Область техники
Настоящая группа изобретений относится к заготовке, поверхность которой предварительно обработана перед напылением, способу предварительной обработки поверхности заготовки перед напылением, и устройству предварительной обработки поверхности заготовки перед напылением с помощью которого поверхность заготовки формируется в шероховатую поверхность посредством предварительной обработки для формирования покрытия, нанесенного термическим напылением.
Уровень техники
Чтобы формировать покрытие, нанесенное термическим напылением, на внутренней поверхности отверстия в блоке цилиндров безгильзового алюминиевого блока цилиндров, эффективного для уменьшения веса и выхлопов автомобильного двигателя, внутренней поверхности отверстия в блоке цилиндров следует придавать шероховатость в предварительной обработке перед напылением с целью улучшения адгезии покрытия, нанесенного термическим напылением.
Согласно японскому патенту №3780840, внутренняя поверхность отверстия в блоке цилиндров обрабатывается через обработку с расточкой и тем самым формируются шероховатые части в
винтообразной форме, в то время как вершины заостренных частей, являющихся выступающими частями шероховатых частей в винтообразной форме, обрезаются и формируются так, чтобы иметь неровную поверхность из более мелких шероховатых участков.
Сущность изобретения
Техническая задача
Тем не менее, в традиционной заготовке после предварительной обработки перед напылением, обработанной в шероховатую поверхность, как описано выше, вершины заостренных частей являются мелкошероховатыми так, что они являются неровными поверхностями, но внутренние участки частей в виде канавок не являются мелкошероховатыми. Следовательно, существует потребность в дополнительном улучшении адгезии.
Соответственно, цель настоящего изобретения заключается в том, чтобы дополнительно улучшить адгезию покрытия, нанесенного термическим напылением, на поверхность заготовки.
Решение задачи
Первый аспект настоящего изобретения состоит в том, чтобы предоставить заготовку, полученную предварительной обработкой перед напылением, в которой части в виде канавок и части в виде гребней попеременно сформированы на поверхности заготовки, на которой должно формироваться покрытие, нанесенное термическим напылением, и неровные поверхности сформированы на вершинах частей в виде гребней, при этом на частях в виде канавок сформированы мелкошероховатые участки, более мелкие, чем неровные поверхности, сформированные на вершинах частей в виде гребней.
Второй аспект настоящего изобретения состоит в том, чтобы предоставить способ предварительной обработки перед напылением, включающий в себя: этап формирования неровной поверхности с использованием режущего инструмента для формирования части в виде канавок на поверхности заготовки, на которой должно формироваться покрытие, нанесенное термическим напылением, и при этом формирование неровных поверхностей на вершинах частей в виде гребней, сформированных посредством формирования частей в виде канавок; и этап формирования мелкошероховатых участков для формирования мелкошероховатых участков, которые являются более мелкими, чем неровные поверхности, сформированные на вершинах частей в виде гребней, на частях в виде канавок посредством использования устройства формирования мелкошероховатых участков.
Третий аспект настоящего изобретения состоит в том, чтобы предоставить устройство предварительной обработки перед напылением, включающее в себя устройство формирования мелкошероховатых участков, выполненное с возможностью формирования мелкошероховатых участков в заготовке, в которой части в виде канавок и части в виде гребней попеременно формируются на поверхности заготовки, на которой должно формироваться покрытие, нанесенное термическим напылением, при этом неровные поверхности формируются на вершинах частей в виде гребней, причем мелкошероховатые участки формируются на частях в виде канавок и являются более мелкими, чем неровные поверхности, сформированные на вершинах частей в виде гребней.
Краткое описание чертежей
Фиг.1 является видом, показывающим устройство
предварительной обработки перед напылением согласно первому варианту осуществления настоящего изобретения, при этом часть (а) является видом в поперечном сечении устройства предварительной обработки перед напылением, а часть (b) является видом в поперечном сечении вдоль линии Ib-Ib в части (а).
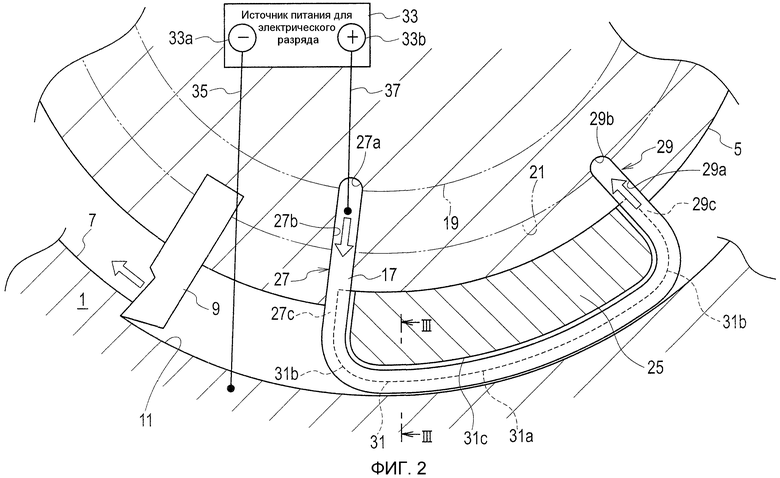
Фиг.2 является укрупненным видом в поперечном сечении основной части на фиг.1, часть (b).
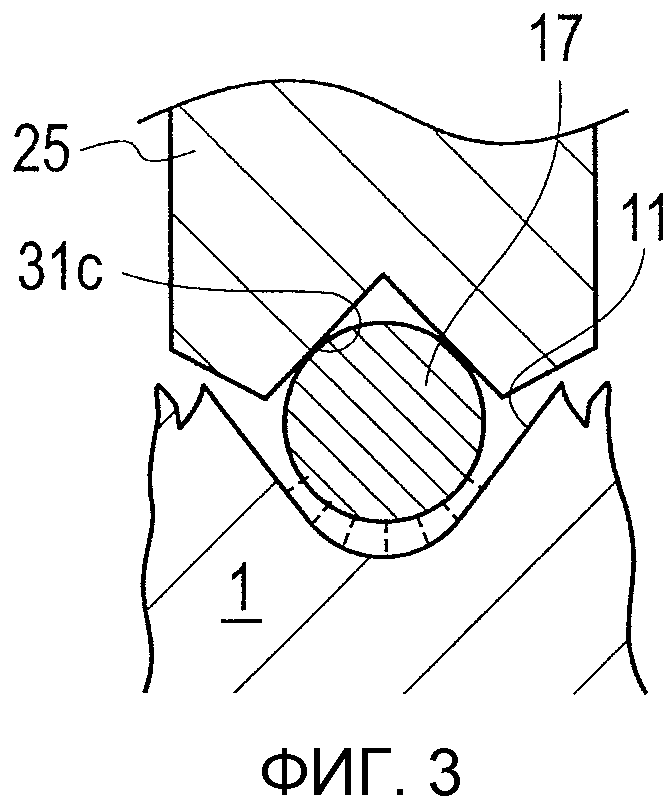
Фиг.3 является видом в поперечном сечении вдоль линии III-III на фиг.2.
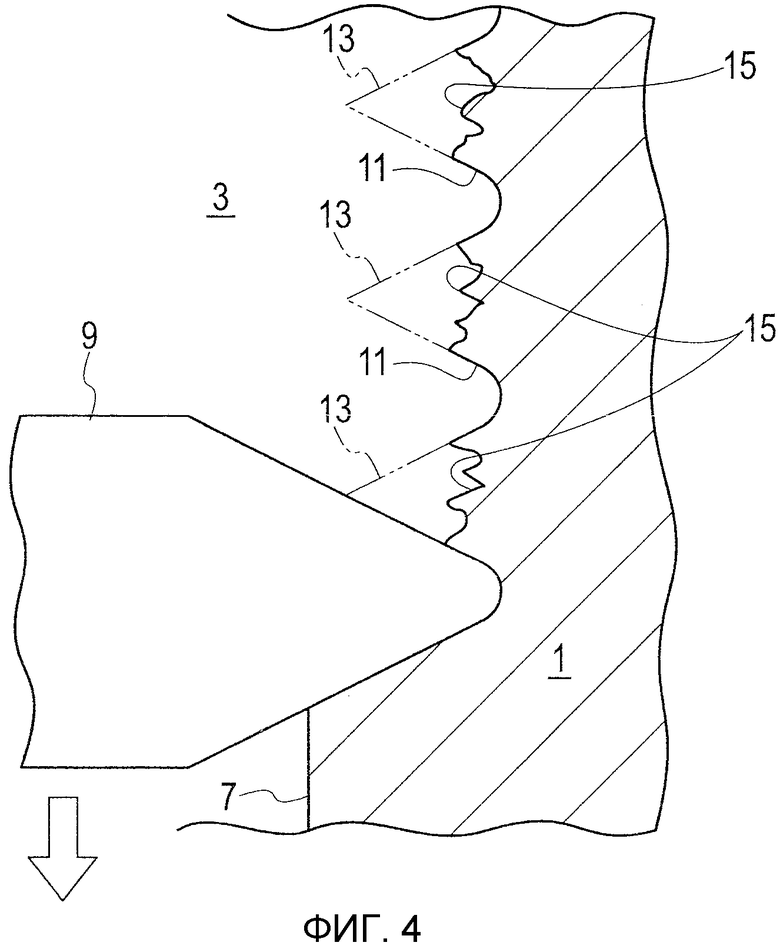
Фиг.4 является функциональным пояснительным видом, показывающим состояние формирования частей в виде спиральной канавки и неровных поверхностей с помощью вставного резца устройства предварительной обработки перед напылением согласно фиг.1.
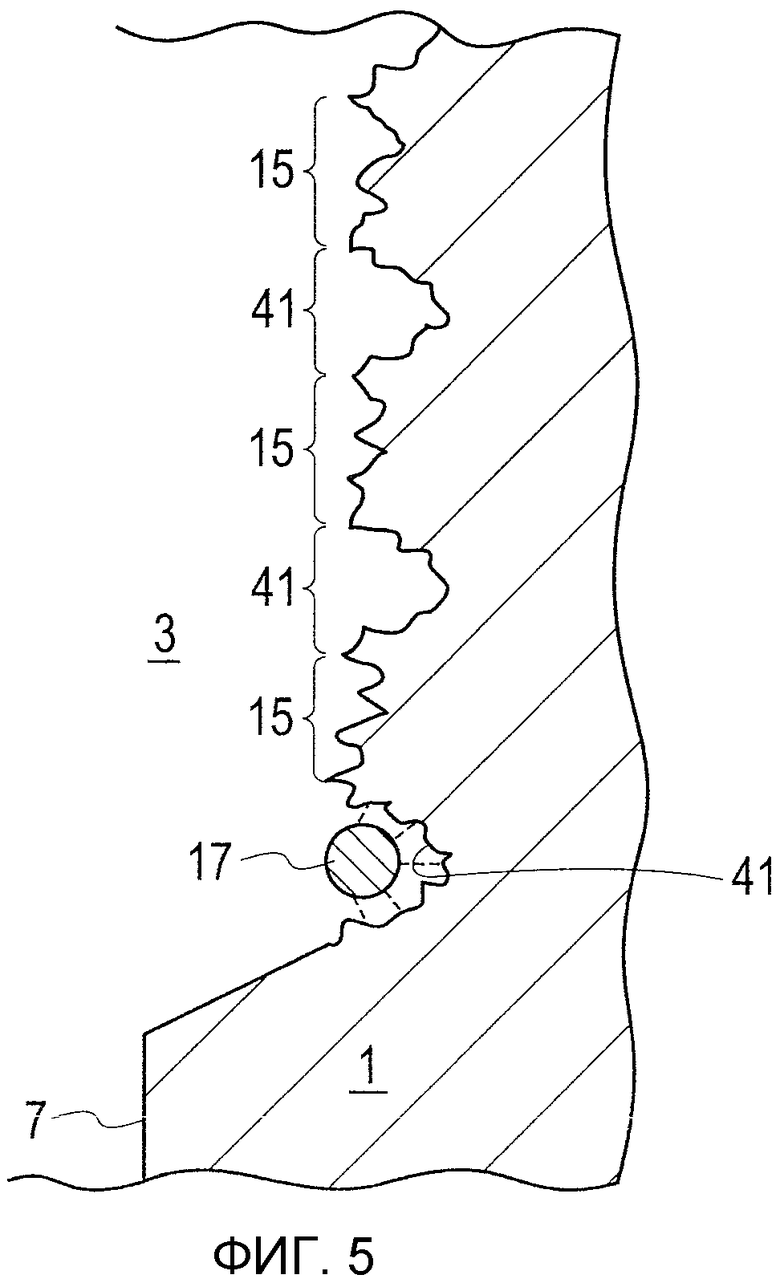
Фиг.5 является функциональным пояснительным видом, показывающим состояние формирования мелкошероховатых участков на частях в виде канавок согласно фиг.4 посредством электроэрозионной обработки.
