Изобретение относится к машиностроению, в частности к области обработки металлов давлением и может быть использовано при производстве протяженных конструктивов. Например, при производстве проволоки в волочильных цехах, при формировании их в мотки с помощью роботов, движущихся вдоль направляющих, перемещении обрабатываемых рыхлых прядей витков от мест приема.
Известен роботизированный комплекс для многопереходной штамповки (патент RU №2082527), заключающийся в том, что комплекс содержит установленные в технологической последовательности и связанные системой управления технологические ячейки, представляющий собой пресс, магазин для размещения заготовок, робот для укладки заготовок в штамп и выноса деталей из штампа, приемное устройство и узел ориентации заготовок. Указанный робот выполнен из двух кареток, содержащих по одной руке каждая соответственно для укладки заготовок в штамп и выноса деталей из штампа, при этом каретки размещены на балке, подвешенной с фронта пресса. Магазин для размещения кассет с заготовками выполнен в виде питателя с рольгангом, а установленные на нем кассеты выполнены сдвоенными, сменными и имеющими пазы для взаимодействия со складными упорами каретки привода шагового перемещения. Магазин оснащен также приводом шагового перемещения, состоящим из каретки с закрепленными на ней складными упорами взаимодействующими с пазами кассет и с заготовками, копиром на ее переднем конце и размещенным в конце хода каретки двухплечным рычагом, одно плечо которого постоянно контактирует с подпружиненным упором, другое с копиром в конце хода каретки. Имеется также резервный магазин с магнитными распушителями. Приемное устройство выполнено в виде двухручьевого лоткового склиза, установленного на столе пресса. Узел ориентации заготовок выполнен в виде двух ложементов, копирующих верхнюю и нижнюю стороны детали и замыкающих между собой деталь посредством пневмоцилиндров, поворачивающихся вокруг общей оси и установленных на наклоняемой посредством регулируемого двухстороннего пневмоцилиндра секторной качалке, перемещающейся в роликовых опорах, закрепленных в корпусе узла ориентации. Узел ориентации установлен на рольганг магазина, а его основание выполнено аналогично основанию кассеты.
Роботизированный комплекс для многопереходной штамповки обладает некоторыми недостатками: он оснащен большим количеством вспомогательных технологических устройств, и обслуживает только один штамп из-за его жесткого крепления посредством кареток с фронта пресса. Робот выполняет только две технологические операции: укладку заготовок в штамп и вынос деталей из штампа. Недостатком данного устройства также является неэффективность выполнения технологических операций.
Наиболее близким конструкторским решением является устройство для обработки проволоки в мотки после волочения (АС №721146), включающее корпус, механизм формования и уплотнения мотка установленный на корпусе, механизм для подачи вязальной проволоки и механизм для скручивания проволоки, на корпусе установлен подвижный стол, механизмы навешивания бирок, механизм для поворота мотка и механизм отгрузки, а корпус установлен на самоходной тележке.
Недостатком данного устройства также является неэффективность совершаемых технологических операций, отсутствие полной информации о процессе производства и связи с более высоким уровнем управления производством.
Задачей заявляемого изобретения является повышение производительности готовой промышленной продукции в мотках путем комплексной автоматизации выполняемых технологических операций.
Технический результат заключается в расширении количества степеней подвижности робототехники относительно фундаментального предела - классических степеней свободы.
Поставленная задача решается тем, что роботизированный информационно-технологический модуль включает устройство изготовления протяженных конструктивов, устройство временного хранения готовой продукции, расположенное на некотором расстоянии от устройства изготовления протяженных конструктивов, устройство перемещения готовой продукции, один робот с пятью классическими осями степеней свободы с возможностью перемещения от устройства изготовления протяженных конструктивов к устройству временного хранения готовой продукции и обратно, информационно-технологическую систему управления, при этом информационно-технологическая система управления связана с устройством изготовления протяженных конструктивов, устройством временного хранения готовой продукции, роботом. При этом информационно-технологическая система управления содержит арифметическое устройство, датчики, подключенные к арифметическому устройству, логический оператор, а также последовательно соединенные устройство ввода и вывода информации с выходом на более высокий уровень управления производством, дешифратор, устройство памяти, усилитель сигнала, цифро-аналоговый преобразователь и электродвигатель робота, при этом арифметическое устройство подключено к пульту управления, а также посредством обратной связи подключено между устройством памяти и выходом операционного усилителя, логический оператор подключен к пульту управления, арифметическому устройству и операционному усилителю.
Изобретение поясняется чертежами, схемами, графиками и моделями: фиг.1 - фиг.8.
