ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу изготовления листа электротехнической стали с ориентированной зеренной структурой, пригодного для железного сердечника и тому подобного в электрическом оборудовании.
УРОВЕНЬ ТЕХНИКИ
[0002] Лист электротехнической стали с ориентированной зеренной структурой использовали в качестве материала для составления железного сердечника в электрическом оборудовании, таком как трансформатор. Важно, чтобы лист электротехнической стали с ориентированной зеренной структурой, имел превосходные характеристики намагничивания и характеристики потерь в сердечнике. В недавние годы проявилась растущая потребность в листе электротехнической стали с ориентированной зеренной структурой, отличающейся малыми потерями энергии и низкими потерями в сердечнике. Поскольку стальной лист, имеющий высокую плотность магнитного потока, как правило, имеет низкие потери в сердечнике, и может быть уменьшен в размерах, будучи используемым в качестве железного сердечника, его разработка является весьма целесообразной.
[0003] Для улучшения плотности магнитного потока листа электротехнической стали с ориентированной зеренной структурой, является важным высокоупорядоченное интегрирование кристаллических зерен с ориентацией {110}<001>, которая называется ориентацией Госса. Ориентацию кристаллических зерен контролируют применением катастрофического роста зерен, называемого вторичной рекристаллизацией. Ключевыми факторами контроля вторичной рекристаллизации является регулирование структуры, полученной первичной рекристаллизацией перед вторичной рекристаллизацией (структуры первичной рекристаллизации), и регулирование образования тонкодисперсных включений, называемых ингибитором, как AlN, или элемента, выделяющегося на границе зерен. Ингибитор обеспечивает возможность роста кристаллов, имеющих ориентацию {110}<001>, главным образом в структуре первичной рекристаллизации, таким образом, подавляя рост кристаллических зерен с другими ориентациями.
[0004] Один из известных способов получения ингибитора состоит в обеспечении возможности осаждения AlN в результате азотирования, проводимого перед вторичной рекристаллизацией (например, Патентный Документ 5). Еще один дополнительный известный способ, совершенно иной по механизму, состоит в создании условий для осаждения AlN во время отжига (отжига горячекатаного листа), который происходит на протяжении времени от горячей прокатки до холодной прокатки, без расчета на азотирование (например, Патентный Документ 6).
[0005] Однако, эффективное улучшение плотности магнитного потока даже с помощью этих способов оказывается затруднительным.
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0006] Патентный Документ 1: Японская рассмотренная патентная публикация № 62-045285
Патентный Документ 2: Японская выложенная патентная публикация № Н02-077525
Патентный Документ 3: Японская выложенная патентная публикация № S62-040315
Патентный Документ 4: Японская выложенная патентная публикация № Н02-274812
Патентный Документ 5: Японская выложенная патентная публикация № Н04-297524
Патентный Документ 6: Японская выложенная патентная публикация № Н10-121213
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0007] Поэтому цель настоящего изобретения состоит в создании способа изготовления листа электротехнической стали с ориентированной зеренной структурой, способного эффективно улучшить плотность магнитного потока.
РАЗРЕШЕНИЕ ПРОБЛЕМЫ
[0008] Имея целью регулирование структуры первичной рекристаллизации в способе изготовления листа электротехнической стали с ориентированной зеренной структурой, включающем процесс азотирования, авторы настоящего изобретения уделили особое внимание условиям окончательной прокатки при горячей прокатке. В то время как подробности будут приведены позже, авторы настоящего изобретения обнаружили, что важно регулировать конечную температуру в окончательной прокатке на 950°С или ниже; начинать охлаждение в пределах 2 секунд после завершения окончательной прокатки; регулировать скорость охлаждения на 10°С/сек или выше; и настраивать температуру намотки в рулон на 700°С или ниже. Когда эти условия удовлетворяются, рекристаллизация и рост зерен перед отжигом могут быть подавлены. Авторы настоящего изобретения также обнаружили, что в случае, где конечная температура окончательной прокатки выдерживается на уровне 950°С или ниже, важно настраивать скорость нагревания, в пределах предварительно заданного температурного диапазона (800°С или выше и 1000°С или ниже) в отжиге (отжиге горячекатаного листа) после горячей прокатки, на 5°С/сек или выше. При нагреве этим путем рекристаллизованные зерна могут быть эффективно измельчены. Авторы настоящего изобретения пришли к идее, что ориентация {111}<112>, которая генерируется вокруг границ зерен в первично рекристаллизованной структуре, может быть повышена сочетанием этих условий, тем самым может быть увеличена степень интеграции вторично рекристаллизованных зерен с ориентацией {110}<001>, и может быть изготовлен лист электротехнической стали с ориентированной зеренной структурой с превосходными магнитными характеристиками. Следует отметить, что в традиционном способе изготовления листа электротехнической стали с ориентированной зеренной структурой (например, Патентный Документ 5), включающем процесс азотирования, скорость нагревания при отжиге горячекатаного листа определялась из тех соображений, где приоритетным считались производительность и стабильность, с позиции нагрузки, испытываемой оборудованием, и сложности регулирования температуры.
[0009] Сущность настоящего изобретения состоит в следующем.
[0010] (1) Способ изготовления листа электротехнической стали с ориентированной зеренной структурой, включающий стадии, в которых:
нагревают сляб кремнистой стали при температуре 1280°С или ниже, причем сляб кремнистой стали содержит, в % по массе, Si: от 0,8% до 7%, и кислоторастворимый Al: от 0,01% до 0,065%, с содержанием С 0,085% или менее, содержанием N 0,012% или менее, содержанием Mn 1% или менее, и S эквивалентно Seq., определяемым уравнением «Seq.=[S]+0,406Ч[Se]», где [S] представляет содержание S (%), и [Se] представляет содержание Se (%), 0,015% или менее, и остальное из Fe и неизбежных примесей;
проводят горячую прокатку нагретого сляба кремнистой стали для получения горячекатаной стальной ленты;
проводят отжиг горячекатаной стальной ленты для получения отожженной стальной ленты;
проводят холодную прокатку отожженной стальной ленты для получения холоднокатаной стальной ленты;
проводят обезуглероживающий отжиг холоднокатаной стальной ленты для получения подвергнутой обезуглероживающему отжигу стальной ленты, в которой инициирована первичная рекристаллизация;
наносят на подвергнутую обезуглероживающему отжигу стальную ленту покрытие из отжигового сепаратора; и
проводят заключительный отжиг подвергнутой обезуглероживающему отжигу стальной ленты, чтобы инициировать вторичную рекристаллизацию, причем
способ дополнительно включает стадии, в которых выполняют азотирующую обработку, при которой повышается содержание азота (N) в подвергнутой обезуглероживающему отжигу стальной ленте, между началом обезуглероживающего отжига и протеканием вторичной рекристаллизации в заключительном отжиге,
причем горячая прокатка нагретого сляба кремнистой стали включает стадии, в которых:
проводят окончательную прокатку с конечной температурой 950°С или ниже; и
начинают охлаждение в пределах 2 секунд после завершения окончательной прокатки, и намотку в рулон при температуре 700°С или ниже,
причем скорость нагрева горячекатаной стальной ленты в пределах температурного диапазона от 800°С до 1000°С при отжиге горячекатаной стальной ленты составляет 5°С/сек или выше, и
скорость охлаждения на протяжении времени от завершения окончательной прокатки вплоть до начала намотки в рулон составляет 10°С/сек или выше.
(2) Способ изготовления листа электротехнической стали с ориентированной зеренной структурой согласно пункту (1), в котором суммарное обжатие при окончательной прокатке составляет 93% или больше.
(3) Способ изготовления листа электротехнической стали с ориентированной зеренной структурой согласно пункту (1) или (2), в котором суммарное обжатие в трех последних проходах окончательной прокатки составляет 40% или больше.
