Область техники, к которой относится изобретение
Изобретение относится к способу перемены сварочного процесса во время сварки, причем переход от произведенного сварочного процесса к последующему сварочному процессу осуществляют во время короткого замыкания между расплавляемой сварочной проволокой и заготовкой.
Изобретение относится также к способу введения тепла перед сварочным процессом.
Уровень техники
WO 2006/089322 описывает способ управления и/или регулировки сварочного аппарата или источника сварочного тока, посредством которого после поджигания электрической дуги осуществляется сварочный CMT-процесс (Cold-Metal-Transfer), при котором сварочная проволока до момента соприкосновения с заготовкой подается в направлении заготовки, затем после инициирования короткого замыкания, во время фазы короткого замыкания, направление подачи проволоки изменяется на противоположное и сварочная проволока до момента разрыва короткого замыкания отводится от заготовки. Для управления подачей тепла в заготовку или подачей присадочного материала предусмотрено, что во время, по меньшей мере, некоторых фаз короткого замыкания полярность сварочного тока и/или сварочного напряжения переключается, причем амплитуда сварочного тока и/или сварочного напряжения устанавливается на определенное значение, что препятствует расплавлению сварочной проволоки или закорачивающей перемычки, однако, позволяет осуществлять надежный повторный поджиг электрической дуги при отведении сварочной проволоки от заготовки. Таким образом, осуществляется смена «отрицательного CMT-процесса» или «Negativ-CMT-Prozess» на «положительный CMT-процесс» или «Positiv-CMT-Prozess» и наоборот.
Недостатком является при этом то, что в процессе перемены полярности не учитываются возмущающие воздействия. Так процесс перемены полярности может производится на высоких значениях тока, так как длительность процесса изменения тока, в силу полученной вследствие длины сварочной цепи индуктивности, не учитывается. Это приводит, в частности, к нестабильности короткого замыкания. Движения расплавленного электролита могут способствовать далее прерыванию короткого замыкания во время перемены процесса, так что происходит неконтролируемая подача тепла и образуются сварочные брызги. При перемене не учитывается также направление перемены полярности. В частности, вследствие таких возмущающих воздействий ухудшается стабильность процесса.
В целом, из уровня техники известна также так называемая фаза «Hot-Start», при которой перед сварочным процессом производится «введение тепла» в заготовку. Недостатком является при этом то, что эта фаза «Hot-Start» осуществляется с использованием распылительной электрической дуги. Вследствие этого, в частности, в местах перекрываемых зазоров между двумя элементами из тонколистного металла имеет место слишком сильная подача тепла, так что материал плавится. Это объясняется тем, что распылительная электрическая дуга требует высоких значений силы тока, так что, в основном, регулироваться может лишь длительность фазы «Hot-Start». В соответствии с этим, в заготовку в течение короткого времени вводится большое количество энергии или тепла, и не происходит никакого согласования подачи тепла с материалом.
Раскрытие изобретения
Задача изобретения состоит в создании способа, при котором сварочный процесс имеет высокую степень стабильности, которая способствует низкой и плавно регулируемой подаче тепла при одновременной высокой мощности расплавления и минимальной задержке. Недостатки известных способов должны быть уменьшены или предотвращены.
Задача изобретения решается посредством вышеуказанного способа перемены сварочного процесса во время произведения сварки, когда посредством короткого замыкания в произведенном процессе сварки сварочная проволока в течение определенного промежутка времени подается далее в направлении подачи, а затем в зависимости от порогового значения сварочного тока последующего сварочного процесса останавливается, после чего при достижении порогового значения сварочного тока сварочная проволока для запуска последующего сварочного процесса перемещается в противоположном направлении. Преимущественным является в данном случае то, что короткое замыкание вследствие колебаний расплавленного электролита и величины капли в течение времени перемены сварочного процесса не прерывается вследствие того, что сварочная проволока при возникновении короткого замыкания глубже вводится в расплавленный электролит. Преимуществом является также то, что процесс перемены не зависит от длины сварочного контура, так как время изменения тока по причине индуктивности принимается во внимание и, таким образом, процесс перемены не оказывает негативного воздействия на высокую стабильность процесса. Под термином сварочный контур понимается контур тока, образованный посредством источника тока, проводов и заготовки. Следующим преимуществом является то, что при коротком замыкании обеспечивается надежная перемена сварочного процесса, так как инициирование замены на следующий сварочный процесс или разрыва короткого замыкания происходит лишь тогда, когда уже произведено изменение тока. Таким образом, короткое замыкание сохраняется, по меньшей мере, на период изменения тока. Преимуществом является также то, что, в частности, в зоне элементов тонколистного металла при более высокой стабильности процесса могут быть перекрыты большие зазоры, чем это известно из уровня техники. И это потому, что при неизменной незначительной подаче тепла достигается более высокая мощность расплавления или при неизменной мощности расплавления достигается еще меньшая подача тепла, чем при известном СМТ-процессе. Так, к примеру, посредством сварки может быть также перекрыт зазор, ширина которого постоянно увеличивается или уменьшается. Далее мы имеем плавную регулировку подачи тепла или мощности расплавления ввиду использования различных сварочных процессов.
Замена сварочного процесса осуществляется в предпочтительном варианте при достижении порогового значения сварочного тока произведенного сварочного процесса. Вследствие этого, перемена полярности осуществляется с небольшой мощностью, так как перемена производится при определенном пороговом значении. Таким образом, может быть использовано более экономичное оборудование.
Преимуществом является также то, что замена производится между двумя противоположно поляризованными сварочными процессами, так как, благодаря этому, в процессе короткого замыкания имеет место большая по сравнению с имеющейся разность токов в зависимости от индуктивности сварочного контура, так как короткое замыкание в это время поддерживается. В предпочтительном варианте осуществляется также перемена сварочного процесса и полярности, причем все это происходит в процессе надежного короткого замыкания.
В предпочтительном варианте посредством мероприятия по сохранению порогового значения сварочного тока и временного интервала в зависимости от характеристической кривой для сварочного процесса добиваются того, что значения параметров для пользователя настраиваются автоматически.
Задача изобретения решается посредством вышеуказанного способа перемены сварочного процесса во время произведения сварки, причем замена происходит между процессом сварки посредством короткого замыкания и процессом импульсной сварки, и конец сварочной проволоки в зависимости от произведенного сварочного процесса на фазе изменения приводится в соответствие с последующим сварочным процессом. Благодаря этому, осуществляется оптимальная предварительная подготовка конца проволоки (размер капли, изменение температуры, а также длина электрической дуги) к последующему сварочному процессу, с целью обеспечения высокой стабильности процесса. Преимуществом является также то, что, в основном, всегда на конце проволоки имеется капля и, таким образом, конец проволоки никогда не охлаждается. Капля образуется при этом посредством профиля сечения потока в единицу времени, который зависит от произведенного и от последующего сварочного процесса. Соответственно, посредством профиля сечения потока в единицу времени регулируется также и подача тепла.
Если сварочная проволока на фазе изменения позиционируется в зависимости от последующего сварочного процесса, то можно добиться настройки соответствующей длины электрической дуги для процесса импульсной сварки, а также короткого замыкания для процесса сварки посредством короткого замыкания.
Преимуществом является также комбинирование фазы изменения с процессом перемены полярности, так что возможна одновременная замена процесса и перемена полярности.