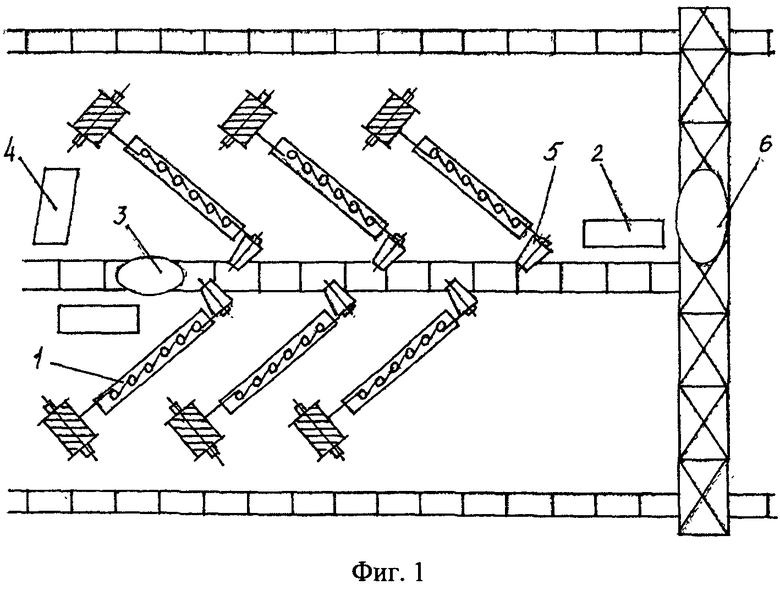
На фиг.1 приведена структурная схема заявляемого роботизированного информационно-технологического модуля, где позициями обозначены: 1 - волочильный стан; 2 - устройство временного хранения готовой продукции; 3 - робот; 4 - пульт управления информационно-технологической системы управления; 5 - хобот-дозатор волочильного стана; 6 - устройство перемещения готовой продукции.
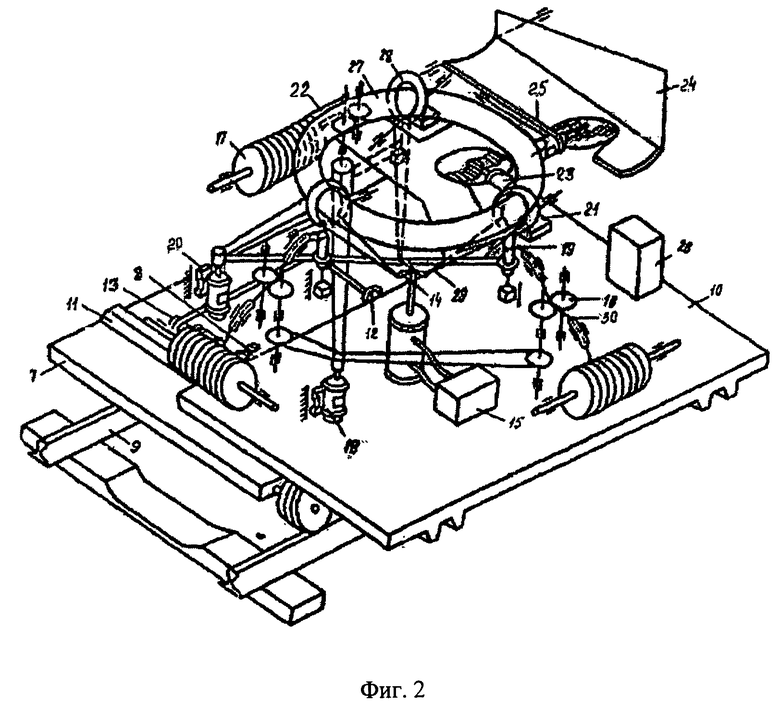
На фиг.2 - кинематическая схема робота для осуществления способа в аксонометрии, где 7 - лафет-тележка; 8 - электропривод; 9 - путепровод; 10 - подвижный стол, способный совершать возвратно-поступательное движение; 11 - направляющие; 12 - винтовая пара; 13 - электродвигатель; 14 - механизм формования и уплотнения; 15 - гидропривод; 16 - механизмы подачи ветвей вязальной проволоки; 17 - шпули; 18 - электродвигатель; 19 - механизмы скручивания ветвей вязальной проволоки; 20 - электродвигатель; 21 - магазин бирок; 22 - поворотный механизм мотка; 23 - электродвигатель с зубчатой передачей; 24 - механизм отгрузки мотка; 25 - электродвигатель; 26 - автономный пульт управления робота; 27 - доза проволоки мотка; 28 - захваты; 29 - кинематические связи; 30 - вязальная проволока.