(4) Способ изготовления листа электротехнической стали с ориентированной зеренной структурой согласно любому из пунктов (1)-(3), в котором сляб кремнистой стали дополнительно содержит Cu: 0,4% по массе.
(5) Способ изготовления листа электротехнической стали с ориентированной зеренной структурой согласно любому из пунктов (1)-(4), в котором сляб кремнистой стали дополнительно содержит, в % по массе, по меньшей мере один элемент, выбранный из группы, состоящей из Cr: 0,3% или менее, P: 0,5% или менее, Sn: 0,3% или менее, Sb: 0,3% или менее, Ni: 1% или менее, Bi: 0,01% или менее, B: 0,01% или менее, Ti: 0,01% или менее, и Te: 0,01% или менее.
ПРЕИМУЩЕСТВЕННЫЕ РЕЗУЛЬТАТЫ ИЗОБРЕТЕНИЯ
[0011] Согласно настоящему изобретению, при комбинировании разнообразных условий, структура горячекатаной стальной ленты и тому подобное может быть пригодна для формирования кристаллических зерен с ориентацией Госса, и тем самым степень интеграции ориентации Госса может быть повышена посредством первичной рекристаллизации и вторичной рекристаллизации. Как следствие, может быть повышена плотность магнитного потока, и могут быть эффективным образом снижены потери в сердечнике.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] [ФИГ.1] ФИГ.1 представляет блок-схему, иллюстрирующую способ изготовления листа электротехнической стали с ориентированной зеренной структурой;
[ФИГ.2] ФИГ.2 представляет график, иллюстрирующий результаты первого эксперимента; и
[ФИГ.3] ФИГ.3 представляет график, иллюстрирующий результаты второго эксперимента.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0013] Варианты осуществления настоящего изобретения будут подробно описаны ниже с привлечением сопровождающих чертежей. ФИГ.1 представляет блок-схему, иллюстрирующую способ изготовления листа электротехнической стали с ориентированной зеренной структурой.
[0014] Во-первых, как иллюстрировано в ФИГ.1, на стадии S1 материал кремнистой стали (сляб) с предварительно заданным составом нагревают до предварительно заданной температуры, и на стадии S2 нагретый материал кремнистой стали подвергают горячей прокатке. В результате горячей прокатки получают горячекатаную стальную ленту. После этого, в стадии S3, проводят отжиг горячекатаной стальной ленты (отжиг горячекатаного листа), чтобы тем самым сделать однородной структуру горячекатаной стальной ленты и регулировать выделение ингибитора. В результате отжига (отжига горячекатаного листа) получают отожженную стальную ленту. Затем, на стадии S4, отожженную стальную ленту подвергают холодной прокатке. Холодная прокатка может быть проведена однократно, или может быть повторена много раз, в то же время с проведением промежуточного отжига между проходами. В результате холодной прокатки получают холоднокатаную стальную ленту. Для ситуации, где привлекают промежуточный отжиг, от отжига горячекатаной стальной ленты перед холодной прокаткой можно отказаться, и вместо этого отжиг может быть выполнен в промежуточном отжиге (стадия S3). Другими словами, отжиг (стадия S3) может быть выполнен на горячекатаной стальной ленте, или на стальной ленте, однократно подвергнутой холодной прокатке, и перед окончательной холодной прокаткой.
[0015] После холодной прокатки, на стадии S5, выполняют обезуглероживающий отжиг холоднокатаной стальной ленты. При обезуглероживающем отжиге происходит первичная рекристаллизация. В результате обезуглероживающего отжига получают подвергнутую обезуглероживающему отжигу стальную ленту. Затем, на стадии S6, на поверхность обезуглероженной стальной ленты наносят покрытие из отжигового сепаратора, содержащего MgO (оксид магния) в качестве основного компонента, с последующим заключительным отжигом. Во время заключительного отжига происходит вторичная рекристаллизация, на поверхности стальной ленты образуется стекловидное покрытие, главным образом составленное форстеритом, и протекает очистка. В результате вторичной рекристаллизации получают структуру вторичной рекристаллизации с ориентацией Госса. В результате заключительного отжига получают окончательно отожженную стальную ленту. Азотирующую обработку, в которой повышается содержание азота (N) в стальной ленте, выполняют между началом обезуглероживающего отжига и протеканием вторичной рекристаллизации в заключительном отжиге (стадия S7).
[0016] Этим путем может быть получен лист электротехнической стали с ориентированной зеренной структурой.
[0017] Теперь будут разъяснены обоснования ограничения компонентов сляба кремнистой стали, используемой в этом варианте исполнения. В нижеприведенном описании «%» означает «% по массе».
[0018] Сляб кремнистой стали, используемой в этом варианте исполнения, может содержать Si: от 0,8% до 7%, и кислоторастворимый Al: от 0,01% до 0,065%, содержание С может составлять 0,085% или менее, содержание N может быть 0,012% или менее, содержание Mn может составлять 1% или менее, и S эквивалентно Seq., согласно уравнению «Seq.=[S]+0,406Ч[Se]», где [S] представляет содержание S (%), и [Se] представляет содержание Se (%), может составлять 0,015% или менее, и остальное может приходиться на Fe и неизбежные примеси. В слябе кремнистой стали может дополнительно содержаться Cu: 0,4% или менее. Также может содержаться по меньшей мере один элемент, выбранный из группы, состоящей из Cr: 0,3% или менее, P: 0,5% или менее, Sn: 0,3% или менее, Sb: 0,3% или менее, Ni: 1% или менее, Bi: 0,01% или менее, B: 0,01% или менее, Ti: 0,01% или менее, и Te: 0,01% или менее.
[0019] Si содействует повышению электрического сопротивления и снижает потери в сердечнике. Содержание Si менее 0,8% обеспечивало бы эти эффекты лишь на недостаточном уровне. Кроме того, во время заключительного отжига (стадия S6) происходило бы γ-превращение, и тем самым не полностью контролировалась бы ориентация кристаллов. Если содержание Si превышает 7%, затруднялась бы холодная прокатка (стадия S4), так что стальная лента растрескивалась бы в процессе холодной прокатки. Соответственно этому, содержание Si устанавливают на величину от 0,8% до 7%. С учетом производительности промышленного процесса, содержание Si предпочтительно составляет 4,8% или менее, и более предпочтительно 4,0% или менее. Если также принимать во внимание вышеописанные эффекты, содержание Si предпочтительно составляет 2,8% или более.
[0020] Кислоторастворимый Al связывается с N с образованием (Al,Si)N, который служит в качестве ингибитора. Содержание кислоторастворимого Al менее 0,01% приводило бы лишь к недостаточной степени образования ингибитора. Содержание кислоторастворимого Al, превышающее 0,065%, дестабилизировало бы вторичную рекристаллизацию. Соответственно этому, содержание кислоторастворимого Al регулируют в диапазоне от 0,01% до 0,065%. Содержание кислоторастворимого Al предпочтительно составляет 0,0018% или выше, более предпочтительно 0,022% или более. Содержание кислоторастворимого Al предпочтительно составляет 0,035% или менее.
[0021] Углерод (С) представляет собой элемент, эффективный для регулирования структуры первичной рекристаллизации, но оказывающий вредное влияние на магнитные характеристики. По этой причине выполняют обезуглероживающий отжиг (стадия S5), причем содержание С, превышающее 0,085%, потребовало бы более длительной продолжительности обезуглероживающего отжига, и снижало бы производительность. Соответственно этому, содержание углерода (С) устанавливают на 0,085% или менее, и предпочтительно 0,08% или менее. С точки зрения контроля структуры первичной рекристаллизации, содержание С предпочтительно составляет 0,05% или более.