Посредством того, что на фазе изменения после осуществления процесса перемены полярности на конце сварочной проволоки образуется капля, которая отделяется посредством следующего непосредственно за приведением в соответствие импульса процесса импульсной сварки, в предпочтительном варианте добиваются того, что на фазе изменения имеет место так называемая фаза основного тока первого цикла, вследствие чего возможно быстрое изменение. Преимуществом является также изначальная стабильность процесса.
Если после изменения на процесс импульсной сварки, по меньшей мере, один параметр изменяется со стартового значения до конечного значения, то посредством целенаправленного, в зависимости от потребности, согласования параметра импульса на последующем процессе импульсной сварки можно противодействовать измененному профилю температуры конца проволоки, чтобы снова восстановить состояние равновесия энергии.
К примеру, в расчет принимаются сварочный ток, ширина импульса, частота импульса или скорость подачи проволоки в процессе импульсной сварки.
На фазе изменения перед процессом перемены полярности скорость подачи сварочной проволоки для образования короткого замыкания для осуществления процесса сварки посредством короткого замыкания может быть изменена и сварочный ток для образования капли приводится в соответствие, вследствие чего конец сварочной проволоки согласовывается с процессом сварки посредством короткого замыкания и инициируется короткое замыкание, так что может быть осуществлен процесс перемены полярности.
Посредством задачи изобретения решается также способ введения тепла перед сварочным процессом, причем перед началом сварочного процесса осуществляется фаза пуска, на которой посредством регулируемого количества циклов, по меньшей мере, одного сварочного процесса регулируется подача тепла в заготовку. Предпочтительным является при этом то, что материал перед осуществлением сварочного процесса предварительно оптимально нагревается, так как за счет количества циклов введение тепла может быть точно отрегулировано или подача тепла может быть точно согласовано с материалом. Таким образом, в заготовку в течение более длительного времени вводится меньше энергии или тепла.
К тому же, могут использоваться циклы различной полярности или различных сварочных процессов.
При перемене циклов различных сварочных процессов в предпочтительном варианте используется способ перемены сварочного процесса.
Другие вытекающие из этого преимущества могут быть также заимствованы из уже описанных преимуществ.
Предложенное на рассмотрение изобретение разъясняется более детально на основании приложенных схематичных чертежей, причем содержащиеся в общем описании выявления смыслово могут быть перенесены на аналогичные элементы с аналогичными ссылочными позициями. Отдельные признаки представленного примера осуществления изобретения или представленных примеров осуществления изобретения сами по себе могут также представлять собой самостоятельные решения в соответствии с изобретением.
Краткое описание чертежей
На чертежах представлены:
фиг.1 схематичное изображение сварочного аппарата;
фиг.2 схематичная временная характеристика сварочного тока и скорости подачи сварочной проволоки при осуществлении сварки с использованием сварочного процесса посредством короткого замыкания и процесса импульсной сварки с фазами изменения и процессами перемены полярности в соответствии с изобретением, причем ширина импульса во время процесса импульсной сварки изменяется;
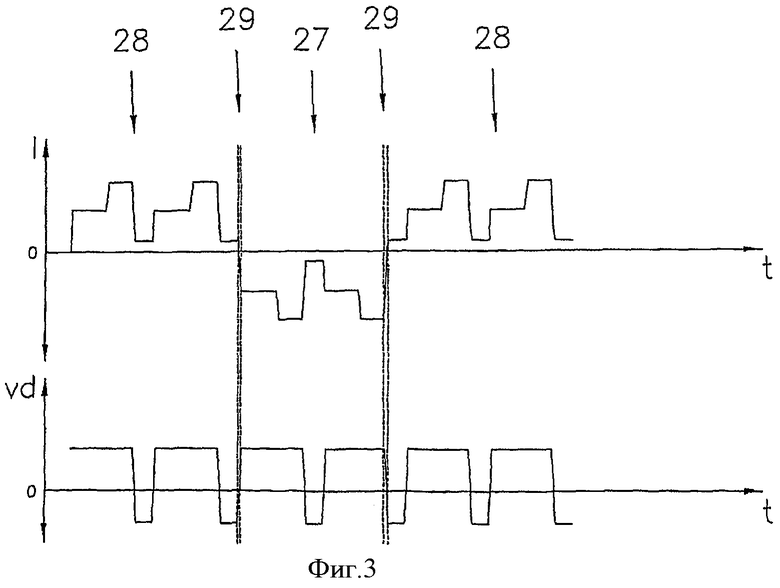
фиг.3 схематичная временная характеристика сварочного тока и скорости подачи сварочной проволоки при осуществлении сварки с использованием двух сварочных процессов посредством короткого замыкания с процессами перемены полярности в соответствии с изобретением;
фиг.4а и 4b схематичная временная характеристика сварочного тока и скорости подачи сварочной проволоки при осуществлении процесса перемены полярности, в деталях;
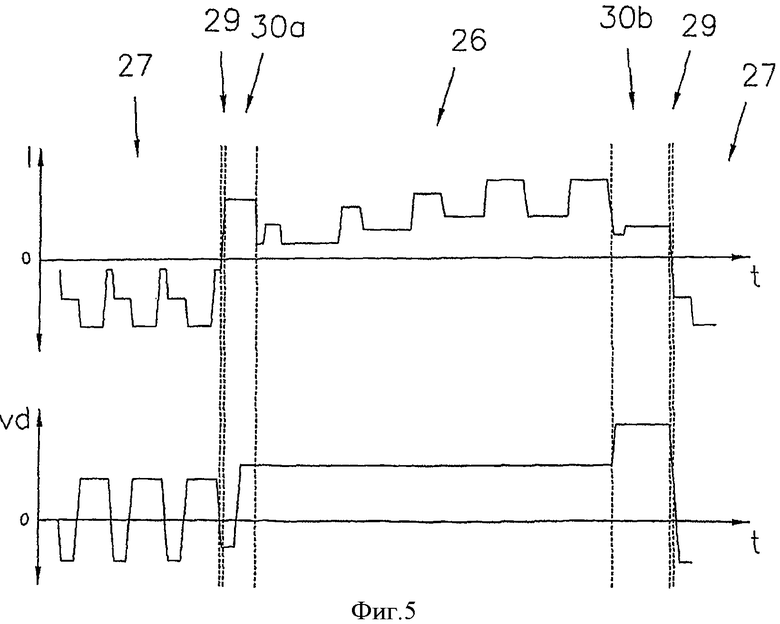
фиг.5 схематичная временная характеристика сварочного тока и скорости подачи сварочной проволоки при осуществлении сварки с использованием сварочного процесса посредством короткого замыкания и процесса импульсной сварки с фазами изменения и процессами перемены полярности в соответствии с изобретением, причем уровень сварочного тока во время процесса импульсной сварки изменяется;
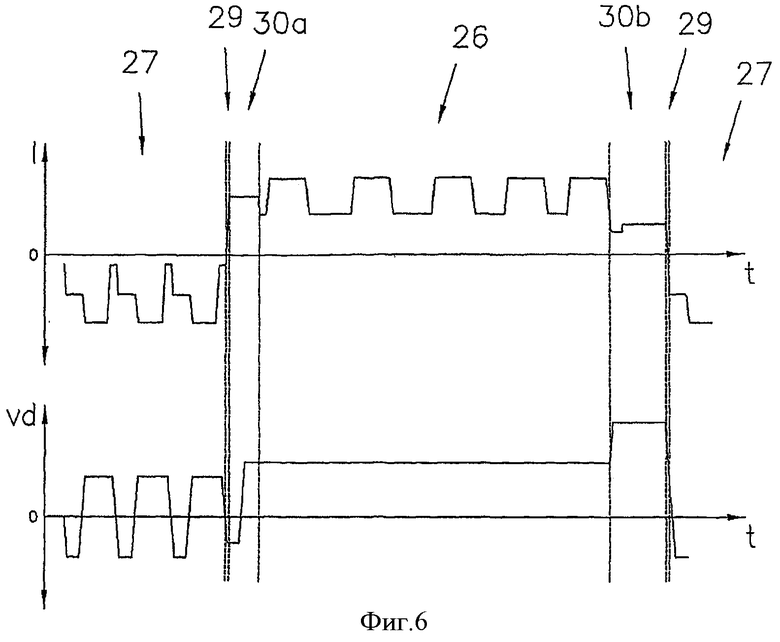
фиг.6 схематичная временная характеристика сварочного тока и скорости подачи сварочной проволоки при осуществлении сварки с использованием сварочного процесса посредством короткого замыкания и процесса импульсной сварки с фазами изменения и процессами перемены полярности в соответствии с изобретением, причем частота пульса во время процесса импульсной сварки изменяется;
фиг.7 схематичная временная характеристика сварочного тока и скорости подачи сварочной проволоки при осуществлении сварки с использованием сварочного процесса посредством короткого замыкания и процесса импульсной сварки с фазами изменения и процессами перемены полярности в соответствии с изобретением, причем скорость подачи во время процесса импульсной сварки изменяется;
фиг.8 схематичная временная характеристика сварочного тока при способе сварки с фазой пуска в соответствии с изобретением;
фиг.9 следующая схематичная временная характеристика сварочного тока при способе сварки с фазой пуска в соответствии с изобретением.
