Изобретение относится к технике изготовления широкой номенклатуры деталей гибкой из проволочных заготовок, которые имеют различные форму и размеры. Например, ∩-эллипсообразную с подвернутыми во внутрь ветвями, П-образную,  -трапецеобразную, при этом длина ветвей больше ширины полки и с большим радиусом кривизны самой полки, как у эллипсообразной детали, а также с большими радиусами сопряжения полки с ветвями. Большая номенклатура таких изделий используется в автотранспортной промышленности. При их производстве, в большинстве случаев, используется труд незрячих исполнителей, а проблема обеспечения их рабочими местами является одной из важнейших социальных проблем, ввиду того, что эта категория тружеников выпала из под патронажной опеки государства.
-трапецеобразную, при этом длина ветвей больше ширины полки и с большим радиусом кривизны самой полки, как у эллипсообразной детали, а также с большими радиусами сопряжения полки с ветвями. Большая номенклатура таких изделий используется в автотранспортной промышленности. При их производстве, в большинстве случаев, используется труд незрячих исполнителей, а проблема обеспечения их рабочими местами является одной из важнейших социальных проблем, ввиду того, что эта категория тружеников выпала из под патронажной опеки государства.
В настоящее время на автозаводах для этой цели используются сложные многопозиционные универсально-гибочные автоматы, но их технологические возможности реализуются на 20-30% с учетом затрат на их переналадку и высокой квалификации наладчиков (3, 4).
Известно устройство для резки мерной заготовки и загибки ушек по концам отрезанной заготовки, содержащее механизм подачи проволоки, механизм резки, барабан с направляющими пазами для удержания заготовки и выбрасывания готового изделия, зубчато-реечную передачу, взаимосвязанную с поворотной гибочной оправкой и кулисным приводом, а также кулачковый привод поворота барабана (1).
Это устройство имеет сложную конструкцию и ограниченные технологические возможности, так как оно предназначено только для загибки ушек, без возможности дальнейшего изгиба и только одной длины.
Ближайшим техническим решением, принятым за прототип, является устройство для гибки изделий из проволоки, содержащее основание, установленные на нем гибочные модули с пустотелыми валами, на одном конце которых закреплены ведомые шестерни, а на другом эксцентрично закреплены гибочные ролики, внутри валов размещены штоки, одни концы которых связаны с пневмоцилиндрами, а на других закреплены опорные ролики. На каждом модуле смонтирован пневмоповоротник с ведущей шестерней, зацепляющейся с ведомой шестерней. Механизм зажима размещен между гибочными модулями и выполнен в виде кронштейна, на котором смонтированы зажимные неподвижная и подвижная губки, при этом подвижная губка шарнирно смонтирована на оси и посредством тяги связана с пневмоприводом (2).
Недостатком известного устройства, принятого за прототип, является то, что на нем невозможно изготавливать изделия с большим радиусом кривизны центрального участка изделия и сопрягаемого с боковыми завитыми также с большим радиусом гибки ветвями и перекрещивающихся под углом к середине полки центрального участка во время процесса загибки концов ветвей, которые после окончания процесса за счет пружинения материала приобрели в готовом изделии ∩-эллипсообразную, П-образную или -трапецеобразную формы.
В основу настоящего изобретения поставлена задача - за счет расширения технологических возможностей устройства увеличить номенклатуру изготавливаемых изделий. Для этой цели гибочные модули располагают не по бокам механизма зажима, а оппозитно, претерпели изменение и механизм зажима, его месторасположение, конструктивно решен по-другому механизм загибки боковых ветвей изделия.
В связи с чем поставленная задача в созданном полуавтомате для гибки проволочных изделий различной формы решается тем, что используются известные элементы: основание, смонтированные на нем два оппозитно расположенных гибочных модуля, включающих пневмоповоротники и полые валы с закрепленными на них ведомыми шестернями, зацепляющихся с ведущими шестернями приводных валов пневмоповоротников, толкатели, установленные в полых валах, связанные с пневмоцилиндрами их возвратно-поступательного перемещения, и механизм прижима заготовки. Новым в изобретении является то, что он снабжен составным шаблоном, профиль которого адекватен профилю изделия, центральная часть смонтирована на одном из гибочных модулей с возможностью вертикальной и горизонтальной регулировок, а боковые части закреплены на концах толкателей, противоположных упомянутым пневмоцилиндрам, при этом один из гибочных модулей установлен с возможностью регулировочного перемещения для изменения межцентрового расстояния между осями гибочных модулей, механизмы загибки смонтированы на гибочных модулях и выполнены в виде планшайб, жестко закрепленных на упомянутых ведомых шестернях, направляющих, ползушек, связанных с пневмоцилиндрами их перемещения, и гибочных роликов, смонтированных на ползушках.