[0022] Азот (N) содействует образованию AlN или тому подобного, который служит в качестве ингибитора. Однако содержание N, превышающее 0,012%, приводило бы к формированию полости, так называемой плене, в стальной ленте во время холодной прокатки (стадия S4). Соответственно этому, содержание N устанавливают на 0,012% или менее, и предпочтительно 0,01% или менее. С позиции образования ингибитора, содержание N предпочтительно составляет 0,004% или более.
[0023] Mn содействует повышению удельного электрического сопротивления и снижению потерь в сердечнике. Mn также подавляет растрескивание в процессе горячей прокатки (стадия S2). Однако содержание Mn, превышающее 1%, снижало бы плотность магнитного потока. Соответственно этому, содержание Mn настраивают на 1% или менее, и предпочтительно 0,8% или менее. С точки зрения снижения потерь в сердечнике, содержание Mn предпочтительно составляет 0,05% или более. Mn также соединяется с S и/или Se, тем самым улучшая магнитные характеристики. Соответственно этому, при содержании Mn (в % по массе), обозначенном как [Mn], предпочтительно выдерживают соотношение «[Mn]/([S]+[Se])≥4».
[0024] S и Se присутствуют в стальной ленте, будучи связанными с Mn, и содействуют улучшению магнитных характеристик. Однако, если количество S, эквивалентно Seq. согласно отношению «Seq.=[S]+0,406Ч[Se]», превышает 0,015%, это вредно сказывается на магнитных характеристиках. Соответственно этому, количество S, эквивалентно Seq., регулируют на 0,015% или менее.
[0025] Как было описано выше, сляб кремнистой стали может содержать Cu. Cu может содействовать образованию ингибитора. Однако, если содержание Cu превышает 0,4%, дисперсия включений проявляет тенденцию к неоднородности, и тем самым обусловливает насыщение эффекта снижения потерь в сердечнике. Соответственно этому, содержание Cu регулируют на значение 0,4% или менее, и предпочтительно 0,3% или менее. По соображениям образования ингибитора, содержание Cu предпочтительно составляет 0,05% или более.
[0026] Как было описано выше, сляб кремнистой стали может содержать по меньшей мере один элемент, выбранный из группы, состоящей из Cr: 0,3% или менее, P: 0,5% или менее, Sn: 0,3% или менее, Sb: 0,3% или менее, Ni: 1% или менее, Bi: 0,01% или менее, B: 0,01% или менее, Ti: 0,01% или менее, и Te: 0,01% или менее.
[0027] Cr является эффективным в улучшении оксидного слоя, образующегося на поверхности стальной ленты во время обезуглероживающего отжига (стадия S5). Если оксидный слой улучшается, то улучшается сформированное в процессе заключительного отжига (стадия S6) стекловидное покрытие, основу которого составляет оксидный слой. Однако содержание Cr, превышающее 0,3%, ухудшало бы магнитные характеристики. Соответственно этому, содержание Cr устанавливают на 0,3% или менее. С позиции улучшения оксидного слоя, содержание Cr предпочтительно составляет 0,02% или более.
[0028] Фосфор (Р) содействует повышению удельного электрического сопротивления и снижению потерь в сердечнике. Однако содержание Р, превышающее 0,5%, затрудняет холодную прокатку (стадия S4). Соответственно этому, содержание Р устанавливают на 0,5% или менее, и предпочтительно 0,3% или менее. Из соображений снижения потерь в сердечнике, содержание Р предпочтительно составляет 0,02% или более.
[0029] Sn и Sb представляют собой элементы склонные к зернограничной сегрегации. В этом варианте исполнения, поскольку сляб кремнистой стали содержит кислоторастворимый Al, Al окислялся бы водой, высвобождающейся из отжигового сепаратора, в зависимости от условий заключительного отжига (стадия S6). Когда Al является окисленным, эффективность ингибитора варьировалась бы от участка к участку в намотанной в рулон стальной ленте, и тем самым варьировались бы магнитные характеристики. Напротив, когда в качестве элементов ликвации на межзеренных границах содержатся Sn и/или Sb, окисление Al может быть подавлено, и тем самым может быть подавлена вариация магнитных характеристик. Однако содержание Sn, превышающее 0,3%, сокращало бы возможности формирования оксидного слоя во время обезуглероживающего отжига (стадия S5), и тем самым стекловидное покрытие образовывалось бы лишь в недостаточной степени. Это также очень затрудняло бы обезуглероживающий отжиг (стадия S5). То же самое будет справедливым и в ситуации, где содержание Sb превышает 0,3%. Соответственно этому, содержание Sn и содержание Sb устанавливают на 0,3% или менее. С позиции подавления окисления Al, содержание Sn и содержание Sb предпочтительно составляют 0,02% или более.
[0030] Ni содействует повышению удельного электрического сопротивления и снижению потерь в сердечнике. Ni является эффективным элементом также в плане регулирования металлографической структуры горячекатаной стальной ленты, и улучшает магнитные характеристики. Однако содержание Ni, превышающее 1%, дестабилизировало бы вторичную рекристаллизацию в процессе заключительного отжига (стадия S6). Соответственно этому, содержание Ni устанавливают на 1% или менее, предпочтительно 0,3% или менее. По соображениям улучшения магнитных характеристик, таких как потери в сердечнике, содержание Ni предпочтительно составляет 0,02% или выше.
[0031] Bi, В, Ti и Те содействуют стабилизации осадка, такого как сульфид, и усилению его действия в качестве ингибитора. Однако содержание Bi, превышающее 0,01%, оказывало бы вредное влияние на формирование стекловидного покрытия. То же самое будет действительно также для ситуации, где содержание бора (В) превышает 0,01%, где содержание Ti превышает 0,01%, и где содержание Те превышает 0,01%. Соответственно этому, содержание Bi, содержание В, содержание Ti и содержание Те выдерживают на уровне 0,01% или менее. С точки зрения усиления действия ингибитора, содержание Bi, содержание В, содержание Ti и содержание Те предпочтительно составляют 0,0005% или выше.
[0032] Сляб кремнистой стали может дополнительно содержать элементы, иные, нежели описанные выше, и/или другие неизбежные загрязняющие примеси, в такой мере, насколько не будут ухудшаться магнитные характеристики.
[0033] Далее будут разъяснены условия отдельных стадий в этом варианте исполнения.
[0034] При нагревании сляба на стадии S1 сляб кремнистой стали нагревают при температуре 1280°С или ниже. Другими словами, в этом варианте исполнения сляб нагревают в условиях так называемого низкотемпературного нагрева сляба. В примерном способе изготовления сляба кремнистой стали сталь, содержащую вышеописанные компоненты, расплавляют в конвертере или электрической печи для получения тем самым расплавленной стали. Затем расплавленную сталь, если необходимо, дегазируют в вакууме, после чего проводят непрерывное литье расплавленной стали, или литье слитков, прокатку в обжимной клети и прокатку. Толщина сляба кремнистой стали обычно варьирует от 150 мм до 350 мм, и предпочтительно от 220 мм до 280 мм. В альтернативном варианте, сляб кремнистой стали может быть отформован в тонкий сляб с толщиной от 30 мм до 70 мм. Когда используют тонкий сляб, черновой прокаткой, предшествующей окончательной прокатке в горячей прокатке (стадия S2), можно пренебречь.
[0035] При регулировании температуры нагревания на 1280°С или ниже включения в слябе кремнистой стали могут выделяться полностью, их геометрия может быть сделана однородной, и тем самым можно избежать образования следов от проскальзывания. Следы от проскальзывания представляют собой типичное проявление вариации поведения вторичной рекристаллизации в рулоне. Согласно концепции, также можно избежать разнообразных проблем, связанных с нагреванием при более высоких температурах (так называемым высокотемпературным нагревом сляба). Проблемы, связанные с высокотемпературным нагревом сляба, включают необходимость специально предназначенной нагревательной печи, и во время плавления образуется большое количество окалины.