В качестве вступления следует констатировать, что Одинаковые детали примера осуществления изобретения снабжаются одинаковыми ссылочными позициями.
Осуществление изобретения
На фиг.1 представлен сварочный аппарат 1 или сварочная установка для осуществления различных процессов или способов сварки, таких, к примеру, как сварка плавящимся электродом в среде инертного газа/сварка плавящимся электродом в среде активного газа или сварка неплавящимся электродом в среде инертного газа/сварка неплавящимся электродом в среде активного газа, или сварка электродом, двухдуговая сварка или сварка последовательными дугами, сварка дуговой плазмой или пайка и т.д. Сварочный аппарат 1 включает в себя источник 2 тока с расположенным в нем элементом 3 мощности, устройством 4 управления и другими не изображенными компонентами и проводами, такими, к примеру, как элемент переключения, клапана управления и т.д. Устройство 4 управления соединено, к примеру, с клапаном управления, который расположен в питающей шине для снабжения газом 5, в частности, защитным газом, таким, к примеру, как CO2, гелий или аргон и т.п., между газовым баллоном 6 и сварочной горелкой 7 или горелкой.
К тому же, посредством устройства 4 управления может регулироваться еще и механизм 8 подачи проволоки, который обычно используется в процессе сварки плавящимся электродом в среде инертного газа/сварки плавящимся электродом в среде активного газа, причем по питающей шине присадочный материал или сварочная проволока 9 подаются от накопительного барабана 10 или бухты с проволокой в зону сварочной горелки 7. Разумеется, возможно, что механизм 8 подачи проволоки, как известно из уровня техники, встроен в сварочный аппарат 1, в частности, в корпус 11 источника 2 тока, а не установлен, как показано на фиг.1, в качестве приставки на тележке 12. Здесь речь идет о так называемом компактном сварочном аппарате 1. При этом возможно также, что механизм 8 подачи проволоки может быть установлен непосредственно на сварочный аппарат 1, то есть, что корпус 11 источника 2 тока выполнен на верхней стороне для размещения механизма 8 подачи проволоки, так что может отсутствовать необходимость в использовании тележки 12. Также возможно, что механизма 8 подачи проволоки подает сварочную проволоку 9 или присадочный материал к месту осуществления операции вне сварочной горелки 7, причем для этого в сварочной горелке 7 в предпочтительном варианте расположен неплавящийся электрод, который обычно используется при сварке неплавящимся электродом в среде инертного газа/сварке неплавящимся электродом в среде активного газа.
Ток для образования электрической дуги 13, в частности, рабочей электрической дуги, между электродом или сварочной проволокой 9 и выполненной в предпочтительном варианте из одной или нескольких частей заготовкой 14 через не изображенную сварочную линию подается от элемента 3 мощности к источнику 2 тока, сварочной горелке 7, в частности, к электроду или к сварочной проволоке 9, причем свариваемая заготовка 14 через другую сварочную линию для другого потенциала, в частности, через массовый кабель, соединена с не изображенным источником 2 тока и, таким образом, посредством электрической дуги 13 или образованной плазменной струи для осуществления процесса может быть образован контур тока. При использовании горелки с внутренней электрической дугой 13 обе не изображенные сварочные линии подведены к горелке, так что в горелке может быть образован соответствующий контур тока, как это может иметь место при использовании плазменных горелок.
Для охлаждения сварочной горелки 7 через охлаждающий аппарат 15 сварочная горелка 7, с промежуточным подключением возможных дополнительных компонентов, к примеру, реле контроля потока с резервуаром для жидкости, в частности, резервуаром 16 для воды, может быть соединена с датчиком 17 уровня заполнения, вследствие чего при приведении в действие сварочной горелки 7 охлаждающий аппарат 15, в частности, используемый для находящейся в резервуаре 16 для воды жидкости, жидкостно-кольцевой вакуумный насос приводится в действие, что может способствовать охлаждению сварочной горелки 7. Как показано в представленном примере осуществления изобретения, охлаждающий аппарат 15 устанавливается на тележке 12, на которую затем помещается источник 2 тока. Отдельные компоненты сварочной установки, а именно, источник 2 тока, механизм 8 подачи проволоки и охлаждающий аппарат 15, выполнены при этом таким образом, что имеют соответствующие выступы или выемки, так что могут надежно укладываться или устанавливаться друг на друга.
Сварочный аппарат 1, в частности, источник 2 тока, имеет далее устройство 18 ввода и вывода информации, посредством которого могут быть настроены, вызваны и отображены самые различные параметры сварки, режимы работы или программы сварки сварочного аппарата 1. При этом настроенные посредством устройства 18 ввода и вывода информации сварочные параметры, режимы работы и программы сварки передаются далее на устройство 4 управления, и с его помощью затем настраиваются отдельные компоненты сварочной установки или сварочного аппарата 1 или задаются соответствующие параметры регулировки или управления. При этом возможно также, что при использовании соответствующей сварочной горелки 7 могут быть предприняты также и операции по настройке посредством сварочной горелки 7, причем для этого сварочная горелка 7 оснащена устройством 18 ввода и вывода информации. В предпочтительном варианте при этом сварочная горелка 7 через информационную шину, в частности, последовательную информационную шину, соединена со сварочный аппаратом 1, в частности, с источником 2 тока или с механизмом 8 подачи проволоки. Для запуска процесса сварки сварочная горелка 7 имеет в большинстве случаев не изображенный пусковой выключатель, так что посредством приведения в действие пускового включателя может быть произведено зажигание электрической дуги 13. Для защиты от сильного теплового излучения электрической дуги 13 возможно оснащение сварочной горелки 7 теплозащитным экраном 20.
