1
Изобретение относится к пайке.
Известно устройство, предназначенное для автоматической, сварки вертикальных швов, состоящее из двухдуговой сварочной головки с направляющим роликом, механизма поперечных колебаний электрода и привода вертикального перемещения головки 1.
Известно также устройство для автоматической сварки вертикальных швов, состоящее из одно- и двухдуговой сварочной головки и привода вертикального перемещения.
Сварочная головка может поворачиваться вокруг вертикальной оси ходового винта, привод которого шарнирно связан со стойкой, жестко закрепленной на платформе, имеющей возможность перемещения в двух взаимно перпендикулярных направлениях 2.
Известное устройство очень громоздко и применение его для пайки вертикальных швов, особенно в трубах большой высоты (свыше 25000 мм), невозможно, так как установка ходового винта соответствующего размера - очень дорогостоящая операция, а скорость движения паяльной головки мала. Установка платформы для перемещения стойки в двух взаимно-перпендикулярных плоскостях затруднена и требует большого объема работ.
Целью изобретения является ускорение процесса пайки за счет увеличения скорости движения паяльной головки и увеличения длины паяльного шва, выполняемого головкой за один цикл (один ход).
Для достижения цели платформа снабжена шарниром, к которому прикреплена паяльная головка, четырьмя парами колес, и муфтами с левой и правой резьбой, соединяющими полуоси противоположных колес для регулирования расстояния между каждой парой колес, а направляющие выполнены в виде двух параллельных труб с раздвижными упорами. Кроме того, трубы скреплены между собой поперечными тягами и образуют стояк.
Трубчатый стояк крепится сверху к тяге, соединяющей пару роликов, установленных на верхней кромке трубы и служащих для перемещения стояка.
Для наружной пайки трубчатый стояк снизу имеет отвод, охватывающий по диаметру обечайку трубы, и служащий упором.
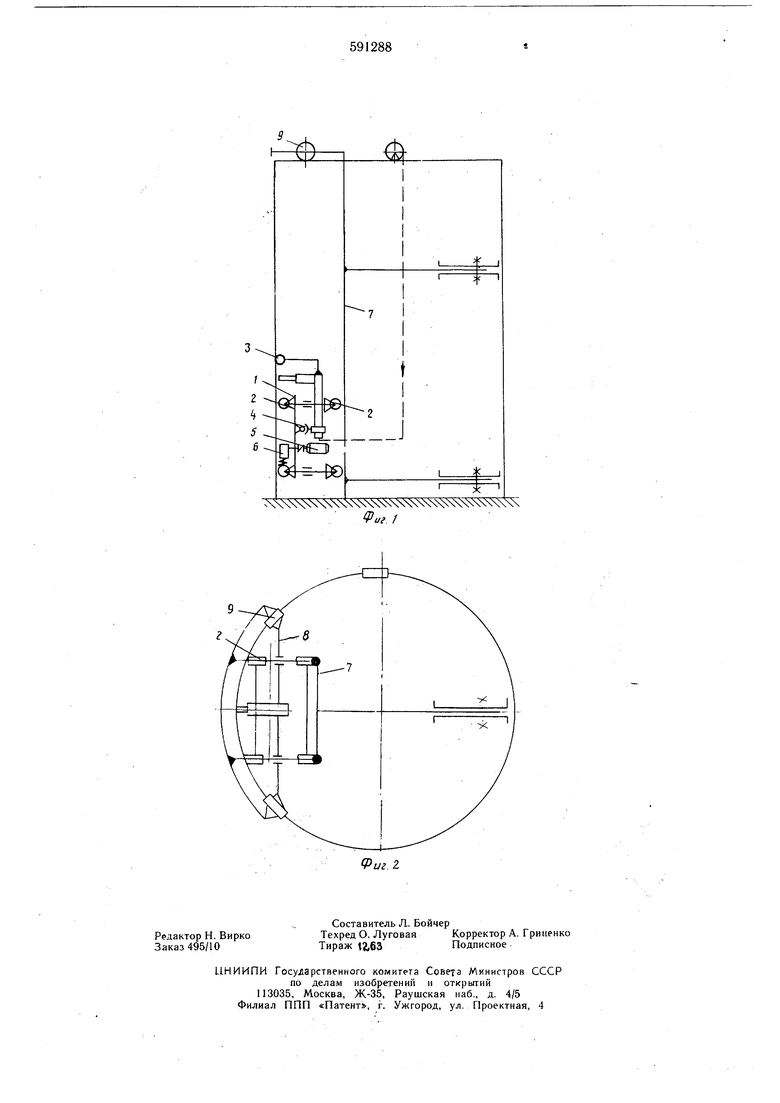
На фиг. 1 изображено устройство для полуавтоматической пайки вертикальных швов труб, общий вид; на фиг. 2 - то же, вид сверху.
