Область техники, к которой относится изобретение
Настоящее изобретение относится к элементу жесткости с наклонным участком, а также к устройству и способу для изготовления такого элемента жесткости.
Уровень техники
При изготовлении конструкций из композиционных материалов, например, в авиакосмической промышленности, к обшивке из композиционных материалов часто присоединяют конструктивные элементы для того, чтобы обеспечить жесткость обшивки. Такие конструктивные элементы могут включать, по существу, удлиненные элементы жесткости, которые часто называют стрингерами или ребрами жесткости. Типичным примером применения элемента жесткости в авиакосмической промышленности является изготовление крыла воздушного судна, в котором стрингер из композиционного материала присоединяется к внутренней поверхности оболочки или обшивки крыла. Стрингеры или ребра жесткости могут иметь различную геометрию поперечного сечения, однако, обычно это - тавровое сечение. Обычно элементы жесткости с тавровым сечением изготавливают из плоских не отвержденных предварительно импрегнированных композиционных ламинатов, которые вначале формуют, получая элементы с L-образным сечением, а затем прессуют их полкой к полке, чтобы получить требуемое тавровое сечение. В результате получается элемент жесткости с тавровым сечением, который можно легко присоединить к плоской обшивке из композиционного материала. Однако все более широкое распространение получает изменение толщины обшивки из композиционного материала с целью локального изменения прочности обшивки в соответствии с техническими требованиями. Изменения толщины создают наклонные или отклоняющиеся от плоскостности участки обшивки из композиционного материала, к которым требуется присоединять стрингеры. Для того чтобы удлиненные элементы жесткости совпадали с наклонной поверхностью обшивки, необходимо деформировать эти элементы жесткости для получения требуемого профиля после формования отдельных L-образных сечений или готового таврового сечения. Поскольку этот процесс включает деформацию элементов жесткости с трехмерным сечением вместо двухмерного сечения исходного плоского ламината, часто в элементе жесткости с тавровым сечением образуются складки в местах, где часть композиционного ламината подвергается сжатию. Такие складки представляют собой локализованные точки концентрации напряжений, которые уменьшают общую прочность элемента жесткости и поэтому требуют увеличения размеров элемента жесткости по сравнению с нормальными техническими требованиями и могут также мешать прессованию L-образных сечений полкой к полке для получения требуемого элемента жесткости с тавровым сечением.
Поэтому предпочтительно иметь возможность получения таких элементов жесткости без возникновения проблемы образования складок.
Раскрытие изобретения
Согласно первому аспекту изобретения предлагается формовочный инструмент для формования компонента с С-образным сечением, имеющего закругленные заплечики, содержащий:
первый и второй наружные ролики, каждый из которых имеет часть в форме усеченного конуса, соединенную с фланцем закругленной частью, симметрично расположенные напротив друг друга вдоль общей оси таким образом, что каждый фланец является наиболее удаленной от центра частью;
цилиндрический наружный опорный ролик, расположенный между первым и вторым наружными роликами;
первый и второй внутренние ролики, каждый из которых содержит диск, имеющий по существу коническую поверхность, соединенную с периферийной поверхностью закругленной частью, симметрично расположенные напротив друг друга вдоль общей оси таким образом, что конические поверхности являются наиболее удаленными от центра;
цилиндрический внутренний опорный ролик, расположенный между первым и вторым внутренними роликами,
при этом первый и второй внутренние ролики и внутренний опорный ролик установлены таким образом, что они располагаются между фланцами первого и второго наружных роликов и отстоят от наружных роликов для образования полости, соответствующей требуемому поперечному сечению формуемого компонента с С-образным сечением; закругленные части внутренних и наружных роликов имеют радиус кривизны, который изменяется по периферийной окружности внутренних и наружных роликов; а внутренние и наружные ролики установлены с возможностью поворота таким образом, что радиус кривизны закругленных заплечиков полости изменяется по мере поворота роликов.
Расстояние как между внутренними, так и между наружными роликами предпочтительно может изменяться. При этом может быть предусмотрено изменение расстояния как между внутренними, так и между наружными роликами по мере поворота роликов.
Дополнительно или альтернативно длина по меньшей мере одного из опорных роликов, внутреннего или наружного, может изменяться. Может быть предусмотрено изменение длины внутреннего или наружного опорного ролика в зависимости от расстояния между внутренними и наружными роликами.
По меньшей мере один из опорных роликов, внутренний или наружный, может иметь по меньшей мере одну торцевую поверхность, которая является неперпендикулярной к его продольной оси, за счет чего длина цилиндрической поверхности опорного ролика изменяется по его периферийной окружности.
Дополнительно или альтернативно оси вращения сопряженных внутренних и наружных роликов могут быть параллельными.
Дополнительно или альтернативно, ось вращения каждого внутреннего и наружного ролика может иметь наклон относительно оси вращения соответствующего другого внутреннего и наружного ролика.
Согласно другому аспекту изобретения предлагается способ формования удлиненного элемента с С-образным сечением из композиционного материала, армированного волокном, имеющего наружные фланцы, соединенные с центральным ребром закругленными заплечиками, при этом радиус кривизны закругленных заплечиков больше в одной точке по длине формуемого элемента с С-образным сечением, чем в другой точке, включающий этапы, на которых:
пропускают удлиненную часть композиционного материала, армированного волокном, через полость формовочного инструмента согласно предыдущему аспекту настоящего изобретения, и
поворачивают внутренние и наружные ролики с целью изменения радиуса кривизны закругленных заплечиков.