В представленном примере осуществления изобретения сварочная горелка 7 посредством пакета 21 рукавов соединена далее со сварочным аппаратом 1 или со сварочной установкой, причем пакет 21 рукавов посредством устройства 22 защиты при продольном изгибе закреплен на сварочной горелке 7. В пакете 21 рукавов отдельные провода, к примеру, питающая шина или провода для сварочной проволоки 9, для газа 5, для контура охлаждения, для передачи данных и т.д., расположены от сварочного аппарата 1 к сварочной горелке 7, в то время как массовый кабель в предпочтительном варианте специально присоединяется к источнику 2 тока. Пакет 21 рукавов посредством не изображенного сцепного устройства присоединяется к источнику 2 тока или механизму 8 подачи проволоки, в то время как отдельные провода в пакете 21 рукавов посредством устройства защиты при продольном изгибе закреплены на или в сварочной горелке 7. Для обеспечения соответствующего уменьшения растягивающего усилия пакета 21 рукавов, этот пакет посредством не изображенного устройства для уменьшения растягивающего усилия может быть соединен с корпусом 11 источника 2 тока или с механизмом 8 подачи проволоки.
В принципе, следует упомянуть о том, что для самых разных способов сварки или сварочных аппаратов 1, таких, к примеру, как аппараты для сварки неплавящимся электродом в среде инертного газа, или аппараты для сварки плавящимся электродом в среде инертного газа/сварки плавящимся электродом в среде активного газа, или аппараты для сварки дуговой плазмой, должны использоваться или применяться не все указанные ранее компоненты. При этом возможно, к примеру, что сварочная горелка 7 может быть осуществлена в виде сварочной горелки 7 с воздушным охлаждением, так что, к примеру, можно отказаться от использования охлаждающего аппарата 15. Таким образом, можно сказать, что сварочный аппарат 1 образуется, по меньшей мере, посредством источника 2 тока, механизма 8 подачи проволоки и охлаждающего аппарата 15, причем они могут располагаться в общем корпусе 11. Далее возможно, что в нем могут располагаться и, соответственно, использоваться и другие элементы или компоненты, к примеру, устройство 23 защиты при перемещении на механизме 8 подачи проволоки или опора 24 для дополнительных элементов на держателе 25 для газового баллона 6 и т.д. Сварочные аппараты 1, образованные для осуществления так называемой сварки переменным током, имеют далее модуль 37 инвертора. Этот модуль инвертора позволяет соответствующим образом осуществлять изменение полярности сварочного тока I. Модуль 37 инвертора может быть при этом интегрирован в корпус 11 или же может иметь собственный корпус. Последний располагается в данном случае предпочтительно между охлаждающим аппаратом 15 и корпусом 11.
Такого рода сварочный аппарат 1 образован, соответственно, и для осуществления различных сварочных процессов. Таким образом, во время осуществления одной сварки могут быть скомбинированы также, по меньшей мере, два сварочных процесса. К примеру, таким образом, что периодически чередуются сварочный процесс с положительной полярностью и сварочный процесс с отрицательной полярностью, причем осуществляется, по меньшей мере, один цикл каждого сварочного процесса. При этом изменение сварочного процесса осуществляется посредством короткого замыкания.
В соответствии с изобретением предусмотрено, что сварочная проволока 9 целенаправленно погружается в расплавленный электролит, конец сварочной проволоки 9 приводится в соответствие с фазой 30 изменения, по меньшей мере, один параметр процесса 26 импульсной сварки изменяется со стартового значения на конечное значение и/или перед процессом сварки осуществляется фаза 31 пуска. Таким образом, могут быть выполнены требования в отношении незначительного введения тепла при одновременной высокой мощности плавления при работе с тонколистовым металлом. Для этого изменение сварочного процесса сочетается с возвратным движением сварочной проволоки 9.
В дальнейшем изобретение описывается на основании фиг.2-9.
На фиг.2 и 3 представлены два варианта процесса, в которых используется изобретение или, по меньшей мере, часть отдельных элементов изобретения. На фиг.2 представлено сочетание процесса 26 импульсной сварки или электродуговой сварки с отрицательным СМТ-процессом 27 (процесс сварки посредством короткого замыкания), причем на фиг.3 представлено сочетание положительного СМТ-процесса 28 (процесс сварки посредством короткого замыкания) с отрицательным СМТ-процессом 27 - то есть два процесса сварки посредством короткого замыкании. В принципе, при этом процесс 26 импульсной сварки и положительный СМТ-процесс 28 имеют положительную полярность, в то время как отрицательный СМТ-процесс 27 имеет отрицательную полярность сварочного тока I. Если, соответственно, происходит изменение полярностей, то полярность сварочной проволоки 9 изменяется. При этом положительная полярность отвечает за подачу тепла в заготовку 14, причем дополнительно имеет место очищающее действие электрической дуга 13 на поверхности заготовки 14. Также возникают так называемые силы пинч-эффекта, которые, к примеру, в процессе 26 импульсной сварки способствуют отделению капли. Напротив, отрицательная полярность отвечает за уровень мощности расплавлении относительно подачи тепла. Величина капли на конце сварочной проволоки 9 может быть за счет этого существенно увеличена, так как в силу небольшой плотности линии тока, в основном, не возникает никаких сил пинч-эффекта, которые бы автоматически способствовали отделению капли.
В соответствии с фиг.2 процесс 26 импульсной сварки и отрицательный СМТ-процесс 27 в предпочтительном варианте периодически чередуются друг с другом, причем показаны фрагмент протекания сварочного тока I и скорость vd подачи сварочной проволоки 9. Вследствие этого, соответственно, происходит чередование сварочного процесса и полярности посредством короткого замыкания. Чтобы этот процесс мог быть произведен с достаточно высокой степенью стабильности и с требуемой подачей тепловой энергии, чередование производится в процессе 29 перемены полярности и на фазе 30 изменения. В частности, и потому, что как сварочный процесс (между последовательностью импульсов и коротким замыканием), так и полярность изменяются. В процессе 29 перемены полярности в предпочтительном варианте сварочная проволока 9 целенаправленно погружается в расплавленный электролит, причем на фазе 30 изменения конец сварочной проволоки 9 приводится в соответствие. В случае необходимости параметр процесса 26 импульсной сварки может быть изменен со стартового значения до конечного значения и перед процессом сварки может быть осуществлена фаза 31 пуска.
В соответствии с фиг.3 положительный СМТ-процесс 28 и отрицательный СМТ-процесс 27 в предпочтительном варианте периодически чередуются друг с другом, причем показаны фрагмент течения сварочного тока I и скорость vd подачи сварочной проволоки 9. Таким образом, опять же происходит чередование сварочного процесса и полярности. При этом, разумеется, нет необходимости в фазе 30 изменения, так как между двумя процессами сварки посредством короткого замыкания производится чередование различной полярности. Также при изменении в процессе 29 перемены полярности сварочная проволока 9 целенаправленно погружается в расплавленный электролит и/или подача сварочной проволоки 9 прекращается. В случае необходимости перед процессом сварки может быть осуществлена также фаза 31 пуска.
