Изобретение относится к машиностроению, а именно к паяным соединениям трубопроводов.
Известны стыковые паяные соединения трубопроводов [1]
Недостатком таких соединений является относительно невысокая прочность, особенно при пайке тонкостенных трубопроводов, обусловленная малой поверхностью пая. Кроме того, данное соединение как правило выполняется вручную, что нетехнологично, а при пайке в печи припой вытекает из зазоров, так как место пая открыто.
Наиболее близким по технической сущности к достигаемому результату является комбинированное паяное соединение трубопроводов типа ПВ-2, 2ПН-4 [2]
Соединение содержит наружную и внутреннюю муфты, устанавливаемые в месте стыка на паяных трубопроводах.
Недостатком известного паяного соединения трубопроводов является то, что в процессе пайки возможно вытекание припоя из сборочных зазоров между трубопроводами и муфтами, в результате чего зазор заполняется припоем неравномерно, а следовательно, ослабляется и само паяное соединение.
Для устранения этого рекомендуется в ходе завершения пайки применять осадку соединения (1), которую практически невозможно выполнить, например при пайке в печи, особенно изделий, имеющих сложную конфигурацию и одновременно несколько паяных швов, а именно теплообменники змеевидной формы. А это в свою очередь ограничивает возможности механизации процессов пайки. Кроме того, процесс сборки известного соединения перед пайкой также затруднен из-за малости сборочных зазоров, в которых предварительно перед пайкой размещают припой, например, в виде фольги, сетки и др. [1] Из сказанного следует, что указанные недостатки ограничивают технологические возможности паяного соединения.
Задачей изобретения является расширение технологических возможностей паяного соединения при одновременном повышении качества пайки.
Поставленная задача достигается тем, что паяное соединение, содержащее наружную и внутреннюю муфты или по крайней мере одну наружную, установленные в месте стыка трубопровода, согласно изобретению муфты имеют кольцевые канавки (зиги), в которых размещен припой, а сами муфты выполнены из упругого материала и разрезаны так, что обжимают место стыка в процессе пайки. Концы трубопровода установлены в конических канавках, выполненных на торцевых поверхностях кольцевого припоя.