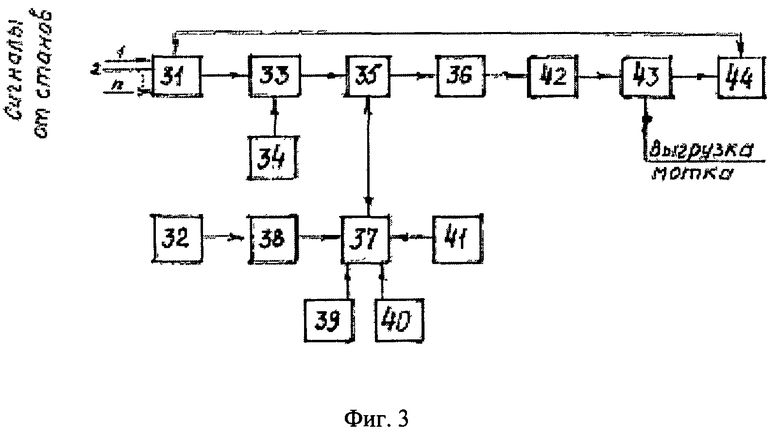
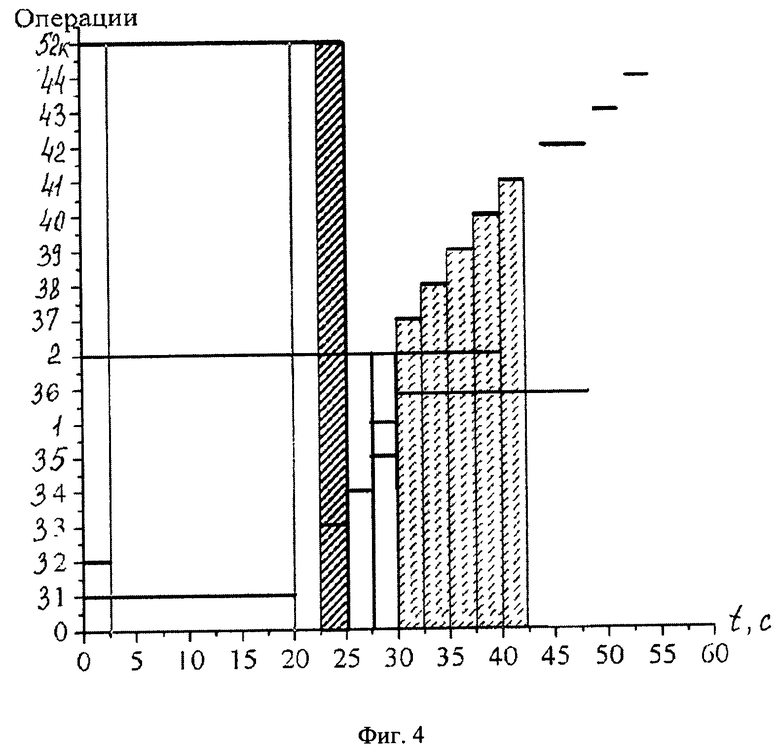
На фиг.3 - функциональная схема выполнения технологических операций робота, где: 31 - движение робота к волочильному стану; 32 - подготовка роботом бирки; 33 - выдвижение подвижного стола робота; 34 - прием роботом дозы проволоки с хобота-дозатора волочильного стана; 35 - возврат подвижного стола робота в исходное состояние; 36 - движение робота от волочильного стана к устройству хранения готовой продукции; 37 - формование прядей протяженных конструктивов; 38 - подача маркировочной бирки в одно из мест увязки, 39 - подача вязальной проволоки, 40 - закатывание роботом ветвей вязальной проволоки, 41 - скручивание ветвей вязальной проволоки; 42 - поворот мотка в вертикальное положение; 43 - выгрузка мотка; 44 - исходное состояние робота.
На фиг.4 - временная диаграмма выполнения групп технологических операций в технологическом цикле роботизированного информационно-технологического модуля, где: t - длительность выполнения операций; 54 - исходное состояние стана; 55 - подготовка ячейки устройства временного хранения готовой продукции; 52к - сигнал от датчика стана. Остальные позиции по фиг.3.
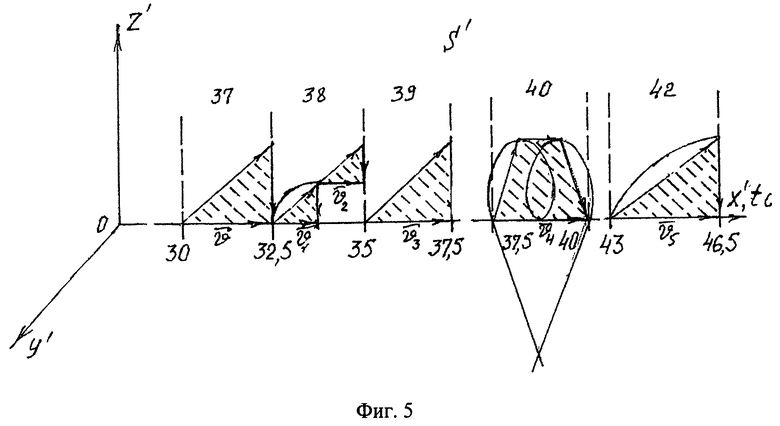
На фиг.5 - временная диаграмма выполнения последовательности виртуальных технологических операций, в подвижной системе координат, где t - длительность выполнения операций, υ, υ1+υ2, υ3, υ4 - скорости выполнения технологических операций 37, 38, 39, 40, 42 соответственно. Величины скоростей (быстродействие) совершения виртуальных технологических операций υ, υ1+υ2, υ3, υ4 одинаковые. Координатная ось х′ совпадает с координатой времени t′, S1 - движущаяся система отсчёта.
На фиг.6a, b - совершение технологической операции увязки (скручивания ветвей вязальной проволоки) в моток: а - в неподвижной системе координат; b - в подвижной системе координат. Где: ω - вращение при скручивании, r - радиус-вектор кривой, R - первоначальный радиус-вектор кривой (вязальной нити), υ - скорость скручивания, Р - натяжение, φ - исходный угол, φ0 - конечный угол, S - система отсчёта покоящаяся, S1 -движущаяся система отсчёта, t - время совершения технологической операции.