[0036] Чем ниже температура нагревания сляба, тем лучшими являются магнитные характеристики. В то время как значение нижнего предела температуры нагревания сляба, поэтому не является конкретно ограниченным, слишком низкая температура нагревания затрудняла бы горячую прокатку, которая следует за нагревом сляба, и тем самым снижала бы производительность. Соответственно этому, принимая во внимание производительность, температуру нагревания сляба предпочтительно регулируют на 1280°С или ниже.
[0037] Например, при горячей прокатке в стадии S2 сляб кремнистой стали подвергают черновой прокатке, и затем проводят окончательную прокатку. Для ситуации, где используют тонкий сляб, как было описано выше, от черновой прокатки можно отказаться. В этом варианте исполнения конечную температуру окончательной прокатки устанавливают на 950°С или ниже. Выдерживанием конечной температуры окончательной прокатки на уровне 950°С или ниже, как явно очевидно из результатов описанного позже первого эксперимента, могут быть эффективным образом улучшены магнитные характеристики.
[0038] (Первый эксперимент)
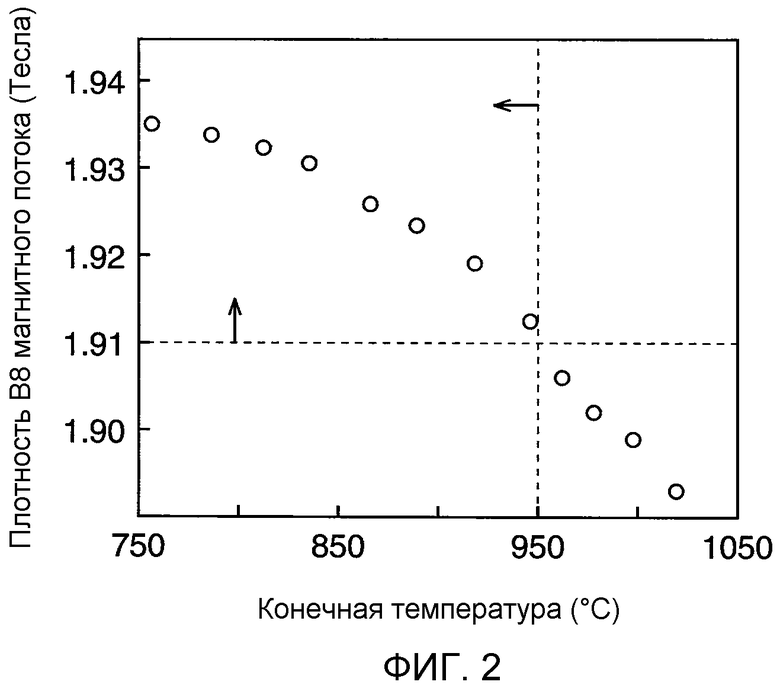
Теперь будет разъяснен первый эксперимент. В первом эксперименте исследовали взаимосвязь между конечной температурой окончательной прокатки при горячей прокатке и плотностью В8 магнитного потока. Плотность В8 магнитного потока здесь определяется при наблюдении, когда к листу электротехнической стали с ориентированной зеренной структурой прилагают магнитное поле с напряженностью 800 А/м при частоте 50 Гц.
[0039] Прежде всего, изготовили сляб кремнистой стали с толщиной 40 мм, содержащей, в % по массе, Si: 3,24%, С: 0,054%, кислоторастворимый Al: 0,028%, N: 0,006%, Mn: 0,05%, и S: 0,007%, и с остальным количеством, составленным Fe и неизбежными примесями. Затем сляб кремнистой стали нагрели до температуры 1150°C, и затем подвергли горячей прокатке для получения горячекатаной стальной ленты с толщиной 2,3 мм. Конечную температуру окончательной прокатки здесь варьировали в диапазоне от 750°С до 1020°С. Суммарное обжатие при окончательной прокатке доводили до 94,3%, и суммарное обжатие в трех последних проходах окончательной прокатки регулировали на 45%. Охлаждение начинали спустя одну секунду после завершения окончательной прокатки, и стальную ленту наматывали в рулон при температуре намотки от 540°С до 560°С. Скорость охлаждения на протяжении времени от начала охлаждения до наматывания в рулон выдерживали на уровне 16°С/сек.
[0040] Затем горячекатаную стальную ленту подвергли отжигу. В этом отжиге горячекатаную стальную ленту нагревали со скоростью нагрева 7,2°С/сек на протяжении времени, в течение которого горячекатаная стальная лента была в температурном диапазоне от 800°С до 1000°С, и выдерживали при температуре 1100°С. После этого стальную ленту после отжига подвергли холодной прокатке до толщины 0,23 мм, для получения тем самым холоднокатаной стальной ленты. Затем холоднокатаную стальную ленту подвергли обезуглероживающему отжигу при температуре 850°С, чтобы провести первичную рекристаллизацию, и затем дополнительному отжигу в содержащей аммиак атмосфере для азотирования. В результате азотирования содержание N в стальной ленте повысилось до 0,019% по массе. Затем на стальную ленту нанесли покрытие из отжигового сепаратора, содержащего MgO в качестве основного компонента, и затем подвергли заключительному отжигу при температуре 1200°С в течение 20 часов, для проведения тем самым вторичной рекристаллизации.
[0041] В качестве магнитной характеристики измеряли плотность В8 магнитного потока стальной ленты после заключительного отжига. При измерении плотности В8 магнитного потока руководствовались инструкцией «Методы измерения магнитных свойств листа и ленты магнитной стали с помощью однолистового тестера», согласно Японскому промышленному стандарту JIS С2556, на однолистовом образце с размерами 60 мм Ч 300 мм. Результаты иллюстрированы в ФИГ.2. Из ФИГ.2 ясно, что плотность магнитного потока на столь высоком уровне, как 1,91 Тесла или выше, может быть получена при конечной температуре окончательной прокатки 950°С или ниже.
[0042] В то время как не совсем понятна причина того, почему высокая плотность магнитного потока может быть получена регулированием конечной температуры окончательной прокатки на 950°С или ниже, предполагается, что она состоит в следующем. Когда в стальной ленте во время горячей прокатки накапливается механическое напряжение, и когда конечная температура окончательной прокатки установлена на 950°С или ниже, напряжение сохраняется. Когда напряжение накапливается, в процессе обезуглероживания (стадия S5) получается структура первичной рекристаллизации (текстура), которая содействует образованию кристаллических зерен с ориентацией Госса. Примером структуры первичной рекристаллизации, способствующей формированию кристаллических зерен с ориентацией Госса, является текстура с ориентацией {111}<112>.
[0043] Чем ниже конечная температура окончательной прокатки, тем лучшими становятся магнитные характеристики. Соответственно этому, в то время как значение нижнего предела конечной температуры не является конкретно ограниченным, слишком низкая конечная температура затрудняла бы окончательную прокатку, тем самым снижая производительность. Поэтому, принимая во внимание производительность, предпочтительно регулировать конечную температуру на 950°С или ниже. Например, конечную температуру предпочтительно устанавливают на 750°С или выше, и 900°С или ниже.
[0044] Суммарное обжатие в окончательной прокатке предпочтительно регулируют на 93% или более. Это обусловлено тем, что при выдерживании суммарного обжатия при окончательной прокатке на уровне 93% или более могут быть улучшены магнитные характеристики. Суммарное обжатие в трех последних проходах предпочтительно выдерживают при 40% или выше, и более предпочтительно 45% или выше. Это обусловлено тем, что при регулировании суммарного обжатия в трех последних проходах на уровень 40% или выше, и, в частности, 45% или выше, также могут быть улучшены магнитные характеристики. Как предполагается, это также обусловлено тем, что накопление напряжения, созданного горячей прокаткой, возрастает с повышением суммарного обжатия. С позиции производительности прокатки и тому подобного, суммарное обжатие в окончательной прокатке предпочтительно устанавливают на 97% или менее, и суммарное обжатие в трех последних проходах предпочтительно выдерживают при 60% или менее.