Согласно другому аспекту настоящего изобретения предлагается способ формования элемента жесткости с тавровым сечением из композиционного материала, армированного волокном, включающий формование элемента с С-образным сечением способом согласно предшествующему аспекту настоящего изобретения и последующее складывание элемента с С-образным сечением вдоль центральной оси центрального ребра.
Согласно еще одному аспекту настоящего изобретения предлагается элемент жесткости с тавровым сечением из композиционного материала, армированного волокном, сформованный способом согласно предшествующему аспекту настоящего изобретения.
Краткое описание чертежей
Ниже приведено описание вариантов осуществления настоящего изобретения при помощи неограничивающих иллюстративных примеров со ссылками на прилагаемые чертежи, где:
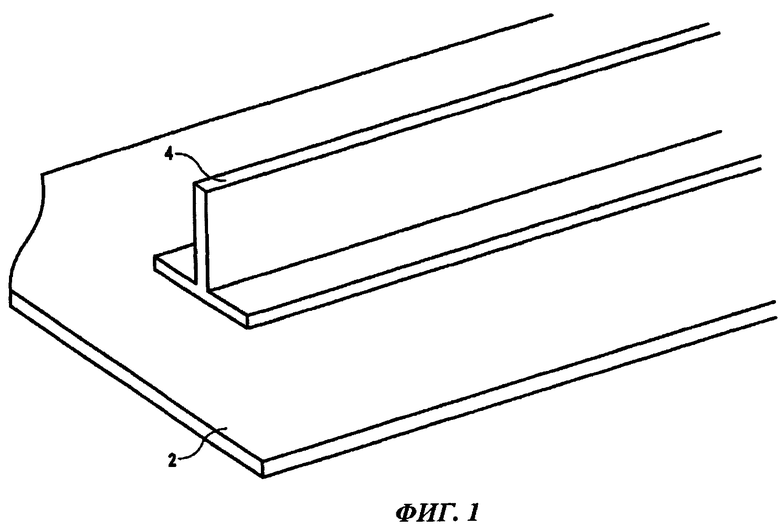
фигура 1 иллюстрирует часть плоской обшивки из композиционного материала с присоединенным элементом жесткости с тавровым сечением;
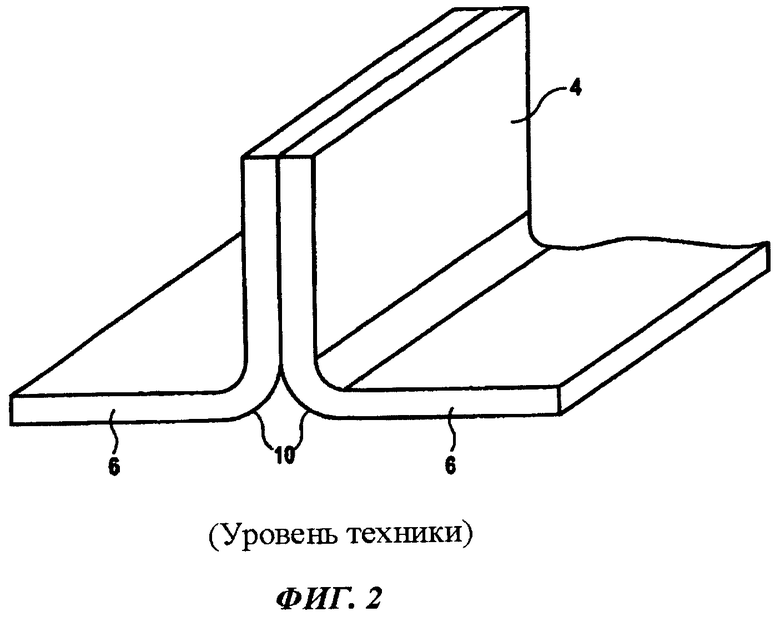
фигура 2 иллюстрирует часть элемента жесткости с тавровым сечением, полученного путем соединения двух L-образных элементов полкой к полке;
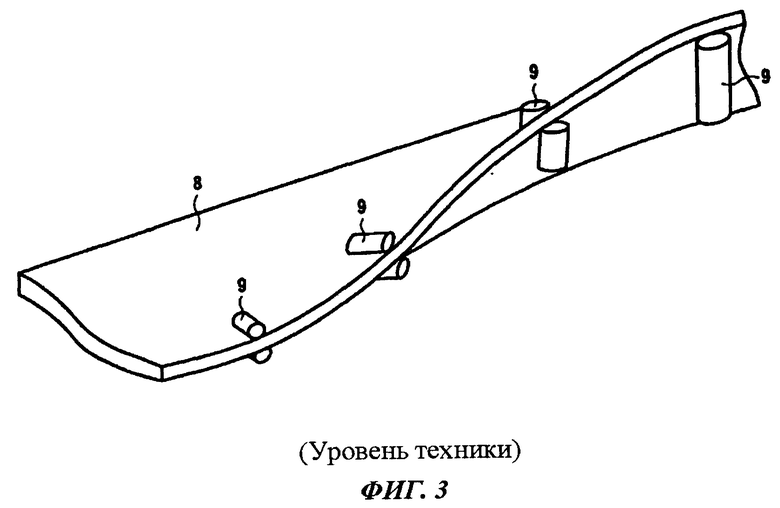
фигура 3 схематически иллюстрирует получение L-образного элемента из плоского ламината;
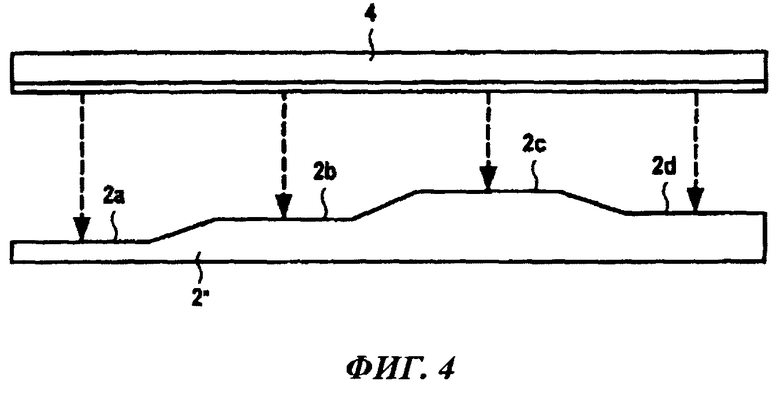
фигура 4 схематически иллюстрирует размещение элемента жесткости с тавровым сечением известного уровня техники на неплоской части обшивки из композиционного материала;
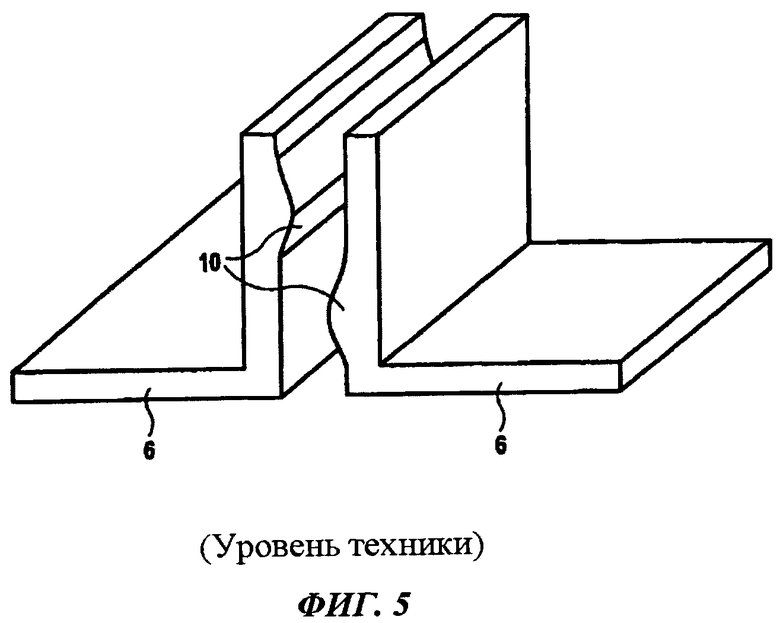
фигура 5 схематически иллюстрирует образование складок на соединяемых L-образных элементах жесткости известного уровня техники;
