Область техники, к которой относится изобретение
Изобретение относится к устройству и способу для термического склеивания гибкого покрытия с основой, в частности, для склеивания чехла из ткани или кожи с основой, образованной каркасом и телом из пеноматериала, для изготовления обшивки сиденья.
Уровень техники
Известны различные способы и устройства для термического склеивания гибкого покрытия с основой. Так например, в патентном документе GB 2192334 описан способ, в котором гибкое покрытие покрывают листом термоактивного клея, а затем предварительно формуют в нагреваемой жесткой форме перед наложением на основу. В патентном документе EP 0951985 предложено накрывать основу покрытием, затем прижимать его к основе с помощью гибкой камеры, заполненной горячей текучей средой. Из патентного документа US 5407510 известен также способ, согласно которому предварительно сформованную основу накрывают гибким покрытием, затем фиксируют узел в сборе с помощью системы труб, по которым проходит горячая или холодная текучая среда, перед тем, как вдавить узел в нагретый псевдоожиженный слой.
В частности, из патентного документа EP 0350979 известны способ и устройство для обшивки объекта с использованием псевдоожиженного горячим газовым потоком слоя частиц, на который укладывают обшивку из ткани, предварительно снабженную покрытием из термоактивного клея, и далее к ней прижимают подлежащую обшивке основу. Этот способ дает прекрасные результаты в отношении качества, однако устройство для осуществления способа может быть усовершенствовано во многих аспектах.
Так, использование горячего газа для одновременного псевдоожижения слоя частиц и активации клея создает определенные проблемы. Например, используемый в качестве газа воздух трудно поддается нагреву выше 70°C без нарушения условия, чтобы тепловая среда на рабочем участке не превышала допустимые нормы. Однако при такой температуре необходимое для активации клея время продолжительнее, чем при более высоких температурах, что ограничивает производительность. Так например, повышение температуры на дополнительные 15-20°C позволяет наполовину снизить продолжительность активации. Кроме того, при поддержании горячего газового потока для сохранения псевдоожиженного слоя и покрытие и основа аккумулируют тепловую энергию, которая не только рассеивается бесполезным образом, но еще и замедляет этап полимеризации клея, оказывая неблагоприятное влияние на качество склеивания и на темпы производительности. Кроме того, во время перерывов в производстве необходимо поддерживать активный газовый поток, чтобы температура устройства не упала ниже минимальной температуры активации клея и не нужно было тратить время на нагрев перед возобновлением производства. Это влечет за собой не только нагрев среды рабочего участка и ухудшение условий труда персонала, но также экономические потери, связанные с излишними затратами энергии.
Раскрытие изобретения
Задачей изобретения является устранение указанных недостатков и создание устройства для термического склеивания гибкого покрытия с основой, которое обеспечивает возможность быстрого повышения температуры в течение времени, достаточного для активации клея и тем не менее достаточно короткого, чтобы не вызывать нагрева окружающей рабочей среды, и которое обеспечивает более экономичную эксплуатацию и более высокую производительность, чем известные устройства уровня техники.
Задачей изобретения является также создание способа склеивания гибкого покрытия с основой, особенно приспособленного для осуществления с помощью устройства по изобретению.
В соответствии с изобретением предложено устройство для термического склеивания гибкого покрытия с основой, содержащее резервуар для слоя частиц, псевдоожиженного потоком газа, содержащий газораспределитель, диффузионную решетку, слой частиц и закрывающее гибкое полотнище, систему подачи газа, прижимной орган, выполненный с возможностью прижимать основу к псевдоожиженному слою, отличающееся тем, что резервуар содержит внутреннюю зону, называемую нагревательной коробкой, которая имеет размеры меньше размеров резервуара и которая расположена по существу в его центре, причем нагревательная коробка содержит газораспределитель, диффузионную решетку и систему подачи газа, отдельные и изолированные от соответствующих им компонентов резервуара, при этом нагревательная коробка дополнительно содержит нагревательные средства, предназначенные для размещения в слое частиц.
Изобретателем было обнаружено, что общее качество склеивания гибкого покрытия с основой, такой как спинка или подушка сиденья, по существу зависит от хорошего склеивания в центральной части изделия. Соответственно, при разделении псевдоожиженного слоя на две части, - нагреваемую центральную часть и периферийную часть менее высокой температуры, - операция склеивания становится менее энергоемкой, при этом давая постоянное или лучшее качество.
Согласно изобретению предпочтительно нагревательная коробка расположена ниже резервуара, а уровень ее диффузионной решетки находится ниже уровня диффузионной решетки резервуара. Вследствие этого высота слоя частиц, в особенности в статическом состоянии при прекращении газовых потоков, и количество частиц больше в зоне нагревательной коробки. Таким образом, в распоряжении имеется масса частиц, которые взаимодействуют с нагревательными средствами нагревательной коробки для образования аккумулятора тепла намного более высокой температуры, чем это допускалось бы газом.
Согласно изобретению предпочтительно нагревательные средства расположены по вертикали над диффузионной решеткой нагревательной коробки на уровне или ниже диффузионной решетки резервуара. Таким образом, аккумулированное в слое частиц тепло может очень быстро использоваться газовым потоком, исходящим из диффузионной решетки нагревательной коробки, для формирования псевдоожиженного слоя. При этом центральная часть принимает высокую температуру не только за счет очень быстрого нагрева газового потока при контакте с множеством частиц, причем этот нагрев более эффективен, чем при простом проходе газового потока над нагревательным сопротивлением, но также за счет самих частиц, которые диффундируют в псевдоожиженном слое.
Согласно изобретению предпочтительно нагревательные средства образованы, по меньшей мере, одним электрическим сопротивлением. Электрический нагрев может быть реализован простым и эффективным образом благодаря возможностям его быстрого регулирования даже при высокой температуре.
