заготовки 301, демонстрирующая деформацию концевых участков заготовки 303 и нормальный квадратный профиль поперечного сечения 302 заготовки, отдаленный от этих концевых участков. Затенение на схеме, которое служит только для иллюстрации и не указывает физическое свойство заготовки, но служит для указания, какой участок "отрезанной верхним резом" заготовки 301 образует концевой участок 303; причем деформация в поперечном сечении заготовки одной боковой поверхностью заготовки проходит все больше и больше внутрь профиля заготовки, относительно нормального квадратного профиля поперечного сечения 302 заготовки от концевого участка заготовки. Пунктирные линии 304 служат для указания конца нормального квадратного профиля поперечного сечения 302 "отрезанной верхним резом" заготовки 301 и начала деформированных отрезанных верхним резом концевых участков 303, причем каждый концевой участок содержит по меньшей мере 10 см длины заготовки.
[057] Фиг. 3с демонстрирует стальные заготовки 311-А и 311-В с отрезанными верхним резом концами, представленными для стыковой сварки оплавлением с ортогонально выровненными деформациями и дефектами, возникающими вследствие неуспешной стыковой сварки оплавлением и зачистки. Верхняя сторона заготовки, сторона, которую механические ножницы режут и деформируют в операция резки верхним резом, помечена затенением, причем это затенение не используется для показа какой-либо физической характеристики заготовок. Как показано, "отрезанные верхним резом" заготовки 311-А и 311-В свариваются оплавлением с использованием устройства стыковой сварки оплавлением, формирующим бесконечный профиль 311-АВ и стыковое сварочное соединение 312 оплавлением, с излишним материалом шва. Здесь, это служит для иллюстрации, что бы произошло, если бы заготовки 311-А и 311-В сваривались оплавлением, будучи ортогонально ориентированными, и для их выравнивания не использовалось бы средство вращения заготовки (например, как это имело бы место в соответствии с настоящим изобретением). Излишний материал шва зачищается из стыковочного сварочного соединения 312 оплавлением, сформированного из бесконечного профиля 311-АВ, с помощью одного или более шеверов, однако это не приводит к успеху при удалении всего излишнего материала шва. Это происходит потому, что шеверы не способны достигать этого материала, как это происходит в нормальном поперечном сечение заготовки в произвольной ориентации, и приводит к тому, что материал, прокатываемый в конечные изделия, образует поверхностные дефекты или "накаты", и сформированные изделия отбраковываются в скрап.
[058] Фиг. 3d демонстрирует стальные заготовки 321-А и 321-В с отрезанными верхним резом концами, представленными для стыковой сварки оплавлением, с по-разному ортогонально выровненными деформацией и дефектами, возникающими вследствие неуспешной стыковой сварки оплавлением и зачистки. Верхняя сторона заготовки, сторона, которую механические ножницы режут и деформируют в операция резки верхним резом, помечена затенением, причем это затенение не используется для показа какой-либо физической характеристики заготовок. Как показано, "отрезанные верхним резом" заготовки 321-А и 321-В свариваются оплавлением с использованием устройства стыковой сварки оплавлением, формирующим бесконечный профиль 321-АВ и стыковое сварочное соединение 322 оплавлением, с излишним материалом шва. Опять же, это служит для иллюстрации, что бы произошло, если бы заготовки 311-А и 311-В сваривались оплавлением, будучи по-разному ортогонально ориентированным, и для их выравнивания не используется средство вращения заготовки (например, как это имело бы место в соответствии с настоящим изобретением). Излишний материал шва зачищается из стыковочного сварочного соединения 322 оплавлением, сформированного из бесконечного профиля 321-АВ, с помощью одного или более шеверов, однако это не приводит к успеху при удалении всего излишнего материала шва. Это происходит потому, что шеверы не способны достигать этого материала, как это происходит в нормальном поперечном сечение заготовки в произвольной ориентации, и приводит к тому, что материал, прокатываемый в конечные изделия, образует поверхностные дефекты или "накаты", и сформированные изделия отбраковываются в скрап.