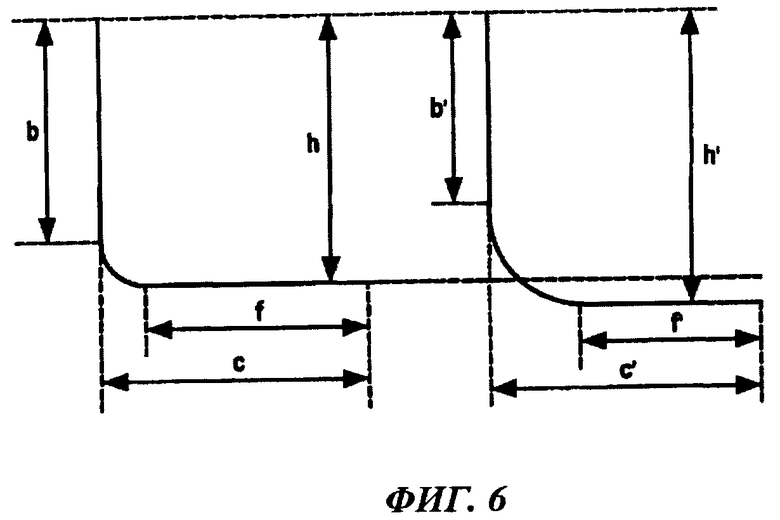
фигура 6 схематически иллюстрируют L-образный элемент с различными радиусами кривизны согласно варианту осуществления настоящего изобретения;
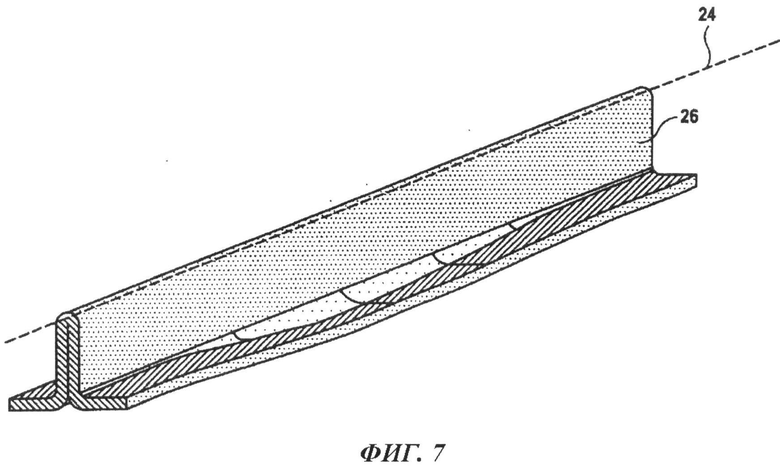
фигура 7 схематически иллюстрирует элемент с тавровым сечением, полученный в соответствии с настоящим изобретением;
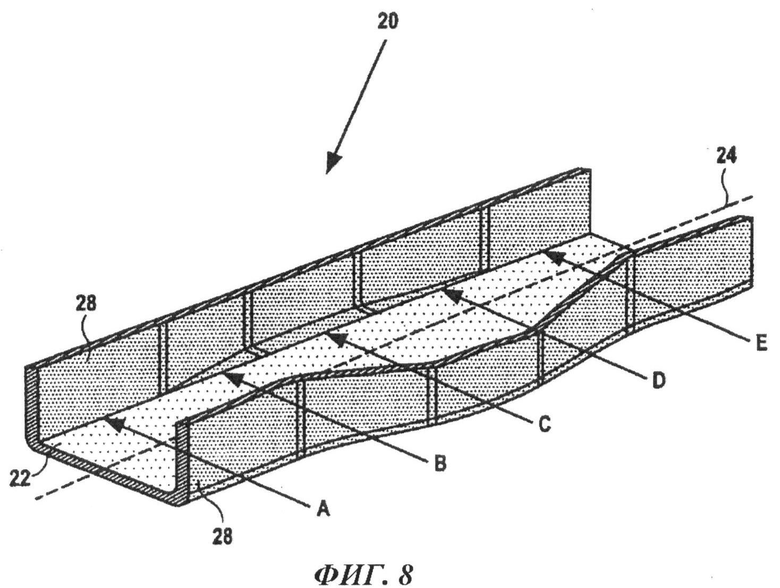
фигура 8 схематически иллюстрирует элемент с С-образным сечением, полученный в соответствии с настоящим изобретением;
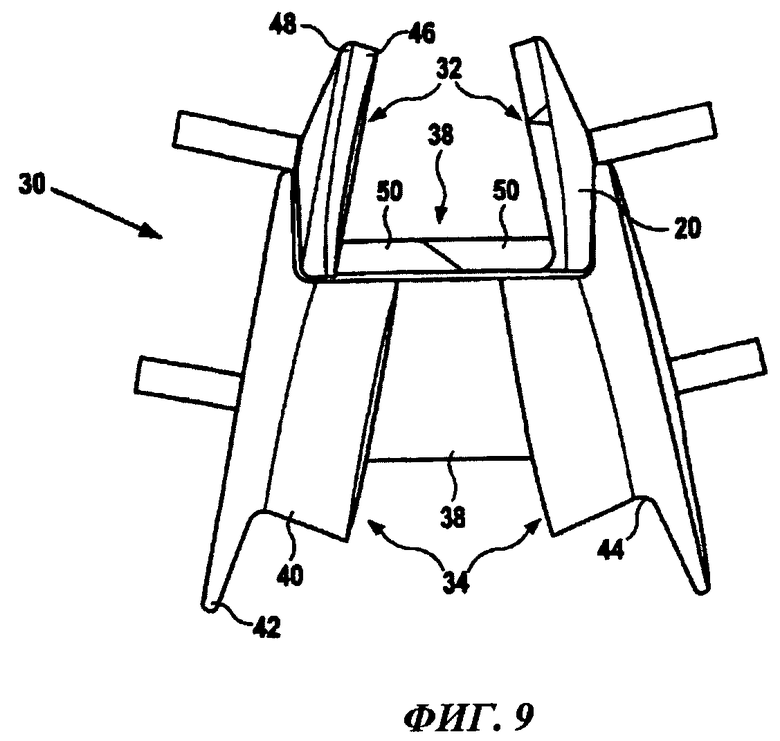
фигура 9 схематически иллюстрирует формовочный инструмент согласно варианту осуществления настоящего изобретения в первой конфигурации; и
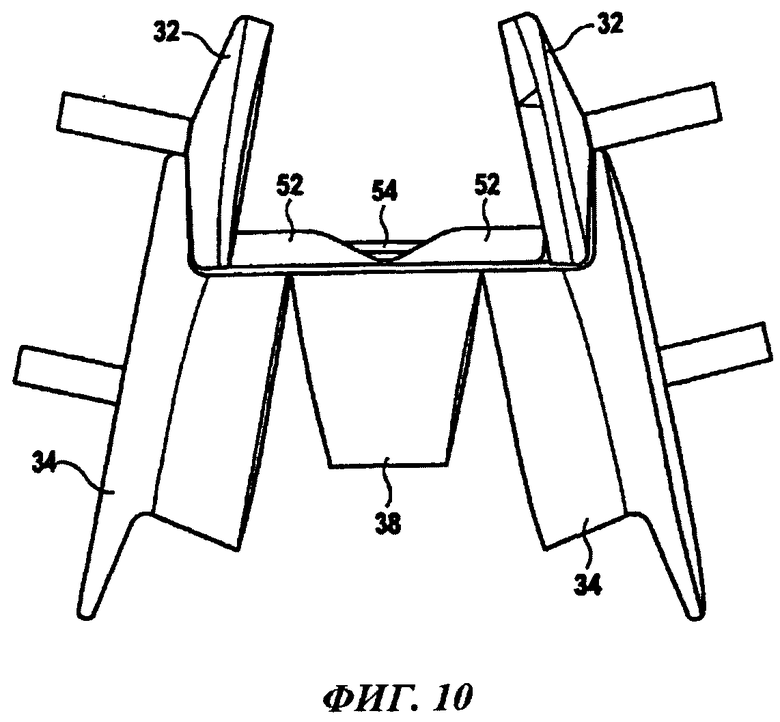
фигура 10 схематически иллюстрирует формовочный инструмент, показанный на фигуре 9, во второй конфигурации.