Другой особенностью изобретения является то, что упомянутый механизм прижима заготовки выполнен в виде закрепленного на одном из гибочных модулей кронштейна, смонтированного на нем пневмоцилиндра, шток которого через тягу шарнирно связан с Г-образным рычагом, один конец которого шарнирно установлен на кронштейне, а на другом его конце закреплен охват, при этом полуавтомат снабжен демпфером поршневого типа.
Такое конструктивное решение позволило механизировать процесс изготовления многих из деталей автопрома, имеющих ∩-образную, похожую на незамкнутый эллипс, то есть средняя часть с большим радиусом кривизны и с большим радиусом гибки в месте сопряжения с боковыми ветвями. Проблема заключалась в том, что необходимо было загибать боковые длинные ветви, пересекающие своими периферийными концами среднюю часть формуемого изделия. При использовании цельного копира при загибании боковой ветви последняя упиралась в него. Таким образом сам шаблон необходим для формовки и в то же время он мешал. Налицо два взаимоисключающих фактора. Решение было найдено в виде составного шаблона, когда в процессе загибки одного конца другая боковая часть шаблона выводилась из зоны гибки, не мешая периферийному концу ветви.
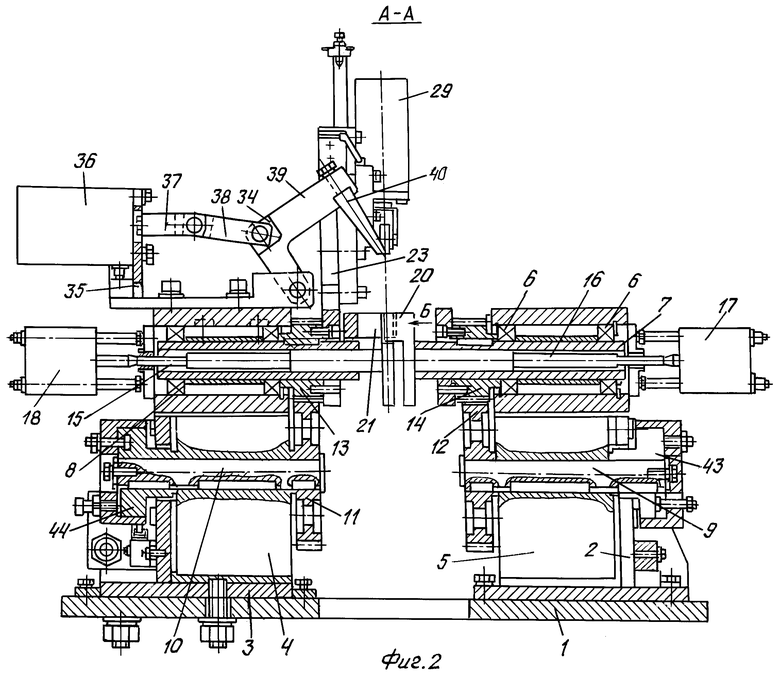
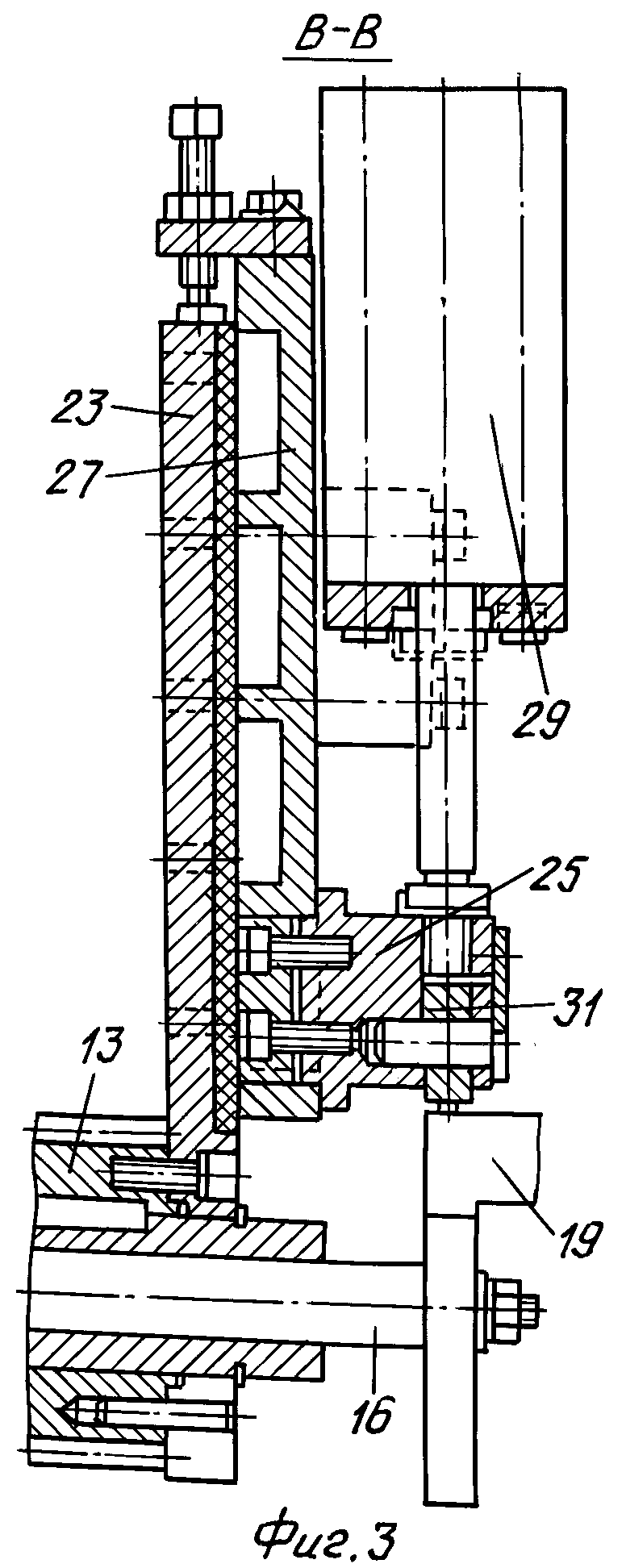