[059] Для достижения успешной стыковой сварки оплавлением заготовок с отрезанными верхним резом концами заготовки, автор настоящего изобретения разработал модифицированный процесс. Он включает в себя обеспечение выравнивания каждой заготовки или ее поворота в выровненное положение таким образом, чтобы оба ее изогнутых конца выравнивались до сварки в желаемом выравнивании, например, показанном на фиг. 3е (противоположно выравниванию верхнего реза) или на фиг. 3f (дополнительно выравниванию верхнего реза).
[060] Фиг. 3е демонстрирует стальные заготовки 331-А и 331-В с отрезанными верхним резом концами, представленными для стыковой сварки оплавлением, с деформациями, выровненными в противоположных направлениях, и результирующей успешной стыковой сваркой оплавлением и зачисткой. Верхняя сторона заготовки, сторона, которую механические ножницы режут и деформируют в операция резки верхним резом, помечена затенением, причем это затенение не используется для показа какой-либо физической характеристики заготовок. Как показано, "отрезанные верхним резом" заготовки 331-А и 331-В свариваются оплавлением с использованием устройства стыковой сварки оплавлением, формирующим бесконечный профиль 331-АВ и стыковое сварочное соединение 332 оплавлением, с излишним материалом шва. Излишний материал шва можно успешно зачищать, из стыковочного сварочного соединения 332 оплавлением, сформированного из бесконечного профиля 331-АВ, с помощью одного или более шеверов, поскольку в противоположно выровненной конфигурации излишний материал только на двух сторонах. Здесь, время стыковой сварки оплавлением или величина осадки, или шеверы могут быть приспособлены так, чтобы гарантировать, что излишний материал шва, надежно сформированный стыковой сваркой оплавлением на желаемой боковой поверхности заготовки, которая может находиться внутри нормального профиля поперечного сечения заготовки, может надежно удаляться шеверами. Шеверы могут быть приспособлены для прорезания внутрь нормального профиля поперечного сечения заготовки на двух сторонах, представляющих деформации резки верхним резом, хотя это может быть не обязательно, если время стыковой сварки оплавлением и величина осадки были приспособлены заставлять материал шва гарантировано выходить за пределы нормального профиля поперечного сечения заготовок.
[061] Фиг. 3f демонстрирует стальные заготовки 341-А и 341-В с отрезанными верхним резом концами, представленными для стыковой сварки оплавлением с деформациями, дополнительно выровненными в одном и том же направлении, и результирующей успешной стыковой сваркой оплавлением и зачисткой. Верхняя сторона заготовки, сторона, которую механические ножницы режут и деформируют в операция резки верхним резом, помечена затенением, причем это затенение не используется для показа какой-либо физической характеристики заготовок. Как показано, "отрезанные верхним резом" заготовки 341-А и 341-В свариваются оплавлением с использованием устройства стыковой сварки оплавлением, формирующим бесконечный профиль 341-АВ и стыковое сварочное соединение 342 оплавлением, с излишним материалом шва. Излишний материал шва можно успешно зачищать, из стыковочного сварочного соединения 342 оплавлением, сформированного из бесконечного профиля 341-АВ, с помощью одного или более шеверов, поскольку в дополнительно выровненной конфигурации излишний материал находится только на одной стороне. Здесь, время стыковой сварки оплавлением или величина осадки, или шеверы могут быть приспособлены так, чтобы гарантировать, что излишний материал шва, надежно сформированный стыковой сваркой оплавлением на желаемой боковой поверхности заготовки, которая может находиться внутри нормального профиля поперечного сечения заготовки, может надежно удаляться шеверами. Шеверы могут быть приспособлены для прорезания внутрь нормального профиля поперечного сечения заготовки на двух сторонах, представляющих деформации при резке верхним резом, хотя это может быть не обязательно, если время стыковой сварки оплавлением и величина осадки были подобраны, чтобы заставлять материал шва гарантировано выходить за пределы нормального профиля поперечного сечения заготовок.
[062] Как показано на фиг. 4, машина 405 поворота заготовки может управляться для поворота заготовок для выравнивания отрезанных верхним резом концов заготовки до сварки. В процессе стыковой сварки оплавлением, время оплавления может продлеваться, и величина осадки увеличиваться, например, по сравнению с нормальными временем оплавления и величиной осадки для стыковой сварки оплавлением заготовок.