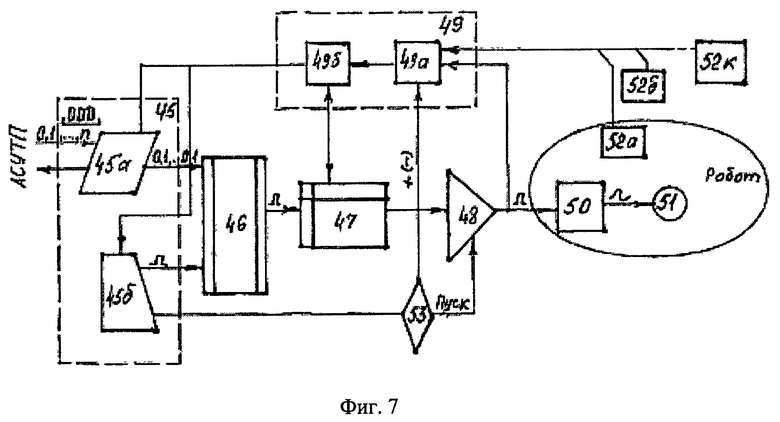
На фиг.7 - функциональная схема информационно-технологической системы управления: 45 - пульт управления роботизированным информационно-технологическим модулем с автоматическим устройством ввода и вывода (45а) и ручным устройством ввода команд (45b); 46 - дешифратор; 47 - устройство памяти; 48 - операционный усилитель; 49 - арифметическое устройство с регистром (49а) и устройством считывания (49b); 50 - цифро-аналоговый преобразователь сигналов; 51 - исполнительный электродвигатель; 52а, …, 52к - датчики на роботе и волочильных станах, устройстве временного хранения готовой продукции; 53 - логический оператор.
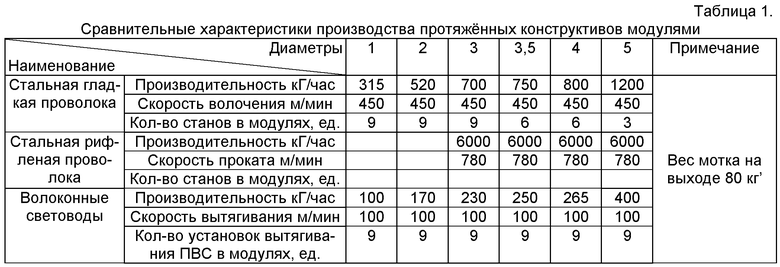
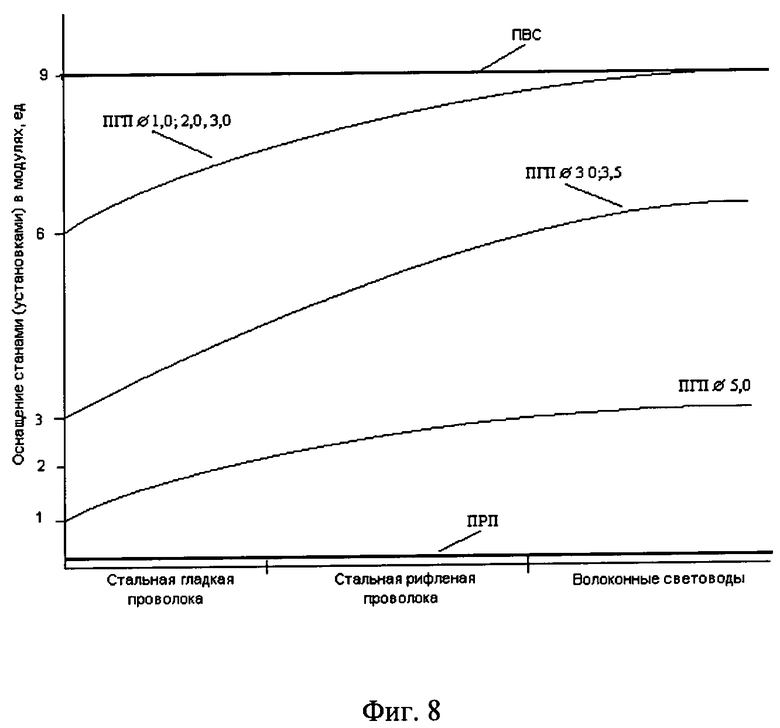
На фиг.8 - зависимость количества обрабатываемых станов модулями от вида производимых протяженных конструктивов, характеризующая применяемость модульной организации при производстве протяженных конструктивов: стальной гладкой проволоки (ПГП), стальной рифленой проволоки (ПРП), волоконных световодов (ПВС).
Роботизированный информационно-технологический модуль (рис.1) включает, по крайней мере, одно устройство изготовления протяженных конструктивов, например, волочильный стан 1 с хоботом-дозатором 5, устройство временного хранения готовой продукции 2, расположенное на некотором расстоянии от волочильного стана 1, пульт информационно-технологической системы управления 4, по крайней мере, один робот 3 с пятью классическими осями степеней свободы с возможностью перемещения от волочильного стана 1 к устройству временного хранения готовой продукции 2 и обратно, и устройство перемещения готовой продукции 6. Устройство временного хранения готовой продукции 2 может быть выполнено в виде автоматического стеллажа элеваторного типа и снабжено датчиками контроля наполняемости ячеек. Устройство перемещения готовой продукции 6 может быть выполнено в виде крана-балки.
Робот 3 представляет собой (рис.2) сложное механико-электрическое устройство и содержит лафет-тележку 7, выполненную с возможностью перемещения по путепроводу 9 и с установленными на ней выдвигающимся по направляющим 11 столом 10, механизмом формования и уплотнения 14, механизмом подачи ветвей вязальной проволоки 16, механизмом скручивания ветвей вязальной проволоки 19, магазином бирок 21, поворотным механизмом мотка 22, механизмом отгрузки мотка 24, автономным пультом управления робота 26. Все механизмы 14, 16, 22, 24 выполнены с возможностью перемещения, что обеспечивается подключенными к ним электроприводом 8, электродвигателями 13, 18, 23, 25. Захваты 28 жестко соединены кинематическими связями 29 с гидроприводом 15, электродвигатели 18 и 20 кинематически соединены, например, клиноременными передачами в трех позициях с механизмами подачи вязальной проволоки 16 и механизмом скручивания 19 ветвей вязальной проволоки соответственно.