[0045] В этом варианте исполнения охлаждение начинают в пределах 2 секунд после завершения окончательной прокатки. Если промежуток времени от конца окончательной прокатки до начала охлаждения превышает 2 секунды, проявлялась бы тенденция неравномерного протекания рекристаллизации, в то же время, будучи связанной с вариацией температуры в продольном направлении (направлении прокатки) и по направлению ширины стальной ленты, и тем самым напряжение, постепенно накопившееся при горячей прокатке, снималось бы неподходящим образом. Соответственно этому, временной интервал от конца окончательной прокатки до начала охлаждения выдерживают равным 2 секундам или более коротким.
[0046] В этом варианте исполнения стальную ленту наматывают в рулон при температуре 700°С или ниже. Иначе говоря, температуру намотки в рулон устанавливают на 700°С или ниже. Когда температура намотки в рулон превышает 700°С, проявляется тенденция к протеканию неравномерной рекристаллизации, будучи связанной при этом с вариацией температуры в продольном направлении (направлении прокатки) и по направлению ширины стальной ленты, и тем самым релаксация напряжения, постепенно накопившегося при горячей прокатке, происходила бы неравномерно. Соответственно этому, температуру намотки в рулон выдерживают при 700°С или ниже.
[0047] Чем ниже температура намотки в рулон, тем лучшими являются магнитные характеристики. Соответственно этому, в то время как значение нижнего предела температуры намотки в рулон не является конкретно ограниченным, слишком низкая температура намотки в рулон увеличивала бы временной интервал до начала намотки в рулон, тем самым снижая производительность. Соответственно этому, из соображений производительности, предпочтительно устанавливать температуру намотки в рулон на 700°С или ниже. Например, конечную температуру намотки в рулон предпочтительно регулируют на 450°С или выше, и 600°С или ниже.
[0048] В этом варианте исполнения скорость охлаждения (например, среднюю скорость охлаждения) на протяжении времени от завершения окончательной прокатки до начала намотки в рулон, регулируют на значение 10°С/сек или более. Если скорость охлаждения является меньшей, чем 10°С/сек, проявляется тенденция к протеканию неравномерной рекристаллизации, будучи связанной при этом с вариацией температуры в продольном направлении (направлении прокатки) и по направлению ширины стальной ленты, и тем самым напряжение, постепенно накопившееся при горячей прокатке, снимается ненадлежащим образом. Соответственно этому, скорость охлаждения устанавливают на величину 10°С/сек или более. В то время как значение верхнего предела скорости охлаждения не является конкретно ограниченным, по соображениям производительности охлаждающего оборудования и тому подобного, предпочтительно устанавливать ее на 10°С/сек или более.
[0049] При отжиге на стадии S3, например, при длительном отжиге, скорость нагревания (например, среднюю скорость нагревания) в диапазоне температур горячекатаной стальной ленты от 800°С до 1000°С устанавливают на 5°С/сек или выше. Регулированием скорости нагревания в температурном диапазоне от 800°С до 1000°С на 5°С/сек или выше могут быть эффективным образом улучшены магнитные характеристики, как будет ясно из второго эксперимента, описанного следующим.
[0050] (Второй эксперимент)
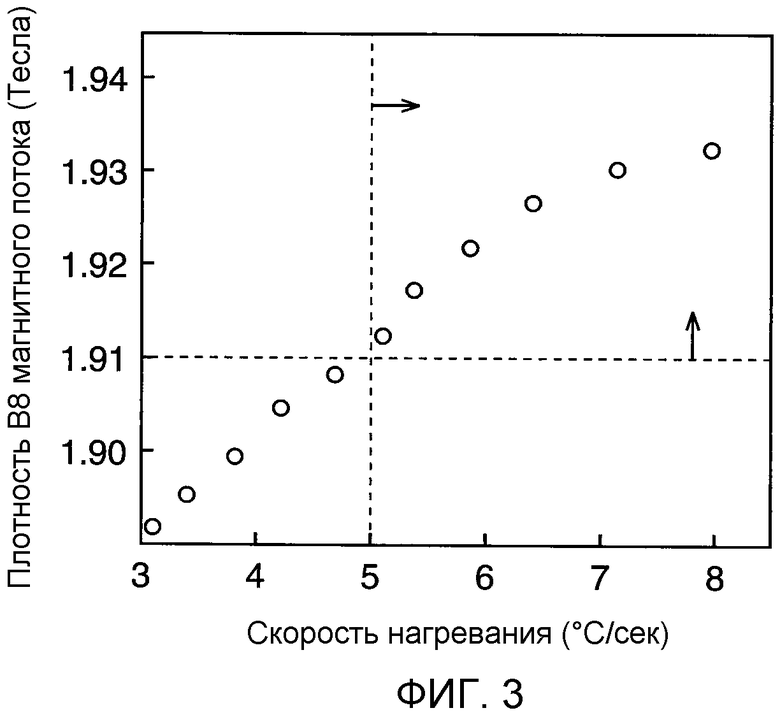
Теперь будет разъяснен второй эксперимент. Во втором эксперименте исследовали взаимосвязь между скоростью нагревания при отжиге (стадия S2) и плотностью В8 магнитного потока.
[0051] Сначала изготовили сляб кремнистой стали с толщиной 40 мм, содержащей, в % по массе, Si: 3,25%, С: 0,057%, кислоторастворимый Al: 0,027%, N: 0,004%, Mn: 0,06%, S: 0,011%, и Cu: 0,1%, и остальное количество, составленное Fe и неизбежными примесями. Затем сляб кремнистой стали нагрели до температуры 1150°C, и затем подвергли горячей прокатке для получения горячекатаной стальной ленты с толщиной 2,3 мм. Конечную температуру окончательной прокатки отрегулировали на 830°С. Суммарное обжатие при окончательной прокатке доводили до 94,3%, и суммарное обжатие в трех последних проходах окончательной прокатки регулировали на уровне 45%. Охлаждение начинали спустя одну секунду после завершения окончательной прокатки, и стальную ленту наматывали в рулон при температуре намотки от 530°С до 550°С. Скорость охлаждения на протяжении времени от начала охлаждения до наматывания в рулон выдерживали на уровне 16°С/сек.
[0052] Затем ленту горячекатаного листа подвергли отжигу. В этом отжиге горячекатаную стальную ленту нагревали со скоростью нагревания от 3°С/сек до 8°С/сек на протяжении времени, в течение которого горячекатаная стальная лента была в температурном диапазоне от 800°С до 1000°С, и выдерживали при температуре 1100°С. После этого стальную ленту после отжига подвергли холодной прокатке до толщины 0,23 мм, для получения тем самым холоднокатаной стальной ленты. Затем холоднокатаную стальную ленту подвергли обезуглероживающему отжигу при температуре 850°С, чтобы провести первичную рекристаллизацию, и затем дополнительному отжигу в содержащей аммиак атмосфере для азотирования. В результате азотирования содержание N в стальной ленте повысилось до 0,017% по массе. Затем на стальную ленту нанесли покрытие из отжигового сепаратора, содержащего MgO в качестве основного компонента, и затем подвергли заключительному отжигу при температуре 1200°С в течение 20 часов, для проведения тем самым вторичной рекристаллизации.