[063] Время оплавления устройства 407 стыковой сварки оплавлением представляет собой время существования сильноточной электрической дуги, которая используется для частичного плавления, между концами стальных заготовок, и расстояние осаживания представляет собой расстояние, проходимое стальными заготовками на транспортере 402 при сдавливании друг с другом, для функции сплавления частично расплавленных концов заготовок для формирования бесконечного профиля.
[064] Например, может использоваться время оплавления свыше 20 секунд, и может использоваться величина осадки свыше 40 мм. Время оплавления и/или величина осадки может изменяться, чтобы быть достаточным для формирования сварного шва на выровненных концах заготовки, что, при шевинговании резаком шевингования/машиной зачистки, гарантирует удаление поверхностных дефектов. Этого можно добиться, увеличивая время оплавления и величину осадки, чтобы излишний сварной шов 409 дополнительно выступал из профиля заготовок, что облегчает доступ резака(ов) 410 шевингования к соединению для его успешной зачистки.
[065] Средство 403 определения ориентации заготовки используется для определения ориентации отрезанного верхним резом конца входящей стальной заготовки 401 и присоединено через средство 404 управления к средству 405 вращения заготовки, благодаря чему, заготовка, подлежащая привариванию к ранее приваренной заготовке, может поворачиваться вокруг ее продольной оси для выравнивания отрезанного верхним резом конца на передней части заготовки с отрезанным верхним резом концом задней части ранее приваренной заготовки, таким образом, чтобы сварное соединение 409, подлежащее формированию устройством 407 стыковой сварки оплавлением можно успешно зачищать шеверами 410.
[066] Камеры, подключенные к процессору, сконфигурированному, например, программным обеспечением, для управления устройством вращения заготовки на стороне загрузки печи 406 повторного нагрева, могут использоваться для обнаружения и коррекции ориентации заготовки (т.е. как средство 403 определения ориентации заготовки), которая может загибаться внутрь печи 406 повторного нагрева. Такая же конфигурация камеры и устройства вращение может, дополнительно или альтернативно, использоваться на стороне выгрузки печи повторного нагрева (например, в случае, когда заготовка загибается внутрь печи с шагающим подом). Камера, связанная с процессором, может получать изображение заднего конца первой заготовки и может поворачивать следующую заготовку для согласования с задним концом предыдущей заготовки в конфигурациях, показанный на фиг. 3е или фиг. 3f. Таким образом, произвольная ориентация заготовок ограничивается дополнительно выровненной или только противоположной ориентацией, и соответственно, будет осуществляться успешное чистое шевингование излишних сварных швов.
[067] Резак(и) 410 шевингования (осуществляющие зачистку) также может(ут) быть выполнен(ы) с возможностью проделывать более глубокий разрез для грани(ей) резки верхним резом с изогнутыми внутрь концами для удаления сформированного излишнего сварного шва. Этот более глубокий разрез может приводить к небольшой вогнутости в поперечном сечении заготовок в месте соединения, как показано в бесконечных плетях 331-АВ и 341-АВ профиля на фиг. 3. Эта небольшая вогнутость будет расширяться после пропускания через по меньшей мере одну или две из прокатных клетей 413, благодаря чему поперечное сечение катанного изделия выравнивается по длине, без каких-либо дефектов или накатов в законченном изделии. Таким образом, можно решить проблемы стыковой сварки оплавлением "отрезанных верхним резом" заготовок.
[068] На фиг. 5 показана блок-схема операций, детализирующая способ успешной сварки друг с другом "отрезанных верхним резом" заготовок в бесконечный профиль для прокатки в катанные изделия.
[069] На этапе 501 определяется ориентация отрезанного верхним резом конца передней части заготовки для приваривания к задней части ранее приваренной заготовки.
[070] На этапе 502 производится определение, на основании определенной ориентации, нужно ли поворачивать заготовку, подлежащую привариванию к ранее приваренной заготовке, вокруг продольной оси заготовки для выравнивания отрезанного верхним резом конца на передней части заготовки с отрезанным верхним резом концом задней части ранее приваренной заготовки, чтобы сварной шов, сформированный устройством стыковой сварки оплавлением, можно было успешно зачищать шеверами.