Сравнение заявляемого технического решения с прототипом позволило установить соответствие его критерию "новизна".
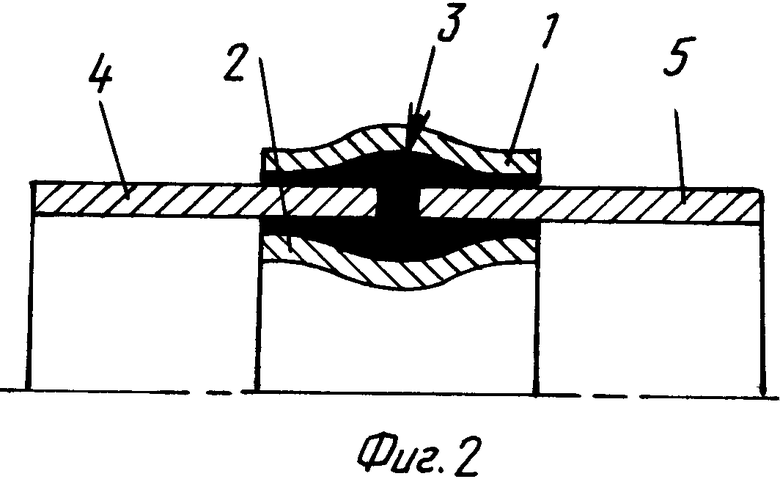
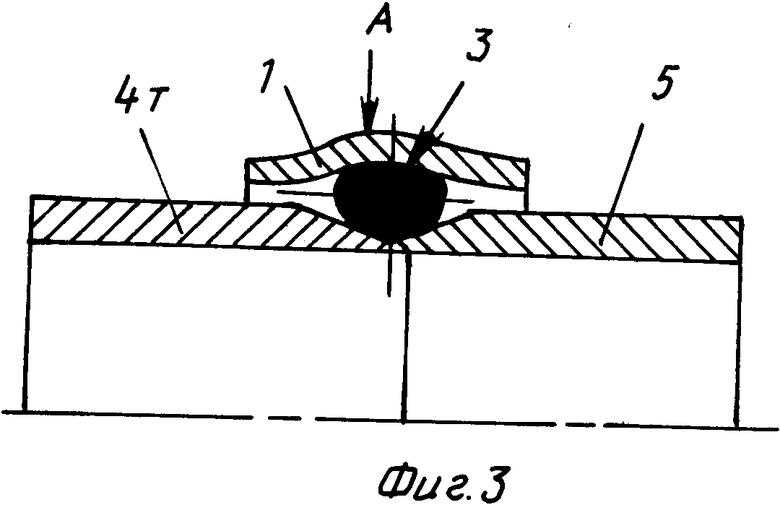
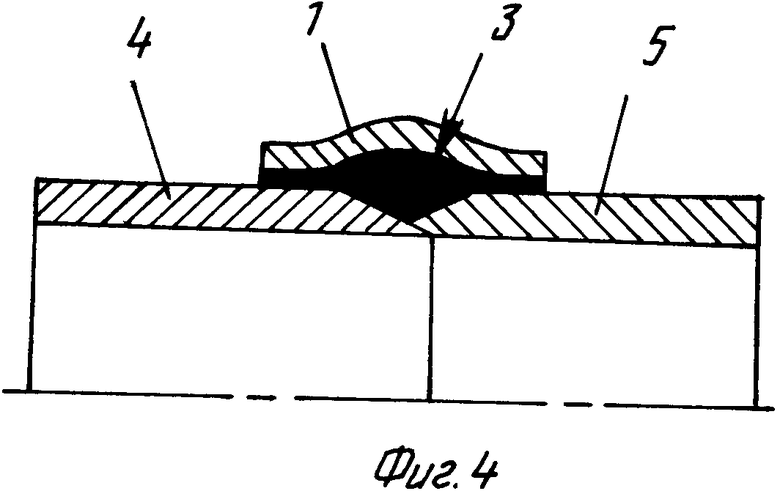
На фиг. 1 и 2 изображено предлагаемое паяное соединение трубопровода с двумя муфтами до и после пайки, соответственно; на фиг. 3, 4 то же самое с одной муфтой.
На стыке паяемых трубопроводов устанавливается наружная 1 и внутренняя 2 или одна наружная муфты. Муфты имеют кольцевые канавки (зиги) "А", в которых размещается припой 3 (на чертеже показан темным цветом), а сами муфты выполнены из упругого материала и разрезаны так, что в процессе пайки они за счет упругих свойств обжигают место стыка.
При использовании наружной и внутренней муфт сечение кольцевого припоя подобрано таким образом, что между муфтами с обеих сторон образуются зазоры, превышающие толщину стенок спаеваемых трубопроводов 4 и 5. На торцевых поверхностях кольцевого припоя 3 с обеих сторон выполнены конические канавки Б (углубления), в которых через зазоры между муфтами размещены концы спаеваемых трубопроводов. Конические канавки позволяют соединить трубопроводы соосно.
Для пайки трубопроводов малого диаметра (условного прохода) можно использовать одну наружную муфту (фиг. 3, 4). При этом на концах трубопроводов выполнены скосы (фаски), а сами трубопроводы соединены до упора.
Процесс пайки в предлагаемом соединении происходит следующим образом. Соединение, собранное согласно фиг. 1 или 3, помещается в конвеерную печь, где происходит процесс пайки. При этом муфты устанавливаются таким образом, чтобы их разрезы размещались сверху.
В процессе пайки припой расплавляется, и муфты за счет упругих свойств материала обжигают место стыка трубопровода, и зазоры заполняются припоем полностью по мере его расплавления.