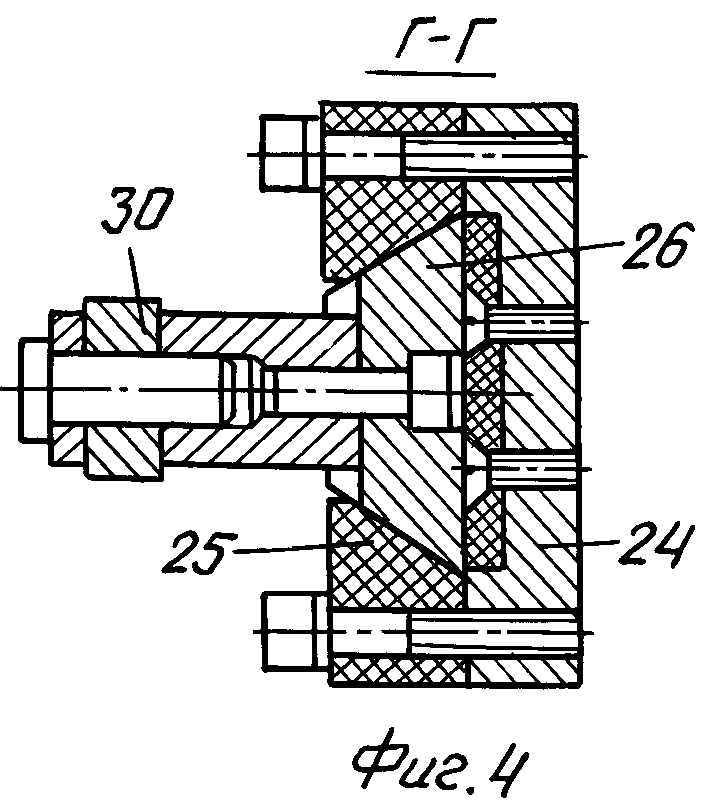
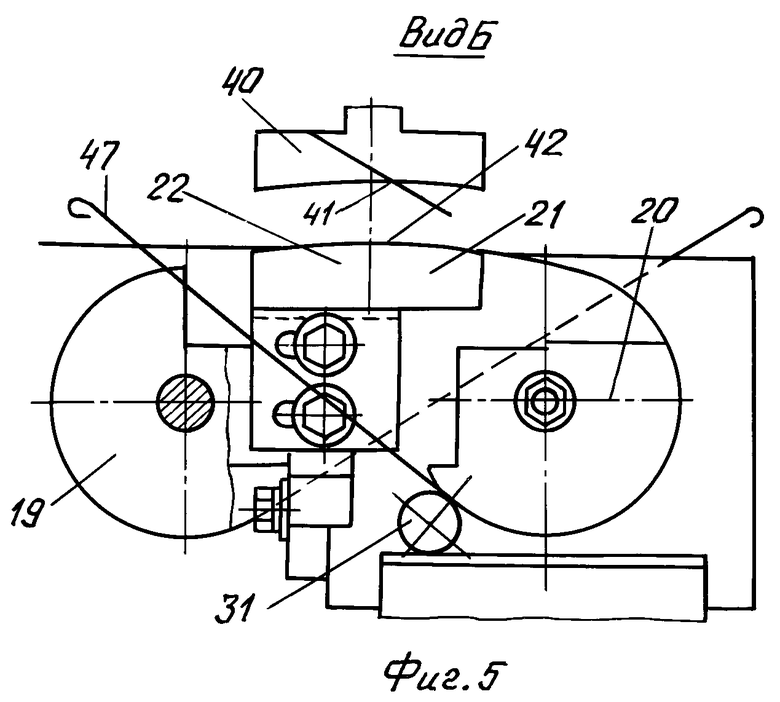
Изобретение поясняется чертежами: где на фиг.1 - вид сбоку на полуавтомат; на фиг.2 - разрез по А-А на фиг.1; на фиг.3 - разрез по В-В на фиг.1; на фиг.4 - разрез по Г-Г (повернуто) на фиг.1, на фиг.5 - вид по стрелке Б на фиг.2
Полуавтомат содержит основание 1, на котором смонтированы два оппозитно расположенных гибочных модуля 2 и 3, включающие пневмоповоротники 4 и 5, в верхней части модулей смонтированы на подшипниках 6 полые валы 7 и 8, в пневмоповоротниках 4 и 5 имеются приводные валы 9 и 10, связанные посредством ведущих 11 и 12 и ведомых 13 и 14 шестерен, в полых валах 7 и 8 установлены толкатели 15 и 16 связанные с гидроцилиндрами 17 и 18 возвратно-поступательного их перемещения, на противоположных пневмоцилиндрам концах толкателей 15 и 16 закреплены соответственно боковые части шаблона 19 и 20. В верхней части одного из модулей, например левого 2, смонтирована центральная 21 часть шаблона 22 с возможностью ее вертикальной и горизонтальной регулировок, при этом центральная 21 часть имеет дугообразный с большим радиусом кривизны профиль адекватный профилю изделия. В целом конструкция шаблона 22 в сборе показана на фиг.5. На шестернях 13 и 14 жестко закреплены планшайбы 23 и 24 с направляющими 25 