[0053] Затем, подобно первому эксперименту, в качестве магнитной характеристики измерили плотность В8 магнитного потока стальной ленты после заключительного отжига. Результаты иллюстрированы в ФИГ.3. Из ФИГ.3 понятно, что при регулировании скорости нагревания ленты горячекатаного листа в температурном диапазоне от 800°С до 1000°С на 5°С/сек или выше может быть получена плотность магнитного потока на столь высоком уровне, как 1,91 Тесла или выше.
[0054] В то время как причина того, почему высокая плотность магнитного потока может быть получена регулированием конечной скорости нагревания на 5°С/сек или выше, не совсем понятна, предполагается, что она состоит в следующем. То есть, при быстром нагревании со скоростью 5°С/сек или выше предполагается, что напряжение, накопившееся во время горячей прокатки, может быть эффективно использовано, чтобы стимулировать измельчение кристаллических зерен, и тем самым может быть получена текстура, содействующая образованию кристаллических зерен с ориентацией Госса.
[0055] В то время как температура отжига на стадии S3 не является конкретно ограниченной, предпочтительно устанавливать ее на диапазон от 1000°С до 1150°С, чтобы устранить неоднородность кристаллической структуры и дисперсии включений вследствие различий в температурной истории, обусловленной горячей прокаткой. Температура отжига, превышающая 1150°С, приводила бы к растворению ингибитора. С этой точки зрения, температуру отжига предпочтительно выдерживают при 1050°С или выше, и также предпочтительно регулируют на 1100°С или ниже.
[0056] Предпочтительно, чтобы число повторяющихся циклов холодной прокатки на стадии S4 выбирали надлежащим образом в зависимости от требуемых характеристик и стоимости изготавливаемого листа электротехнической стали с ориентированной зеренной структурой. Коэффициент обжатия в окончательной холодной прокатке предпочтительно регулируют на 80% или более. Это делается с целью стимулирования ориентации первично рекристаллизованных зерен, такой как {111}, в процессе обезуглероживающего отжига (стадия S5), и для повышения степени интеграции вторично рекристаллизованных зерен с ориентацией Госса.
[0057] Обезуглероживающий отжиг в стадии S5 проводят во влажной атмосфере, например, чтобы удалить углерод (С), содержащийся в холоднокатаной стальной ленте. Во время обезуглероживающего отжига происходит первичная рекристаллизация. В то время как температура обезуглероживающего отжига не является конкретно ограниченной, при регулировании ее, например, на диапазон от 800°С до 900°С радиус зерна, достигаемый в первичной рекристаллизации, составляет приблизительно от 7 мкм до 18 мкм, что обеспечивает более стабильное проявление вторичной рекристаллизации. Другими словами, может быть изготовлен более качественный лист электротехнической стали с ориентированной зеренной структурой.
[0058] Азотирующую обработку в стадии S7 проводят перед тем, как вторичная рекристаллизация протекает во время заключительного отжига в стадии S6. При азотировании азот (N) может внедряться в стальную ленту для образования (Al,Si)N, который действует в качестве ингибитора. Благодаря образованию (Al,Si)N может быть в стабильном режиме изготовлен лист электротехнической стали с ориентированной зеренной структурой с высокой плотностью магнитного потока. Азотирование может быть показано на примере процесса отжига после обезуглероживающего отжига, в атмосфере, содержащей газ с азотирующей способностью, такой как аммиак; и процесса добавления порошка, имеющего азотирующую способность, такого как MnN, к отжиговому сепаратору, чтобы выполнить азотирование во время заключительного отжига.
[0059] В стадии S6 отжиговый сепаратор, содержащий в качестве основного компонента, например оксид магния, наносят в виде покрытия на стальную ленту, после чего проводят заключительный отжиг, чтобы тем самым обеспечить преобладающий рост кристаллических зерен с ориентацией {110}<001> (ориентацией Госса) в результате вторичной рекристаллизации.
[0060] Как было описано выше, в этом варианте исполнения конечную температуру окончательной прокатки в горячей прокатке (стадия S2) регулируют на 950°С или ниже, охлаждение начинают в пределах 2 секунд после завершения окончательной прокатки, намотку в рулон проводят при температуре 700°С или ниже, скорость нагревания в температурном диапазоне от 800°С до 1000°С в процессе отжига (стадия S3) регулируют на величину 5°С/сек или выше, и скорость охлаждения на протяжении времени от конца окончательной прокатки до начала намотки в рулон регулируют на 10°С/сек или выше. Комбинированием этих разнообразных условий может быть получен превосходный уровень магнитных характеристик. Обоснование тому, отчасти описанное выше, предположительно сводится к следующему.
[0061] При регулировании конечной температуры окончательной прокатки на 950°С или ниже, временного интервала до начала охлаждения на 2 секунды или короче, скорости охлаждения до 10°С/сек или выше, и температуры намотки в рулон на 700°С или ниже, напряжения, накопившиеся во время горячей прокатки, сохраняются, и тем самым рекристаллизация подавляется вплоть до начала отжига (стадия S3). Иначе говоря, созданное прокаткой напряжение сохраняется вследствие деформационного упрочнения при прокатке и подавления рекристаллизации. В дополнение, регулированием скорости нагревания в температурном диапазоне от 800°С до 1000°С на величину 5°С/сек или выше стимулируется измельчение рекристаллизованных зерен. При длительном отжиге могут быть подавлены вариации температуры в продольном направлении (направлении прокатки) и по направлению ширины, тем самым способствуя протеканию равномерной рекристаллизации. В процессе обезуглероживающего отжига (стадия S5) после холодной прокатки (стадия S4) происходит первичная рекристаллизация, в которой возможен рост кристаллических зерен с ориентацией {111}<112> вблизи границ зерен. Кристаллические зерна с ориентацией {111}<112> содействуют преобладающему росту кристаллических зерен с ориентацией {110}<001> (ориентацией Госса). Другими словами, может быть получена хорошая структура первичной рекристаллизации. Соответственно этому, когда во время заключительного отжига (стадия S6) происходит вторичная рекристаллизация, стабильным образом может быть получена структура, накопленная в ориентации {110}<001> (ориентации Госса) и весьма пригодная для улучшения магнитных характеристик.
ПРИМЕР
[0062] Далее будут разъяснены эксперименты, проведенные авторами настоящего изобретения. Условия этих экспериментов были выбраны только с целью подтверждения реализуемости и эффектов настоящего изобретения, так что настоящее изобретение никоим образом ими не ограничивается.
[0063] <Пример 1>
В Примере 1 изготовили слябы кремнистой стали с толщиной 40 мм с использованием сталей S1-S7, каждая из которых содержала компоненты, перечисленные в Таблице 1, и остальное количество было составлено Fe и неизбежными примесями. Затем каждый сляб кремнистой стали нагрели при температуре 1150°С, и затем подвергли горячей прокатке для получения горячекатаной стальной ленты с толщиной 2,3 мм. В этом процессе конечную температуру окончательной прокатки варьировали в диапазоне от 845°С до 855°С. Суммарное обжатие в окончательной прокатке регулировали на 94%, и суммарное обжатие в трех последних проходах в окончательной прокатке регулировали на 45%. Охлаждение начинали спустя одну секунду после завершения окончательной прокатки, и стальную ленту наматывали в рулон при температуре намотки от 490°С до 520°С. Скорость охлаждения на протяжении времени от начала охлаждения до намотки в рулон регулировали на значение от 13°С/сек до 14°С/сек.