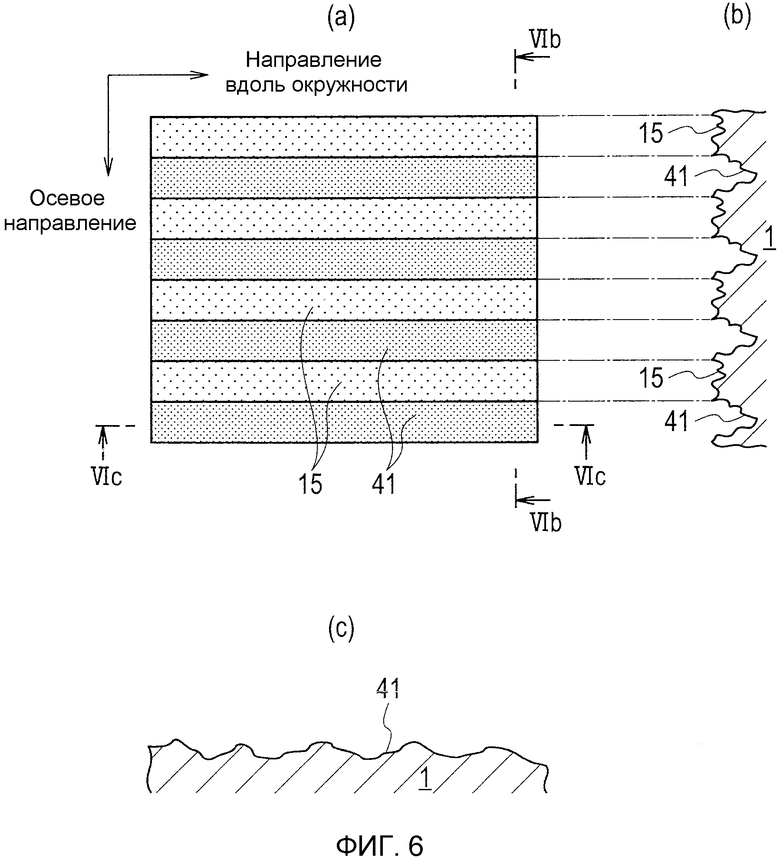
Фиг.6 является видом, показывающим часть внутренней поверхности круглого отверстия после процесса придания шероховатости поверхности, при этом часть (а) является теоретическим чертежом, часть (b) является видом в поперечном сечении вдоль линии VIb-VIb в части (а), а часть (с) является видом в поперечном сечении вдоль линии VIc-VIc в части (а).
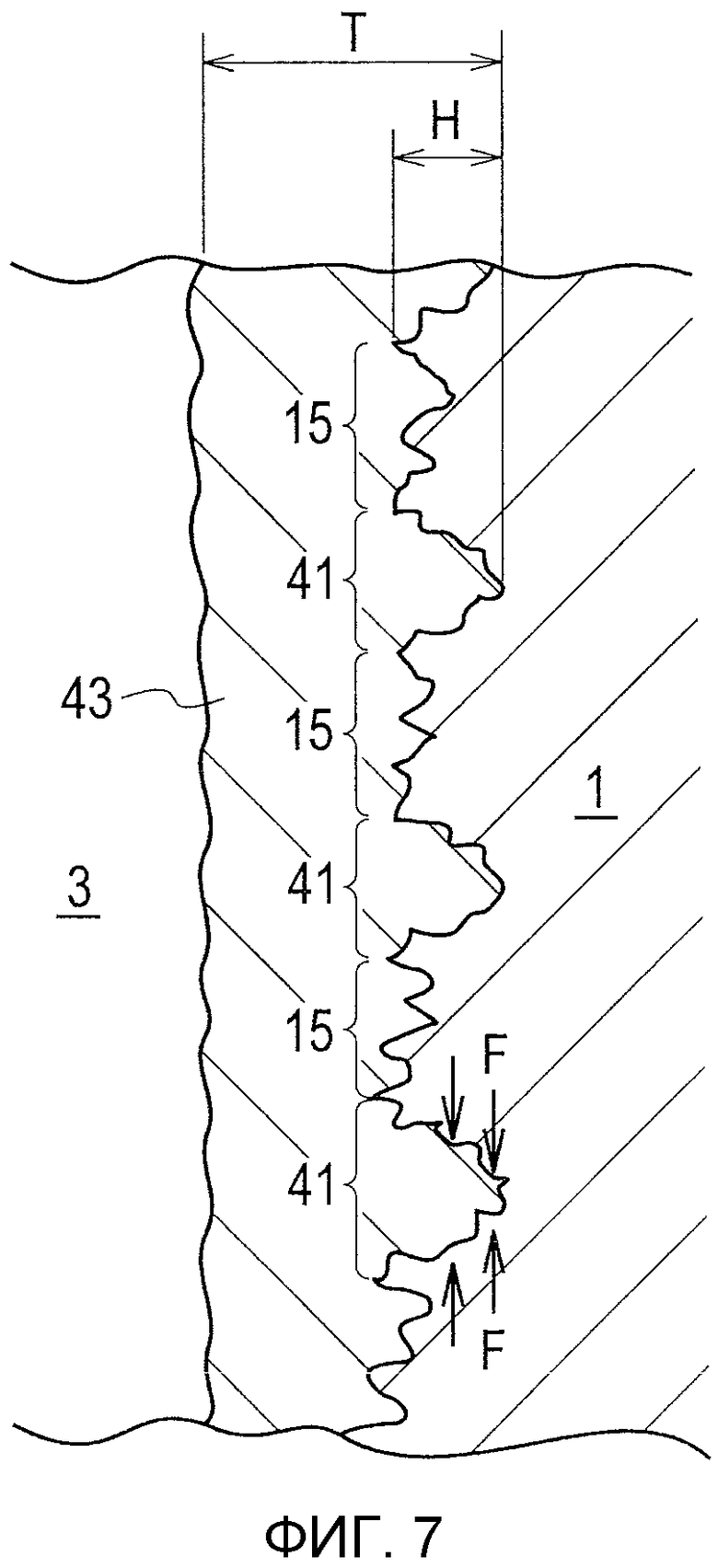
Фиг.7 является функциональным пояснительным видом, показывающим адгезию покрытия, нанесенного термическим напылением, сформированного после процесса придания шероховатости поверхности.
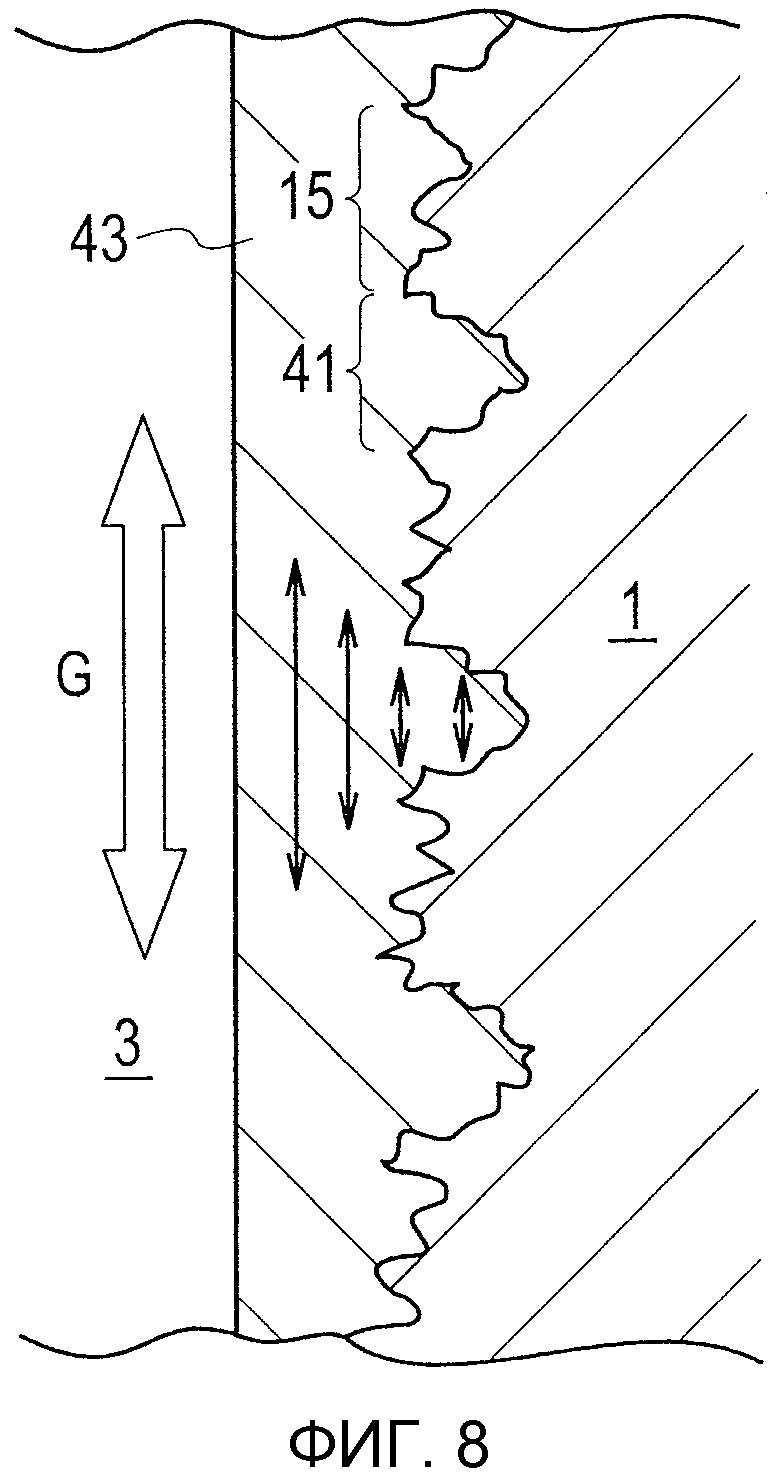
Фиг.8 является функциональным пояснительным видом, показывающим аспект, когда внешняя сила действует на покрытие, нанесенное термическим напылением, в осевом направлении круглого отверстия.
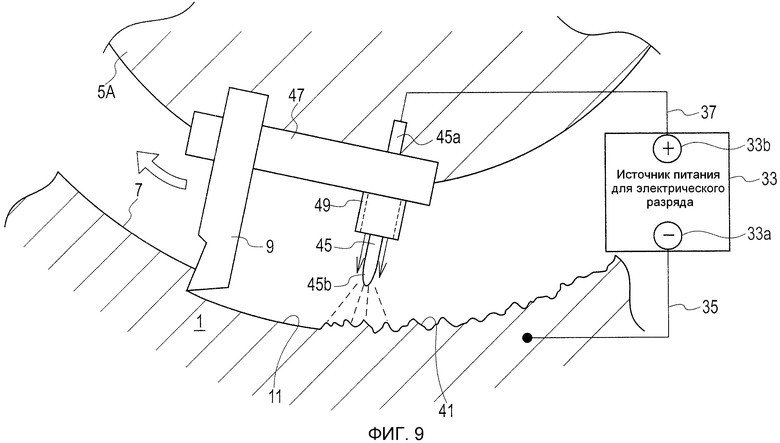
Фиг.9 является видом в поперечном сечении, соответствующим фиг.2, который показывает второй вариант осуществления настоящего изобретения.
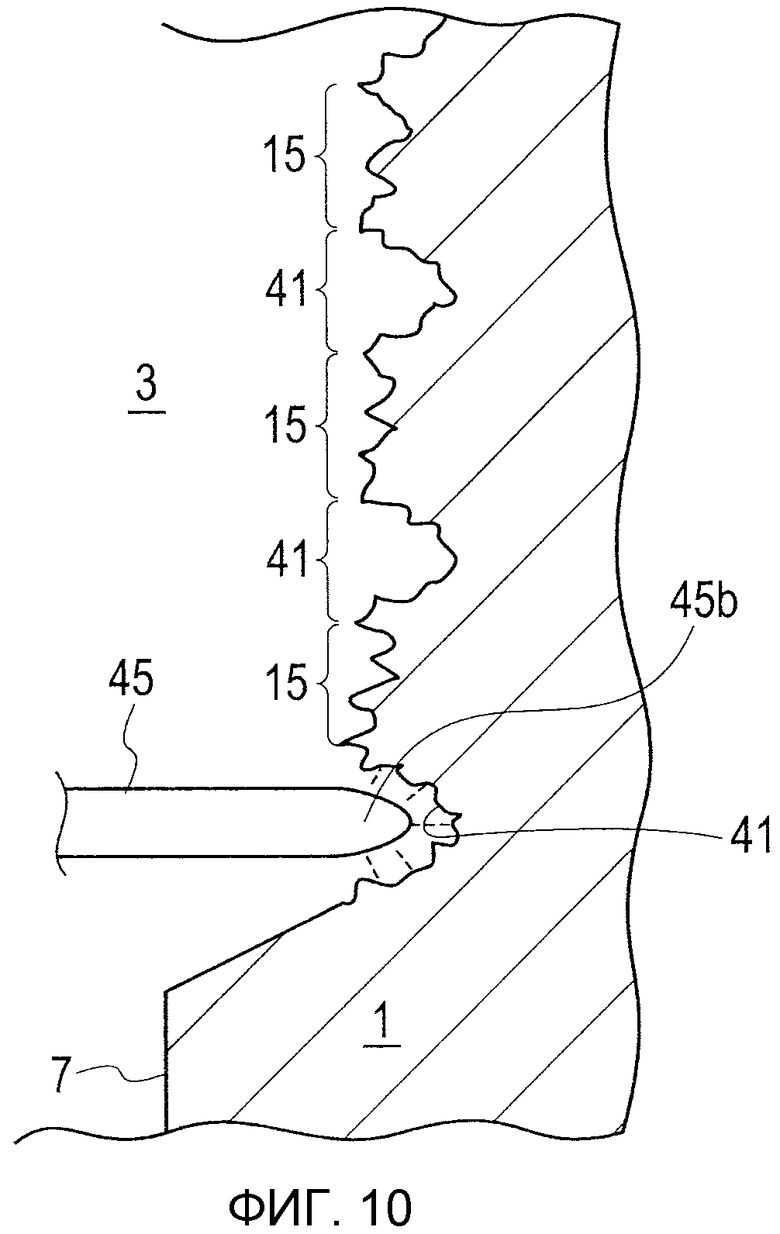
Фиг.10 является функциональным пояснительным видом, показывающим состояние формирования мелкошероховатых участков при помощи стержневого электрода второго варианта осуществления.