Устройство для полуавтоматической пайки вертикальных швов труб содержит платформу 1, на которой расположены четыре пары колес
2, ориентированных параллельно одни относительно других, копирный ролик 3, устройство типа шаровой пяты 4 для крепления паяльной головки, привод для вращения задних колес, состоящий из реверсивного эл ектродвигателя 5 и червячного редуктора 6. Трубчатый стояк 7 служит направляющей при движении платформы и состоит из двух параллельных труб, соединенных между собой. Он крепится к оси 8, соединяющей пару роликов 9, которые располагаются на верхней кромке обечайки трубы. Ролики служат для передвижения платформы с трубчатым стояком к месту пайки нового шва. Ободы платформы различны по конфигурации. Колеса платф-ормы-, примыкающие при пайке к. стенке трубы, имеют резиновую покрышку выпуклой формы. Колеса, движущиеся по трубчатому стояку, имеют также резиновую покрыщку, однако профиль обода соответствует радиусу трубы. Верхние ролики 9 полностью металлические и имеют с каждой стороны по одной пластине, которые расположены снаружи и внутри относительно трубы и предохраняютролики от выпадания, а также играют роль упоров.
Устройство для полуавтоматической пайки вертикальных швов работает следующим образом.
При пайке снизу вверх паяльную головку подводят к основанию щва. Трубчатый стояк закрепляют сверху и упирают в стенку трубы снизу. При помощи муфты производится прижимание колес к стенке трубы и к направляющим трубчатого стояка. После этого включают двигатель, приводящий в движение пару задних колес. Платформа идет вверх. Скорость движения платформы ограничивается параметрами пайки. Процесс пайки происходит без участия рабочего. При выходе копирного ролика за пределы трубы срабатывает автостоп. К платформе пристегивается страховочный трос, колеса пл-атформы при помощи муфты сдвигаются друг к другу на некоторое расстояние, затем верхняя пара роликов вместе с трубчатым стояком и платформой перемещаются к следующему шву и весь 5 механизм приводится в первоначальное состояние. Двигатель включают в обратную сторону. Платформа движется сверху вниз. При касании копирным роликом основания трубы срабатывает автостоп.
Описанное устройство позволяет паять при расположении припоя между листами спаиваемого изделия. Предусмотрена автоматическая подача припоя к месту пайки. При движении платформы снизу вверх и сверху вниз кабели подачи компонентов для пайки и кабели от 5 электродвигателя, огибая установленный наверху обечайки трубы блок, движутся синхронно с платформой.
Формула изобретения.
0 Устройство для полуавтоматической пайки вертикальных швов труб, содержащее паяльную головку, привод вертикального перемещения ее, платформу и направление, отличающееся тем, что, с целью увеличения длины паяного щва, выполняемого за один ход паяльной головки, ускорения движения ее, платформа снабжена шарниром, к которому прикреплена паяльная головка, четырьмя парами колес и муфтами с левой и правой резьбой, соединяющими полуоси противоположных колес для регулирования расстояния между каждой парой колес, а направляющие выполнены в виде двух параллельных труб с раздвижньши упорами.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 446379, кл. В 23 К 37/02, 28.10.69.