[0064] Затем каждую горячекатаную стальную ленту подвергли отжигу. В этом отжиге горячекатаную стальную ленту нагревали со скоростью нагревания 7°С/сек на протяжении времени, в течение которого горячекатаная стальная лента была в диапазоне температур от 800°С до 1000°С, и затем выдерживали при температуре 1100°С. После этого провели холодную прокатку стальной ленты после отжига до толщины 0,23 мм, тем самым получив холоднокатаную стальную ленту. Затем холоднокатаную стальную ленту подвергли обезуглероживающему отжигу при температуре 850°С, чтобы обеспечить протекание первичной рекристаллизации, с последующим отжигом в содержащей аммиак атмосфере для азотирования. В результате азотирования содержание N в стальной ленте повысилось до 0,016% по массе. Затем на стальную ленту нанесли покрытие из отжигового сепаратора, содержащего MgO в качестве основного компонента, и затем подвергли заключительному отжигу при температуре 1200°С в течение 20 часов, чтобы тем самым обеспечить протекание вторичной рекристаллизации.
[0065] Затем, подобно описанному в первом эксперименте и втором эксперименте, измерили в качестве магнитной характеристики плотность В8 магнитного потока стальной ленты после заключительного отжига. Результаты перечислены в Таблице 2.
[0066] [Таблица 1]
[0067] [Таблица 2]
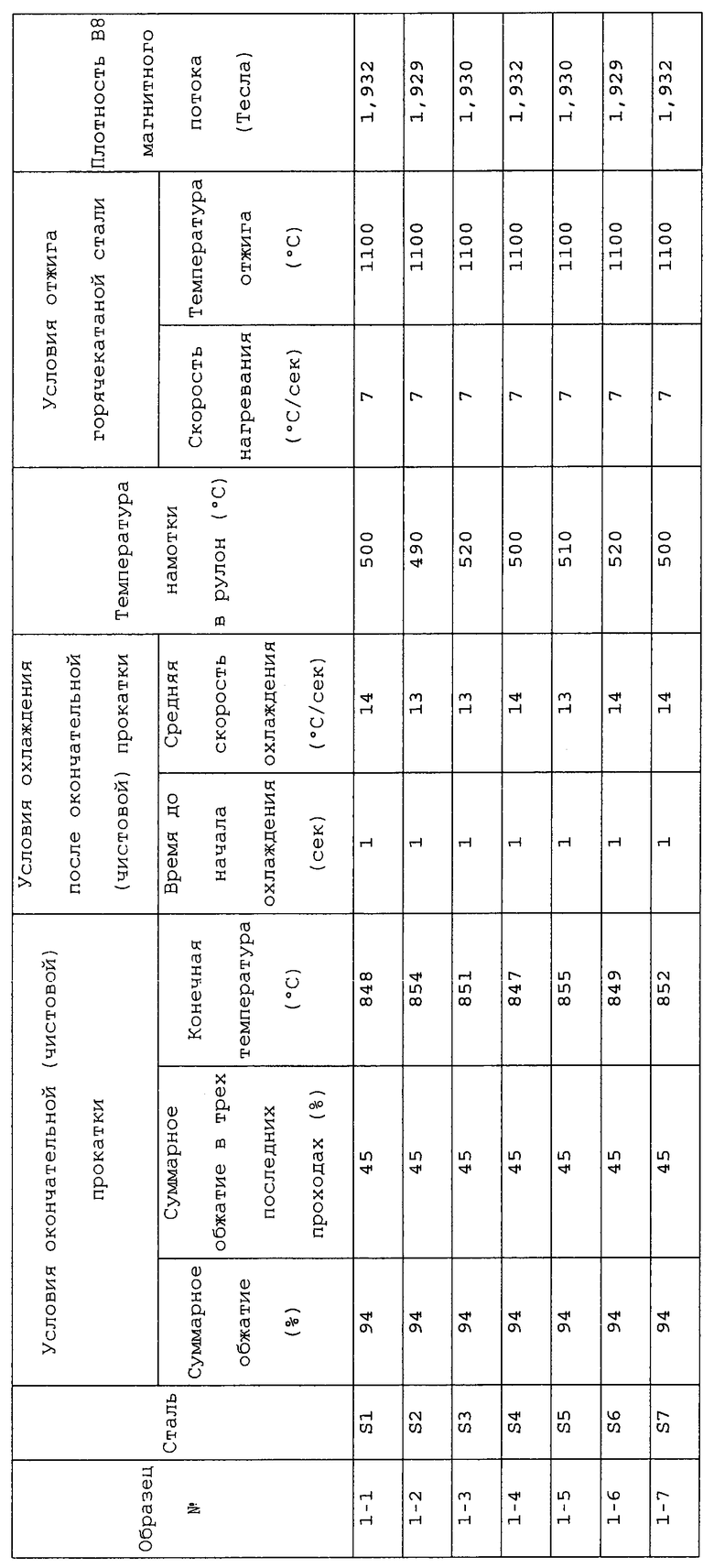
[0068] Как очевидно из Таблицы 2, было найдено, что образцы от № 1-1 до № 1-7, все удовлетворяющие условиям, заданным настоящим изобретением, проявляли высокие значения плотности В8 магнитного потока.
[0069] <Пример 2>
В Примере 2 изготовили слябы кремнистой стали с толщиной 40 мм с использованием стали S11, содержащей компоненты, перечисленные в Таблице 1, и остальное количество было составлено Fe и неизбежными примесями. Затем каждый сляб кремнистой стали нагрели при температуре 1150°С, и затем подвергли горячей прокатке для получения горячекатаной стальной ленты с толщиной 2,3 мм. В этом процессе суммарное обжатие в окончательной прокатке, суммарное обжатие в трех последних проходах и конечную температуру окончательной прокатки регулировали, как перечислено в Таблице 4. Каждую стальную ленту начинали охлаждать по истечении времени, указанного в Таблице 4, после завершения окончательной прокатки, и наматывали в рулон при температуре намотки, указанной в Таблице 4. Временной интервал от начала охлаждения до намотки в рулон регулировали до любого из значений, перечисленных в Таблице 4.
[0070] Затем каждую горячекатаную стальную ленту подвергли отжигу. В этом отжиге скорость нагревания на протяжении времени, в течение которого горячекатаная стальная лента была в температурном диапазоне от 800°С до 1000°С, регулировали на любое из значений, перечисленных в Таблице 4, и выдерживали при температуре 1100°С. После этого стальную ленту после отжига подвергли холодной прокатке до толщины 0,23 мм, для получения тем самым холоднокатаной стальной ленты. Затем холоднокатаную стальную ленту подвергли обезуглероживающему отжигу при температуре 850°С, чтобы обеспечить протекание первичной рекристаллизации, и затем последующему отжигу в содержащей аммиак атмосфере для азотирования. В результате азотирования содержание N в стальной ленте повысилось до 0,016% по массе. Затем на стальную ленту нанесли покрытие из отжигового сепаратора, содержащего MgO в качестве основного компонента, и затем подвергли заключительному отжигу при температуре 1200°С в течение 20 часов, чтобы тем самым обеспечить протекание вторичной рекристаллизации.
[0071] Затем, подобно описанному в Примере 1, измерили в качестве магнитной характеристики плотность В8 магнитного потока стальной ленты после заключительного отжига. Результаты перечислены в Таблице 4, вместе с результатами Примера 1.
[0072] [Таблица 3]
[0073] [Таблица 4]
 [0074] Как очевидно из Таблицы 4, было найдено, что образцы от № 2-1 до № 2-9, все удовлетворяющие условиям, заданным настоящим изобретением, проявляли высокие значения плотности В8 магнитного потока. С другой стороны, образцы от № 2-11 до № 2-15, все из которых не удовлетворяли заданным настоящим изобретением условиям, были обозначены как проявляющие низкие значения плотности В8 магнитного потока.
[0074] Как очевидно из Таблицы 4, было найдено, что образцы от № 2-1 до № 2-9, все удовлетворяющие условиям, заданным настоящим изобретением, проявляли высокие значения плотности В8 магнитного потока. С другой стороны, образцы от № 2-11 до № 2-15, все из которых не удовлетворяли заданным настоящим изобретением условиям, были обозначены как проявляющие низкие значения плотности В8 магнитного потока.