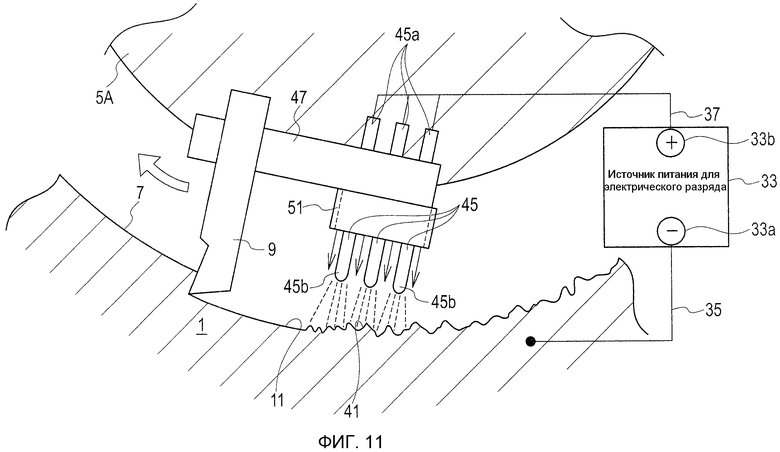
Фиг.11 является видом в поперечном сечении, соответствующим фиг.2, который показывает третий вариант осуществления настоящего изобретения.
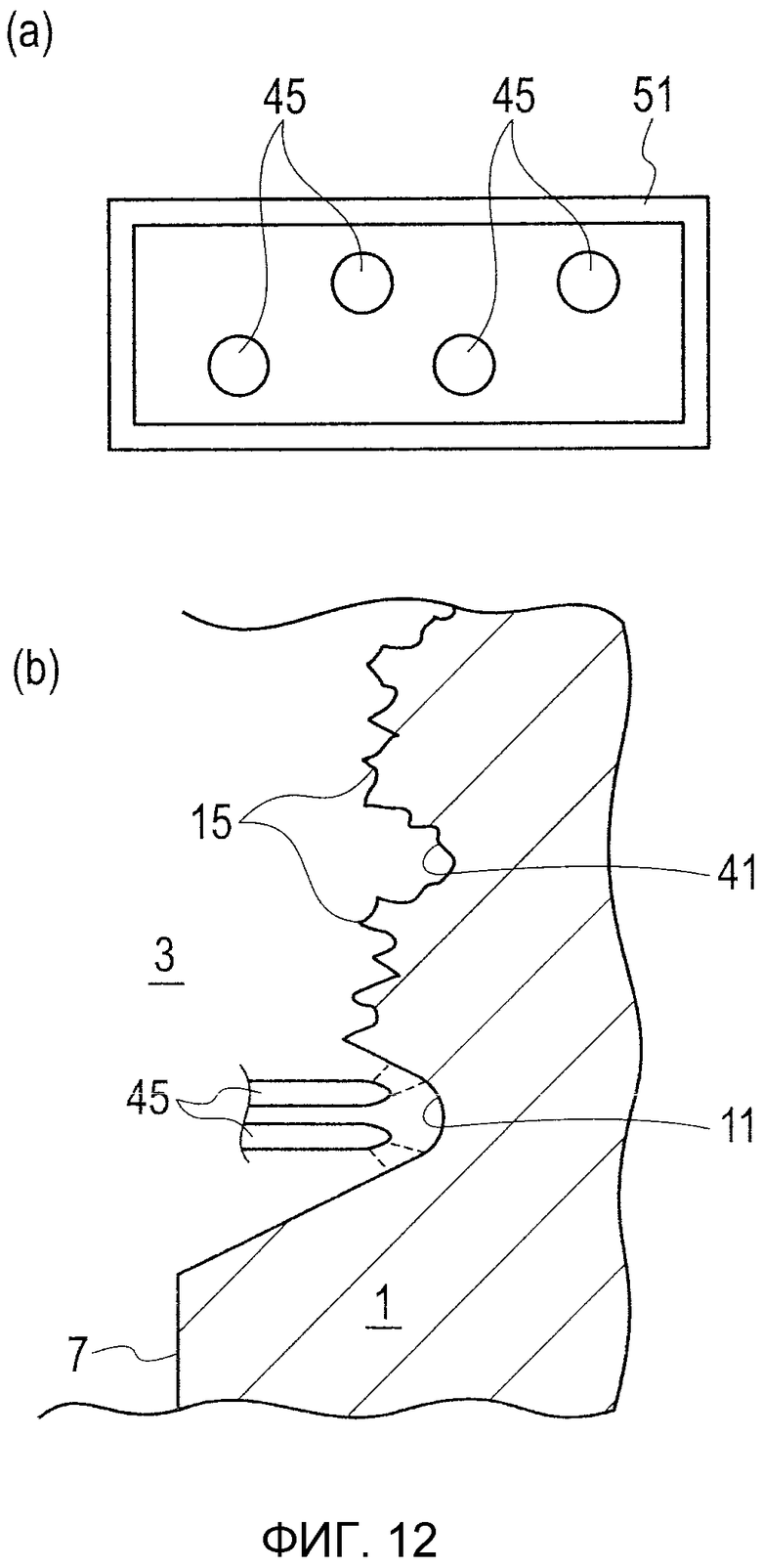
Фиг.12 является видом, показывающим четвертый вариант осуществления настоящего изобретения, при этом часть (а) является пояснительным видом, показывающим пример зигзагообразного размещения стержневых электродов согласно четвертому варианту осуществления, а часть (b) является функциональным пояснительным видом четвертого варианта осуществления, соответствующего фиг.5.
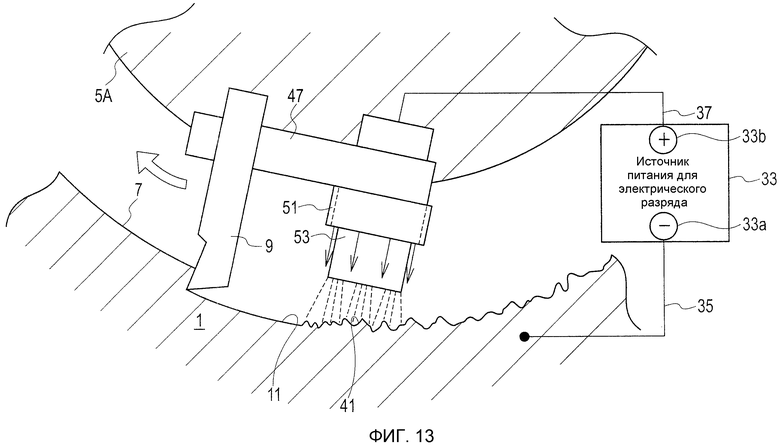
Фиг.13 является видом в поперечном сечении, соответствующим фиг.2, который показывает пятый вариант осуществления настоящего изобретения.
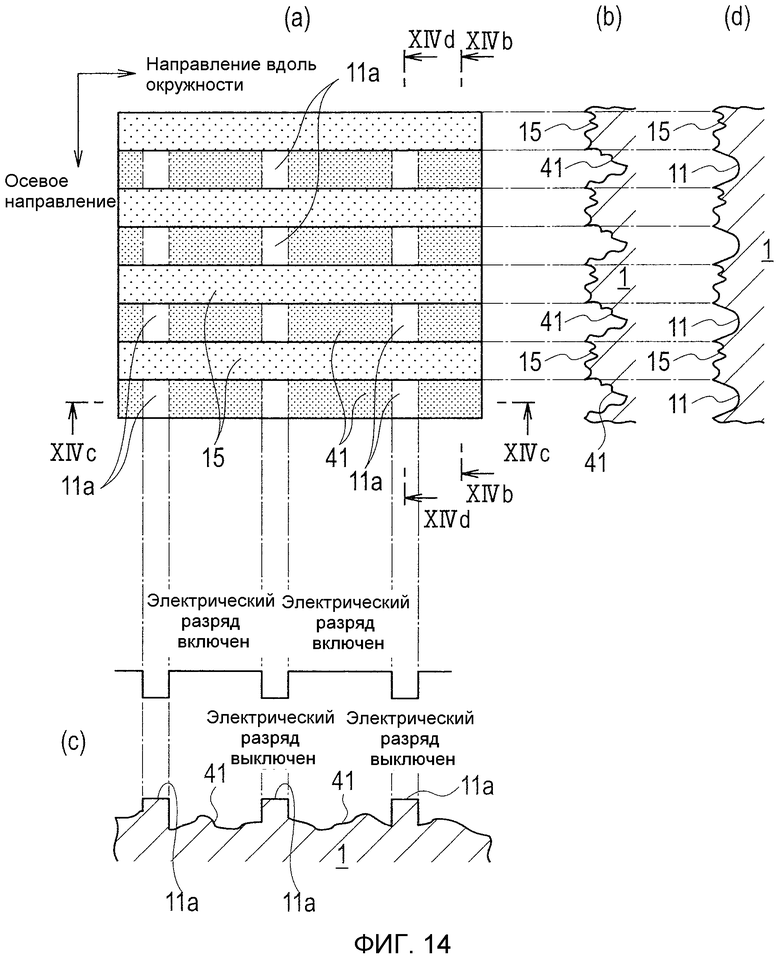
Фиг.14 является видом, показывающим шестой вариант осуществления настоящего изобретения, при этом часть (а) является теоретическим чертежом целевой обрабатываемой поверхности согласно шестому варианту осуществления, часть (b) является видом в поперечном сечении вдоль линии XIVb-XIVb в части (а), часть (с) является пояснительным видом, показывающим вид в поперечном сечении вдоль линии XIVc-XIVc в части (а) с состояниями включения и выключения разряда, а часть (d) является видом в поперечном сечении вдоль линии XIVd-XIVd в части (а).
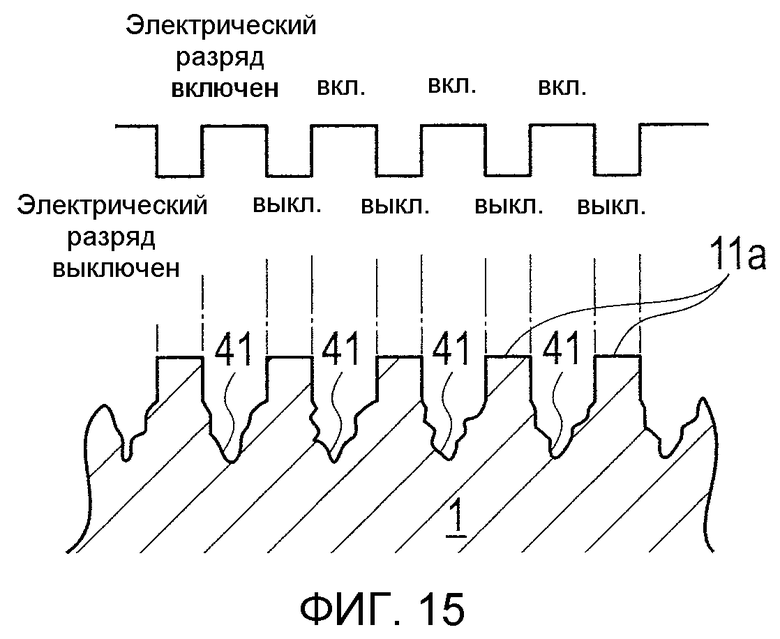
Фиг.15 является пояснительным видом, соответствующим фиг.14, часть (с), который показывает модифицированный пример шестого варианта осуществления.