Согласно изобретению предпочтительно устройство дополнительно содержит средства измерения температуры, связанные соответственно с нагревательными средствами, со слоем частиц в нагревательной коробке и со слоем частиц в части резервуара снаружи от нагревательной коробки.
Согласно изобретению предпочтительно в соответствии с первым вариантом система подачи газа нагревательной коробки содержит центральную вентиляционную систему, отдельную от системы резервуара. В соответствии с альтернативным вариантом системы подачи газа нагревательной коробки и резервуара содержат общую вентиляционную систему, питающую два раздельных патрубка, причем, по меньшей мере, патрубок питания нагревательной коробки содержит клапан, обеспечивающий прекращение и/или регулирование питания нагревательной коробки газом псевдоожижения. Оба этих альтернативных варианта позволяют регулировать газовый поток псевдоожижения независимо для нагревательной коробки и для остального резервуара.
Согласно изобретению предпочтительно устройство дополнительно содержит программируемый контроллер, предназначенный, по меньшей мере, для приема данных от средств измерения температуры и управления нагревательными средствами и системами подачи газа нагревательной коробки и резервуара. Измерение температуры в нагревательной коробке и в остальном резервуаре, скоординированное с управлением нагревательными средствами и газовыми потоками, позволяет регулировать температуру псевдоожиженного слоя в функции потребностей процесса термического склеивания.
Согласно изобретению предпочтительно программируемый контроллер дополнительно предназначен для управления прижимным органом и выполнения цикла операций, координирующих команды на прижимной орган и на системы подачи газа соответственно нагревательной коробки и резервуара. За счет этого возможна полная автоматизация операций по склеиванию покрытия с основой.
Согласно изобретению предпочтительно устройство дополнительно содержит силовую решетку, проходящую по всей поверхности резервуара над его диффузионной решеткой и выполненную с возможностью выдерживать усилия, развиваемые прижимным органом при твердом состоянии слоя частиц, а также оказывать минимальное сопротивление потоку газа и частиц, когда слой частиц находится в псевдоожиженном состоянии. Таким образом, силовая решетка позволяет защитить диффузионные решетки в ходе этапа прижима гибкого покрытия к основе, когда слой частиц находится в твердом состоянии.
Изобретение относится также к способу термического склеивания гибкого покрытия с основой, в котором используют прижимной орган, выполненный с возможностью прижимать основу к слою частиц, псевдоожиженному газовым потоком, создаваемым системой подачи газа в резервуаре, содержащем газораспределитель, диффузионную решетку, слой частиц и закрывающее гибкое полотнище, причем способ отличается тем, что нагревают слой частиц с помощью нагревательных средств, предназначенных для установки в слое частиц, и подают газ во внутреннюю зону, называемую нагревательной коробкой, имеющей размеры меньше размеров резервуара и расположенной по существу в его центре, причем нагревательная коробка содержит газораспределитель, диффузионную решетку, и систему подачи газа, отдельные и изолированные от соответствующих им компонентов резервуара.
Согласно изобретению предпочтительно способ содержит этапы, на которых по меньшей мере, одну из поверхностей, обращенных к покрытию или основе, покрывают термоактивным клеем, устанавливают покрытие на гибком полотнище, закрывающем псевдоожиженный слой, напротив основы, укрепленной на прижимном органе, выдают команду начала цикла операций программируемого контроллера, который выдает команду на опускание прижимного органа к псевдоожиженному слою и одновременно на подачу газа, по меньшей мере, в нагревательную коробку таким образом, чтобы создавать газовый поток и псевдоожиженный слой частиц высокой температуры, управляет прижимным органом таким образом, чтобы задавливать основу в псевдоожиженный слой высокой температуры в течение промежутка времени, обеспечивающего возможность активации клея, затем выдает команду на прекращение подачи газа, по меньшей мере, в нагревательную коробку таким образом, чтобы перевести в твердое состояние, по меньшей мере, частично слой частиц и одновременно на передачу первого давления на основу таким образом, чтобы прижать покрытие к основе в течение промежутка времени, обеспечивающего возможность полимеризации клея, и по окончании этих операций выдают сигнал окончания цикла на программируемый контроллер, который выдает команду на подъем прижимного органа для разгрузки снабженной покрытием основы.
Этот способ, который особенно адаптирован к описанному устройству, обеспечивает возможность задавливать основу и ее покрытие в псевдоожиженный слой, подвергающийся воздействию газового потока, температура которого достаточна высока для очень быстрой активации клея, а затем за счет регулирования подачи газа ровно зажимать покрытие между основой и, по меньшей мере, частью слоя частиц, который становится твердым, чтобы удерживать в контакте две покрытые слоем части на время полимеризации клея.
Согласно варианту изобретения предпочтительно, что, когда программируемый контроллер выдает команду на прекращение подачи газа в нагревательную коробку, он одновременно выдает команду на подачу в периферийную часть резервуара газа при температуре окружающей среды для более быстрого охлаждения слоя частиц и ускорения полимеризации клея. Этот не являющийся обязательным этап позволяет также избежать случайного перегрева стола.
Согласно изобретению предпочтительно перед подачей команды на подъем прижимного органа программируемый контроллер выдает команду на прекращение всей подачи газа и на передачу прижимным органом дополнительного давления опоры основы на твердый слой. Этот не являющийся обязательным этап позволяет прижимать к покрытию пеноматериал основы, который остается в образованной «форме» и за счет этого сохраняет свою первоначальную форму, а также улучшить прочность склеивания.
Согласно изобретению предпочтительно программируемый контроллер отслеживает температуры стола за пределами производственных циклов и запускает подачу газа в нагревательную коробку, когда температура слоя частиц на периферии резервуара опускается ниже предварительно заданного порога. Эта операция позволяет поддерживать стол обшивки в состоянии готовности к работе и снизить время на возобновление работы, когда производство прекращается временно, без повышения температуры среды рабочего участка и/или непроизводительного расхода энергии.