В принципе, в отношении фиг.2 и 3 можно сказать, что необходимые для этого регулировки заложены в сварочном аппарате 1. То есть, когда сварщик выбирает так называемую характеристическую кривую и настраивает под нее рабочую точку, способы в соответствии с изобретением осуществляться автоматически.
Разумеется, сварщик может согласовать количество циклов каждого отдельного сварочного процесса с вариантом применением, чтобы гибко регулировать необходимую подачу тепла. Соответственно, также согласно диаграмме изменяется и направление скорости vd подачи сварочной проволоки 9 при коротком замыкании посредством того, что она подается назад - то есть от заготовки 14.
Далее детально описываются отдельные фрагменты изобретения. Мы не останавливается детально на отдельных процессах сварки, так как они известны из уровня техники.
На основании фиг.4а и фиг.4b видно, как в деталях осуществляется процесс 29 перемены полярности или изменение полярности. До момента времени t1 осуществляется известный из уровня техники сварочный процесс с положительной полярностью - такой как положительный СМТ-процесс 28 или процесс 26 импульсной сварки, причем к моменту времени t2 возникает короткое замыкание между сварочной проволокой 9 и заготовкой 14. В соответствии с изобретением, начиная с этого момента времени t1, сварочная проволока 9 в течение определенного временного промежутка 32 (к примеру, в пределах до 1 мс) подается далее, так что она еще глубже погружается расплавленный электролит. Этот процесс осуществляется, к примеру, со скоростью vd подачи в пределах примерно от 20 м/мин до 40 м/мин. То есть, конец сварочной проволоки 9, на котором висит капля, на определенную длину погружается в сварочную ванну. Соответственно, при этом заготовки 14 под расплавленным электролитом не касаются, так что отсутствует так называемое прерывистое движение и обеспечивается стабильность процесса. Соответственно, на этом временном промежутке 32 принимается во внимание запаздывание, обусловленное работой мотора механизма подачи сварочной проволоки 9. Следовательно, горизонтальная подача в пределах временного промежутка 32 соответствует дальнейшему продвижению и снижению скорости vd подачи при запаздывании. Тем самым обеспечивается прекращение подачи сварочной проволоки 9 к моменту времени t2 - то есть по истечении временного промежутка 32. Однако, это означает также, что для процесса 29 перемены полярности подача короткого замыкания осуществляется более надежно. В процессе 29 перемены полярности, соответственно, должна изменяться полярность сварочного тока I. Как представлено, положительная полярность изменяется на отрицательную полярность - как и при отрицательном СМТ-процессе 27. На скорость такого изменения тока при этом оказывает воздействие индуктивность, образующаяся вследствие переменной длины сварочного контура. Таким образом, длительность процесса 29 перемены полярности различна. Так, между моментом времени t1 и моментом времени t3 в процессе короткого замыкания сварочный ток I опускается до порогового значения 33. Это пороговое значение 33 (к примеру, в пределах примерно от 30 А до 17 А) определено, соответственно, таким образом, что посредством технических средств так называемого модуля 37 инвертора может быть произведен изменение полярности. Если, таким образом, сварочный ток I к моменту времени t1 превышает пороговое значение 33, то сварочный ток I должен быть уменьшен до порогового значения 33, что очевидно на момент времени t3. Продолжительность данного снижения, соответственно, зависит от индуктивности сварочного контура. Таким образом, в основном, модуль 37 инвертора осуществляет перемену полярности к моменту времени t3. To есть, после того, как полярность была изменена, ток I увеличивается в интервале между моментом времени 1з и моментом времени t4 в зависимости от индуктивности сварочного контура до порогового значения 34. Вследствие этого, скорость vd подачи сварочной проволоки 9 в соответствии с фиг.4а остается приостановленной между моментами времени t3 и моментом времени t4, так что короткое замыкание сохраняется. Это пороговое значение 34 (к примеру, в пределах примерно - 120 А) определено в зависимости от характеристической кривой таким образом, что конец сварочной проволоки 9, соответственно, предварительно нагрет, и возможно начало снятия короткого замыкания. Это зависит, в частности, от диапазона мощности последующего сварочного процесса и от материала заготовки 14. Таким образом, в соответствии с фиг.4а ожидают достижения порогового значения 34 до того, как будет произведено прерывание короткого замыкания посредством возвратного движения сварочной проволоки 9. Затем в момент прерывания короткого замыкания запускается следующий сварочный процесс. Это означает, что прерывание короткого замыкания может быть произведено лишь по окончании процесса 29 перемены полюсов - то есть, когда полярность изменена или произведено изменение тока - что имеет место в момент времени t4. Таким образом, во время процесса 29 перемены полюсов с момента времени t1 до момента времени t4 обеспечивается короткое замыкание. В соответствии с фиг.4а, таким образом, что сварочная проволока 9 между моментом времени t1 и моментом времени t2 целенаправленным образом погружается в расплав электролита и подача сварочной проволоки 9 с момента времени t2 до момента t4 прекращается. В момент времени t4 соответствующим образом инициируется прекращение короткого замыкания посредством обратной подачи сварочной проволоки 9 - то есть в направлении от заготовки 14 - и, соответственно, после этого возникает электрическая дуга 13. Таким образом, может быть произведен предусмотренный после процесса 29 перемены полюсов или последующий сварочный процесс.
В соответствии с фиг.4а подача сварочной проволоки 9 в промежутке между моментом времени t2 и моментом времени t4 прекращается. Это, соответственно, не является обязательным условием, когда момент времени t2 и момент времени t4, в соответствии с фиг.4b, перекрывают друг друга. В этом случае направление подачи сварочной проволоки 9 меняется на противоположное, без прекращение подачи на длительный промежуток времени. Можно, однако, сказать также, что на момент времени t2 проверяется, было ли достигнуто пороговое значение 33 или пороговое значение 34. Если этот факт имел место, то к моменту времени t2 направление подачи меняется, в основном, на противоположное (фиг.4b). Если этого не произошло, то подача сварочной проволоки 9 прекращается, и дожидаются достижения порогового значения 33 и 34. (фиг.4а). Подытоживая вышесказанное, можно сказать, таким образом, что подача сварочной проволоки 9 прекращается в зависимости от порогового значения 34. То есть, либо до достижения порогового значения 34, либо для инверсии направления подачи сварочной проволоки 9.
Между моментом времени t1 и моментом времени t2 в соответствии с изобретением, а также в соответствии с фиг.4а и фиг.4b, сварочная проволока 9 погружается в расплавленный электролит. Соответственно, в результате, на основании временного промежутка между этими моментами времени и скоростью vd подачи, формируется глубина, на которую осуществляется погружение сварочной проволоки 9. Глубина погружения зависит при этом, в частности, от материала и от толщины материала заготовки 14, от величины требуемого или желаемого валика сварного шва, от вязкости расплавленного электролита, а также от полярности и диапазона мощности сварочного процесса (от этого зависят, в частности, колебания расплавленного электролита), который осуществляется перед процессом 29 перемены полярности. Таким образом, глубина погружения определяется, соответственно, посредством характеристической кривой и согласована с вариантом применения. Полярность оказывает при этом воздействие на размер капли на конце сварочной проволоки 9. При погружении эта капля под действием поверхностного натяжения отделяется, и короткое замыкание не может быть прервано, так что может быть произведен оптимальный процесс 29 перемены полярности. В результате этого, глубина погружения, в основном, согласуется с осуществленным перед процессом 29 перемены полярности сварочным процессом.