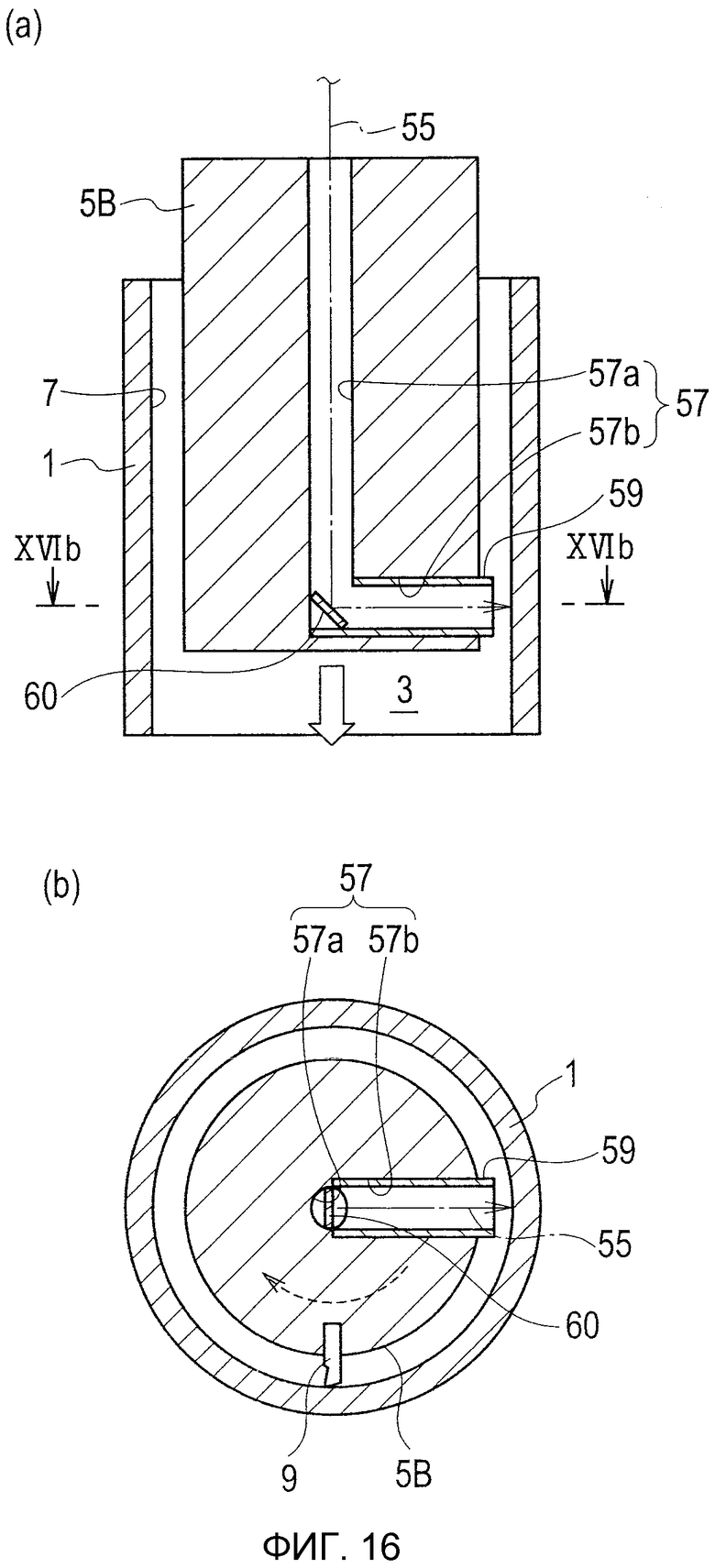
Фиг.16 является видом, показывающим устройство предварительной обработки перед напылением согласно седьмому варианту осуществления настоящего изобретения, при этом часть (а) является видом в поперечном сечении устройства предварительной обработки перед напылением, а часть (b) является видом в поперечном сечении вдоль линии XVIb-XVIb в части (а).
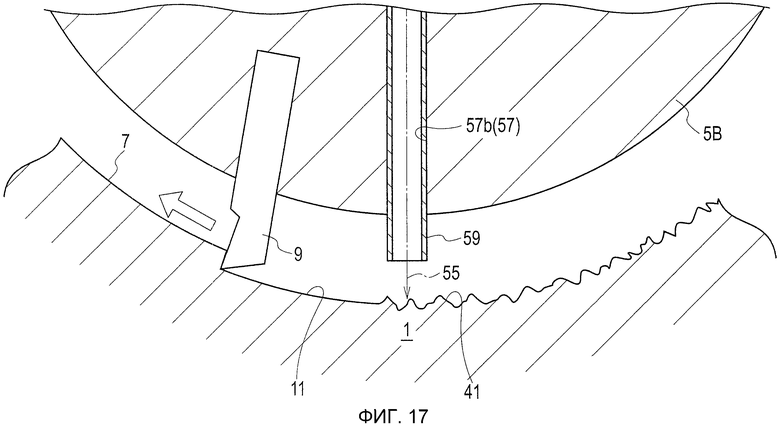
Фиг.17 является видом в поперечном сечении, соответствующим фиг.2, который показывает седьмой вариант осуществления.
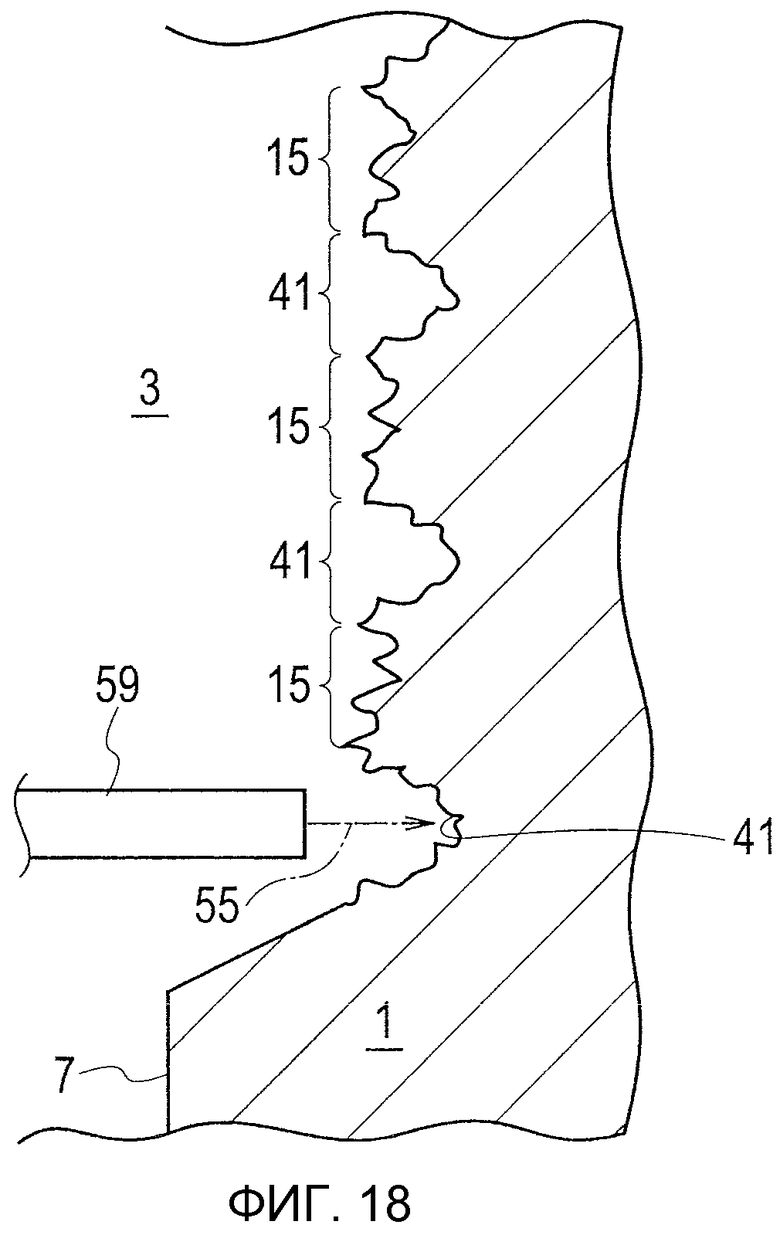
Фиг.18 является функциональным пояснительным видом седьмого варианта осуществления, который соответствует фиг.5.
Подробное описание вариантов осуществления
Варианты осуществления настоящего изобретения описываются ниже на основании прилагаемых чертежей.
Первый вариант осуществления
В первом варианте осуществления, как показано на фиг.1, корпус 5 расточного резца, служащий в качестве основного корпуса обрабатывающего инструмента, вставляется в ходе вращения в круглое отверстие (или цилиндрическое отверстие) 3 в заготовке 1. Таким образом, процесс придания шероховатости поверхности выполняется на внутренней поверхности 7, являющейся поверхностью заготовки круглого отверстия 3, на которой должно формироваться покрытие, нанесенное термическим напылением. Покрытие, нанесенное термическим напылением, из железного металлического материала формируется на целевой обрабатываемой поверхности после того, как выполняется процесс придания шероховатости поверхности.
Здесь, заготовка 1 может быть блоком цилиндров, сформированным из алюминиевого сплава (материала JIS ADC 12), например, для автомобильного двигателя. Следовательно, круглое отверстие 3 составляет отверстие в блоке цилиндров.
Вставной резец 9 в качестве режущего инструмента устанавливается на внешней периферийной части вершины корпуса 5 расточного резца. JIS K10 используется, например, в качестве материала вставного резца 9. Соответственно, корпус 5 расточного резца вставляется в круглое отверстие 3 и перемещается в осевом направлении в ходе вращения, тем самым формируя части 11 канавок, показанные на фиг.4. Эти части 11 канавок формируются в винтообразные спиральные канавки так, что они идут вдоль направления вдоль окружности. Здесь, части 13 в виде гребней формируются между частями 11 в виде канавок. Как также раскрыто в вышеуказанном японском патенте №3780840, эти части 13 в виде гребней содержат неровные поверхности 15, сформированные посредством продольной резки некоторых из их вершин с помощью вставного резца 9 или за счет стружки, создаваемой во время резания.
В частности, в заготовке после предварительной обработки перед напылением согласно этому варианту осуществления, части 11 в виде канавок и части 13 в виде гребней попеременно формируются на внутренней поверхности 7 круглого отверстия 3, которая является поверхностью заготовки, на которой должно формироваться покрытие, нанесенное термическим напылением, и вершины частей 13 в виде гребней формируются так, что они имеют неровные поверхности 15, более мелкие, чем участки вогнуто-выпуклой формы, сформированные из частей 11 в виде канавок и частей 13 в виде гребней (неровные поверхности, являющиеся более мелкошероховатыми, чем части вогнуто-выпуклой формы).
На внешней периферийной части вершины корпуса 5 расточного резца, показанного на вышеуказанной фиг.1, проволочный электрод 17, служащий в качестве электрода для электроэрозионной обработки, предусмотрен в качестве устройства формирования мелкошероховатых частей. Проволочный электрод 17 находится в позиции позади вышеописанного вставного резца 9 в направлении вдоль окружности и в направлении вращения корпуса 5 расточного резца.
Проволочный электрод 17 наматывается на подающий вращающийся барабан 19, служащий в качестве модуля подачи проволоки, предусмотренного в корпусе 5 расточного резца. Проволочный электрод 17 последовательно подается из этого подающего вращающегося барабана 19 в область обработки, в то время как проволочный электрод 17, используемый для обработки, наматывается и собирается посредством собирающего вращающегося барабана 21, служащего в качестве модуля сбора провода, предоставленного на стороне основания в корпусе 5 расточного резца. Хотя это не ограничено конкретным образом, проволочный электрод 17 изготавливается из латуни в этом варианте осуществления, и его диаметр может иметь значение в пределах 0,1 мм.
Подающий вращающийся барабан 19 и собирающий вращающийся барабан 21 имеют центры вращения, которые совпадают с центром вращения корпуса 5 расточного резца. Электродвигатель 23, служащий в качестве привода, выполненного с возможностью вращать и приводить в действие собирающий вращающийся барабан 21, предусмотрен в верхней части собирающего вращающегося барабана 21.
Как укрупненно показано на фиг.2, вышеописанный проволочный электрод 17 направляется посредством направляющей 25 проволочного электрода, служащей в качестве направляющего элемента, который устанавливается в позиции позади вставного резца 9 в направлении вдоль окружности и в направлении вращения корпуса 5 расточного резца. Таким образом, проволочный электрод 17 последовательно подается из подающего вращающегося барабана 19 в собирающий вращающийся барабан 21 посредством направляющей 25 проволочного электрода.
Следовательно, отверстие 27 для направляющей на стороне подачи, в котором перемещается проволочный электрод 17, предусмотрено на пути от подающего вращающегося барабана 19 к направляющей 25 проволочного электрода в корпусе 5 расточного резца, а отверстие 29 для направляющей на стороне сбора, в котором перемещается проволочный электрод 17, предусмотрено на пути от направляющей 25 проволочного электрода к собирающему вращающемуся барабану 21.
Отверстие 27 для направляющей на стороне подачи включает в себя отверстие 27а в осевом направлении, имеющее один конец, открытый в части 19а извлечения проволоки подающего вращающегося барабана 19, и идущее в осевом направлении корпуса 5 расточного резца, и отверстие 27b в радиальном направлении, имеющее один конец, соединенный с другим концом (нижним концом на фиг.1(а)) отверстия 27а в осевом направлении, и другой конец, открытый на поверхности корпуса 5 расточного резца. Окно 27 с на другом конце (фиг.2) этого отверстия 27а в осевом направлении соответствует одному концу направляющей 25 проволочного электрода, расположенному слева на фиг.2.
Между тем, отверстие 29 для направляющей на стороне сбора включает в себя отверстие 29а в осевом направлении, имеющее один конец, открытый в части 21а извлечения провода собирающего вращающегося барабана 21 и идущее в осевом направлении корпуса 5 расточного резца, и отверстие 29b в радиальном направлении, имеющее один конец, соединенный с другим концом (нижним концом на фиг.1(а)) отверстия 29а в осевом направлении, а другой конец открытым на поверхности корпуса 5 расточного резца. Окно 29 с на другом конце (фиг.2) этого отверстия 29b в радиальном направлении соответствует другому концу направляющей 25 проволочного электрода, расположенному справа на фиг.2.