В соответствии с изобретением альтернативно программируемый контроллер отслеживает температуры стола за пределами производственных циклов и запускает подачу газа в периферийную часть резервуара, когда температура слоя частиц превышает предварительно заданный порог. Таким образом, в случае отказа термического регулирования нагревательных средств или вследствие какой-либо другой причины (неправильное действие оператора и т.д.) имеется в распоряжении дополнительное средство термической защиты.
Изобретение относится также к устройству и способу, которые характеризуются в комбинации всеми признаками или частью признаков, которые упомянуты выше или будут указаны далее.
Краткий перечень чертежей
Другие задачи, особенности и преимущества изобретения будут ясны из последующего описания со ссылками на прилагаемые чертежи. На чертежах:
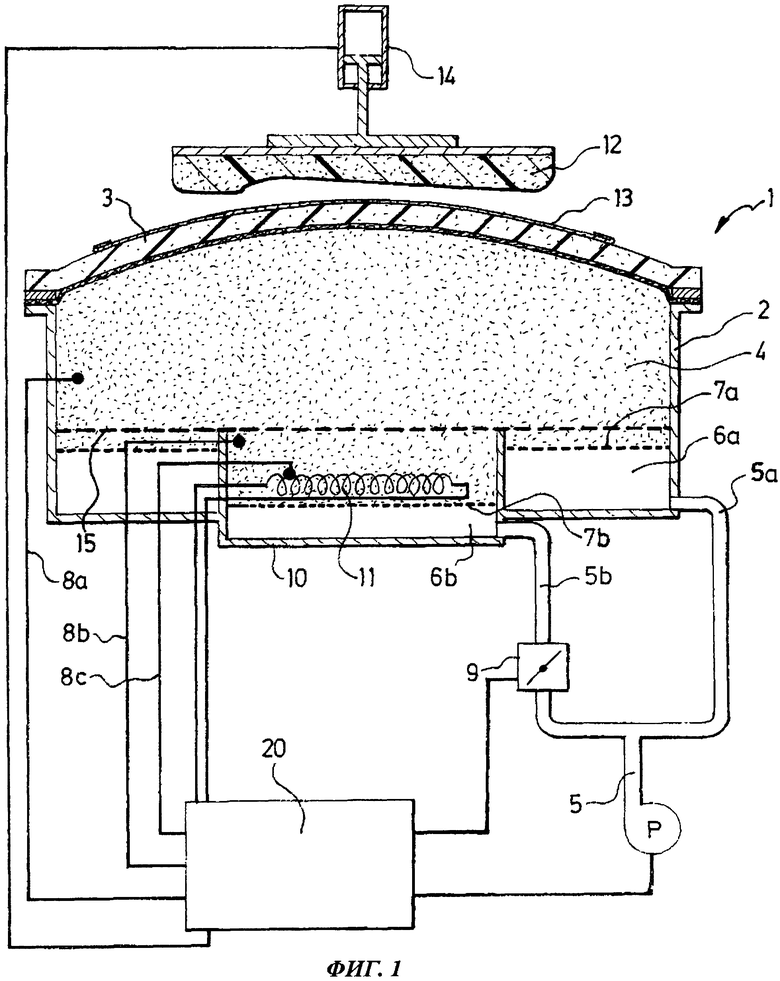
фиг.1 схематично изображает устройство по изобретению на виде в частичном разрезе,
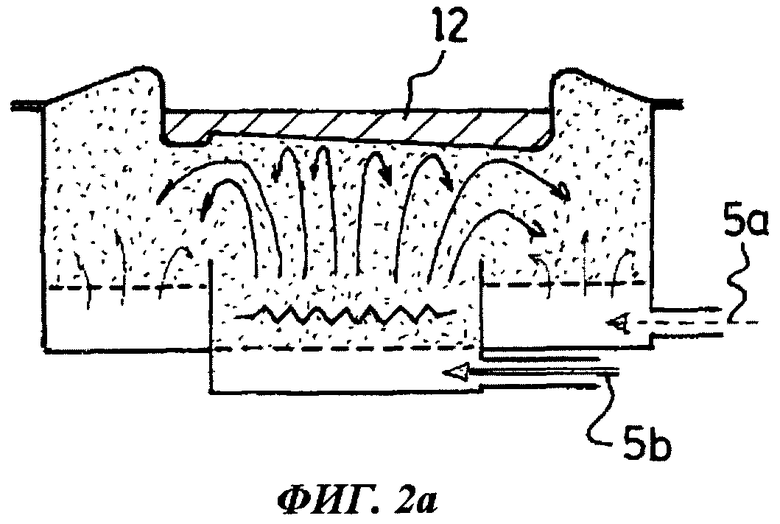
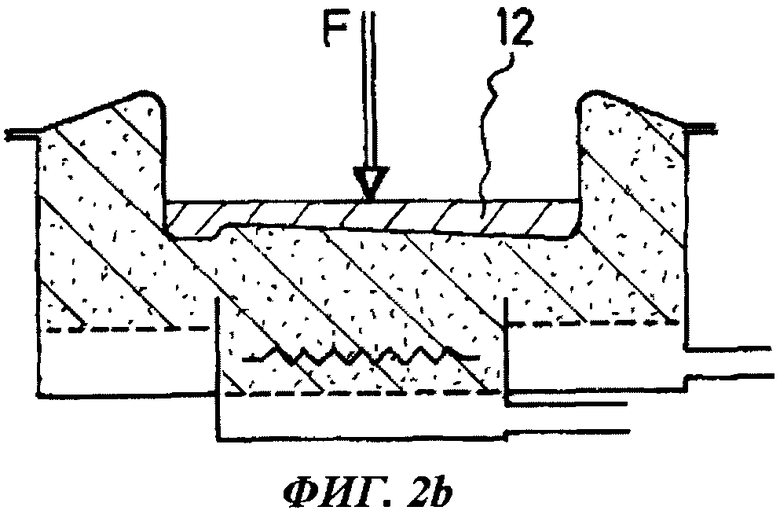
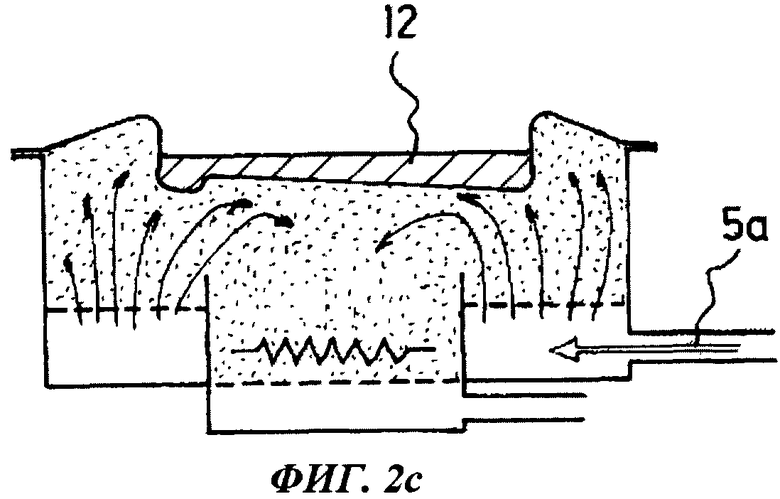
фиг.2a, 2b и 2c схематично изображают устройство на различных этапах способа по изобретению для пояснения действия псевдоожиженного слоя.
Осуществление изобретения
В качестве примера на фиг.1 показано устройство по изобретению, называемое столом обшивки, по типу устройства, показанного на фиг.1 упомянутого патентного документа EP 0350979. Оно предназначено для сборки и крепления гибкого покрытия на основе, например, из пеноматериала, для получения обшивки сиденья.
Устройство содержит стол 1, содержащий резервуар 2 в форме параллелепипеда, высота которой меньше других размеров. Резервуар 2 вмещает слой 4 частиц, образованных, например, стеклянными микрошариками диаметром от 75 до 150 мкм и предпочтительно равным по существу 100 мкм. Частицы лежат на диффузионной решетке 7a, образованной, например, листом из микропористой прессованной древесины, способным пропускать газовый поток от полости, которая называется газораспределителем 6a, расположена между диффузионной решеткой 7a и дном резервуара 2 и удерживает стеклянные микрошарики в верхней части резервуара. Резервуар 2 закрыт сверху гибким проницаемым гибким полотнищем 3, пористость которого подобрана для удержания микрошариков и пропуска газа.