Использование предлагаемого паяного соединения позволит расширить технологические возможности паяного соединения при одновременном повышении качества пайки за счет обжимки места стыка трубопроводов в процессе пайки, кроме того упрощается процесс сборки перед пайкой.
Данное изобретение позволит наиболее полно механизировать процесс пайки, в том числе изделий сложной конфигурации, имеющих несколько паяных соединений, расположенных в различных плоскостях.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| ЙСс-ОиЮЗНАЯПАТЕНГш-ТЕхш:';;^"НйЯ1БИБЛиотекд [М. Кл. F 16/ 13/08УДК 621.791.3(088.8) | 1973 |
|
SU376630A1 |
| Способ пайки труб из металла с различными коэффициентами термического расширения | 1976 |
|
SU579110A1 |
| Устройство для бесфлюсовой пайки трубопроводов | 1986 |
|
SU1329928A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2109606C1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ ПАЙКОЙ | 2012 |
|
RU2537979C2 |
| ПИСТОЛЕТ И ЭЛЕКТРОДНЫЙ ЭЛЕМЕНТ ДЛЯ ЭЛЕКТРОДУГОВОЙ ПАЙКИ НАКОНЕЧНИКОВ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ | 2010 |
|
RU2450898C2 |
| СПОСОБ ПАЙКИ КРУПНОГАБАРИТНОГО СТАЛЬНОГО УЗЛА, СОДЕРЖАЩЕГО НЕ МЕНЕЕ 2 ДНИЩ, СОЕДИНЕННЫХ ПОСРЕДСТВОМ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2009 |
|
RU2403133C2 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
Соединение содержит по меньшей мере одну муфту. Муфта установлена в месте стыка труб с возможностью поджатия стыка в процессе пайки, выполнена разрезной из упругого материала. Соединение может содержать наружную и внутреннюю муфты. На торцевых поверхностях припоя могут быть выполнены кольцевые конические канавки для соосной установки труб. Изобретение позволяет расширить технологические возможности паяного соединения при повышении качества. 3 з.п. ф-лы, 4 ил.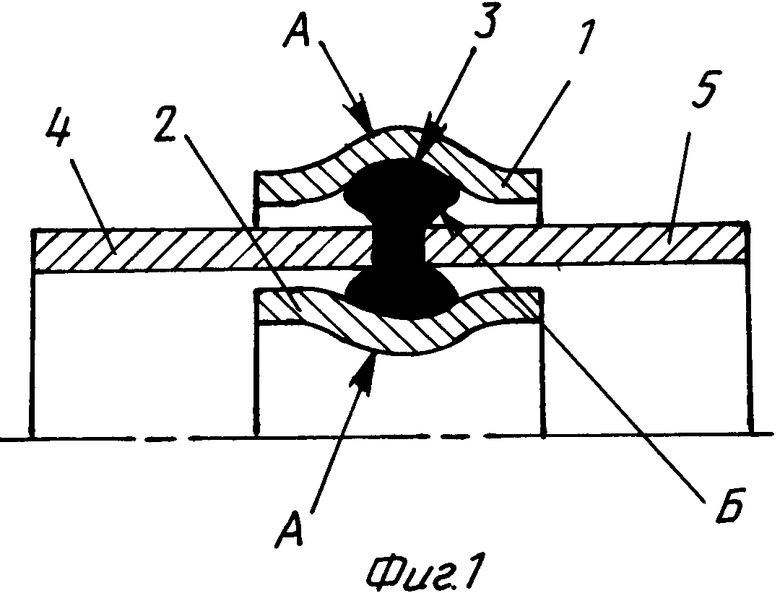
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Краткий справочник паяльщика под общей редакцией Петрунина И.Е | |||
| М.: Машиностроение, 1991, с.161 | |||
| Прибор для выдергивания путевых костылей | 1929 |
|
SU19249A1 |
| Соединение паяные | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Издательство стандартов, М., 1991, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