Процесс 29 перемены полярности может быть произведен, однако, и тогда, когда в процессе короткого замыкания изменяется лишь сварочный процесс - то есть полярность остается такой же. При этом, в основном, сварочная проволока 9 погружается в расплавленный электролит глубже и/или прекращается подача сварочной проволоки 9, так что при перемене сварочного процесса обеспечивается надежное короткое замыкание. Это может быть использовано, к примеру, при замене процесса 26 импульсной сварки на положительный СМТ-процесс 28. Разумеется, такой процесс 29 перемены полярности может быть использован также и в обратном направлении.
На основании фиг.2 и фиг.5-7 детально описывается фаза 30 изменения, а также изменение параметра процесса 26 импульсной сварки со стартового значения до конечного значения. Фаза 30 изменения служит при этом, в основном, для сочетания процесса 26 импульсной сварки со сварочным процессом посредством короткого замыкания, как то отрицательного СМТ-процесса 27 или положительного СМТ-процесса 28. Фаза 30 изменения, соответственно, соединяется с процессом 29 перемены полярности, так что в процессе 29 перемены полярности сварочная проволока 9 целенаправленным образом погружается в расплавленный электролит и/или подача сварочной проволоки 9 в случае необходимости прекращается, и на фазе 30 изменения конец сварочной проволоки 9 приводится в соответствие. Для описания прекращения подачи сварочной проволоки 9 и погружения сварочной проволоки 9 в расплавленный электролит ссылаются на описание к фиг.4а и 4b. Приведение конца сварочной проволоки 9 в соответствие является обязательным условием, так как изменяется не только сварочный процесс - между последовательностью импульсов и коротким замыканием - но и полярность. В частности, производится приведение в соответствие капли на конце сварочной проволоки 9, подачи тепла и/или длины электрической дуги. Так как сварочный процесс, в основном, изменяется периодически, необходимо наличие двух фаз 30 изменения, за которые необходимое приведение в соответствие производится в зависимости от осуществленного сварочного процесса и последующего сварочного процесса. Таким образом, фазы 30 изменения отделяют, в основном, также и процесс 26 импульсной сварки от процесса сварки посредством короткого замыкания. Первая фаза 30а изменения необходима после изменения полярности с процесса сварки посредством короткого замыкания на процесс 26 импульсной сварки. Эта первая фаза 30а изменения начинается, в основном, с момента времени t4 процесса 29 перемены полярности, то есть с момента появления электрической дуги 13. Вторая фаза 30b изменения необходима перед процессом 29 перемены полярности с процесса 26 импульсной сварки на процесс сварки посредством короткого замыкания. При этом, соответственно, в конце второй фазы 30b изменения вводится короткое замыкание, причем с короткого замыкания начинается процесс 29 перемены полярности.
В соответствии с фиг.2, таким образом, на первой фазе 30a изменения происходит изменение с отрицательного СМТ-процесса 27 на процесс 26 импульсной сварки. В ходе отрицательного СМТ-процесса 27 электрическая дуга 13 очень сильно обхватывает конец проволоки, так что последний сильно нагревается. Если бы в процессе короткого замыкания происходила замена на процесс 26 импульсной сварки - без фазы 30 изменения, то изначально в распоряжении имелось бы существенно больше энергии для свободного посредством короткого замыкания отделения капли, чем это необходимо. Вследствие этого, с каплей отделяются и так называемые сварочные брызги. Для предотвращения этого после процесса 29 изменения полярности осуществляется первая фаза 30а изменения. Она включает в себя, в основном, импульс тока, который из сильно нагретого конца проволоки в ходе отрицательного СМТ-процесса 27 формирует каплю. Дополнительно на данной фазе 30а изменения сварочная проволока 9 подается из расплавленного электролита или позиционируется на такое расстояние, что длина электрической дуги для осуществления процесса 26 импульсной сварки оказывается отрегулированной. Для такого согласования, соответственно, необходимо некоторое время для осуществления фазы 30 изменения, которая составляет, к примеру, от 1 мс до 15 мс.
В соответствии с этим, и высота импульса тока приведена в соответствие с таким временным интервалом, так что образуется капля требуемой величины. Высота импульса тока колеблется при этом, к примеру, в диапазоне примерно от 20 А до 170 А, причем, к примеру, циклы процесса 26 импульсной сварки повторяются с частотой примерно в 500 Гц, а значение высоты импульса тока лежит в пределах примерно от 200 А до 300 А. Эта капля снимается, в основном, посредством импульса процесса 26 импульсной сварки, который следует непосредственно за первой фазой 30а изменения. Таким образом, в основном, первая фаза 30а изменения заменяет фазу основного тока первого цикла процесса 26 импульсной сварки. Если время осуществления первой фазы 30а изменения для приведения в соответствие температуры не достаточно, то в случае необходимости может быть изменен также, по меньшей мере, один параметр процесса 26 импульсной сварки с минимального стартового значения до максимального конечного значения. Это означает, что в последующих циклах в соответствии с фазой 30 изменения производится пошаговое приведение в соответствие - исходя из стартового значения - ширины импульса (фиг.2), высоты импульса тока и/или основного тока (фиг.5), частоты импульса (фиг.6) и/или непрерывное или пошаговое приведение в соответствие скорости vd подачи (фиг.7) сварочной проволоки 9 до тех пор, пока не будет достигнуто соответствующее конечное значение. Следовательно, подача тепла увеличивается пошагово.
На второй фазе 30b изменения осуществляется замена процесса 26 импульсной сварки на отрицательный СМТ-процесс 27. При осуществлении процесса 26 импульсной сварки необходима, в частности определенная высота импульса тока и ширина импульса, чтобы в зависимости от частоты импульса добиться оптимального отделения капли посредством пинч-эффекта. При этом, среди прочего, важным является также и то, что скорость vd подачи сварочной проволоки 9, диаметр сварочной проволоки 9, защитный газ 5 и/или длина электрической дуги согласованы друг с другом. В результате этого, соответственно, конец проволоки имеет определенную температуру, которая оптимальна для процесса 26 пульсирующей сварки. Если после определенного количества циклов или шагов процесса 26 импульсной сварки происходит замена на отрицательный СМТ-процесс 27, то необходима заранее согласованная для данного сварочного процесса температура. Она, соответственно, ниже, чем при осуществлении процесса 26 импульсной сварки и регулируется во время второй фазы 30b изменения, которая осуществляется перед процессом 29 перемены полярности. На этой второй фазе 30b изменения, соответственно, посредством импульса тока образуется капля, которая посредством короткого замыкания в расплавленном электролите отделяется. Для того, чтобы получить короткое замыкание, соответственно, на второй фазе 30b изменения дополнительно изменяется скорость vd подачи сварочной проволоки 9 - к примеру, в пределах до 20 м/мин. Как представлено на чертежах, она, к примеру, повышается, причем изменение -то есть, повышение или понижение - зависит от диапазона мощности произведенного процесса 26 импульсной сварки. Таким образом, при наступлении короткого замыкания вторая фаза 30b изменения может быть закончена и может быть осуществлен процесс 29 перемены полярности в соответствии с фиг.4а и 4b. Также вторая фаза 30b изменения требует определенного времени, в течение которого температура сварочной проволоки 9, скорость подачи и т.д. будут приведены в соответствие с отрицательным СМТ-процессом 27.