Стол 1 содержит также в своей центральной части коробку 10, называемую нагревательной коробкой, горизонтальные размеры которой меньше горизонтальных размеров резервуара 2. Нагревательная коробка 10 выступает вниз за резервуар 2. Боковые стенки нагревательной коробки проходят вверх, по меньшей мере, до уровня выше диффузионной решетки 7a резервуара и врезаны в эту решетку по форме коробки. Аналогично резервуару 2 нагревательная коробка 10 содержит диффузионную решетку 7b, которая ограничивает газораспределитель 6b, расположенный между дном нагревательной коробки 10 и диффузионной решеткой 7b. Диффузионная решетка 7b также образована листом из микропористой прессованной древесины, которая удерживает общий с резервуаром 2 слой 4 частиц и также расположена ниже диффузионной решетки 7a резервуара 2. При этом следует отметить, что толщина слоя частиц по вертикали над нагревательной коробкой больше толщины того же слоя в периферийной области стола 1 между кромками нагревательной коробки 10 и резервуара 2.
Нагревательная коробка содержит также нагревательные средства 11, например, одно или больше электрических сопротивлений, погруженных в слой 4 частиц по вертикали над нагревательной коробкой над ее диффузионной решеткой 7b. Предпочтительно эти средства 11 размещены между уровнем диффузионной решетки 7b нагревательной коробки и уровнем диффузионной решетки 7a резервуара 2 в дополнительной толщине слоя 4 частиц в нагревательной коробке 10.
Средства измерения температуры, в данном случае температурные датчики 8a, 8b и 8c, предназначены соответственно для слоя частиц в периферийной области стола (между кромками нагревательной коробки 10 и резервуара 2), для слоя частиц в нагревательной коробке 10 в ее верхней части над нагревательными средствами 11 и для самих нагревательных средств 11.
Над нагревательной коробкой 10 по всей поверхности резервуара 2 проходит силовая решетка 15, образованная, например, ажурным металлическим листом, которая позволяет придать жесткость столу обшивки, в особенности в вертикальном направлении опоры прижимного органа 14. Эта силовая решетка 15 укреплена на периферии резервуара 2 прямо над диффузионной решеткой 7a и также опирается на кромки нагревательной коробки 10. Отверстия или ажурные проемы силовой решетки 15 подобраны такими, чтобы она создавала по возможности меньшее сопротивление проходу газового потока и частиц слоя, которому придана текучесть, и в то же время образовывала достаточную поверхность листа с учетом его толщины для восприятия усилий, развиваемых прижимным органом 14, когда он прижимает основу 12 в направлении ко дну резервуара 2, в особенности когда слой частиц принимает твердое состояние. Это обеспечивает защиту диффузионных решеток 7a и 7b, а также нагревательных средств 11 и температурных датчиков 8b и 8c.