и ползушками 26 и 27, связанных с пневмоцилиндрами 28 и 29. Гибочные ролики 30 и 31 смонтированы на ползушках 26 и 27. Планшайбы 23 и 24, ползушки 26 и 27, гибочные ролики 30 и 31 и пневмоцилиндры 28 и 29 образуют механизмы загибки 32 и 33. Механизм прижима 34 заготовки выполнен в виде закрепленного на одном из модулей кронштейна 35, смонтированного на нем пневмоцилиндра 36, шток 37 которого через тягу 38 шарнирно связан с Г-образным рычагом 39, один конец которого шарнирно установлен на кронштейне 35, а на другом закреплен охват 40, прижимая поверхность 41 которого адекватна сопрягаемой с ней поверхности 42 центральной части шаблона 21. На валах 9 и 10 закреплены барабаны 43 и 44 с кулачками, воздействующие на пневмоаппараты системы пневмоавтоматики. Барабаны 43 и 44 взаимодействуют своими выступами с демпферами 45. На основании 1 установлен механизм упора 46 заготовки 47 и имеет возможность регулировки по длине заготовки. Один из гибочных модулей, например 2, смонтирован с возможностью регулировочного перемещения для регулировки межцентрового расстояния между осями гибочных модулей посредством винта 48. Угол обката роликами 30 и 31 регулируется ходом пневмоповоротника, для чего их штоки имеют стяжные шпильки, регулирующие длину штока, или другим известным конструктивным решением.