[071] На этапе 503 средство вращения заготовки задействуется, на основании определенного поворота, для поворота заготовки вокруг продольной оси заготовки, для стыковой сварки оплавлением для формирования бесконечного профиля для непрерывной прокатки в катанное изделие.
[072] На этапе 504 стыковая сварка оплавлением выровненных заготовок осуществляется с использованием устройства стыковой сварки оплавлением.
[073] На этапе 505 излишний материал шва зачищается из стыковочного сварочного соединения оплавлением, сформированного из бесконечного профиля, с помощью одного или более шеверов.
[074] На этапе 506 сформированный бесконечный профиль непрерывно прокатывается в катанные стальные изделия.
[075] Задача изобретения состоит в том, чтобы сделать машины стыковкой сварки оплавлением более универсальными, способными принимать все виды концевых срезов заготовки, включающих в себя отрезанные верхним резом концы, с очевидными преимуществами, обусловленными гибкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НА СТАЛЕЛИТЕЙНОМ ЗАВОДЕ ПРУТКОВ ЗАДАННОЙ ДЛИНЫ | 2012 |
|
RU2508171C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ АРМАТУРЫ ТРЕБУЕМОЙ ДЛИНЫ | 2011 |
|
RU2497616C2 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| Способ зачистки соединения полос при контактной стыковой сварке оплавлением и устройство для его осуществления | 1985 |
|
SU1276459A1 |
| Способ стыковой сварки | 1975 |
|
SU650753A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ АРМАТУРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2667273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2174559C2 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
Способ и устройство могут быть использованы при сварке друг с другом стальных заготовок, имеющих отрезанные верхним резом концы, для формирования бесконечного профиля и его последующей непрерывной прокатки в катанное изделие. Каждый отрезанный верхним резом конец имеет деформацию в поперечном сечении заготовки, обусловленную предыдущей операцией резания, за счет того, что одна боковая поверхность заготовки проходит внутрь профиля заготовки на концевом участке заготовки относительно нормального ее квадратного профиля поперечного сечения. При осуществлении способа определяют ориентацию передней части заготовки для приваривания к задней части предыдущей заготовки для выявления необходимости поворота заготовки вокруг ее продольной оси для выравнивания их отрезанных концов и обеспечения последующей зачистки сформированного сварного шва шеверами для удаления всего излишнего материала шва. На основании определенной ориентации оперируют средством вращения заготовки для ее поворота вокруг продольной оси заготовки. Осуществляют стыковую сварку оплавлением выровненных заготовок с использованием устройства стыковой сварки оплавлением. Зачищают шов бесконечного профиля, сформированный стыковым сварочным соединением оплавлением, от излишнего металла с помощью одного или более шеверов. За счет подбора ориентации заготовок машины стыковкой сварки оплавлением способны принимать все виды концевых срезов заготовок с успешной их сваркой и зачисткой полученного соединения. 2 н. и 13 з.п. ф-лы, 5 ил.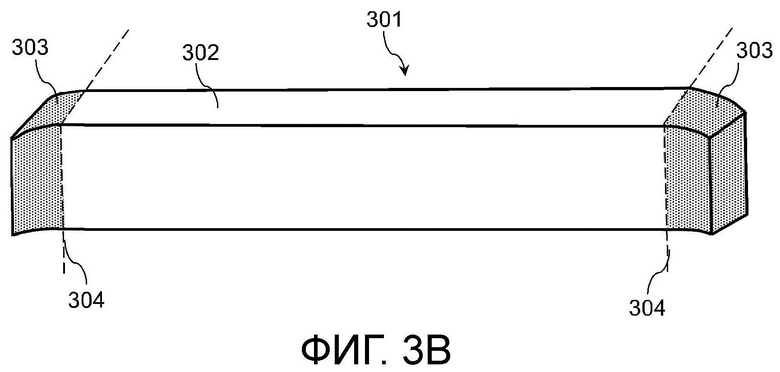
1. Способ сварки друг с другом стальных заготовок, имеющих отрезанные верхним резом концы, для формирования бесконечного профиля для его последующей непрерывной прокатки в катанное изделие, причем каждый отрезанный верхним резом конец имеет деформацию в поперечном сечении заготовки за счет того, что одна боковая поверхность заготовки все больше и больше проходит внутрь профиля заготовки на концевом участке заготовки относительно нормального квадратного профиля поперечного сечения заготовки от концевого участка заготовки, причем деформация обусловлена предыдущей операцией резания, причем способ предусматривает использование устройства стыковой сварки оплавлением и одного или более шеверов для удаления излишнего материала шва, причем способ содержит этапы, на которых:
определяют ориентацию отрезанного верхним резом конца передней части заготовки для приваривания к задней части предыдущей заготовки;
определяют, на основании ориентации, нужно ли поворачивать заготовку, подлежащую привариванию к предыдущей заготовке, вокруг продольной оси заготовки для выравнивания отрезанного верхним резом конца на передней части заготовки с отрезанным верхним резом концом задней части предыдущей заготовки для обеспечения зачистки сварного шва, сформированного устройством стыковой сварки оплавлением, шеверами для удаления всего излишнего материала шва;
оперируют средством вращения заготовки, на основании определенной ориентации, для поворота заготовки вокруг продольной оси заготовки, для формирования бесконечного профиля для непрерывной прокатки в катанное изделие;
осуществляют стыковую сварку оплавлением выровненных заготовок с использованием устройства стыковой сварки оплавлением; и
зачищают шов бесконечного профиля, сформированного стыковым сварочным соединением оплавлением, от излишнего материала шва с помощью одного или более шеверов.
2. Способ по п. 1, в котором операция резания, формирующая отрезанный верхним резом конец, характеризуется тем, что:
осуществляется механическими ножницами, содержащими неподвижное лезвие и движущееся лезвие, размещенные на противоположных гранях заготовки, причем движущееся лезвие движется к неподвижному лезвию для прорезания через поперечное сечение заготовки между ними; и
причем результирующая деформация приводит к тому, что боковая поверхность заготовки проходит внутрь профиля заготовки по меньшей мере на 25 мм или более, или по меньшей мере на 10% толщины нормального профиля поперечного сечения заготовки.
3. Способ по п. 1 или 2, в котором деформированный верхним резом концевой участок заготовки составляет по меньшей мере 10 сантиметров на конце заготовки.
4. Способ по пп. 1, 2 или 3, дополнительно содержащий этап, на котором управляют временем оплавления и расстоянием осаживания устройства стыковой сварки оплавлением в достаточной степени, чтобы излишний материал шва выступал из профиля заготовок на стороне деформированной поверхности отрезанных верхним резом концов заготовок, для обеспечения зачистки излишнего материала шва одним или более шеверов для удаления всего излишнего материала шва.
5. Способ по любому из предыдущих пунктов, в котором шеверы выполнены с возможностью прорезания внутрь профиля нормального квадратного поперечного сечения сваренного бесконечного профиля металла на по меньшей мере стороне деформированной поверхности отрезанных верхним резом концов заготовок, чтобы глубина разреза была достаточной для удаления всего излишнего материала шва из стыковочного сварочного соединения.
6. Способ по любому из предыдущих пунктов, в котором вращение заготовки, подлежащей привариванию к предыдущей заготовке, вокруг ее продольной оси, служит для дополнительного выравнивания отрезанных верхним резом концов заготовок, подлежащих свариванию друг с другом, в одном и том же направлении, или противоположного выравнивания отрезанных верхним резом концов заготовок, подлежащих свариванию друг с другом, в противоположном направлении, для обеспечения зачистки сварного шва, сформированного устройством стыковой сварки оплавлением, шеверами для удаления всего излишнего материала шва.
7. Способ по любому из предыдущих пунктов, в котором сформированный бесконечный профиль для непрерывной прокатки в катанные изделия прокатывают в одной или более прокатных клетях в катанное изделие, не содержащее поверхностных дефектов или изменений профиля, вследствие зачистки излишнего материала шва.