Информационно-технологическая система управления связана с волочильным станом 1, устройством временного хранения готовой продукции 2, роботом 3 и содержит арифметическое устройство 49, датчики 52а, 52б и 52к, подключенные к арифметическому устройству 49 и логический оператор 53, а также последовательно соединенные пульт управления 45 с выходом на более высокий уровень управления производством, дешифратор 46, устройство памяти 47, операционный усилитель сигнала 48, цифро-аналоговый преобразователь сигналов 50 и исполнительный электродвигатель робота 51, при этом арифметическое устройство 49 подключено к пульту управления 45, а также посредством обратной связи подключено между устройством памяти 47 и выходом операционного усилителя 48, логический оператор 53 подключен к пульту управления 45, арифметическому устройству 49 и операционному усилителю 48. Арифметическое устройство 49 выполнено в виде двух последовательно соединенных блоков: регистра 49а и устройства считывания 49b. Пульт управления 45 включает как автоматическое устройство ввода и вывода 45а, так и ручное устройство ввода 45b.
Работа роботизированного информационно-технологического модуля производства протяженных конструктивов реализуется следующим образом.
По сигналу с хобота-дозатора 5 волочильного стана 1 (фиг.1) готовится свободная ячейка ближайшего устройства временного хранения готовой продукции 2 для приема готового увязанного мотка, робот 3 подъезжает под хобот-дозатор 5 и принимает порцию готовой рыхлой проволоки, при этом контроль за функционированием технологического модуля осуществляется посредством информационно-технологической системы управления, расположенной в пульте управления 4.
Работа робота 3 совершается циклически в динамике относительно наполняемости дозаторов-хоботов 5 (фиг.1). Подъехав к хоботу-дозатору 5 волочильного стана 1, робот выдвигает стол 10 (фиг.2) и принимает пряди проволоки в захваты 28, содержащие каналы для направленного прохождения (закатывания) вязальной проволоки 30. С падением последнего витка проволоки захваты сходятся и замыкаются, происходит формование и уплотнение дозы проволоки 27 кинематическими связями 29, шарнирно-соединенными с одной стороны с захватами 28, с другой с крестовиной штока гидропривода 15. Затем осуществляют подачу вязальной проволоки 30 с помощью механизма подачи 16 и одновременно в нескольких точках совершается скручивание ветвей вязальной проволоки 30 до определенного усилия системой механизмов скручивания 19 и в одном из мест увязки навешивается определенная бирка магазина бирок 21, например, револьверного типа. Увязанный моток с маркировочной биркой приводится в вертикальное положение с помощью поворотного механизма 22; робот 3 (фиг.1) останавливается у подготовленной ячейки устройства временного хранения готовой продукции 2 и отгружает моток механизмом отгрузки 24, после чего робот 3 приводится автоматически в исходное состояние и начинается новый цикл.
При заполнении одной из секций устройства временного хранения готовой продукции 2, по сигналу с пульта управления 4 (фиг.1) подается устройство транспортировки готовой продукции 6, осуществляет выемку готовой продукции и отгружает на склад или прямо в железнодорожный полувагон. При этом все технологические действия осуществляются под контролем электронного логического оператора 53 (фиг.7), содержащегося в информационно-технологической системе управления.
Устройство автоматического ввода-вывода 45а принимает и обрабатывает все основные командные сигналы, которые необходимы для согласования работы всех блоков и устройств системы в целом. Командные сигналы в виде кода двоичного числа, поступают на вход дешифратора 46, который служит для преобразования сигналов, подаваемых на вход, в один управляющий сигнал (снимаемый с соответствующей шины). Далее сигнал поступает в устройство памяти 47, служащее для хранения и выдачи информации в процессе выполнения команд и разбитое на ячейки, каждой из которых присвоен свой номер (адрес), в каждую ячейку может быть записано одно число (команда). Передача информации в виде определенного сигнала - команды из устройства памяти 47 осуществляется по трактам воспроизведения в усилитель 48. Далее цифровой сигнал в арифметическое устройство 49 и через цифро-аналоговый преобразователь 50 поступает на электродвигатель робота 51. Сигнал, являющийся результатом вычислений арифметического устройства 49, поступает в устройство памяти 47 в устройство «ввода-вывода» 45а. От датчиков 52а, 52б, …, 52к, расположенных в роботе и в хоботах-дозаторов волочильных машин, поступают сигналы уведомления о выполнении команд в арифметическое устройство 49. С пульта управления информация о количестве выработанных мотков поступает на более высокий уровень управления производством, на автоматизированную систему управления технологическим производством. Пульт управления снабжен блоком ручного (аварийного) управления 45b. По каналам обратной связи сигналы поступают в электронный логический оператор 53 для указания направления технологического процесса и под контролем которого совершается движение робота.