Внешняя периферийная поверхность 31 направляющей 25 проволочного электрода включает в себя торцевую поверхность 31а вершины с выпуклой искривленной формой, имеющей кривизну, по существу равную кривизне внутренней поверхности 7 круглого отверстия 3, и находящуюся близко к внутренней поверхности 7, и две боковых поверхности 31b с выпуклой искривленной формой, сформированные непрерывно с обоими концами торцевой поверхности 31а вершины и имеющие меньшую кривизну, чем кривизна торцевой поверхности 31а вершины. Кроме того, направляющая канавка 31с, предоставляющая возможность входа части, практически эквивалентной радиусу проволочного электрода 17, сформирована через торцевую поверхность 31а вершины и обе боковых поверхности 31b этой внешней периферийной поверхности 31. Эта направляющая канавка 31с сформирована по существу с V-образной формой, например, как показано на фиг.3, который представляет вид в поперечном сечении вдоль линии III-III на фиг.2.
Затем, отрицательный контактный вывод 33а источника 33 питания для электроэрозионной обработки подключается к соответствующей области заготовки 1, сформированной из проводящего материала, при помощи проволоки 35, и положительный контактный вывод 33b источника 33 питания подключается к проволочному электроду 17 при помощи проволоки 37.
Здесь, электрическое подключение между проволокой 37, подключенной к вышеописанному источнику 33 питания для электроэрозионной обработки, и проволочным электродом 17 может устанавливаться посредством предоставления кольцевого электродного контактного вывода, электрически подключенного к проволочному электроду 17, на внешней периферийной поверхности и т.п. корпуса 5 расточного резца, например, и принудительного скольжения токосъемной щетки, предоставленной на конце проволоки 37, на этом электродном контактном выводе. Электродный контактный вывод и токосъемная щетка, аналогичные описанным выше, также могут использоваться для распределения мощности в электродвигатель 23.
Между тем, подающий вращающийся барабан 19 включает в себя механизм 39 обеспечения натяжения, служащий в качестве источника натяжения, выполненного с возможностью обеспечения натяжения, когда извлекается проволочный электрод 17. Этот механизм 39 обеспечения натяжения может использовать, например, механизм, аналогичный механизму, выполненному с возможностью обеспечивать натяжение для лески, извлеченной из катушки на удочке.
При этом собирающий вращающийся барабан 21 может совершать возвратно-поступательное движение в осевом направлении в корпусе 5 расточного резца вместе с электродвигателем 23. Таким образом, проволочный электрод 17, последовательно собранный из верхнего конца отверстия 29а в осевом направлении отверстия 29 для направляющей на стороне сбора, наматывается равномерно во всем осевом направлении на собирающий вращающийся барабан 21.
Механизм для перемещения собирающего вращающегося барабана 21 в осевом направлении использует, например, конструкцию, которая содержит выпуклую криволинейную поверхность с волнистой формой по направлению вдоль окружности на одной из поверхностей в осевом направлении собирающего вращающегося барабана 21, например. Помимо этого, данная конструкция выполнена с возможностью заставлять прижимающий выступ, который выступает из одной стороны в осевом направлении корпуса 5 расточного резца, со скольжением нажимать на эту выпуклую криволинейную поверхность, одновременно заставляя другой конец прижиматься в осевом направлении собирающего вращающегося барабана 21 к другой стороне в осевом направлении корпуса 5 расточного резца посредством упругого элемента, например, пружины. Таким образом, собирающий вращающийся барабан 21 совершает возвратно-поступательное движение в осевом направлении относительно корпуса 5 расточного резца с вращением относительно корпуса 5 расточного резца.
В это время, сопротивление во время вращения собирающего вращающегося барабана 21 уменьшается посредством размещения элемента, имеющего небольшое сопротивление трения, например подшипника, между упругим элементом, например вышеуказанной пружиной, и либо другой стороной корпуса 5 расточного резца в осевом направлении, либо собирающим вращающимся барабаном 21.
Корпус 5 расточного резца, включающий в себя подающий вращающийся барабан 19 и собирающий вращающийся барабан 21, как описано выше, выполнен с возможностью делать соответствующие вращающиеся барабаны 19 и 21 присоединяемыми к отсоединяемым от внутренней части корпуса 5 расточного резца, например, посредством использования некоторой конструкции, чтобы разделять соответствующие вращающиеся барабаны вертикально на две части на фиг.1(а).
Между тем, вставка проволочного электрода 17 в отверстие 27 для направляющей на стороне подачи и отверстие 29 для направляющей на стороне сбора может выполняться посредством использования конструкции, которая дополнительно может разделять корпус 5 расточного резца вертикально на фиг.1(а) на части, соответствующие отверстию 27b в радиальном направлении и отверстию 29b в радиальном направлении, например, так, чтобы сделать доступными снаружи отверстие 27b в радиальном направлении и отверстие 29b в радиальном направлении.
Далее описываются операции первого варианта осуществления. Корпус 5 расточного резца вставляется в круглое отверстие 3, и обработка выполняется, например, посредством задания числа оборотов в 2000 об/мин и скорости подачи в осевом направлении в 0,2 мм/об. В это время, части 11 в виде канавок, состоящие из винтообразных спиральных канавок, сначала формируются при помощи вставного резца 9, как показано на фиг.2 и фиг.4.
В этом случае, части 13 в виде гребней формируются вдоль осевого направления (направления, ортогонального поверхности листа на фиг.2, вертикального направления на фиг.4) между частями 11 в виде канавок, как описано выше. Эти части 13 в виде гребней содержат неровные поверхности 15, сформированные на этих частях 13 выступов посредством продольной резки некоторых из их вершин с помощью вставного резца 9 или за счет стружки, создаваемой во время резания. Эти неровные поверхности 15 формируются более мелкими, чем части вогнуто-выпуклой формы, состоящие из частей 11 в виде канавок и частей 13 в виде гребней, описанных выше.
Во время процесса резания с использованием вставного резца 9, проволочный электрод 17, расположенный близко и позади вставного резца 9 в направлении вращения корпуса 5 расточного резца, размещается в части 11 в виде канавок, как показано на фиг.3. Мелкошероховатые участки 41 формируются практически во всех частях 11 в виде канавок, как показано на фиг.5, поскольку источник 3 питания для электроэрозионной обработки прикладывает напряжение между этим проволочным электродом 17 и заготовкой 1.
Таким образом, мелкошероховатые участки 41 формируются посредством подвергания поверхности заготовки механической обработке два раза. Точнее мелкошероховатые участки 41 формируются посредством подвергания поверхности заготовки процессу разрезания (первой механической обработке) с помощью режущей кромки вставного резца 9 и электроэрозионной обработке (второй механической обработке) с помощью проволочного электрода 17. Здесь, в этом описании, механическая обработка охватывает не только действия, включающие в себя процесс резания, процесс шлифовки, процесс прокатки и т.п., которые выполняются при одновременном принудительном непосредственном контактировании инструмента с поверхностью заготовки, но также и действия, включающие в себя электроэрозионную обработку этого варианта осуществления или лазерную обработку, которая будет описываться ниже, которые выполняются в бесконтактном состоянии между инструментом и поверхностью заготовки.
Мелкошероховатые участки 41 частей 11 в виде канавок, описанные выше, формируются более мелкими, чем неровные поверхности 15 выпуклых частей 15, сформированных во время процесса резания с помощью вставного резца 9. Для достижения вышеописанной точной обработки, проволочный электрод 17, служащий в качестве разрядного электрода, размещается на большем расстоянии от поверхности частей 11 в виде канавок в качестве целевой обрабатываемой поверхности и также имеет более высокое приложенное напряжение, чем напряжение при обычной электроэрозионной обработке.
При обычной электроэрозионной обработке целевая обрабатываемая поверхность обрабатывается в гладкую поверхность посредством приближения разрядного электрода к целевой обрабатываемой поверхности и задания меньшего приложенного напряжения. С другой стороны, поскольку такая гладкая поверхность является необязательной в этом варианте осуществления, можно формировать целевую обрабатываемую поверхность с чрезвычайно мелкошероховатой формой посредством задания более высокого напряжения и увеличения разрядного промежутка.
Когда мелкошероховатые участки 41 формируются, как описано выше, проволочный электрод 17 последовательно подается из подающего вращающегося барабана 19 посредством приведения в действие электродвигателя 23 и направляется посредством направляющей 25 проволочного электрода во время электроэрозионной обработки в части 11 в виде канавок и затем наматывается и собирается посредством собирающего вращающегося барабана 21.
Формирование неровных поверхностей 15 на вершинах частей 13 в виде гребней посредством процесса резания с помощью вставного резца 9 и формирование мелкошероховатых участков 41 на частях 11 в виде канавок посредством электроэрозионной обработки с помощью проволочного электрода 17, как описано выше, выполняется по существу по всей внутренней поверхности 7 цилиндрического отверстия 3, показанного на фиг.1. После завершения этих процессов, корпус 5 расточного резца перемещается в направлении, таком что вставной резец 9 и проволочный электрод 17 принудительно отходят от целевой обрабатываемой поверхности (вверх на фиг.1(b)), в то время как их вращение останавливается, и затем вытаскиваются из круглого отверстия 3.
Фиг.6(а) является теоретическим чертежом части внутренней поверхности 7 круглого отверстия 3 после процесса придания шероховатости поверхности. Как показано на фиг.6(b), неровные поверхности 15 и мелкошероховатые участки 41 попеременно формируются вдоль осевого направления на поверхности после процесса. Между тем, как показано на фиг.6(с), мелкошероховатые участки также формируются по направлению вдоль окружности в мелкошероховатых участках 41. Конечно, что касается также неровных поверхностей 15, неровные поверхности, которые являются аналогичными неровным поверхностям в осевом направлении, естественно формируются по направлению вдоль окружности, хотя это не проиллюстрировано здесь подробно.
Здесь, шероховатость поверхности для неровных поверхностей 15 на вершинах частей 13 в виде гребней, описанных выше, задается как Rz (десятибалльная средняя шероховатость)=25 мкм и Rmax (максимальная высота)=40-50 мкм, в то время как шероховатость поверхности для мелкошероховатых участков 41 на частях 11 в виде канавок задается как Rz (десятибалльная средняя шероховатость)=4-7 мкм и Rmax (максимальная высота)=10-12 мкм.
Как описано выше, в этом варианте осуществления, вершины частей 13 в виде гребней подвергаются приданию шероховатости поверхности посредством формирования неровных поверхностей 15 посредством процесса резания с помощью вставного резца 9, и части 11 в виде канавок, сформированные посредством процесса резания, также подвергаются приданию шероховатости поверхности посредством формирования мелкошероховатых участков 41 посредством электроэрозионной обработки. Соответственно, можно улучшить адгезию покрытия 43, нанесенного термическим напылением (фиг.7), которое должно затем формироваться, по сравнению со случаем, когда части 11 в виде канавок не подвергаются приданию шероховатости поверхности.
В этом случае, как показано на фиг.7, мелкошероховатые участки 41 выполнены с возможностью пережимать покрытие 43, нанесенное термическим напылением, которое входит в части 11 в виде канавок, с обеих сторон и вгрызаться в покрытие 43, нанесенное термическим напылением, как указано с помощью стрелок F. Следовательно, можно дополнительно улучшать адгезию покрытия 43, нанесенного термическим напылением. Кроме того, мелкошероховатые участки 41 формируются полностью на частях 11 в виде канавок. Соответственно, когда внешняя сила G вдоль осевого направления круглого отверстия 3 прикладывается к покрытию 43, нанесенному термическим напылением, как показано на фиг.8, существует меньше областей, составляющих начальные точки отсоединения, в частности, по сравнению со случаем, когда мелкошероховатые части 41 формируются только на боковых поверхностях частей 11 в виде канавок. Следовательно, это является эффективным для подавления отсоединения покрытия 43, нанесенного термическим напылением.
Здесь, когда покрытие 43, нанесенное термическим напылением, формируется, гранулированные капли для термического напыления входят в мелко углубленные участки на неровных поверхностях 15 и мелкошероховатые участки 41 посредством расплавления материала для термического напыления в гранулы и напыления материала на целевой обрабатываемой поверхности. Таким образом, покрытие 43, нанесенное термическим напылением, прилипает к неровным поверхностям 15 и мелкошероховатым участкам 41 на уровне зерна материала для термического напыления (в форме вышеописанных гранулированных капель для термического напыления), что является чрезвычайно эффективным для улучшения адгезии.
Поскольку адгезия покрытия 43, нанесенного термическим напылением, дополнительно повышается, как описано выше, можно понижать максимальную высоту Н по гребню (высоту частей 13 в виде гребней), как показано на фиг.7 и уменьшать толщину пленки покрытия 43, нанесенного термическим напылением, соответственно, тем самым уменьшая используемое количество материала для термического напыления и достигая снижения стоимости.
Здесь, в этом варианте осуществления, мелкошероховатые участки 41 на частях 11 в виде канавок измельчаются в более мелкошероховатые участки, чем неровные поверхности 15 на частях 13 в виде гребней. Таким образом, можно подавлять снятие значительного участка частей 13 в виде гребней из базового конца и тем самым обеспечивать прочность на базовом конце. Когда мелкошероховатые участки 41 формируются такими или более шероховатыми, чем неровные поверхности 15 на частях 13 в виде гребней, большой участок частей 13 в виде гребней может удаляться из базового конца, посредством чего прочность на базовом конце частей 13 в виде гребней ухудшается. В результате, если покрытие 43, нанесенное термическим напылением, которое прилипает с высокой адгезией, принимает силу так, что оно отслаивается, части 13 в виде гребней могут отламываться на базовом конце, поскольку это покрытие 43, нанесенное термическим напылением, не отслаивается вследствие высокой адгезии.