Газораспределители 6a и 6b соответственно резервуара 2 и нагревательной коробки 10 изолированы друг от друга. Газораспределитель 6a образован стенками резервуара 2 на его периферии и стенками нагревательной коробки 10, а расположенный ниже газораспределитель 6b закрыт стенками нагревательной коробки 10. Каждый газораспределитель связан с соответствующей системой подачи газа, также отдельной и изолированной от другой системы. Так, газораспределитель 6a резервуара 2 питается через патрубок 5a от центральной вентиляционной системы 5. Газораспределитель 6b нагревательной коробки 10 питается газом через патрубок 5b, содержащий клапан 9, позволяющий регулировать газовый поток от центральной вентиляционной системы 5. Этот пример выполнения наиболее экономичен, однако возможны и могут быть более эффективными и другие варианты (не показаны). Так, две центральные вентиляционные системы, - одна для резервуара 2 и другая для нагревательной коробки 10, - обеспечили бы полную независимость подачи газа в каждую часть. Равным образом при общей центральной вентиляционной системе второй регулирующий клапан в патрубке 5a обеспечил бы независимость газовых потоков. Тем не менее было установлено, что представленный пример осуществления достаточен для получения хороших результатов.
Кроме того, устройство содержит программируемый контроллер 20, связанный с температурными датчиками 8a, 8b и 8c. Программируемый контроллер 20 предназначен для управления различными элементами стола обшивки в функции предварительно программируемых инструкций и выполняемых операций.
Так, программируемый контроллер 20 управляет нагревательными средствами 11 для регулирования температуры слоя частиц в нагревательной коробке, причем эта температура измеряется датчиком 8b. Так например, программируемый контроллер 20 запрограммирован на выдерживание температуры слоя частиц в нагревательной коробке около 120°C при отсутствии в коробке газового потока. Следует отметить, что вследствие низкой теплопроводности стеклянных микрошариков эта повышенная температура остается ограниченной в нагревательной коробке 10, которая соответственно функционирует как аккумулятор тепла. При этом подаваемая нагревательными средствами 11 энергия нагрева не рассеивается в окружающем воздухе, как это происходит в известных устройствах.
Программируемый контроллер 20 приспособлен также для управления системами подачи газа в резервуар 2 и в нагревательную коробку 10. Для этого в представленном примере осуществления он управляет центральной системой 5 аэрации и клапаном 9. Это управление может осуществляться согласно логической функции «да-нет», циклической переменной функции или, предпочтительно, по принципу аналогового управления. Таким образом, программируемый контроллер 20 управляет мощностью аэрации, создаваемой центральной вентиляционной системой 5, и той ее части, которая направляется в нагревательную коробку 10, посредством открытия клапана 9.
Кроме того, путем управления мощностью центральной вентиляционной системы 5 программируемый контроллер 20 выполняет регулирование линейной скорости газа через диффузионные решетки 7a и 7b в пределах от 1,5 до 6 Vmf, где Vmf - минимальная скорость псевдоожижения слоя частиц.
Устройство по изобретению содержит также прижимной орган 14 в виде, например, пневматического, гидравлического или электрического цилиндра, шток которого выполнен с возможностью удержания основы 12, например, в виде блока пеноматериала на каркасе, на котором нужно закрепить гибкое покрытие 13. Прижимной орган 14 также управляется программируемым контроллером 20 таким образом, чтобы задавливать основу 12 в псевдоожиженный слой частиц, как это описано в упомянутом патентном документе EP 0350979. Этот патентный документ можно привести в качестве ссылки при описании общих операций обшивки основы, которые не являются специфичными для устройства по настоящему изобретению.
Кроме того, программируемый контроллер 20 приспособлен для выполнения цикла операций, координирующих команды на различные органы устройства, в особенности на прижимной орган и системы подачи газа, для осуществления способа термического склеивания гибкого покрытия 13 с основой 12.
Во время запуска устройства в работу перед началом цикла склеивания программируемый контроллер 20 выдает команду на включение нагревательных средств 11 при закрытой вентиляционной системе 5. Подаваемое тепло аккумулируется в слое микрошариков в нагревательной коробке 10. Максимальная выдерживаемая стеклянными шариками температура составляет величину порядка 600°C, и программируемый контроллер 20 использует температурный датчик 8c для обеспечения того, что безопасная температура, например, порядка 200°C, никогда не превышается на контакте сопротивления. Программируемый контроллер 20 использует также температурный датчик 8b, помещенный в слое микрошариков над нагревательными средствами 11, для регулирования температуры частиц в нагревательной коробке 10 до величины около 120°C.
Во время цикла склеивания оператор устанавливает основу 12 на конце штока прижимного органа 14, а покрытие 13 на гибком полотнище 3 стола 1. По меньшей мере, одна из поверхностей основы 12 или покрытия 13 предварительно покрыта термоактивным клеем, например, посредством распыления на соседнем производственном участке. После испарения используемых для распыления растворителей клей присутствует в виде сухой на ощупь пленки, которая позволяет установить детали относительно друг друга. Теперь необходимо довести эту клеевую пленку до повышенной температуры, называемой температурой термической активации, и выдержать эту температуру в течение определенного времени в функции температуры для того, чтобы пленка вновь приобрела свою клеящую способность.
После установки основы 12 и покрытия 13 на устройстве оператор запускает начало цикла операций, например, с помощью прерывателя (не показан), связанного с программируемым контроллером 20.
Далее программируемый контроллер 20 выдает команду на опускание прижимного органа 14, шток которого несет основу 12 к столу 1. Одновременно программируемый контроллер выдает команду на пуск центральной вентиляционной системы 5 для создания газового потока в столе обшивки для псевдоожижения слоя микрошариков. В частности, программируемый контроллер 20 управляет открытием клапана 9 регулирования газового потока нагревательной коробки таким образом, чтобы создать преимущество газовому потоку через патрубок 5b подачи газа в нагревательную коробку перед газовым потоком через патрубок 5а подачи газа в остальной резервуар.