[0075] Следует отметить, что вышеуказанные варианты исполнения только иллюстрируют конкретные примеры осуществления настоящего изобретения, и техническая область настоящего изобретения не должна толковаться как ограниченная этими вариантами исполнения. То есть, настоящее изобретение может быть реализовано в разнообразных формах без выхода за пределы его технического смысла или основных признаков.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0076] Настоящее изобретение применимо, например, в отраслях промышленности, относящихся к производству листа электротехнической стали, и отраслям промышленности, использующих лист электротехнической стали.
Изобретение относится к области металлургии. Для повышения плотности магнитного потока осуществляют нагрев сляба из стали, содержащей, мас.%: Si от 0,8 до 7, кислоторастворимый Al от 0,01 до 0,065, C 0,085 или менее, N 0,012 или менее, Mn 1,0 или менее, S эквивалентно Seq., определяемым уравнением «Seq.=[S]+0,406·[Se]», где [S] представляет содержание S, [Se] представляет содержание Se, 0,015 или менее, остальное Fe и неизбежные примеси, горячую прокатку сляба, отжиг, холодную прокатку, обезуглероживающий отжиг для первичной рекристаллизации, нанесение покрытия и заключительный отжиг для вторичной рекристаллизации. Между началом обезуглероживающего отжига и протеканием вторичной рекристаллизации в заключительном отжиге выполняют азотирующую обработку (стадия S7). Конечная температура горячей прокатки (стадия S2) составляет 950°C или ниже, при этом охлаждение листа начинают в пределах 2 секунд после завершения окончательной прокатки, а намотку в рулон проводят при температуре 700°C или ниже. Скорость нагрева горячекатаной стальной ленты в пределах температурного диапазона от 800°C до 1000°C при отжиге (стадия S3) составляет 5°C/сек или выше, а скорость охлаждения на протяжении времени от завершения окончательной прокатки вплоть до начала намотки в рулон составляет 10°C/сек или выше. 8 з.п. ф-лы, 3 ил., 4 табл.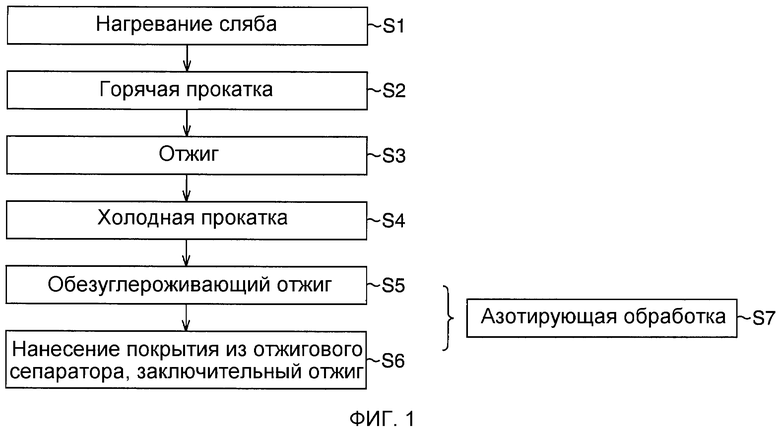
1. Способ изготовления листа электротехнической стали с ориентированной зеренной структурой, включающий
нагрев при температуре 1280°C или ниже сляба кремнистой стали, содержащей, мас.%: Si от 0,8 до 7, кислоторастворимый Al от 0,01 до 0,065, C 0,085 или менее, N 0,012 или менее, Mn 1,0 или менее, S эквивалентно Seq., определяемым уравнением Seq.=[S]+0,406·[Se], где [S] представляет содержание S мас.%, [Se] представляет содержание Se мас.%, 0,015 или менее, остальное Fe и неизбежные примеси,
горячую прокатку нагретого сляба кремнистой стали для получения горячекатаной стальной ленты,
отжиг горячекатаной стальной ленты для получения отожженной стальной ленты,
холодную прокатку отожженной стальной ленты для получения холоднокатаной стальной ленты,
обезуглероживающий отжиг холоднокатаной стальной ленты для получения подвергнутой обезуглероживающему отжигу стальной ленты, в которой инициирована первичная рекристаллизация,
нанесение на подвергнутую обезуглероживающему отжигу стальную ленту покрытия из отжигового сепаратора и
заключительный отжиг подвергнутой обезуглероживающему отжигу стальной ленты, чтобы инициировать вторичную рекристаллизацию, причем
дополнительно выполняют азотирующую обработку, в которой повышается содержание азота (N) в подвергнутой обезуглероживающему отжигу стальной ленте, между началом обезуглероживающего отжига и протеканием вторичной рекристаллизации в заключительном отжиге,
при этом горячая прокатка нагретого сляба кремнистой стали включает стадии, при которых проводят окончательную прокатку с конечной температурой 950°C или ниже и начинают охлаждение в пределах 2 с после завершения окончательной прокатки, и намотку в рулон при температуре 700°C или ниже,
причем скорость нагрева горячекатаной стальной ленты в пределах температурного диапазона от 800°C до 1000°C при отжиге горячекатаной стальной ленты составляет 5°C/с или выше, а
скорость охлаждения на протяжении времени от завершения окончательной прокатки вплоть до начала намотки в рулон составляет 10°C/с или выше.
2. Способ по п.1, в котором суммарное обжатие при окончательной прокатке составляет 93% или больше.
3. Способ по п.1 или 2, в котором суммарное обжатие в трех последних проходах окончательной прокатки составляет 40% или больше.
4. Способ по п.1 или 2, в котором сляб кремнистой стали дополнительно содержит Cu 0,4 мас.%.
5. Способ по п.3, в котором сляб кремнистой стали дополнительно содержит Cu 0,4 мас.%.
6. Способ по п.1 или 2, в котором сляб кремнистой стали дополнительно содержит по меньшей мере один элемент, выбранный из группы, мас.%: Cr 0,3 или менее, P 0,5 или менее, Sn 0,3 или менее, Sb 0,3 или менее, Ni 1,0 или менее, Bi 0,01 или менее.
7. Способ по п.3, в котором сляб кремнистой стали дополнительно содержит по меньшей мере один элемент, выбранный из группы, мас.%: Cr 0,3 или менее, P 0,5 или менее, Sn 0,3 или менее, Sb 0,3 или менее, Ni 1,0 или менее, Bi 0,01 или менее.
8. Способ по п.4, в котором сляб кремнистой стали дополнительно содержит по меньшей мере один элемент, выбранный из группы, мас.%: Cr 0,3 или менее, P 0,5 или менее, Sn 0,3 или менее, Sb 0,3 или менее, Ni 1,0 или менее, Bi 0,01 или менее.
9. Способ по п.5, в котором сляб кремнистой стали дополнительно содержит по меньшей мере один элемент, выбранный из группы, мас.%: Cr 0,3 или менее, Р 0,5 или менее, Sn 0,3 или менее, Sb 0,3 или менее, Ni 1,0 или менее, Bi 0,01 или менее.
| JP 2000199015 А, 18.07.2000 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ | 1994 |
|
RU2126452C1 |
| СПОСОБ ИНГИБИЦИОННОГО КОНТРОЛЯ ПРИ ИЗГОТОВЛЕНИИ ТЕКСТУРИРОВАННЫХ ЛИСТОВ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1997 |
|
RU2198230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРОВАННОЙ СТАЛИ | 1999 |
|
RU2218429C2 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180357C1 |
| УСТАНОВКА ДЛЯ КАТАЛИТИЧЕСКОГО ГАЗОВОГО АЗОТИРОВАНИЯ СТАЛЕЙ И СПЛАВОВ | 2006 |
|
RU2310802C1 |