Полуавтомат работает следующим образом.
В исходном положении одна из боковых частей, например 19, выведена из сочленения шаблона 22. Заготовку 47 укладывают на центральную 21 часть шаблона 22 и по длине фиксируют на упоре 46, после чего оператор вводит полуавтомат на пульте управления (не показан) в положение «автомат» и включает станок. Пневмоцилиндром 36 через шток 37, тягу 38, рычаг 39, охватом 40 заготовка прижимается к центральной части 21. Далее вступает в работу модуль 2, его цилиндр 28 опускает ползушку 26 с роликом 30 до контакта с заготовкой 47. Пневмоповоротник 5 приводит во вращение шестерни 12 и 14 и планшайбу 24 по часовой стрелке, осуществляя обкат ролика 30 и загибку правого конца заготовки вокруг правой боковой части 20 оправки. После завершения этого технологического перехода гибки часть 20 оправки выводят из сочленения. В работу аналогичным образом вступает модуль 3 и посредством гидроцилиндра 18 толкатель 15 выдвигает левую боковую часть 19 оправки в переднее положение, пневмоцилиндр 29 опускает ползушку 27 до контакта ролика 31 с левой ветвью заготовки 47. В работу вступает пневмоповоротник 4, приводит во вращение через шестерни 11 и 13 планшайбу 23 против часовой стрелки, огибая заготовку по левой боковой части 19 шаблона. Готовое изделие приобрело форму, как показано на фиг.5. Пневмоцилиндр 29 возвращает ролик 31 в исходное положение, планшайбу 25 вращая по часовой стрелке пневмоповоротник 4 возвращает в исходное положение, гидроцилиндр 18 выводит из сочленения часть 19 шаблона 21, пневмоцилиндр 36 освобождает готовое изделие, поднимая охват 40. При возврате частей 19 и 21 барабаны 43 и 44 своими выступами упираются в демпферы 45, гася инерцию поворота подвижных частей. Цикл завершен, деталь снимается.
После технологического процесса гибки боковые ветви за счет пружения материала частично распрямляются, чтобы готовое изделие приобрело одну из форм, например ∩-эллипсообразную, когда ветви подогнуты во внутрь, или П-образную, когда ветви параллельные, или -трапецеобразную, когда ветви раздвинуты.
Заявленный полуавтомат изготовлен и работает на предприятии Батайского ПО «Электросвет ВОС». Решен один из вопросов механизации изготовления сложного изделия и позволил работать на полуавтомате рабочим с ограниченными возможностями по зрению.
Источники информации
1. А.с. СССР №604612, В21F 1/00, 23.11.1976 (аналог).
2. Патент РФ №2365457, В21F 1/00, 24.01.2008 (прототип).
3. Н.А. Федоров и др. Универсально-гибочные автоматы. М.: Машгиз, 1961, стр.6-11 (информативно).