Робот 3 является центральным компонентом роботизированного информационно-технологического модуля и характеризуется способностью трехмерного манипулирования, управления его движениями в пространстве, возможностью независимой активации множественных рабочих (исполнительных) органов и наличием независимой системы контроля управления, работающих в реальном масштабе времени, и может интегрироваться с более высокими уровнями управления. Четкая геометрия, исключительные механические свойства, ординарные электрические характеристики вкупе с прочими выдающимися физико-техническими свойствами делают роботизированный информационно-технологический модуль потенциальным кандидатом для широкого спектра применений (см. фиг.8).
Таким образом, концентрация и синхронизация функциональных дискретных операций роботизированного модуля, с целью быстродействия технологического цикла распределены, фиг.4, следующим образом по группам: 1-31, 32, 2, 52к; 2-31, 2, 52к; 3-33, 2, 52к; 4-34, 2; 5-35, 1, 2; 6-36, 2, 37; 7-36, 2, 38; 8-36, 2, 39; 9-36, 2, 40; 10-36, 41; 11-36, 42. Все эти группы функционально-интегральные одновременно совершаемых технологических операций роботизированного модуля, а технологические операции: 37, 38, 39, 40, 41, 42 имеют характер виртуальных (фиг.5, 6).
Например, можно описать виртуальные степени подвижности для технологических операций (фиг.5), совершаемых при движении робота: формование 37, подача бирок 38, подача вязальной проволоки 39, закатывание ветвей вязальной проволоки 40. Здесь технологическая операция 38 включает вращательное (револьверное) движение секций маркировочных бирок, относительно общей оси секций, для трехмерного позиционирования и управления ориентацией конечных линейно-исполнительных органов для осуществления сложной операции досылки маркировочной бирки в место крепления ее к мотку. Технологические операции 37-40 - виртуальные технологические операции имеют одинаковое быстродействие и, причем, технологическая операция 38 имеет комбинированную виртуальную степень подвижности. Технологические виртуальные операции 38 и 42 имеют вращательные степени свободы. Штрихпунктирные области означают сектора скорости совершения технологических операций.
Можно рассмотреть технологическую операцию скручивания ветвей вязальной проволоки 41 (фиг.4), которая имеет виртуальную степень подвижности. В период покоя робота 3 технологическая операция имеет классическую степень подвижности (фиг.6а), находящейся в неподвижной системе отсчета S. При движении робота 3 все технологические операции уже совершаются в подвижной системе отсчета S', и степень подвижности первого случая (фиг.6а) переходит в виртуальную степень радиальной подвижности (фиг.6b). Обе степени подвижности удовлетворяют постулату, что «величины временных интервалов t=t1 относительно разных произвольно движущихся систем отсчёта одинаковы». Заштрихованные области обозначают работу при выполнении технологической операции. Очевидно, что совокупность виртуальных перемещений совпадает при стационарных связях. Следовательно, скручивание ветвей вязальной проволоки совершается с постоянной линейной и секторной скоростями в момент времени t. В первом случае φ=φ0, во втором φ→φ0. R-r=δr - вариация радиуса-вектора [Ольховский, И.И. Курс теоретической механики для физиков / И.И. Ольховский. - М.: «Наука». 1970. - 448 с].
Длительность технологической операции относительно системы S: t=t1-t0. t1=t1 1-t0 1 - длительность той же технологической операции относительно системы S′. На фиг.6а представлена действительная кривая, определяемая функцией r(t), удовлетворяющей уравнениям движения и уравнениям связей, в то время как виртуальная кривая, фиг. 6b определяется функцией r1(t, ε), подчинённая только уравнениям связей [Ольховский, И.И. Курс теоретической механики для физиков / И.И. Ольховский. - М.: «Наука». 1970. - 448с].
Для каждой действительной кривой (фиг.6а) удовлетворяется общее уравнение механики, являющееся необходимым и достаточным условием движения, а виртуальное «движение» (фиг.6b) отличается от действительной степени подвижности тем, что для виртуальной степени подвижности не удовлетворяется общее уравнение механики, а виртуальная степень подвижности удовлетворяет интегральному условию:
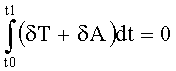
где: t0=0с, t1=2с; δТ - вариация кинетической энергии технологической операции, δА - виртуальная работа рассматриваемой технологической операции.
Таким образом, можно утверждать, что условие представляет собой интегральный вариационный принцип для систем с любыми заданными силами.
На примере реализации технологических операций в модуле показано существование виртуальных степеней подвижности в условиях перемещения робота роботизированного информационно-технологического модуля (РИТМ). Наличие виртуальной (виртуальных) степени подвижности в роботе характеризует его как средство автоматизации с гибридными степенями подвижности в автоматизированном технологическом комплексе по производству витых протяженных конструктивов. Наличие виртуальной действительности облегчает манипулирование технологическими операциями.
С пульта управления 4 (рис.1) совершается управление технологическим процессом: мониторинг, анализ технологических ситуаций и контроль за работой всех составных элементов роботизированного информационно-технологического модуля посредством информационно-технологической системы (фиг.7) [В.Я. Подвигалкин. Системные информационно-технологические связи автоматизированного модульного промышленного производства проволоки. Вестник СГТУ, №1 (6), Саратов. С.109-117], [А.А. Игнатьев и др. Мониторинг автоматизированного технологического процесса производства проволоки / А.А. Игнатьев, В.Я. Подвигалкин, С.А. Игнатьев // Материалы и технологии XXI века: сб. статей IV Междунар. науч. техн. конф. - Пенза, 2006. - С.211-215].