Следовательно, в этом варианте осуществления можно подавлять такую неисправность посредством улучшения адгезии покрытия 43, нанесенного термическим напылением, и обеспечения прочности на базовом конце частей 13 в виде гребней одновременно.
Между тем, в этом варианте осуществления, мелкошероховатые участки 41, сформированные на частях 11 в виде канавок, формируются по направлению вдоль окружности. Соответственно, эффективным является подавление отсоединения покрытия 43, нанесенного термическим напылением, во время процесса хонингования, который должен выполняться в качестве чистовой обработки после формирования покрытия 43, нанесенного термическим напылением. В процессе хонингования головка для хонингования, содержащая шлифовальный камень, прижимается к целевой обрабатываемой поверхности (поверхности покрытия, нанесенного термическим напылением) и вращается по направлению вдоль окружности. Следовательно, покрытие 43, нанесенное термическим напылением, принимает силу, которая идет в направлении вдоль окружности.
Дополнительно, можно подавлять отсоединение покрытия, нанесенного термическим напылением, во время возвратно-поступательного движения поршня посредством использования заготовки 1 в качестве блока цилиндров и формирования мелкошероховатых участков 41 на внутренней поверхности отверстия в блоке цилиндров. Кроме того, по мере того как поршневое кольцо вращается в направлении вдоль окружности относительно отверстия в блоке цилиндров, можно подавлять отсоединение покрытия 43, нанесенного термическим напылением, обусловленное вращением поршневого кольца, посредством формирования мелкошероховатых участков 41 по направлению вдоль окружности, как описано выше.
Поскольку адгезия покрытия 43, нанесенного термическим напылением, повышается, можно подавлять возникновение промежутка между покрытием 43, нанесенным термическим напылением, и стороной материала алюминиевого основания, составляющей целевую обрабатываемую поверхность, когда заготовка 1 используется в качестве блока цилиндров. Следовательно, предусмотрено усовершенствование относительно улучшения характеристик двигателя, в том числе повышение производительности охлаждения двигателя (камеры сгорания), перспективное повышение эффективности заполнения всасываемого воздуха, обусловленное повышением сопротивления детонации или улучшением в падении температуры всасываемого воздуха, и т.д.
Здесь, в вышеописанном варианте осуществления, мелкошероховатые участки 41 формируются практически на всей области частей 11 в виде канавок. Тем не менее, вместо этого также можно формировать мелкошероховатые участки 41 по меньшей мере в нижних участках для частей 11 в виде канавок. В этом случае, можно использовать некоторое устройство, например, располагая проволочный электрод 17 в положении ближе к нижним участкам частей 11 в виде канавок или уменьшая диаметр проволочного электрода 17, который должен, например, использоваться.
Как описано выше, когда мелкошероховатые участки 41 формируются только на частях 11 в виде канавок, можно эффективно подавлять отсоединение покрытия 43, нанесенного термическим напылением, при прикладывании внешней силы для того, чтобы отслаивать покрытие 43, нанесенное термическим напылением, от внутренней поверхности 7 круглого отверстия 3 в направлении отделения, по сравнению со случаем, когда мелкошероховатые участки 41 формируются только на боковых поверхностях частей 11 в виде канавок.
Помимо этого, электроэрозионная обработка используется для формирования мелкошероховатых участков 41. Соответственно, можно выполнять процесс, например, на менее дорогом оборудовании по сравнению со случаем использования лазерного луча.
Кроме того, проволочный электрод 17 используется в качестве электрода для вышеописанной электроэрозионной обработки. Соответственно, можно легко формировать мелкошероховатые участки 41 практически во всей области частей 11 в виде канавок, как показано на фиг.5, посредством предоставления возможности этому проволочному электроду 17 входить в части 11 в виде канавок.
Между тем, в этом варианте осуществления, вставной резец 9 и проволочный электрод 17 устанавливаются на корпусе 5 расточного резца, служащего в качестве основного корпуса, и корпус 5 расточного резца вставляется в круглое отверстие 3 и вращается относительно. Соответственно, мелкошероховатые участки 41 формируются непрерывно на частях 11 в виде канавок с помощью проволочного электрода 17 сразу после частей 11 в виде канавок, и неровные поверхности 15 формируются с помощью вставного резца 9. Таким образом, в этом варианте осуществления, обработка частей 11 в виде канавок и неровных поверхностей 15 и обработка мелкошероховатых участков 41 выполняется посредством использования одного технологического оборудования.
По этой причине, можно повышать функциональную эффективность по сравнению со случаем, когда мелкошероховатые участки 41 формируются с использованием оборудования, отличного от оборудования для обработки частей 11 в виде канавок и неровных поверхностей 15, и легко достигать позиционирования проволочного электрода 17 относительно частей 11 в виде канавок. Следовательно, повышение функциональной эффективности обеспечивает эффективную обработку.
Между тем, в этом варианте осуществления, когда проволочный электрод 17 перемещается в частях 11 в виде канавок по направлению вдоль окружности, проволочный электрод 17 последовательно подается из подающего вращающегося барабана 19, служащего в качестве модуля подачи провода, предоставленного в корпусе 5 расточного резца, в части 11 в виде канавок, и проволочный электрод 17, используемый для обработки, собирается посредством использования собирающего вращающегося барабана 21, служащего в качестве модуля сбора провода, предусмотренного в корпусе 5 расточного резца.
Соответственно, можно продолжать обработку внутренней поверхности 7 круглого отверстия 3 посредством последовательной замены изношенного проволочного электрода 17 на обработку новым и тем самым формировать мелкошероховатые участки 41 эффективно на всей внутренней поверхности 7. Кроме того, поскольку подающий вращающийся барабан 19 и собирающий вращающийся барабан 21 размещаются в корпусе 5 расточного резца, необязательно использовать конструкцию, выполненную с возможностью подавать проволочный электрод 17 снаружи. Следовательно, удобство использования, когда вставной резец 9 заменяется, например, посредством использования автоматического устройства смены инструментов, повышается.
В этом случае, модуль подачи проволоки и модуль сбора проволоки формируются из подающего вращающегося барабана 19 и собирающего вращающегося барабана 21, имеющих центры вращения, совпадающие с центром вращения корпуса 5 расточного резца. По этой причине, положение центра вращения остается практически в постоянном положении, когда корпус 5 расточного резца вращается, в частности, на высокой скорости. Следовательно, можно выполнять стабильную обработку при одновременном надлежащем поддержании равновесия инструмента.
Между тем, в этом варианте осуществления, проволочный электрод 17 наматывается на собирающий вращающийся барабан 21 с помощью электродвигателя 23, и к проволочному электроду 17 в направляемом состоянии посредством направляющей 25 проволочного электрода прикладывается натяжение посредством механизма 39 обеспечения натяжения. Соответственно, можно поддерживать взаимное расположение проволочного электрода 17 с целевой обрабатываемой поверхностью частей 11 в виде канавок практически на постоянном уровне и тем самым выполнять электроэрозионную обработку с высокой точностью.
Дополнительно, в этом варианте осуществления, вставной резец 9 и проволочный электрод 17 находятся в пределах углового диапазона приблизительно в 90 градусов по направлению вдоль окружности корпуса 5 расточного резца, как показано на фиг.1(b). В этом случае, когда корпус 5 расточного резца вставляется в круглое отверстие 3 и вытаскивается из круглого отверстия 3 после того, как обработка завершается, корпус 5 расточного резца перемещается к противоположной стороне от стороны, на которой установлены вставной резец 9 и проволочный электрод 17, с тем чтобы перемещать вставной резец 9 и проводной электрод 17 в направлении от целевой обрабатываемой поверхности. Таким образом, можно подавлять повреждения на поверхности после обработки, в частности, вследствие контакта вставного резца 9.
Второй вариант осуществления
Как показано на фиг.9, во втором варианте осуществления используется стержневой электрод 45 в качестве электрода для электроэрозионной обработки вместо проволочного электрода 17, используемого в вышеописанном первом варианте осуществления. Сторона базового конца 45а стержневого электрода 45 устанавливается на элементе 47 держателя в качестве соединительной части, изготовленной из изоляционного материала, в то время как его конец 45b вершины находится в части 11 в виде канавок.
Элемент 47 держателя устанавливается на внешней периферийной части корпуса 5А расточного резца в качестве основного корпуса обрабатывающего инструмента вдоль направления своего вращения. Стержневой электрод 45 устанавливается на конце на задней стороне в направлении вращения этого элемента 47 держателя, в то время как вставной резец 9 устанавливается на конце на передней стороне в направлении вращения.
Базовый конец 45а стержневого электрода 45 выступает из элемента 47 держателя к корпусу 5А расточного резца на противоположной стороне конца 45b вершины. Провод 37, который должен подключаться к положительному контактному выводу 33b источника 33 питания для электроэрозионной обработки, подключается к этому базовому концу 45а, в то время как отрицательный контактный вывод 33а подключается к заготовке 1, изготовленной из проводящего материала, посредством использования проволоки 35, аналогично первому варианту осуществления.
Здесь, относительно проволоки 37, которая должна в этом случае также подключаться к положительному контактному выводу 33b, кольцевой электродный контактный вывод, электрически подключенный к базовому концу 45а стержневого электрода 45, может быть предусмотрен на внешней периферийной поверхности и т.п. корпуса 5А расточного резца, и токосъемной щетке, предусмотренной на конце проволоки 37, может предоставляться возможность скользить на этом электродном контактном выводе, аналогично первому варианту осуществления.
Между тем, направляющая 49 для рабочей жидкости, изготовленная из полого цилиндрического элемента, устанавливается в зазоре, при этом стержневой электрод 45 находится в положении близко к элементу 47 держателя на стороне конца 45b вершины стержневого электрода 45, так чтобы определять просвет между ними, и рабочая жидкость для электроэрозионной обработки подается снаружи в этот просвет. Допускается подача рабочей жидкости для электроэрозионной обработки из центра в заднем конце центра механической обработки, выполненного с возможностью поддерживать с возможностью вращения корпус 5А расточного резца, в корпус 5А расточного резца, и затем подача из канала для рабочей жидкости для электроэрозионной обработки, сформированного в корпусе 5А расточного резца надлежащим образом, в трубу 49 рабочей жидкости через элемент 47 держателя.
Далее описываются операции второго варианта осуществления. Корпус 5А расточного резца вставляется в круглое отверстие 3 и перемещается в осевом направлении в ходе вращения, аналогично первому варианту осуществления, тем самым формируя части 11 в виде канавок, состоящие из винтообразной спиральной канавки. Как показано на фиг.4, описанной выше, части 13 в виде гребней, сформированные в это время, включают в себя неровные поверхности 15, которые являются более мелкими, чем части вогнуто-выпуклой формы, включающие в себя части 11 в виде канавок и части 13 в виде гребней.
Во время процесса резания с помощью вышеописанного вставного резца 9, конец 45b вершины стержневого электрода 45, расположенного близко и сзади вставного резца 9 в направлении вращения корпуса 5А расточного резца, находится в части 11 в виде канавок, как показано на фиг.10. Мелкошероховатые участки 41 формируются практически для всех частей 11 в виде канавок посредством приложения напряжения от источника 33 питания для электроэрозионной обработки к зазору между этим стержневым электродом 45 и заготовкой 1.
Аналогично первому варианту осуществления, мелкошероховатые участки 41, описанные выше, являются более мелкошероховатыми и формируются более мелкими, чем неровные поверхности 15, которые являются шероховатыми участками для выпуклых участков 15, сформированных во время процесса резания с помощью вставного резца 9. Чтобы достигать вышеописанной точной обработки, стержневой электрод 45, служащий в качестве разрядного электрода, размещается на большем расстоянии от поверхности частей 11 в виде канавок в качестве целевой обрабатываемой поверхности и также имеет более высокое приложенное напряжение, чем напряжение при обычной электроэрозионной обработке.
В этом варианте осуществления, когда вышеописанные мелкошероховатые участки 41 подвергаются электроэрозионной обработке, рабочая жидкость для электроэрозионной обработки в положение подается рядом со стержневым электродом 45 через цилиндрический элемент 49. Можно легко подавать рабочую жидкость для электроэрозионной обработки рядом с электродом посредством формирования разрядного электрода со стержнеобразной формой, легко выпускать отработанную жидкость вместе со станочной стружкой и, кроме того, подавлять потребление стержневого электрода 45 посредством использования рабочей жидкости для электроэрозионной обработки.
Кроме того, в этом варианте осуществления, стержневой электрод 45 устанавливается на элементе 47 держателя вместе со вставным резцом 9 так, что они формируют модуль. Соответственно, просто выполнять операцию установки стержневого электрода 45 и вставного резца 9 на корпусе 5А расточного резца.
Третий вариант осуществления
По сравнению со вторым вариантом осуществления, показанным на фиг.9, описанным выше, третий вариант осуществления выполнен с возможностью предоставлять несколько (три в этом случае) стержневых электродов 45 последовательно вдоль частей 11 в виде канавок, как показано на фиг.11, и покрывать часть нескольких стержневых электродов 45 с помощью полой направляющей 51 для рабочей жидкости.