2. Авторское свидетельство СССР № 255433, кл. В 23 К 37/02, 23.10.67.
иг. 1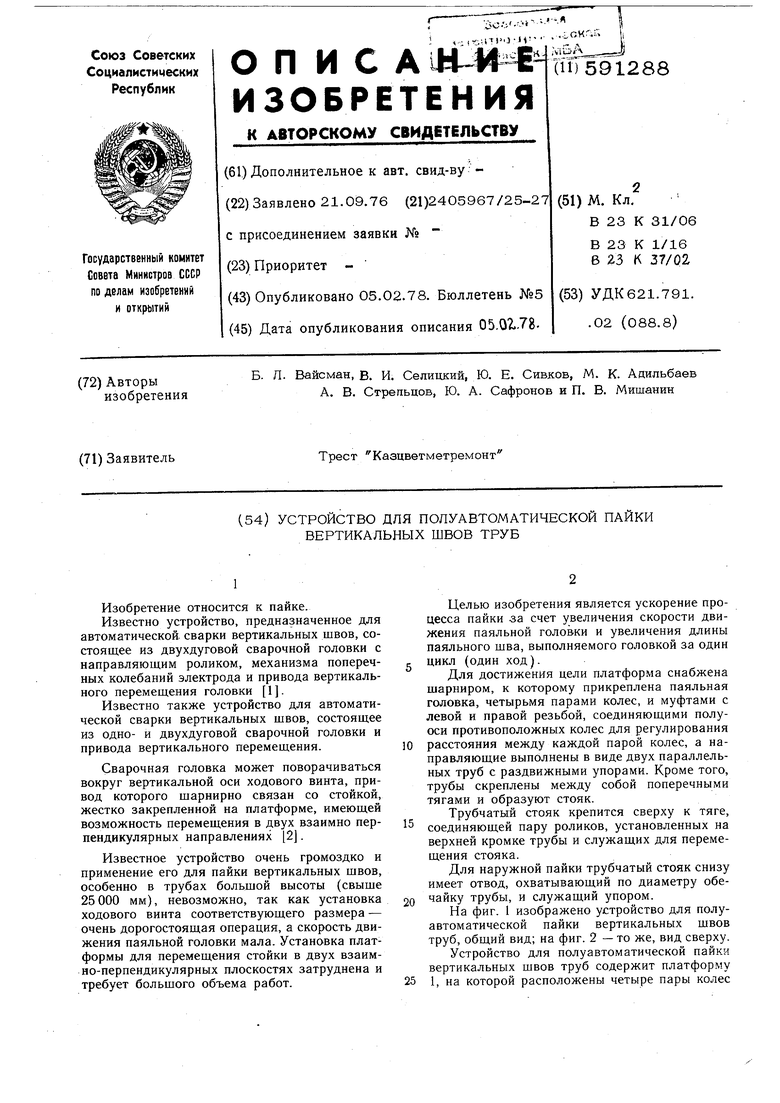
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| Установка для зачистки сварных швов | 1974 |
|
SU516477A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1969 |
|
SU255433A1 |
| Полуавтомат для сборки и пайки проводов с печатной платой | 1979 |
|
SU859068A1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| Устройство для пайки | 1981 |
|
SU984753A1 |
| Полуавтоматический станок для пайки | 1977 |
|
SU747639A1 |
| УСТРОЙСТВО для ПАЙКИ | 1967 |
|
SU203441A1 |
| Устройство для пайки выводов радиоэлементов на печатной плате | 1984 |
|
SU1225729A1 |
| ВСШОЮЗИАЯ [!:^Т::?п'но-таш4?:|1/ | 1973 |
|
SU372754A1 |