4. Г.Н. и В.Г.Ровинские. Универсально-гибочные автоматы с приводом от центральной шестерни. М.: Машгиз, 1961 (информативно).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ ИЗ ЛЕНТЫ ИЛИ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 2010 |
|
RU2425727C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| КОНВЕЙЕР ДЛЯ СБОРКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЖГУТОВ ПРОВОДОВ | 2009 |
|
RU2399107C1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Автомат для изготовления проволочных рамок | 1971 |
|
SU529878A1 |
| Станок для изготовления змеевиков | 1977 |
|
SU725766A1 |
Изобретение относится к машиностроению и может быть использовано в автотранспортной промышленности при изготовлении гибкой из проволоки деталей широкой номенклатуры. Полуавтомат содержит основание, на котором смонтированы два оппозитно расположенных гибочных модуля, включающих пневмоповоротник и полые валы с закрепленными на них ведомыми шестернями, зацепляющимися с ведущими шестернями приводных валов пневмоповоротников, и толкатели, установленные в полых валах и связанные с пневмоцилиндрами их возвратно-поступательного перемещения, механизмы загибки и механизм прижима заготовки. Полуавтомат снабжен составным шаблоном, профиль которого адекватен профилю изделия, центральная часть смонтирована на одном из гибочных модулей с возможностью вертикальной и горизонтальной регулировок, а боковые части закреплены на концах толкателей, противоположных упомянутым пневмоцилиндрам, при этом один из гибочных модулей установлен с возможностью регулировочного перемещения для изменения межцентрового расстояния между осями гибочных модулей, механизмы загибки смонтированы на гибочных модулях и выполнены в виде планшайб, жестко закрепленных на упомянутых ведомых шестернях, направляющих, ползушек, связанных с пневмоцилиндрами их перемещения, и гибочных роликов, смонтированных на ползушках. Расширяются технологические возможности, увеличивается номенклатура изготавливаемых изделий. 2 з.п. ф-лы, 2 ил.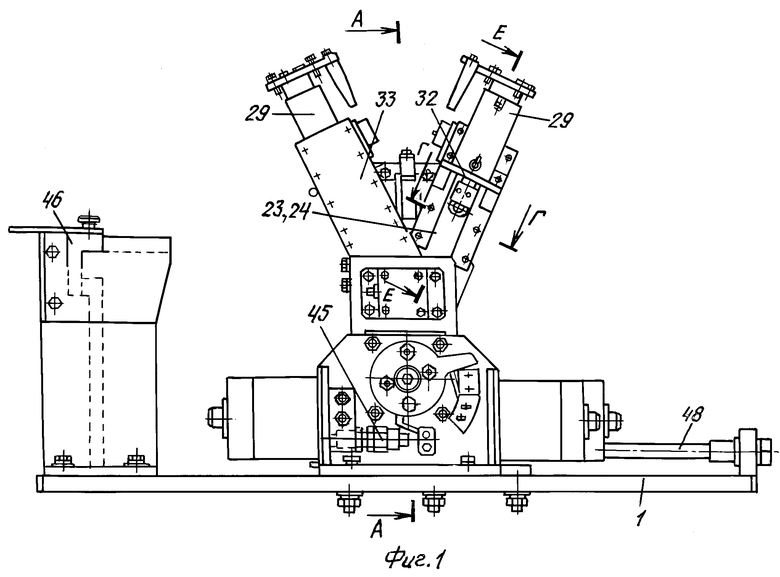
1. Полуавтомат для гибки проволочных изделий, содержащий основание, на котором смонтированы два оппозитно расположенных гибочных модуля, включающих пневмоповоротники и полые валы с закрепленными на них ведомыми шестернями, зацепляющимися с ведущими шестернями приводных валов пневмоповоротников, и толкатели, установленные в полых валах и связанные с пневмоцилиндрами их возвратно-поступательного перемещения, механизмы загибки и механизм прижима заготовки, отличающийся тем, что он снабжен составным шаблоном, профиль которого адекватен профилю изделия, центральная часть смонтирована на одном из гибочных модулей с возможностью вертикальной и горизонтальной регулировок, а боковые части закреплены на концах толкателей, противоположных упомянутым пневмоцилиндрам, при этом один из гибочных модулей установлен с возможностью регулировочного перемещения для изменения межцентрового расстояния между осями гибочных модулей, механизмы загибки смонтированы на гибочных модулях и выполнены в виде планшайб, жестко закрепленных на упомянутых ведомых шестернях, направляющих, ползушек, связанных с пневмоцилиндрами их перемещения, и гибочных роликов, смонтированных на ползушках.
2. Полуавтомат по п.1, отличающийся тем, что упомянутый механизм прижима заготовки выполнен в виде закрепленного на одном из гибочных модулей кронштейна, смонтированного на нем пневмоцилиндра, шток которого через тягу шарнирно связан с Г-образным рычагом, один конец которого шарнирно установлен на кронштейне, а на другом конце закреплен охват.
3. Полуавтомат по п.1, отличающийся тем, что он снабжен демпфером поршневого типа.
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| Автомат для сгибания фигурных изделий | 1975 |
|
SU517371A1 |
| Устройство для гибки петли из проволоки | 1980 |
|
SU910290A1 |
| US 5170654 A, 15.12.1992. | |||