Посредством предоставления нескольких стержневых электродов 45, можно задавать более низкое напряжение, которое должно прикладываться к каждому из стержневых электродов 45 при формировании мелкошероховатых участков 41, эквивалентных участкам во втором варианте осуществления. Следовательно, в связи с этим можно продлевать сроки эксплуатации стержневых электродов 45. Между тем, в частности, когда корпус 5А расточного резца вращается на высокой скорости, можно обрабатывать мелкошероховатые участки 41, ненадлежаще обработанные с помощью стержневого электрода 45 на передней стороне в направлении вращения, с помощью стержневого электрода 45 на задней стороне в направлении вращения, с тем чтобы компенсировать это несоответствие. Следовательно, можно более надежно выполнять обработку мелкошероховатых участков 41.
Хотя три стержневых электрода 45 предоставляются на фиг.11, также можно вместо этого предоставлять два электрода или четыре или более электродов.
Четвертый вариант осуществления
В вышеописанном третьем варианте осуществления, несколько стержневых электродов 45 последовательно размещаются вдоль частей 11 канавок. Между тем, в этом четвертом варианте осуществления, стержневые электроды 45 размещаются зигзагообразно вдоль частей 11 в виде канавок, как показано на фиг.12(а).
Таким образом, можно приближать стержневые электроды 45, вертикально смещенные так, как показано на фиг.12(а), к боковым поверхностям частей 11 в виде канавок, как проиллюстрировано на фиг.12(b), и тем самым более надежно обрабатывать полностью части 11 в виде канавок в мелкошероховатые участки 41.
Пятый вариант осуществления
В пятом варианте осуществления используется пластинчатый электрод 53, как показано на фиг.13, вместо нескольких стержневых электродов 45 в третьем варианте осуществления, как показано на фиг.11, описанном выше. Этот пластинчатый электрод 53 формируется с пластинчатой формой, вытянутой вдоль частей 11 в виде канавок. Посредством использования пластинчатого электрода 53 в качестве разрядного электрода, можно обеспечивать более широкую поверхность электрода так, что она располагается напротив целевой обрабатываемой поверхности в частях 11 в виде канавок, по сравнению со случаем предоставления нескольких стержневых электродов 45, как показано на фиг.11, и тем самым продлевать сроки эксплуатации электродов. Кроме того, посредством формирования широкой поверхности разряда (поверхности электрода), можно прикладывать большее напряжение и тем самым формировать мелкошероховатые участки 41, имеющие более грубую поверхность.
Шестой вариант осуществления
Шестой вариант осуществления выполнен с возможностью управлять приложением напряжения от источника 33 питания для электрического разряда к разрядному электроду в каждом из первого-пятого вариантов осуществления так, что он многократно включается и выключается по мере того, как разрядный электрод перемещается вдоль частей 11 в виде канавок, как показано на фиг.14(с). Таким образом, области, которые должны содержать мелкошероховатые участки 41, и области 11, неизмененные от исходных частей 11 в виде канавок, не содержащих мелкошероховатые участки 41, попеременно формируются на частях 11 в виде канавок. Следовательно, можно формировать более грубую поверхностную геометрию по направлению вдоль окружности круглого отверстия 3 посредством комбинации микрошероховатых частей 41 и областей На и тем самым дополнительно улучшать адгезию покрытия 43, нанесенного термическим напылением, в направлении вдоль окружности.
Здесь, хотя приложение напряжения источника 33 питания для электрического разряда включается и выключается в вышеописанном шестом варианте осуществления, также можно прикладывать более низкое напряжение, чем приложенное напряжение при включении питания, вместо выключения питания. Таким образом, необходимо только изменять напряжение, которое должно прикладываться к электроду для электроэрозионной обработки по направлению вдоль окружности частей 11 в виде канавок.
Кроме того, хотя периоды включения задаются более длительными, чем периоды выключения, в шестом варианте осуществления, показанном на фиг.14, описанном выше, также можно задавать периоды включения, равные периодам выключения, как показано на фиг.15. Следует отметить, что распределение времени не ограничено конкретным образом.
Седьмой вариант осуществления
Как показано на фиг.16-18, седьмой вариант осуществления выполнен с возможностью формировать мелкошероховатые участки 41 посредством излучения лазерного луча 55 на части 11 в виде канавок, сформированные на внутренней поверхности 7 круглого отверстия 3, вместо электроэрозионной обработки согласно каждому из вышеописанных первого-шестого вариантов осуществления.
В этом случае, отверстие 57 для лазерной передачи, служащее в качестве канала для лазерного луча, предназначенного для передачи лазерного луча 55, формируется в корпусе 5В расточного резца. Отверстие 57 для лазерной передачи включает в себя отверстие 57а в осевом направлении, идущее от заднего конца в центральном положении корпуса 5В расточного резца к положению рядом с положением для установки вставного резца 9 на стороне конца вершины, и отверстие 57b в радиальном направлении, соединенное с концом вершины отверстия 57а в осевом направлении и идущее наружу в радиальном направлении так, что оно формирует окно на внешней периферийной поверхности.
Цилиндрическая лазерная пушка 59, составляющая головку для лазерной обработки, которая служит в качестве устройства формирования мелкошероховатых участков, размещается в отверстии 57b в радиальном направлении. Лазерная пушка 59 включает в себя зеркало 60, расположенное в положении, соответствующем отверстию 57а в осевом направлении в заднем конце, которое наклонено под углом 45 градусов относительно центральной осевой линии корпуса 5В расточного резца. Лазерный луч 55, введенный вдоль отверстия 57 в осевом направлении, отражается посредством этого зеркала 60 с тем, чтобы давать возможность продвижения вперед лазерного луча 55 в отверстии 57b в радиальном направлении. Концу вершины лазерной пушки 59 предоставляется возможность выступать из внешней периферийной поверхности корпуса 5В расточного резца. Тем не менее, лазерная пушка 59 не всегда должна выступать.
Отверстие 57b в радиальном направлении для размещения вышеописанной лазерной пушки 59 и вставного резца 9 задается в положениях, которые являются практически идентичным положением в направлении центральной осевой линии корпуса 5В расточного резца и находятся на значительном расстоянии друг от друга при обеспечении угла 90 градусов по направлению вдоль окружности. Следует отметить, что взаимное расположение между вставным резцом 9 и лазерной пушкой 59 в направлении осевой линии и направлении вдоль окружности может задаваться произвольно, при условии, что можно излучать лазерный луч 55 из лазерной пушки 59 на части 11 в виде канавок, обрабатываемые посредством вставного резца 9.
Между тем, лазерный луч 55 внутри корпуса 5 В расточного резца может генерироваться посредством непроиллюстрированного лазера, предоставленного снаружи, и затем может быть введен из центра в заднем конце непроиллюстрированного центра механической обработки для удержания и вращения корпуса 5В расточного резца в корпус 5В расточного резца.
Далее описываются операции седьмого варианта осуществления. Корпус 5В расточного резца вставляется в круглое отверстие 3 и перемещается в осевом направлении в ходе вращения, аналогично первому варианту осуществления, тем самым формируя части 11 в виде канавок, состоящие из винтообразной спиральной канавки. Как показано на фиг.4, описанной выше, части 13 в виде гребней, сформированные в это время, включают в себя неровные поверхности 15, которые являются более мелкими, чем части вогнуто-выпуклой формы, состоящие из частей 11 в виде канавок и частей 13 в виде гребней.
Во время процесса резания с помощью вышеописанного вставного резца 9, мелкошероховатые участки 41 формируются практически для всех частей 11 в виде канавок посредством излучения лазерного луча 55 из лазерной пушки 59, расположенной около задней части в направлении вращения корпуса 5В расточного резца, на внутреннюю часть частей 11 в виде канавок. Таким образом, мелкошероховатые участки 41 формируются посредством подвергания поверхности заготовки процессу резания (первой механической обработке) с помощью режущей кромки вставного резца 9 и лазерной обработке (второй механической обработке) с помощью лазерного луча 55 одновременно. Аналогично первому варианту осуществления, вышеописанные мелкошероховатые участки 41 становятся более мелкими, чем неровные поверхности 15, сформированные посредством продольной резки концов вершин частей 13 в виде гребней во время процесса резания с помощью вставного резца 9.
Как описано выше, в этом варианте осуществления, можно формировать мелкошероховатые участки 41 посредством лазерной обработки, выполненной с возможностью излучать лазерный луч 55 на части 11 в виде канавок. Таким образом, части 13 в виде гребней подвергаются приданию шероховатости поверхности посредством формирования неровных поверхностей 15 на их концах вершин посредством процесса резания с помощью вставного резца 9, и части 11 в виде канавок также подвергаются приданию шероховатости поверхности посредством формирования мелкошероховатых участков 41. Следовательно, можно получать эффекты, аналогичные эффектам первого варианта осуществления, включающие в себя возможность улучшения адгезии покрытия 43, нанесенного термическим напылением (фиг.7), по сравнению со случаем не подвергания частей 11 в виде канавок приданию шероховатости поверхности и т.д.
Относительно излучения вышеописанного лазерного луча 55 также, области, которые должны содержать мелкошероховатые участки 41, и области 11а, неизмененные от исходных частей 11 в виде канавок, не содержащих мелкошероховатые участки 41, попеременно формируются на частях 11 в виде канавок посредством повторения включения и выключения, аналогично электроэрозионной обработке, как показано на фиг.14 и фиг.15. Следовательно, можно формировать более грубую поверхностную геометрию по направлению вдоль окружности круглого отверстия 3 посредством комбинации мелкошероховатых участков 41 и областей 11а и тем самым дополнительно улучшать адгезию покрытия 43, нанесенного термическим напылением, в направлении вдоль окружности.
Здесь, хотя цилиндрическая лазерная пушка 59, служащая в качестве головки для лазерной обработки, предоставляется в отверстии 57b в радиальном направлении в вышеописанном седьмом варианте осуществления, также можно вызвать продвижение лазерного луча 55 просто в отверстии 57b в радиальном направлении посредством использования компоновки, аналогичной компоновке отверстия 57а в осевом направлении. В частности, в этом случае, отверстие 57b в радиальном направлении по сути составляет головку для лазерной обработки. Кроме того, в этом случае, зеркало 60 устанавливается в нижней части отверстия 57а в осевом направлении. Что касается этого зеркала 60, можно заставлять отверстие 57а в осевом направлении проникать к стороне конца вершины и затем совмещать зеркало 60 с элементом крышки, который должен присоединяться так, что он закрывает окно на конце вершины проникающего отверстия 57а.
Соответствующие варианты осуществления, описанные выше, являются просто примерами, раскрытыми для того, чтобы облегчить понимание настоящего изобретения. Настоящее изобретение не ограничено только этими вариантами осуществления, и различные модификации являются возможными в пределах объема изобретения. Например, целевая обрабатываемая поверхность описана в качестве внутренней поверхности 7 круглого отверстия 3 в каждом из вариантов осуществления. Тем не менее, целевая обрабатываемая поверхность также может иметь плоскую форму.
Данная заявка основана и притязает на приоритет предшествующей японской патентной заявки №2009-146877, поданной 19 июня 2009 года, полное содержание которой включается в данный документ посредством ссылки.
Промышленная применимость
Согласно настоящему изобретению, можно улучшить адгезию покрытия, нанесенного термическим напылением, посредством использования неровных поверхностей, сформированных на вершинах частей в виде гребней, и дополнительно улучшить адгезию покрытия, нанесенного термическим напылением, посредством использования мелкошероховатых участков, сформированных на частях в виде канавок. Кроме того, можно предоставить форму, полученную предварительной обработкой перед напылением, способ предварительной обработки перед напылением и устройство предварительной обработки перед напылением, допускающие обеспечение прочности на базовых концах частей в виде гребней посредством формирования мелкошероховатых участков на частях в виде канавок более мелкими, чем неровные поверхности на частях в виде гребней.