Описанная работа роботизированного информационно-технологического модуля доказывает возможность обработки дозы проволоки в мотки и позволяет значительно повысить производительность, в условиях производства протяженных конструктивов, путем комплексной автоматизации технологического процесса и придания ему динамичности.
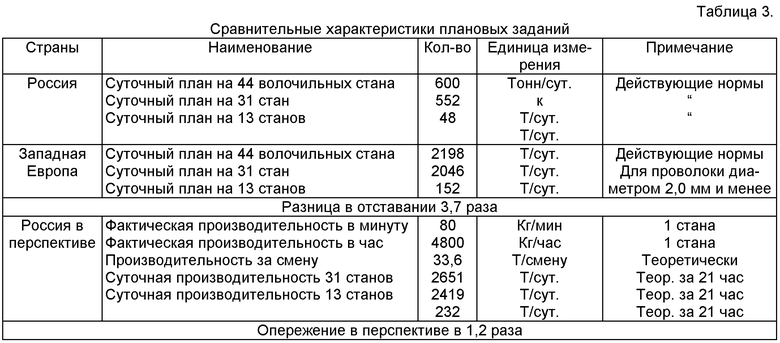
Для подтверждения преимущества предлагаемого РИТМ, перед практикуемыми, приводятся в таблицах 1-4.
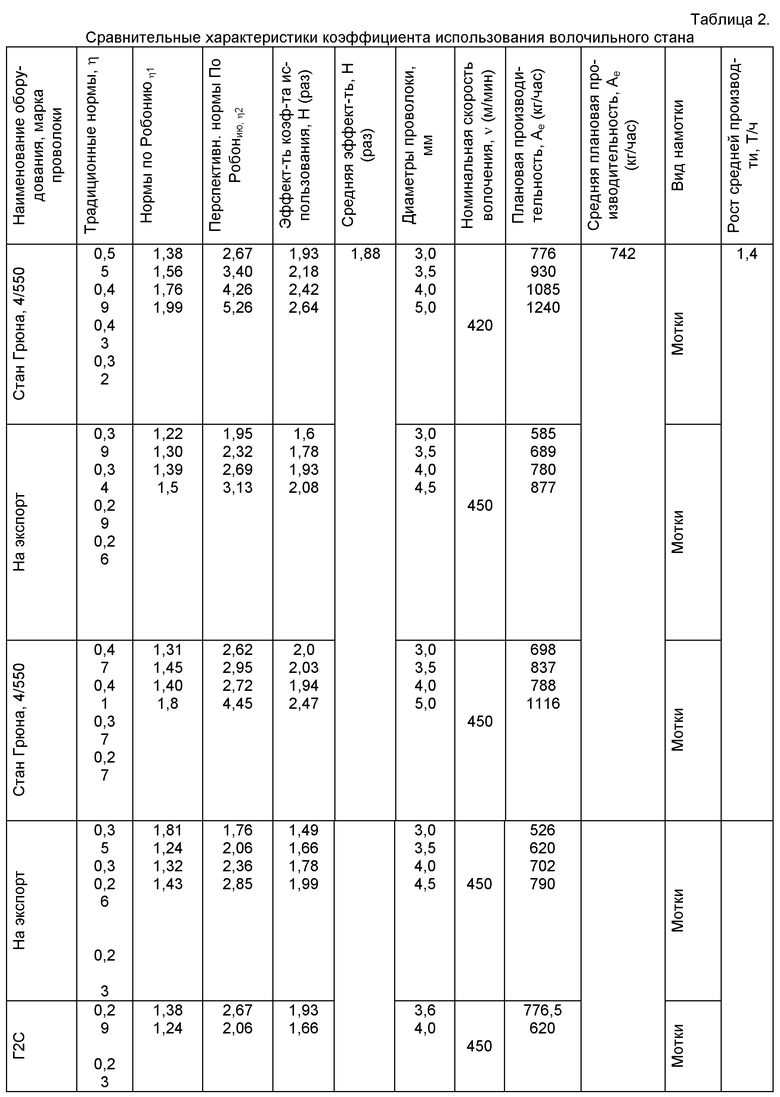
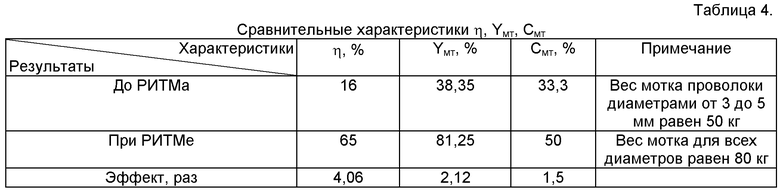
В таблице 4: η - коэффициент использования волочильных станов; Yмт - уровень механизации труда; Смт - степень механизации труда.
Пример практического исполнения.
Реализован робот со следующими технико-экономическими параметрами: Количество степеней подвижности: 16=10+5*+1**, количество осей свободы: 5, количество линейных степеней свободы: 5, количество вращательных степеней свободы: 5, количество комбинированных степеней подвижности - одна; привод:
электромеханический, гидромеханический, количество позиций программы: 17, точность позиционирования: не более 5 мм, быстродействие цикла: 1 мин, оптимальная грузоподъемность: 80 кг, потребляемая мощность: 5,2 кВа, габариты в статике: 2050×2250×1750 мм, количество обслуживаемых волочильных станов: 1-14, возможность производства семейства роботов: более 5 ед. Предполагаемая максимальная экономическая эффективность: 10000 тыс.USD.