В этом режиме работы, показанном на фиг.2a, газовый поток с температурой окружающей среды, подаваемый через патрубок 5b, распределяется в коробке газораспределителем 6b и проходит через диффузионную решетку 7b для псевдоожижения слоя частиц в области нагревательной коробки 10. Таким образом, газ входит в контакт не только с нагревательными средствами 11, но также и преимущественно со стеклянными микрошариками, нагретыми до температуры около 120°C. Огромная площадь контакта, которую создают миллионы микрошариков высокой температуры, обеспечивает мгновенный нагрев газа. Кроме того, сами стеклянные микрошарики увлекаются вверх газовым потоком и способствуют генерированию псевдоожиженного слоя частиц высокой температуры. Поскольку нагревательная коробка 10 выгодным образом расположена в центральном положении относительно стола 1, то есть примерно на оси основы 12, понятно, что основа 12, прижатая в псевдоожиженный слой, обеспечивает очень быстрый нагрев и, соответственно термическую активацию клеевого слоя между основой и покрытием.
Температурный датчик 8b позволяет измерять температуру газового потока и частиц, образующих псевдоожиженный слой, по вертикали над нагревательной коробкой 10. Программируемый контроллер 20 определяет продолжительность, необходимую для термической активации клея в функции этой температуры и характеристик клея. Он управляет также давлением, оказываемым прижимным органом 14 на основу 12 таким образом, чтобы задавливать основу в псевдоожиженный слой и прижимать покрытие к основе за счет деформации покрытия и гибкого закрывающего полотнища.
По истечении срока термической активации программируемый контроллер 20 выдает команду на клапан 9 на прекращение газового потока через нагревательную коробку 10.
Согласно первому варианту оба газовых потока в резервуар 2 и в нагревательную коробку 10 прекращаются. При этом слой 4 частиц принимает твердое состояние и образует форму по форме основы 12. Одновременно на прижимной орган 14 поступает команда на приложение первого давления для прижима основы 12 к этой форме, как это показано на фиг.2b, для ровного прижима покрытия 13 к основе 12. Это давление выдерживается в течение времени, необходимого для полимеризации клея. Было установлено, что как только газовый поток через нагревательную коробку 10 прекращается, поверхность слоя частиц непосредственно под основой и вокруг нее естественным образом быстро остывает до температуры порядка 65°C, обеспечивая возможность полимеризации клея.
Согласно второму, не обязательному варианту по фиг.2 с можно улучшить локальное охлаждение путем продолжения в течение нескольких мгновений подачи газового потока в резервуар 2 после отсечки газового потока в нагревательную коробку 10. При этом слой частиц принимает твердое состояние по вертикали над нагревательной коробкой 10, допуская приложение первого давления для ровного прижима покрытия 13 к основе 12, в то время как газовый поток при температуре среды все еще окружает основу 12. После выдержки времени, которая может быть предварительно запрограммирована или определяется измерением температур датчиками 8a-8c, и в особенности датчиком 8c, который измеряет общую температуру стола, программируемый контроллер 20 прекращает подачу газа в резервуар 2, и весь слой частиц принимает твердое состояние.
Выгодным образом продолжение давления основы на псевдоожиженный слой, охлаждаемый газом при температуре среды, позволяет ускорить полимеризацию клея и сократить время, в течение которого это давление должно выдерживаться для обеспечения склеивания без дефектов. Температурный датчик 8а, расположенный в псевдоожиженном слое в периферийной части стола, передает программируемому контроллеру данные о средней температуре псевдоожиженного слоя и позволяет определить время полимеризации клея.
Не обязательным образом можно предусмотреть в цикле программируемого контроллера 20 дополнительный этап, в ходе которого он дает команду на прекращение всей подачи газа к столу. Это вызывает прекращение псевдоожижения слоя частиц, который, как это само по себе известно, сохраняет точную форму основы. На этом этапе возможно также, если это позволяет центральная вентиляционная система, создать всасывание с целью более жесткой блокировки слоя частиц. После блокировки слоя частиц программируемый контроллер выдает команду прижимному органу на передачу дополнительного давления основы на твердый слой. Это позволяет оказать жесткое давление на клеевой слой и дополнительно повысить качество склеивания.
На этом этапе могут быть проведены и другие операции, - например, загиб краев покрытия и их фиксацию затягивающим шнуром.
В заключение по окончании этих операций оператор дает сигнал об окончании цикла путем нажатия на прерыватель (не показан), и программируемый контроллер выдает команду на подъем прижимного органа для разгрузки основы. Само собой разумеется, что окончание цикла может определяться автоматически по истечении предварительно заданного промежутка времени.
Было установлено, что с помощью устройства по изобретению и способа, который может осуществляться этим устройством, может достигаться значительная экономия энергии без снижения качества получаемого результата и повышение производительности с улучшением условий работы для операторов. Действительно, даже если мощность системы нагрева, необходимая для нагрева микрошариков до высокой температуры, на 30% превышает соответствующую мощность известной установки, ее действие в ходе более быстрых рабочих циклов позволяет сократить на 30% общее энергопотребление. Кроме того, сокращается время одного цикла: продолжительность термической активации может быть сокращена с 30 секунд до 8 секунд (для данного примера осуществления), и это сокращение времени нагрева позволяет устранить потери энергии на ненужный нагрев основы из пеноматериала, так что операции с ней могут производиться быстрее. Следует также заметить, что заметно снижается температура среды на рабочем участке вокруг устройства по изобретению. Действительно, средняя температура псевдоожиженного слоя в периферийной части стола 1 контролируется температурным датчиком 8а во избежание случайного перегрева стола. Эта периферийная температура выдерживается равной или меньше 65°C, например, путем допуска периферийной вентиляции на этапах бездействия (загрузки/разгрузки), хотя нагревательные средства 11 продолжают поддерживать повышенную температуру в нагревательной коробке 10, которая не вентилируется.