Перечень ссылочных позиций
3 - круглое отверстие
5, 5а, 5b - корпус расточного резца (основной корпус обрабатывающего инструмента)
7 - внутренняя поверхность круглого отверстия (поверхность заготовки, на которой покрытие, нанесенное термическим напылением, формируется)
9 - вставной резец (режущий инструмент)
11 - часть в виде канавки
13 - часть в виде гребня
15 - неровная поверхность, сформированная на вершине части в виде гребня
17 - проволочный электрод (электрод для электроэрозионной обработки, устройство формирования мелкошероховатых участков)
19 - подающий вращающийся барабан (модуль подачи проволоки)
21 - собирающий вращающийся барабан (модуль сбора проволоки)
23 - электродвигатель для вращения и приведения в действие собирающего вращающегося барабана (приводной механизм)
25 - направляющая проволочного электрода (направляющий элемент)
39 - механизм обеспечения натяжения (поставщик натяжения)
41 - мелкошероховатый участок, сформированный в части в виде канавки
45 - стержневой электрод (электрод для электроэрозионной обработки, устройство формирования мелкошероховатых участков)
47 - элемент держателя (соединительная часть)
53 - пластинчатый электрод (электрод для электроэрозионной обработки, устройство формирования мелкошероховатых участков)
55 - лазерный луч
59 - лазерная пушка (головка для лазерной обработки, устройство формирования мелкошероховатых участков).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пластинчатого изделия с рифленой поверхностью | 1989 |
|
SU1743699A1 |
| Способ формирования микротекстур на поверхности режущих пластин из диэлектрических керамик электроэрозионной обработкой | 2022 |
|
RU2801705C1 |
| Способ подготовки поверхности сложного профиля под газоплазменное напыление | 2017 |
|
RU2680333C2 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| Приспособление для крепления стержневых электродов при электроэрозионной обработке | 1990 |
|
SU1729707A1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2012 |
|
RU2608247C2 |
| АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2136483C1 |
| СПОСОБ ОБРАБОТКИ БЛОКА ЦИЛИНДРОВ, БЛОК ЦИЛИНДРОВ И БЛОК ЦИЛИНДРОВ С ТЕРМИЧЕСКИМ НАПЫЛЕНИЕМ | 2011 |
|
RU2516211C1 |
| СПОСОБ ТЕКСТУРИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛА | 2019 |
|
RU2721245C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО РЕЗЦА | 2012 |
|
RU2491156C1 |
Группа изобретений относится к обработке поверхностей заготовок перед термическим напылением. Технический результат - улучшение адгезии покрытия к поверхности. Заготовка с обработанной поверхностью содержит части в виде канавок и части в виде гребней, попеременно сформированные на поверхности заготовки. Кроме того, заготовка имеет неровные поверхности, сформированные на вершинах частей в виде гребней и мелкошероховатые участки, являющиеся более мелкими, чем неровные поверхности и сформированные посредством выполнения обработки на частях в виде канавок среди попеременно сформированных частей в виде гребней и частей в виде канавок. 3 н. и 26 з.п. ф-лы, 18 ил.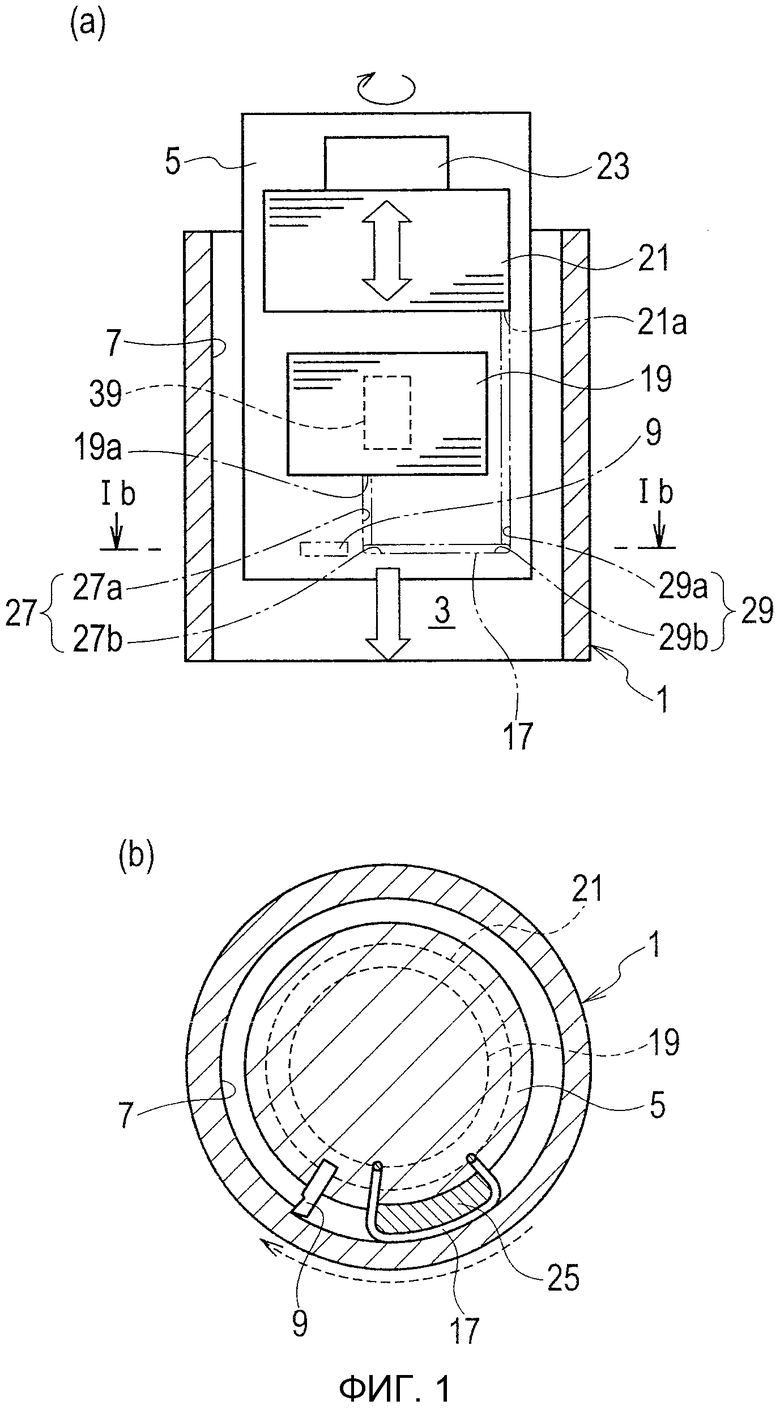
1. Заготовка, выполненная с поверхностью, предварительно обработанной перед напылением, содержащая:
части в виде канавок и части в виде гребней, попеременно сформированные на поверхности заготовки, предназначенной для формирования покрытия термическим напылением;
неровные поверхности, сформированные на вершинах частей в виде гребней; и
мелкошероховатые участки, являющиеся более мелкими, чем неровные поверхности, предусмотренные на частях в виде гребней, причем мелкошероховатые участки сформированы посредством выполнения обработки на частях в виде канавок среди попеременно сформированных частей в виде гребней и частей в виде канавок.
2. Заготовка по п.1, в которой поверхность заготовки является внутренней поверхностью в круглом отверстии, части в виде канавок сформированы так, что они проходят в направлении вдоль окружности внутренней поверхности круглого отверстия, и
мелкошероховатые участки на частях в виде канавок сформированы по направлению вдоль окружности частей в виде канавок.
3. Заготовка по п.1 или 2, в которой мелкошероховатые участки на частях в виде канавок сформированы по меньшей мере в нижних участках частей в виде канавок.
4. Заготовка по п.1 или 2, в которой указанная обработка для формирования мелкошероховатых участков на частях в виде канавок включает два процесса механической обработки.
5. Заготовка по п.1 или 2, в которой указанная обработка представляет собой электроэрозионную обработку.
6. Заготовка по п.1 или 2, в которой указанная обработка представляет собой лазерную обработку.
7. Способ предварительной обработки поверхности заготовки перед напылением, включающий:
этап формирования неровной поверхности с использованием режущего инструмента для формирования частей в виде канавок на поверхности заготовки, предназначенной для формирования покрытия термическим напылением, и при этом формирование неровных поверхностей на вершинах частей в виде гребней, образованных посредством формирования частей в виде канавок; и
этап формирования мелкошероховатых участков, на котором на частях в виде канавок формируют мелкошероховатые участки, которые являются более мелкими, чем неровные поверхности, посредством выполнения обработки на частях в виде канавок среди частей в виде выступов и частей в виде канавок посредством использования устройства формирования мелкошероховатых участков.
8. Способ по п.7, в котором поверхность заготовки является внутренней поверхностью в круглом отверстии,
при этом режущий инструмент используют для формирования частей в виде канавок, проходящих в направлении вдоль окружности внутренней поверхности круглого отверстия, при формировании неровных поверхностей на вершинах частей в виде гребней, и
мелкошероховатые участки формируют посредством перемещения устройства формирования мелкошероховатых участков в направлении вдоль окружности частей в виде канавок.
9. Способ по п.8, в котором устройство формирования мелкошероховатых участков содержит электрод для электроэрозионной обработки, при этом мелкошероховатые участки формируют посредством выполнения электроэрозионной обработки с использованием электрода для электроэрозионной обработки.
10. Способ по п.9, в котором напряжение, приложенное к электроду для электроэрозионной обработки, изменяется в направлении вдоль окружности частей в виде канавок.
11. Способ по п.8, в котором устройство формирования мелкошероховатых участков содержит головку для лазерной обработки, при этом мелкошероховатые участки формируют посредством выполнения, в качестве указанной обработки, лазерной обработки с использованием головки для лазерной обработки.
12. Способ по п.11, в котором выходная мощность лазерного луча, излученного из головки для лазерной обработки, изменяется в направлении вдоль окружности частей в виде канавок.
13. Способ по любому из пп.8-12, в котором режущий инструмент и устройство формирования мелкошероховатых участков присоединены к основному корпусу обрабатывающего инструмента, при этом части в виде канавок формируют посредством режущего инструмента посредством вставки основного корпуса в круглое отверстие и вращения основного корпуса относительно круглого отверстия, и после этого мелкошероховатые участки формируют на частях в виде канавок посредством использования устройства формирования мелкошероховатых участков.
14. Способ по п.9 или 10, в котором используют проволочный электрод в качестве электрода для электроэрозионной обработки.
15. Способ по п.14, в котором проволочный электрод последовательно подают из модуля подачи проволоки, предусмотренного в основном корпусе обрабатывающего инструмента, в то время как проволочный электрод перемещают в частях в виде канавок по направлению вдоль окружности частей в виде канавок, и,
после использования для электроэрозионной обработки, проволочный электрод собирают посредством модуля сбора проволоки, предусмотренного в основном корпусе.
16. Устройство для предварительной обработки поверхности заготовки перед напылением, содержащее:
устройство формирования неровной поверхности, выполненное с возможностью попеременного формирования частей в виде канавок и частей в виде гребней на поверхности заготовки, предназначенной для формирования покрытия термическим напылением, и в то же время формирования неровных поверхностей на вершинах частей в виде гребней; и
устройство формирования мелкошероховатых участков, выполненное с возможностью формирования мелкошероховатых участков более мелкими, чем неровные поверхности на частях в виде канавок, посредством выполнения обработки на частях в виде канавок среди частей в виде гребней и частей в виде канавок, которые попеременно формируются.
17. Устройство по п.16,
в котором устройство формирования неровной поверхности содержит режущий инструмент, и
поверхность заготовки является внутренней поверхностью в круглом отверстии,
при этом режущий инструмент и устройство формирования мелкошероховатых участков предусмотрены в основном корпусе обрабатывающего инструмента, который является вращающимся в круглом отверстии, причем режущий инструмент выполнен с возможностью формирования частей в виде канавок по направлению вдоль окружности внутренней поверхности круглого отверстия, а устройство формирования мелкошероховатых участков выполнено с возможностью перемещения в направлении вдоль окружности частей в виде канавок, сформированных посредством использования режущего инструмента.
18. Устройство по п.16 или 17, в котором устройство формирования мелкошероховатых участков содержит электрод для электроэрозионной обработки.
19. Устройство по п.18, в котором проволочный электрод используется в качестве электрода для электроэрозионной обработки.
20. Устройство по п.19, в котором модуль подачи проволоки, выполненный с возможностью последовательной подачи проволочного электрода в части в виде канавок, и модуль сбора проволоки, выполненный с возможностью последовательной сборки проволочного электрода после использования для электроэрозионной обработки, предусмотрены в основном корпусе.
21. Устройство по п.20, в котором модуль подачи проволоки и модуль сбора проволоки, соответственно, включают в себя подающий вращающийся барабан и собирающий вращающийся барабан, имеющие центры вращения, совпадающие с центром вращения основного корпуса.
22. Устройство по п.21, в котором приводной механизм, выполненный с возможностью приведения во вращение собирающего вращающегося барабана, предусмотрен в основном корпусе, при этом направляющий элемент, выполненный с возможностью направления проволочного электрода, который подается из подающего вращающегося барабана, внутри частей в виде канавок, предусмотрен на основном корпусе, и предусмотрен источник натяжения, выполненный с возможностью обеспечения натяжения в проволочном электроде в состоянии, направляемом посредством направляющего элемента.
23. Устройство по п.18, в котором электрод для электроэрозионной обработки является стержневым электродом.
24. Устройство по п.23, в котором множество стержневых электродов предусмотрено вдоль частей в виде канавок.
25. Устройство по п.24, в котором множество стержневых электродов размещены зигзагообразно вдоль частей в виде канавок.
26. Устройство по п.18, в котором электрод для электроэрозионной обработки является пластинчатым электродом, вытянутым вдоль частей в виде канавок.
27. Устройство по п.17, в котором устройство формирования мелкошероховатых участков содержит электрод для электроэрозионной обработки, и
режущий инструмент и электрод для электроэрозионной обработки установлены на фитинге, предусмотренном на основном корпусе, для формирования модуля.
28. Устройство по п.16 или 17, в котором устройство формирования мелкошероховатых участков содержит головку для лазерной обработки.
29. Устройство по п.17, в котором режущий инструмент и устройство формирования мелкошероховатых участков находятся в пределах диапазона 90° в направлении вращения основного корпуса.
| US 6622685 В2, 23.09.2003 | |||
| JP 2002276662 A, 25.09.2002 | |||
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО АДГЕЗИОННОГО СЛОЯ (ВАРИАНТЫ) И МЕТАЛЛИЧЕСКИЙ АДГЕЗИОННЫЙ СЛОЙ (ВАРИАНТЫ) | 1996 |
|
RU2209256C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЛЯ ПЛАЗМЕННОГО ПОКРЫТИЯ | 1998 |
|
RU2132402C1 |