Осуществление изобретения
На фигуре 1 схематически показан участок обшивки 2 из композиционного материала, в частности, оболочки крыла воздушного судна, к которой присоединен элемент 4 жесткости с тавровым сечением известного уровня техники. Поверхность обшивки 2 воздушного судна, к которой присоединен элемент 4 жесткости, является плоской. Это означает, что для элемента 4 жесткости достаточно наличия соответствующей плоской поверхности присоединения.
На фигуре 2 более подробно показана торцевая часть элемента 4 жесткости для того, чтобы иллюстрировать типичный способ изготовления таких элементов жесткости с тавровым сечением. Собранный элемент 4 жесткости содержит фактически два отдельных удлиненных элемента 6 с L-образным сечением, соединенных полка к полке. L-образные элементы 6 получают из удлиненных плоских отрезков композиционного ламината 8 (см. фигуру 3), которые пропускают через ряд формовочных роликов 9, расположенных так, чтобы осуществлять поэтапную гибку участка удлиненного ламината примерно до 90° относительно остальной части ламината, формуя, таким образом, L-образный элемент 6, показанный на фигуре 2. Плоский композиционный ламинат может быть нагрет непосредственно до или во время пропускания через формовочные ролики 9, чтобы облегчить гибку ламината. В результате такой операции гибки L-образные элементы 6, показанные на фигуре 2, имеют закругленный выступ 10.
На фигуре 4 схематически показано поперечное сечение более типичной конструкции обшивки 2' из композиционного материала и элемента 4 жесткости. Такая более типичная конструкция обшивки 2' из композиционного материала является не плоской, а содержит участки 2А-2D различной толщины, при этом указанные участки различной толщины расположены в тех местах, где требуется большая или меньшая прочность обшивки из композиционного материала. Как показано на фигуре 4, следует понимать, что плоский элемент 4 жесткости известного уровня техники не может сопрягаться со ступенчатым профилем обшивки 2' без определенной деформации. Элемент жесткости с тавровым сечением можно деформировать таким образом, чтобы он сопрягался со ступенчатым профилем обшивки 2' из композиционного материала, поскольку указанная деформация включает сжатие или растяжение участков вертикальной части таврового сечения в местах перехода различных толщин обшивки из композиционного материала, однако, при этом отдельные L-образные элементы 6 имеют тенденцию к образованию складок. Это показано на фигуре 5, где каждый из L-образных элементов 6 имеет продольную складку 12, которая образуется на поверхностях, соединяемых для получения конечного элемента жесткости с тавровым сечением. Наличие таких складок 12 мешает полному соединению поверхностей отдельных L-образных элементов, что уменьшает прочность связи между двумя L-образными элементами, а также вызывает неизбежное ослабление элемента 4 жесткости вследствие таких известных процессов, как концентрация напряжений.
Вышеуказанную деформацию L-образных элементов или конечного элемента жесткости с тавровым сечением можно исключить, изменяя радиус кривизны L-образных элементов, поскольку это, в свою очередь, вызывает изменение высоты полок элементов жесткости (часть элемента жесткости, присоединяемая к обшивке из композиционного материала) по отношению к высоте центрального ребра элемента жесткости. Этот эффект схематически показан на фигуре 6, где представлены поперечные сечения двух L-образных элементов, один из которых имеет больший радиус кривизны, чем другой. Как указано выше, плоская часть элемента жесткости, которая подлежит присоединению к обшивке из композиционного материала с целью упрочнения, называется полкой элемента жесткости, в то время как другую плоскую, перпендикулярную ей часть обычно называют ребром элемента жесткости. Общую ширину элемента жесткости, которая является равной ширине полки плюс радиус кривизны криволинейной части, соединяющей полку и ребро, часто называют хордой элемента жесткости. В поперечном сечении, показанном на фигуре 6, размер ребра соответствующих L-образных сечений равен b, ширина полки - f и хорда - с. Общая высота элемента жесткости, измеренная от верхней кромки ребра до уровня полки, обозначена h. В большинстве случаев применения, как правило, предпочтительно сохранять хорду элемента жесткости постоянной, как показано на фигуре 6. L-образный элемент, показанный в левой части фигуры 6, имеет меньший радиус r, таким образом, хорда элемента жесткости с=r+f. В L-образном элементе, показанном в правой части фигуры 6, радиус кривизны соединительной части увеличен до 3r. При этом, поскольку желательно сохранять постоянство хорды с, ширина f полки уменьшена, как и высота ребра b'. Однако общая высота элемента жесткости h'=b'+3r у элемента жесткости в правой части фигуры 6 больше, чем у элемента жесткости в левой части, где h=b+r. Таким образом, впоследствии полка в L-образном элементе с большим радиусом кривизны оказывается ниже, чем в элементе жесткости, с меньшим радиусом кривизны, и, следовательно, можно получить элемент жесткости для присоединения к ступенчатой обшивке, не подвергая его деформации. Пример такого элемента жесткости показан на фигуре 7, где можно видеть, что там, где радиус кривизны части, соединяющей ребро b и полку f, является максимальным, уровень полки ниже, чем для участков, на которых радиус кривизны уменьшен.