В принципе, при изменении сварочного процесса сварочный процесс не прерывается процессами 29 перемены полярности или фазами 30 изменения, так как они всегда связаны с коротким замыканием. Таким образом, в основном, во время сварочного процесса регулируется в среднем постоянная подача тепла при постоянно высокой мощности расплавления.
В принципе, все вышеописанное относится и к периодической замене положительного СМТ-процесса 28 на процесс 26 импульсной сварки. Существенное отличие состоит в том, что после первой фазы 30а изменения - то есть при переходе с положительного СМТ-процесса 28 на процесс 26 импульсной сварки - по меньше мере, один параметр процесса импульсной сварки изменяется с более высокого стартового значения на более низкое конечное значение. Вследствие этого, происходит уменьшение подачи тепла.
В соответствии с изобретением во время сварочного процесса добиваются уменьшенного введения тепла при одновременно высокой мощности расплавления сварочной проволоки 9. При этом должно быть выполнено условие так называемой непрерывной тепловой зоны, так что, в основном, материал, к примеру, алюминий и его сплавы, оказывается предварительно нагретым. Это имеет значение, в частности в момент начала сварочного процесса, так как до этого сварочный процесс не производился и, таким образом, не существовало также никакой подачи тепла в материал или заготовку 14. Ведение тепла на момент начала сварочного процесса зависит, в частности, от материала и от перекрываемого зазора, так что необходимо регулируемое введение тепла. Эта задача решается в соответствии с изобретением таким образом, что на фазе 31 пуска перед началом сварочного процесса введение тепла регулируется. К тому же, количество циклов может регулироваться гибким образом. Циклы отвечают при этом в предпочтительном варианте циклам процесса 26 импульсной сварки, отрицательного СМТ-процесса 27 и/или положительного СМТ-процесса 28, которые, соответственно, и во время осуществления сварочного процесса могут быть скомбинированы. Таким образом, на фазе 31 пуска посредством регулировки соотношения между положительным и отрицательным циклами может быть отрегулирована подача тепла. В принципе, однако, соотношение циклов не зависит от соотношения циклов в сварочном процессе. Соответственно, посредством цикла положительной полярности (положительный СМТ-процесс 28 и/или процесс 26 импульсной сварки) вводится большее количество тепла, чем посредством цикла отрицательной полярности (отрицательный СМТ-процесс 27). Таким образом, уже к моменту начала сварочного процесса имеется требуемая тепловая зона, так что может быть осуществлен оптимальный сварочный процесс.
На фиг.8 и 9 представлены примеры для фазы 31 пуска. На основании этого очевидно, что на фазе 35 зажигания сначала зажигается электрическая дуга 13, на последующей так называемой Hotstart-фазе 36 посредством распыляемой электрической дуги в заготовку быстро вводится тепло, причем на последующей фазе 31 пуска подача тепла приводится в соответствие со сварочным процессом. Таким образом, посредством фазы 31 пуска подача тепла контролируемым образом повышается, так что материал заготовки 14 не выплавляется, и в результате имеет место оптимальный результат сварочного процесса. Фаза 31 пуска может состоять при этом из определенного количества положительных циклов (фиг.8) или из сменяющих друг друга положительных и отрицательных циклов (фиг.9). В предпочтительном варианте фаза 31 пуска должна заканчиваться циклом, который имеет полярность, противоположную первому циклу сварочного процесса. Таким образом, в основном, имеет место постоянное введение тепла. Задание фазы 31 пуска регулируется, к примеру, сварщиком на панели управления сварочного аппарата 1. Также посредством панели управления может быть выбрана возможность осуществления Hotstart-фазы 36. Соответственно, Hotstart-фаза 36 настраивается лишь тогда, когда она необходима для произведения сварки заготовки 14. После того, как на фазе 31 пуска произведено определенное количество циклов, соответствующим образом осуществляется сварочный процесс.
Для осуществления сварочного процесса пользователь выбирает в предпочтительном варианте ту характеристическую кривую, в которой заложены способы в соответствии с изобретением. Соответственно, все остальные параметры характеристической кривой приведены в соответствие с вариантом применения и диапазоном мощности. Разумеется, пользователь может также самостоятельно настроить способ в соответствии с изобретением или изменить для этого заложенные параметры. Пользователь может также отрегулировать количество циклов. Так, используется, к примеру, десять циклов для фазы 31 пуска и 60 циклов для сварочного процесса. В соответствии с вариантом применения сварочные процессы выбираются, соответственно, автоматически, так что достигается, в частности, требуемая подача тепла и мощность расплавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2007 |
|
RU2406597C2 |
| СПОСОБ КОНТРОЛЯ СВАРОЧНОГО ПРОЦЕССА (ВАРИАНТЫ) | 2007 |
|
RU2431552C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| Способ изготовления вращательного изделия с помощью нанесения сваркой с холодным переносом металла и вращательное изделие, изготовленное указанным образом | 2013 |
|
RU2663914C9 |
| КОЛЛАБОРАТИВНЫЙ СВАРОЧНЫЙ АППАРАТ | 2022 |
|
RU2789145C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ИНЕРТНЫХ И ЗАЩИТНЫХ ГАЗОВ | 2022 |
|
RU2789640C1 |
| СПОСОБ СВАРКИ И СВАРОЧНОЕ УСТРОЙСТВО | 2006 |
|
RU2415000C2 |






Изобретение относится к способу дуговой электросварки заготовки (варианты), в котором во время произведения сварки выполняют перемены сварочного процесса. Осуществляется переход от произведенного сварочного процесса к последующему сварочному процессу посредством короткого замыкания между расплавляемой сварочной проволокой и заготовкой. Для получения сварочного процесса с высокой степенью стабильности предусмотрено, что посредством короткого замыкания в произведенном процессе сварки сварочная проволока (9) в течение определенного промежутка времени (32) подается далее в направлении подачи. Затем при достижении порогового значения (34) сварочного тока (I) сварочная проволока (9) для запуска последующего сварочного процесса перемещается в противоположном направлении. 3 н. и 15 з.п. ф-лы, 9 ил.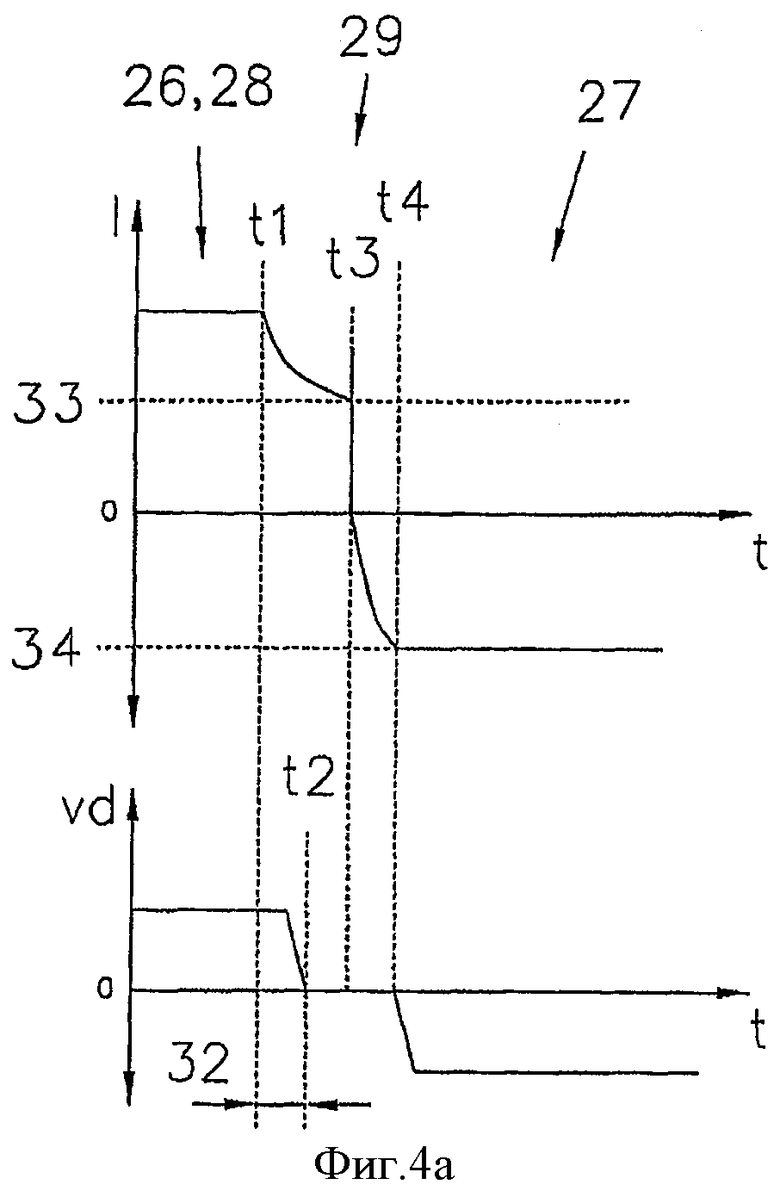