Повышена производительность готовой продукции в мотках. Получены следующие результаты - возможностей производства продукции с помощью комплексной автоматизации производства:
- уровень функциональной технологической интегральности составил 1,47;
- коэффициент функциональной интегральности равен 2,25;
- степень интегральности электронной элементной базы - 25;
- коэффициент конструктивной унификации исполнительных узлов составил 2.28.
- коэффициент автоматизации контроля технологического цикла достигнул 2,2;
- в 2.5 раза сократится станочный парк и образуется станочный резерв;
- в 3 раза снизится себестоимость продукции;
- показатель применяемости не менее 5;
- в 1,2 раза быстрее выйти на опережение фирм Европы в части производительности продукции.
Количество модификаций конструкций находится в прямой зависимости от возможного конструирования семейства конструкций роботов. Это количество также находится в прямой зависимости от объемов и комбинаций по диаметрам обрабатываемой стальной проволоки в мотки. Процесс волочения проволоки становится непрерывным; рабочая смена более полной; повышается культура труда и производства в целом. Практически понятие физической усталости персонала не будет существовать. Норма выработки продукции повысится и станет стабильной. Роботизированный информационно-технологический модуль отвечает трем основополагающим принципам автоматизации: технологичность, инвариантность, интегральность.
Эксплуатация исключит большие затраты средств и ресурсов. Производимые мотки стальной проволоки товарной массы обеспечат покупную способность мелких мастерских и населения, сверх потребления крупными промышленными производствами.
* - виртуальные степени подвижности.
** - комбинированная степень подвижности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки проволоки в мотки после волочения | 1978 |
|
SU721146A1 |
| СЕЛЬСКОХОЗЯЙСТВЕННЫЙ РОБОТ | 2011 |
|
RU2492620C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Универсальный каркасный модуль и система для лазерной обработки протяженных объектов вращения | 2020 |
|
RU2759273C1 |
| Роботизированное устройство для обслуживания клиентов | 2016 |
|
RU2629172C1 |
| СПОСОБ И СИСТЕМА ЗАХВАТА ОБЪЕКТОВ С ПОМОЩЬЮ РОБОТИЗИРОВАННОГО УСТРОЙСТВА | 2020 |
|
RU2745380C1 |
| РОБОТИЗИРОВАННЫЙ ВЕЗДЕХОДНЫЙ КОМПЛЕКС ДЛЯ ХРАНЕНИЯ И ОТПУСКА ПРОДУКЦИИ | 2022 |
|
RU2787095C1 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОКРАТНЫМ ПРЯМОТОЧНЫМ ВОЛОЧИЛЬНЫМ СТАНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111807C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |

Изобретение относится к машиностроению, в частности к области обработки металлов давлением, и может быть использовано при производстве протяженных изделий, в частности при производстве проволоки в волочильных цехах, при формировании их в мотки с помощью роботизированных информационно-технологических модулей и может быть использовано в проволочном, кабельном производствах, при производстве волоконно-оптических световодов и т.д. Роботизированный информационно-технологический модуль содержит волочильные станы с хоботами-дозаторами, устройство транспортирования мотков проволоки, устройство хранения готовой продукции, робот, выполненный с возможностью приема из волочильного стана мотков проволоки, уплотнения в моток с одновременным перемещением их к устройству хранения готовой продукции, и информационно-технологическую систему управления, содержащую арифметическое устройство, соединенное с пультом, дешифратор и устройство памяти, которое через дешифратор соединено с арифметическим устройством, что позволяет повысить производительность волочильных станов и качество готовой продукции. 1 з.п. ф-лы, 8 ил., 4 табл.
1. Роботизированный информационно-технологический модуль для производства проволоки в мотках, содержащий волочильные станы с хоботами-дозаторами, устройство временного хранения готовой продукции, робот, выполненный с возможностью приема из волочильного стана мотков проволоки, уплотнения мотков с одновременной транспортировкой их к устройству временного хранения готовой продукции и обратно, и информационно-технологическую систему управления, содержащую арифметическое устройство информации о готовности продукции и количестве выработанных мотков, соединенное с пультом управления, дешифратор и устройство памяти, которое через дешифратор соединено с упомянутым арифметическим устройством, при этом хоботы-дозаторы волочильных станов и устройство временного хранения готовой продукции снабжены датчиками, подключенными к упомянутому арифметическому устройству системы управления.
2. Роботизированный информационно-технологический модуль по п.1, в котором система управления снабжена логическим оператором, соединенным с упомянутым арифметическим устройством, операционным усилителем и пультом управления.
| Устройство для обработки проволоки в мотки после волочения | 1978 |
|
SU721146A1 |
| RU 97114043 А, 10.06.1999 | |||
| УСОВЕРШЕНСТВОВАННАЯ КОНВЕЙЕРНАЯ НАМОТОЧНАЯ УСТАНОВКА ДЛЯ КАТАНОГО МАТЕРИАЛА | 2004 |
|
RU2353454C2 |
| Регулятор уровня жидкости | 1983 |
|
SU1126933A1 |
| US 6276628 B1, 21.08.2001 | |||
| Устройство для формирования и уплотнения мотка | 1980 |
|
SU882680A1 |
| Модуль линейного перемещения промышленного робота | 1991 |
|
SU1808689A1 |