Согласно вариантам осуществления настоящего изобретения элементы жесткости, пример которых показан на фигуре 7, получают путем формования удлиненного элемента с С-образным или U-образным поперечным сечением (по существу, два L-образных элемента, соединенных вместе по кромкам их ребер) и последующего складывания удлиненного элемента с С-образным сечением вдоль его длины, чтобы получить требуемый элемент жесткости с тавровым сечением. Пример такого удлиненного элемента с С-образным сечением, полученного в соответствии с вариантами осуществления настоящего изобретения, показан на фигуре 8. Центральное ребро 22 элемента 20 с С-образным сечением, показанного на фигуре 8, при последующем складывании вдоль его центральной оси, обозначенной на фигуре 8 прерывистой линией 24, образует центральное ребро 26 элемента жесткости, показанного на фигуре 7. У обеих кромок центрального ребра 22 находятся соответствующие фланцы 28, которые совпадают с частями полки конечного формованного элемента жесткости с тавровым сечением. Как схематично показано на фигуре 6, фланцы 28 соединены с центральным ребром 22 закругленными частями. При этом следует понимать, что фланцы 28 и центральное ребро 22 изготавливаются из одной сплошной заготовки композиционного материала. Элемент 20 с С-образным сечением, показанный на фигуре 8, можно визуально разделить на отдельные сечения А-Е. Сечения А и Е имеют минимальный радиус кривизны между фланцами 28 и центральным ребром 22, в то время как сечение С имеет максимальный радиус кривизны. В результате этого фланец в сечении С смещается наружу относительно фланцев 28 в сечениях А и Е. Когда элемент с С-образным сечением складывают вдоль центральной оси 24, это наружное смещение фланцев 28 в сечении С трансформируется в наклонный участок элемента жесткости с тавровым сечением. Радиусы кривизны между фланцами 28 и центральным ребром 22 в сечениях В и D, которые расположены между сечением С и сечениями А и Е, изменяются в отношении кривизны между максимальным и минимальным значениями для того, чтобы обеспечить плавный переход, при этом указанные сечения в конечном тавровом элементе жесткости соответствуют тем сечениям, где полка находится в плоскости, диагональной плоскостям, в которых сечения полки имеют постоянный радиус кривизны с минимальным или максимальным значениями.
Элемент 20 с С-образным сечением, показанный на фигуре 8, изготавливают в соответствии с вариантами осуществления настоящего изобретения при помощи способа холодного формования, в котором удлиненный элемент с С-образным сечением, имеющий равномерное поперечное сечение, пропускают через формовочный инструмент, имеющий такую форму, которая обеспечивает получение требуемого радиуса кривизны между центральным ребром 22 и фланцами 28. Пригодный формовочный инструмент согласно варианту осуществления настоящего изобретения показан на фигурах 9 и 10. Как показано на фигуре 9, формовочный инструмент 30 содержит комплект отдельных роликов, установленных таким образом, что они образуют полость, соответствующую требуемому поперечному сечению элемента с С-образным сечением, при этом элемент с С-образным сечением пропускается через указанную полость, чтобы придать ему требуемое окончательное поперечное сечение. На фигуре 9 показана полость с элементом 20 с С-образным сечением. Формовочный инструмент 30 содержит два внутренних ролика 32, два наружных ролика 34, внутренний опорный ролик 36 и наружный опорный ролик 38. Каждый наружный ролик 34 содержит часть 40 в форме усеченного конуса и фланец 42 с закругленным участком 44, образованным между фланцем и частью в форме усеченного конуса. Внутренняя поверхность круглого фланца 42 также образует усеченный конус, однако, угол наклона относительно "основания" этого усеченного конуса значительно меньше, чем части 40 в форме усеченного конуса, таким образом, наклонные поверхности круглого фланца 42 и части 40 в форме усеченного конуса находятся, по существу, под углом 90° друг к другу. Радиус кривизны закругленного участка 44 изменяется между минимальным и максимальным значением по периферической окружности наружного ролика. В предпочтительных вариантах осуществления и в варианте осуществления, показанном на фигурах 9 и 10, точки, в которых радиус кривизны имеет минимальное и максимальное значения, являются противоположными друг другу на поверхности наружного ролика, т.е., угловое расстояние между ними составляет 180°, и степень изменения радиуса кривизны между его минимальным и максимальным значениями является постоянной.
Однако следует понимать, что в альтернативных вариантах осуществления настоящего изобретения можно также использовать другие угловые смещения от минимального и максимального значений радиуса кривизны и степени изменения радиуса кривизны. Каждый наружный ролик 34 ориентирован таким образом, что поверхность фланцев 42 является наиболее удаленной от центра, при этом наружные ролики симметрично расположены относительно друг друга. Наружный опорный ролик 38 расположен между двумя наружными роликами 34. Наружный опорный ролик представляет собой усеченный цилиндр с двумя плоскими торцевыми поверхностями, которые имеют наклон в противоположные стороны относительно продольной оси наружного опорного ролика 38, таким образом, расстояние между торцевыми поверхностями по наружной периферийной поверхности наружного ролика изменяется между минимальным значением и максимальным значением, а точки, соответствующие минимальному и максимальному значениям, имеют угловое смещение, предпочтительно равное 180°. Наружная периферийная поверхность внутреннего опорного ролика 38, периферийные поверхности частей 40 в форме усеченного конуса наружных роликов 34, поверхность закругленных участков 44 наружного опорного ролика и внутренняя поверхность фланцев 42 совместно образуют наружную границу полости, через которую пропускают элемент 20 с С-образным сечением.