8. Устройство для сварки друг с другом стальных заготовок, имеющих отрезанные верхним резом концы, для формирования бесконечного профиля для его последующей непрерывной прокатки в катанное изделие, причем каждый отрезанный верхним резом конец имеет деформацию в поперечном сечении заготовки за счет того, что одна боковая поверхность заготовки все больше и больше проходит внутрь профиля заготовки на концевом участке заготовки относительно нормального квадратного профиля поперечного сечения заготовки от концевого участка заготовки, причем деформация обусловлена предыдущей операцией резания, причем устройство содержит:
средство определения ориентации заготовки для определения ориентации отрезанного верхним резом конца передней части заготовки для приваривания к задней части предыдущей заготовки, и определения, на основании ориентации, нужно ли поворачивать заготовку, подлежащую привариванию к предыдущей заготовке, вокруг продольной оси заготовки для выравнивания отрезанного верхним резом конца на передней части заготовки с отрезанным верхним резом концом задней части предыдущей заготовки;
устройство вращения заготовки, выполненное с возможностью поворота заготовки, на основании определенного поворота, вокруг ее продольной оси заготовки для достижения выравнивания;
устройство стыковой сварки оплавлением для стыковой сварки оплавлением выровненных заготовок для формирования бесконечного профиля для прокатки;
один или более шеверов для зачистки сварного соединения между заготовками от излишнего материала шва;
причем поворот определяется для обеспечения зачистки сварного шва, сформированного устройством стыковой сварки оплавлением, шеверами для удаления всего излишнего материала шва.
9. Устройство по п. 8, в котором средство вращения заготовки вращает заготовку, подлежащую привариванию к предыдущей заготовке, вокруг ее продольной оси для дополнительного выравнивания отрезанных верхним резом концов заготовок, подлежащих свариванию друг с другом, в одном и том же направлении, или противоположного выравнивания отрезанных верхним резом концов заготовок, подлежащих свариванию друг с другом, в противоположном направлении, для обеспечения зачистки сварного шва, сформированного устройством стыковой сварки оплавлением, шеверами для удаления всего излишнего материала шва.
10. Устройство по п. 8 или 9, в котором устройство стыковой сварки оплавлением выполнено так, чтобы время оплавления и расстояние осаживания устройства стыковой сварки оплавлением были достаточными для того, чтобы излишний материал шва выступал из профиля заготовок на стороне деформированной поверхности отрезанных верхним резом концов заготовок, для обеспечения зачистки излишнего материала шва одним или более шеверов для удаления всего излишнего материала шва.
11. Устройство по пп. 8, 9 или 10, дополнительно содержащее печь повторного нагрева, выполненную с возможностью нагрева каждой заготовки до стыковой сварки оплавлением, чтобы сформированный бесконечный профиль был достаточно пластичным для прокатки в катанные изделия.
12. Устройство по любому из пп. 8-11, в котором средство определения ориентации заготовки содержит одну или более камер, подключенных к одному или более процессорам, расположенных между печью повторного нагрева и устройством стыковой сварки оплавлением, для определения ориентации отрезанного верхним резом конца заготовки.
13. Устройство по любому из пп. 8-12, дополнительно содержащее одну или более прокатных клетей, которые используются для непрерывной прокатки сформированного бесконечного профиля в катанные изделия.
14. Устройство по любому из пп. 8-13, в котором шеверы содержат отдельное средство резания для каждой поверхности профиля бесконечного профиля.
15. Устройство по любому из пп. 8-14, в котором шеверы выполнены с возможностью прорезания внутрь профиля нормального квадратного поперечного сечения сваренного бесконечного профиля на по меньшей мере стороне деформированной поверхности отрезанных верхним резом концов заготовок, чтобы глубина разреза была достаточной для удаления всего излишнего материала шва из стыковочного сварочного соединения оплавлением.
| EP 3812055 B1, 28.04.2021 | |||
| Машина для контактной стыковой сварки полос | 1976 |
|
SU603529A1 |
| Устройство для выравнивания торцов металлических полос при сварке | 1959 |
|
SU127342A1 |
| Машина для контактной стыковой сварки оплавлением | 1979 |
|
SU904247A1 |
| US 4785154 А, 15.11.1988. | |||