Периферийная вентиляция может также запускаться в качестве основной или вспомогательной меры безопасности после отключения нагревательных средств во время длительных простоев. Таким образом, она позволяет охлаждать весь стол в том случае, если по какой-либо причине (отказ управления нагревательными средствами, неправильное действие оператора) температура стола, измеряемая каким-либо из датчиков 8a-8c, превышает порог безопасности, предварительно установленный для каждого из датчиков.
И наоборот, если вследствие продолжительного простоя средняя температура стола падает ниже предварительно установленного порога, что может отразиться на качестве склеивания при возобновлении операций, программируемый контроллер запрограммирован таким образом, что выдает команду на подачу газа ко всему столу в течение предварительно заданного промежутка времени или промежутка времени, рассчитанного на основании измеренных температур. Это обеспечивает теплообмен между горячими частицами в нагревательной коробке 10 и частицами в периферии и восстановление температуры стола.
Само собой разумеется, что описание приведено исключительно в качестве примера для иллюстрации, и для специалиста в данной области доступно множество модификаций в пределах сферы действия изобретения, таких как, например, другие решения по подаче газа по сравнению с приведенными выше или использование других нагревательных средств. Равным образом в пределах компетенции специалиста в данной области является модификация программирования контроллера 20 не на подчинение различных промежутков времени (активации, полимеризации) измеряемым температурам, а на управление нагревательными средствами для получения нужных температур для выполнения этих этапов в заданные промежутки времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ СКРЕПЛЕНИЯ ГИБКОГО ПОКРЫТИЯ С ОСНОВОЙ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОМАГНИТНЫХ ВОЛН И ПОЛУЧЕННЫЙ ТАКИМ ОБРАЗОМ МАТЕРИАЛ | 2015 |
|
RU2669641C2 |
| ГАЗОРАСПРЕДЕЛИТЕЛЬНАЯ РЕШЕТКА ДЛЯ ПОЛИМЕРИЗАТОРА | 2007 |
|
RU2464083C2 |
| РЕАКТОР С ТРЕХФАЗНЫМ ТВЕРДО-ГАЗО-ЖИДКОСТНЫМ ПСЕВДООЖИЖЕННЫМ СЛОЕМ ДЛЯ ПРОВЕДЕНИЯ СИНТЕЗА ПО ФИШЕРУ-ТРОПШУ И ЕГО ИСПОЛЬЗОВАНИЕ | 2007 |
|
RU2441697C2 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483493C2 |
| РЕАКТОР ДЛЯ ПРЯМОГО СИНТЕЗА ОРГАНОХЛОРСИЛАНОВ | 2001 |
|
RU2185233C1 |
| СПОСОБ И УСТРОЙСТВО ОСАЖДЕНИЯ ТОНКИХ СЛОЕВ ПОЛИПАРАКСИЛИЛЕНА ИЛИ ЗАМЕЩЕННОГО ПОЛИПАРАКСИЛИЛЕНА | 2009 |
|
RU2481901C2 |
| Установка для диффузионного насыщения | 1976 |
|
SU577253A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2340450C1 |
| Способ изготовления ячеистой решетчатой структуры и устройство для его осуществления | 1978 |
|
SU1156589A3 |
| РЕАКТОР ДЛЯ ПРЯМОГО СИНТЕЗА ОРГАНОХЛОРСИЛАНОВ В КИПЯЩЕМ СЛОЕ | 2002 |
|
RU2205683C1 |
Изобретение относится к способу и устройству для термического склеивания гибкого покрытия с основой. Устройство содержит резервуар для слоя частиц, псевдоожиженного потоком газа, содержащий газораспределитель, диффузионную решетку, слой частиц и закрывающее гибкое полотнище, систему подачи газа, прижимной орган. Резервуар имеет внутреннюю зону - нагревательную коробку, имеющую размеры меньше размеров резервуара и расположенную по существу в центре резервуара. Нагревательная коробка содержит газораспределитель, диффузионную решетку и систему подачи газа, отдельные и изолированные от соответствующих им компонентов резервуара. Нагревательная коробка дополнительно содержит нагревательные средства, предназначенные для размещения в слое частиц. Изобретение обеспечивает повышение производительности и экономичности процесса термического склеивания гибкого покрытия с основой. 2 н. и 14 з.п. ф-лы, 4 ил.
1. Устройство для термического склеивания гибкого покрытия (13) с основой (12), содержащее резервуар (2) для слоя частиц, псевдоожиженного потоком газа, содержащий газораспределитель (6а), диффузионную решетку (7а), слой (4) частиц и закрывающее гибкое полотнище (3), систему (5, 5a) подачи газа, прижимной орган (14), выполненный с возможностью прижимать основу к псевдоожиженному слою, отличающееся тем, что резервуар имеет внутреннюю зону, называемую нагревательной коробкой (10), которая имеет размеры меньше размеров резервуара и которая расположена, по существу, в центре указанного резервуара, причем нагревательная коробка содержит газораспределитель (6b), диффузионную решетку (7b) и систему (5b, 9) подачи газа, отдельные и изолированные от соответствующих им компонентов резервуара, при этом нагревательная коробка (10) дополнительно содержит нагревательные средства (11), предназначенные для размещения в слое частиц.
2. Устройство по п.1, отличающееся тем, что нагревательная коробка (10) расположена ниже резервуара (2), а уровень ее диффузионной решетки (7b) находится ниже уровня диффузионной решетки (7а) резервуара.
3. Устройство по п.2, отличающееся тем, что нагревательные средства (11) расположены по вертикали над диффузионной решеткой (7b) нагревательной коробки на уровне или ниже диффузионной решетки (7a) резервуара.