Каждый внутренний ролик 32 содержит круглый диск 46, при этом поверхность диска, обращенная к фланцу 42 соседнего наружного ролика, является, по существу, конической, и наклон этой поверхности является сравнительно малым по отношению к поверхности основания диска 46, не имеющей наклона. Второй закругленный участок 48 образован между периферийной поверхностью диска 46 и наклонной поверхностью, при этом радиус кривизны второго закругленного участка изменяется между минимальным и максимальным значением аналогично закругленному участку 44 наружных роликов 34. Внутренние ролики 32 расположены в формовочном инструменте 30 на некотором расстоянии друг от друга, при этом плоские поверхности оснований каждого внутреннего ролика обращены друг к другу, и при этом внутренние ролики 32 расположены между фланцами 42 наружных роликов 34. Внутренний опорный ролик 36 расположен между наружными кромками внутренних роликов 32. Он содержит две части 50 в форме усеченного цилиндра, при этом обе части в форме усеченного цилиндра имеет торцевые поверхности 52, которые сопрягаются друг с другом. Торцевые поверхности 52 имеют одинаковые углы наклона по отношению к продольной оси частей 50 в форме усеченного цилиндра, поэтом в первой конфигурации (как показано на фигуре 9) две отдельные части 50 в форме усеченного цилиндра могут быть расположены рядом друг с другом, таким образом, что их соответствующие торцевые поверхности являются взаимно параллельными и соприкасаются друг с другом. Каждая часть 50 в форме усеченного цилиндра установлена с возможностью поворота относительно другой части в форме усеченного цилиндра вокруг их центральной оси.
Все внутренние и наружные ролики установлены с возможностью поворота вокруг их центральных осей. В вариантах осуществления, показанных на фигурах 9 и 10, каждый из внутренних и наружных роликов имеет цапфу, совпадающую с соответствующей центральной осью. Наружный опорный ролик 38 также установлен с возможностью поворота вокруг его центральной оси. В конфигурации, показанной на фигуре 9, внутренние и наружные ролики 32, 34 ориентированы таким образом, что точки каждого первого и второго закругленных участков 44, 48 наружных и внутренних роликов 32, 34, соответственно, в которых радиус кривизны является максимальным, расположены напротив друг друга. Вследствие этого полость, образованная с одной стороны внутренними роликами 32 и внутренним опорным роликом 36, а с другой стороны - наружными роликами 34 и наружным опорным роликом 38, соответствует поперечному сечению элемента 20 с С-образным сечением, показанному на фигуре 8. Для получения требуемого элемента с С-образным сечением предварительно формованный удлиненный элемент пропускают через полость, образованную формовочным инструментом с неподвижными отдельными роликами. Возвращаясь к фигуре 6, можно напомнить, что, когда радиус кривизны криволинейных частей элемента жесткости имеет максимальное значение, для элемента жесткости с постоянной хордой с высота ребра b' является минимальной. Ширина центрального ребра 22 требуемого конечного элемента 20 с С-образным сечением соответствует удвоенной высоте ребра (поскольку конечный элемент жесткости получают складыванием элемента с С-образным сечением вдоль его центральной оси). В соответствии с этим наружный опорный ролик 38 в конфигурации, показанной на фигуре 9, поворачивается таким образом, что длина его наружной периферийной поверхности, участвующей в образовании полости, при помощи которой формуется С-образное сечение, имеет минимальное значение. Соответственно, отдельные части 50 внутреннего опорного ролика 36, имеющие форму усеченного цилиндра, поворачиваются относительно друг друга таким образом, что их торцевые поверхности 52 становятся параллельными и соприкасаются с друг с другом, минимизируя тем самым общую длину внутреннего опорного ролика. Для изготовления элемента с С-образным сечением, имеющего минимальный радиус кривизны между боковыми фланцами 28 и центральным ребром 22, необходимо, чтобы внутренние и наружные ролики 32, 34 поворачивались вокруг их центральных осей таким образом, чтобы радиусы кривизны соответствующих закругленных участков, расположенных напротив друг друга и, следовательно, образующих полость, при помощи которой формуется С-образное сечение, имели минимальные значения. Это показано в конфигурации на фигуре 10. Как указано выше, когда радиус кривизны между фланцами 28 и центральным ребром 22 получаемого С-образного сечения имеет минимальное значение при постоянной длине хорды, высота ребра, и, следовательно ширина центрального ребра 22, является максимальной, т.е., большей, чем для обратной конфигурации, показанной на фигуре 9. В соответствии с этим каждая пара внутренних и наружных роликов должна быть установлена таким образом, чтобы расстояние между ними могло изменяться по мере их поворота. Необходимое механическое устройство для обеспечения комбинированного поворотного и поступательного движения не входит в объем настоящего изобретения и может быть реализовано специалистом в данной области техники без применения изобретательских способностей. Поскольку расстояние между внутренними и наружными роликами 34, 36 в конфигурации, показанной на фигуре 10, увеличивается по сравнению с конфигурацией, показанной на фигуре 9, длина поверхностей внутреннего или наружного опорных роликов 36, 38, между которыми образуется полость, также увеличивается. В отношении наружного опорного ролика 38 это достигается путем поворота наружного опорного ролика вокруг его центральной оси таким образом, чтобы получить максимальную длину его периферийной поверхности на границе полости. Общая длина внутреннего опорного ролика 36 увеличивается путем поворота отдельных частей 50, имеющих форму усеченного цилиндра, по отношению друг к другу, что вследствие противоположного направления их торцевых поверхностей 52 заставляет отдельные цилиндрические части 50 удаляться друг от друга. Устройство для поворота отдельных частей 50 в форме усеченного цилиндра также не входит в объем настоящего изобретения и может быть оптимально подобрано специалистом в данной области техники, однако, это может быть реализовано путем установки отдельных цилиндрических частей 50 центральную ось 54, как показано на фигуре 10.
Переходные части элемента 20 с С-образным сечением, обозначенные на фигуре 8 как части В и D, можно получить путем синхронного поворота внутренних и наружных роликов 32, 34 с поворотом наружного опорного ролика 38 и отдельных цилиндрических частей 50 внутреннего опорного ролика 36, в то время как элемент с С-образным сечением, формуемый роликами, пропускают через полость. Если требуется получить постоянный радиус кривизны, т.е., постоянное поперечное сечение элемента с С-образным сечением, отдельные ролики формовочного инструмента остаются неподвижными, пока элемент с С-образным сечением пропускается через полость.