1. Способ дуговой электросварки заготовки, включающий переход от одного сварочного процесса к последующему сварочному процессу с изменением полярности во время сварки, причем переход осуществляют во время короткого замыкания между расплавляемой сварочной проволокой (9) или присадочным материалом и заготовкой (14) в первом сварочном процессе, отличающийся тем, что во время короткого замыкания сварочную проволоку (9) или присадочный материал в течение заданного промежутка времени (32) подают в направлении подачи и по достижении порогового значения (33) сварочного тока, достаточного для перемены полярности, упомянутую подачу останавливают, а затем при достижении порогового значения (34) сварочного тока (I) последующего сварочного процесса сварочную проволоку (9) для запуска последующего сварочного процесса перемещают в противоположном направлении.
2. Способ по п.1, отличающийся тем, что при достижении порогового значения (33) сварочного тока (I) произведенного сварочного процесса осуществляют замену.
3. Способ по п.1 или 2, отличающийся тем, что замену производят между двумя противоположно поляризованными сварочными процессами.
4. Способ по п.1, отличающийся тем, что пороговое значение (34) сварочного тока (I) и временной промежуток (32) сохраняют в зависимости от характеристической кривой для сварочного процесса.
5. Способ дуговой электросварки заготовки, включающий переход от одного сварочного процесса к последующему сварочному процессу во время сварки, причем переход (30) осуществляют во время короткого замыкания между расплавляемой сварочной проволокой (9) и заготовкой (14), отличающийся тем, что в процессе фазы перехода на конце сварочной проволоки (9) формируют каплю заданной величины в зависимости от первого сварочного процесса и в соответствии с последующим сварочным процессом осуществляют подачу сварочной проволоки в расплавленную ванну на заданную глубину погружения и позиционируют ее в зависимости от последующего сварочного процесса.
6. Способ по п.5, отличающийся тем, что сварочную проволоку (9) на фазе (30) изменения позиционируют в зависимости от последующего сварочного процесса.
7. Способ по п.5 или 6, отличающийся тем, что фазу (30) изменения комбинируют с процессом (29) перемены полярности.
8. Способ по п.7, отличающийся тем, что на фазе (30) изменения после осуществления процесса (29) перемены полярности на конце сварочной проволоки (9) образуют каплю, которую отделяют посредством следующего непосредственно за приведением в соответствие импульса процесса (26) импульсной сварки.
9. Способ по п.5, отличающийся тем, что после перехода на процесс (26) импульсной сварки, по меньшей мере, один параметр процесса (26) импульсной сварки изменяют со стартового значения до конечного значения.
10. Способ по п.9, отличающийся тем, что сварочный ток (I) в качестве параметра процесса (26) импульсной сварки изменяют за единицу импульса пошагово.
11. Способ по п.9, отличающийся тем, что ширину импульса в качестве параметра процесса (26) импульсной сварки изменяют за единицу импульса пошагово.
12. Способ по п.9, отличающийся тем, что частоту пульса в качестве параметра процесса (26) импульсной сварки изменяют за единицу импульса пошагово.
13. Способ по п.9, отличающийся тем, что скорость (vd) подачи проволоки в процессе (26) импульсной сварки изменяют за единицу импульса, по меньшей мере, в одной зоне, непрерывно.
14. Способ по п.7, отличающийся тем, что на фазе (30) изменения перед процессом (29) перемены полярности скорость подачи сварочной проволоки (9) для образования короткого замыкания для осуществления процесса сварки посредством короткого замыкания изменяют и сварочный ток (I) для образования капли приводят в соответствие.
15. Способ электродуговой сварки заготовки, включающий, по меньшей мере, два сварочных процесса и переход (30) от одного сварочного процесса к последующему сварочному процессу, отличающийся тем, что перед началом сварочного процесса осуществляют фазу зажигания (35) и фазу (36) ввода тепла в заготовку (14) посредством электрической дуги, а затем на фазе (31) пуска регулируют подачу тепла в заготовку (14) посредством регулируемого количества циклов, по меньшей мере, одного сварочного процесса и приводят его в соответствие со сварочным процессом.
16. Способ по п.15, отличающийся тем, что используют циклы различной полярности.
17. Способ по п.15 или 16, отличающийся тем, что используют циклы различных сварочных процессов.
18. Способ по п.15, отличающийся тем, что переход (30) от одного сварочного процесса к последующему сварочному процессу осуществляют с изменением полярности во время сварки, причем переход осуществляют во время короткого замыкания между расплавляемой сварочной проволокой (9) или присадочным материалом и заготовкой (14) в первом процессе, при этом во время короткого замыкания сварочную проволоку (9) или присадочный материал в течение заданного промежутка времени (32) подают в направлении подачи и по достижении порогового значения (33) сварочного тока, достаточного для перемены полярности, упомянутую подачу останавливают, а затем при достижении порогового значения (34) сварочного тока (I) последующего сварочного процесса сварочную проволоку (9) для запуска последующего сварочного процесса перемещают в противоположном направлении.
| WO 2006089322 A1, 31.08.2006 | |||
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ УСТАНОВКОЙ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2002 |
|
RU2220035C1 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2198079C2 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМОМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2005 |
|
RU2288820C1 |
| JP 2005313179 A, 10.11.2005 | |||
| JP 57187175 A, 17.11.1982 | |||
| Устройство для подачи воздуха к ротору аэратора | 1990 |
|
SU1726395A1 |