4. Устройство по одному из пп.1-3, отличающееся тем, что нагревательные средства (11) образованы, по меньшей мере, одним электрическим сопротивлением.
5. Устройство по п.1, отличающееся тем, что дополнительно содержит средства (8c, 8b, 8a) измерения температуры, связанные соответственно с указанными нагревательными средствами, со слоем частиц в нагревательной коробке (10) и со слоем частиц в части резервуара снаружи от нагревательной коробки.
6. Устройство по п.1, отличающееся тем, что система подачи газа нагревательной коробки содержит вентиляционную систему, отдельную от вентиляционной системы резервуара.
7. Устройство по п.1, отличающееся тем, что системы подачи газа нагревательной коробки и резервуара содержат общую вентиляционную систему (5), питающую два отдельных патрубка (5a, 5b), причем, по меньшей мере, патрубок (5b) питания нагревательной коробки (10) содержит клапан (9), обеспечивающий прекращение и/или регулирование питания нагревательной коробки газом псевдоожижения.
8. Устройство по любому из пп.5-7, отличающееся тем, что дополнительно содержит программируемый контроллер (20), предназначенный, по меньшей мере, для приема данных от средств (8a, 8b, 8c) измерения температуры и управления нагревательными средствами (11) и системами (5, 5a, 5b) подачи газа нагревательной коробки и резервуара.
9. Устройство по п.8, отличающееся тем, что программируемый контроллер (20) выполнен с возможностью управления прижимным органом (14) и осуществления цикла операций, координирующих команды, подаваемые на прижимной орган и на системы подачи газа нагревательной коробки и резервуара.
10. Устройство по п.1, отличающееся тем, что дополнительно содержит силовую решетку (15), проходящую по всей поверхности резервуара (2) над его диффузионной решеткой (7a) и выполненную с возможностью выдерживать усилия, создаваемые прижимным органом (14) при твердом состоянии слоя (4) частиц, а также оказывать минимальное сопротивление потоку газа и частиц, когда слой частиц находится в псевдоожиженном состоянии.
11. Способ термического склеивания гибкого покрытия (13) с основой (12), предусматривающий использование устройства по любому из предыдущих пунктов, в котором используют прижимной орган (14), выполненный с возможностью прижимать основу к слою частиц, псевдоожиженному газовым потоком, создаваемым системой (5, 5a) подачи газа в резервуаре (2), содержащем газораспределитель (6a), диффузионную решетку (7a), слой (4) частиц и закрывающее гибкое полотнище (3), отличающийся тем, что нагревают слой частиц с помощью нагревательных средств (11), предназначенных для установки в слое частиц, и подают газ во внутреннюю зону, называемую нагревательной коробкой (10), которая имеет размеры меньше размеров резервуара и которая расположена, по существу, в центре указанного резервуара, причем нагревательная коробка содержит газораспределитель (6b), диффузионную решетку (7b) и систему (5b, 9) подачи газа, отдельные и изолированные от соответствующих им компонентов резервуара.
12. Способ по п.11, отличающийся тем, что, по меньшей мере, одну из поверхностей, обращенных к покрытию (13) или основе (12), покрывают термоактивным клеем; устанавливают покрытие на гибком полотнище (3), закрывающем псевдоожиженный слой (4), напротив основы, укрепленной на прижимном органе (14); выдают команду начала цикла операций программируемого котроллера (20), который выдает команду на опускание прижимного органа к псевдоожиженному слою и одновременно на подачу газа, по меньшей мере, в нагревательную коробку (10) таким образом, чтобы создавать газовый поток и псевдоожиженный слой частиц высокой температуры, управляет прижимным органом таким образом, чтобы задавливать основу в псевдоожиженный слой высокой температуры в течение промежутка времени, обеспечивающего возможность активации клея, затем выдает команду на прекращение подачи газа, по меньшей мере, в нагревательную коробку таким образом, чтобы перевести в твердое состояние, по меньшей мере, частично слой частиц, и одновременно на передачу первого давления на основу таким образом, чтобы прижать покрытие к основе в течение промежутка времени, обеспечивающего возможность полимеризации клея, и по окончании этих операций выдают сигнал окончания цикла на программируемый контроллер, который выдает команду на подъем прижимного органа для разгрузки снабженной покрытием основы.
13. Способ по п.12, отличающийся тем, что, когда программируемый контроллер выдает команду на прекращение подачи газа в нагревательную коробку, он одновременно выдает команду на подачу газа в периферийную часть резервуара при температуре окружающей среды для более быстрого охлаждения слоя частиц и ускорения полимеризации клея.
14. Способ п.12, отличающийся тем, что перед подачей команды на подъем прижимного органа программируемый контроллер выдает команду на прекращение всей подачи газа и на передачу прижимным органом дополнительного давления опоры основы на твердый слой.
15. Способ по п.12, отличающийся тем, что программируемый контроллер отслеживает температуры стола за пределами производственных циклов и запускает подачу газа в нагревательную коробку, когда температура слоя частиц на периферии резервуара опускается ниже предварительно заданного порога.
16. Способ по п.12, отличающийся тем, что программируемый контроллер отслеживает температуры стола за пределами производственных циклов и запускает подачу газа в периферийную часть резервуара, когда температура слоя частиц превышает предварительно заданный порог.
| US 5407510 A, 18.04.1995 | |||
| US 4323410 A, 06.04.1982 | |||
| СПОСОБ ОБОГАЩЕНИЯ ГЕЛИЕМ ГЕЛИЙСОДЕРЖАЩЕГО ПРИРОДНОГО ГАЗА | 2017 |
|
RU2655905C1 |
| Устройство для соединения полимерных материалов | 1986 |
|
SU1361010A1 |
| СПОСОБ ОТДЕЛКИ ПЛОСКИХ ИЗДЕЛИЙ | 0 |
|
SU388395A1 |