Таким образом, формовочный инструмент согласно вариантам реализации настоящего изобретения обеспечивает получение элемента с С-образным сечением, имеющим радиус кривизны между ребром и сегментами полки, который может изменяться, что позволяет изготавливать тавровый элемент жесткости с изменяющейся высотой полки.
Изобретение относится к элементу жесткости, а также к устройству и способу для изготовления такого элемента жесткости. Формовочный инструмент для формования компонента с С-образным сечением содержит первый и второй наружные ролики, имеющие часть в форме усеченного конуса, соединенную с фланцем закругленной частью, цилиндрический наружный опорный ролик, расположенный между наружными роликами, первый и второй внутренние ролики, содержащие диск, имеющий коническую поверхность, соединенную с периферийной поверхностью закругленной частью, и цилиндрический внутренний опорный ролик, расположенный между внутренними роликами. Первый и второй внутренние ролики и внутренний опорный ролик располагаются между фланцами наружных роликов и отстоят от них для образования полости, соответствующей требуемому поперечному сечению формуемого компонента. Закругленные части внутренних и наружных роликов имеют радиус кривизны, который изменяется по периферийной окружности внутренних и наружных роликов. Способ формования элемента с С-образным сечением из композиционного материала, армированного волокном, имеющего наружные фланцы, соединенные с центральным ребром закругленными заплечиками, включает пропускание композиционного материала через полость формовочного инструмента и поворачивание внутренних и наружных роликов для изменения радиуса кривизны заплечиков. Изобретение обеспечивает изготовление элементов жесткости высокой прочности без образования складок. 4 н. и 7 з.п. ф-лы, 10 ил.
1. Формовочный инструмент для формования компонента с С-образным сечением, имеющего закругленные заплечики, содержащий:
первый и второй наружные ролики, каждый из которых имеет часть в форме усеченного конуса, соединенную с фланцем закругленной частью, симметрично расположенные напротив друг друга вдоль общей оси таким образом, что каждый фланец является наиболее удаленной от центра частью;
цилиндрический наружный опорный ролик, расположенный между первым и вторым наружными роликами;
первый и второй внутренние ролики, каждый из которых содержит диск, имеющий, по существу, коническую поверхность, соединенную с периферийной поверхностью закругленной частью, симметрично расположенные напротив друг друга вдоль общей оси таким образом, что конические поверхности являются наиболее удаленными от центра;
цилиндрический внутренний опорный ролик, расположенный между первым и вторым внутренними роликами,
при этом первый и второй внутренние ролики и внутренний опорный ролик установлены таким образом, что они располагаются между фланцами первого и второго наружных роликов и отстоят от наружных роликов для образования полости, соответствующей требуемому поперечному сечению формуемого компонента с С-образным сечением; закругленные части внутренних и наружных роликов имеют радиус кривизны, который изменяется по периферийной окружности внутренних и наружных роликов; а внутренние и наружные ролики установлены с возможностью поворота таким образом, что радиус кривизны закругленных заплечиков полости изменяется по мере поворота роликов.
2. Формовочный инструмент по п.1, отличающийся тем, что расстояние как между внутренними, так и между наружными роликами может изменяться.
3. Формовочный инструмент по п.2, отличающийся тем, что расстояние как между внутренними, так и между наружными роликами изменяется но мере поворота роликов.
4. Формовочный инструмент по п.2 или 3, отличающийся тем, что длина по меньшей мере одного из опорных роликов, внутреннего или наружного, может изменяться.
5. Формовочный инструмент по п.4, отличающийся тем, что длина внутреннего или наружного опорного ролика изменяется в зависимости от расстояния между внутренними и наружными роликами.
6. Формовочный инструмент п.2, отличающийся тем, что по меньшей мере один из опорных роликов, внутренний или наружный, имеет по меньшей мере одну торцевую поверхность, которая является неперпендикулярной к его продольной оси, за счет чего длина цилиндрической поверхности опорного ролика изменяется по его периферийной окружности.
7. Формовочный инструмент по п.1, отличающийся тем, что оси вращения сопряженных внутренних и наружных роликов являются параллельными.
8. Формовочный инструмент по п.1, отличающийся тем, что ось вращения каждого внутреннего и наружного ролика имеет наклон относительно оси вращения соответствующего другого внутреннего и наружного ролика.
9. Способ формования удлиненного элемента с С-образным сечением из композиционного материала, армированного волокном, имеющего наружные фланцы, соединенные с центральным ребром закругленными заплечиками, при этом радиус кривизны закругленных заплечиков больше в одной точке по длине сформованного С-образного сечения, чем в другой точке, включающий этапы, па которых:
пропускают удлиненную часть композиционного материала, армированного волокном, через полость формовочного инструмента по одному из пп.1-8, и
поворачивают внутренние и наружные ролики для изменения радиуса кривизны закругленных заплечиков.
10. Способ формования элемента жесткости с тавровым сечением, включающий формование элемента с С-образным сечением способом, охарактеризованным в п.9, и последующее складывание элемента с С-образным сечением вдоль центральной оси центрального ребра.
11. Элемент жесткости с тавровым сечением из композиционного материала, армированного волокном, сформованный способом по п.10.
| US 3355922 А, 05.12.1967 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ КРУПНОГАБАРИТНЫХ ЛОПАСТЕЙ | 2002 |
|
RU2219058C1 |
| СТРИНГЕР ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2144487C1 |

