Перекрестная ссылка на родственные заявки
[0001] Настоящая заявка испрашивает согласно разделу 35 § 119 Свода законов США приоритет предварительной заявки США с порядковым № 61/033440, поданной 4 марта 2008 г. Настоящая заявка связана с находящейся одновременно на рассмотрении заявкой на патент США с порядковым № 11/427233, поданной 28 июня 2006 г. и опубликованной как US 2007/0181224, которая включена сюда по ссылке во всей ее полноте.
Предпосылки изобретения
Область техники
[0002] Настоящая заявка относится в целом к области производства новых разлагаемых металлических материалов, таких как разлагаемые сплавы алюминия, и к способам получения продуктов из разлагаемых сплавов, применимых на нефтепромыслах при разведке, добыче и испытаниях нефтяных месторождений.
Уровень техники
[0003] Чтобы добыть углеводороды из подземных резервуаров, бурят скважины шириной несколько дюймов и до нескольких миль в длину, испытывают их для определения свойств резервуаров и заканчивают (осваивают) различными инструментами. При бурении, испытании и заканчивании скважины большое множество инструментов опускают в скважину (ствол скважины) для множества важных применений. Возникает много ситуаций, когда могут оказаться технически и экономически желательными разлагаемые материалы (например, материалы со способностью разлагаться со временем); например, элемент (т.е. инструмент или деталь инструмента), который может требоваться только на время и который потребовал бы значительной рабочей силы для его извлечения после того, как он стал ненужным, удобно было бы делать из разлагаемого материала. Если такой элемент будет разработан (подобран по составу) так, чтобы разрушаться в разнообразных условиях в стволе скважины после того, как он отслужит свои функции, то можно сэкономить время и деньги. Основным предварительным условием для применения разлагаемых материалов в промышленности и на нефтепромыслах является возможность их производства. В отличие от пластмасс и полимерных материалов, многие из которых могут разлагаться в среде ствола скважины (например, полимолочная кислота в воде), металлические материалы (например, сплавы) типично имеют намного большую механическую прочность, и механическая прочность необходима для получения нефтепромысловых элементов, которые могут выдерживать высокое давление и температуры, имеющиеся в скважине.
[0004] Различные разлагаемые металлические материалы были недавно раскрыты авторами этого изобретения (Мария и др.) (Marya et al.). Например, US 2007/0181224 авторов Мария и др. раскрывает композиции (т.е. материалы всех сортов: металлы, сплавы, композиты), содержащие один или более химически активных металлов в большей пропорции и один или более легирующих продуктов в меньшей пропорции. Эти композиции характеризуются как являющиеся высокопрочными, контролируемо реакционноспособными и разлагаемыми при определенных условиях. Эти композиции могут содержать химически активные металлы, выбранные из продуктов в группах I и II Периодической таблицы, и легирующие продукты, такие как галлий (Ga), индий (In), цинк (Zn), висмут (Bi) и алюминий (Al). Нефтепромысловые продукты из этих композиций могут применяться для временного разделения флюидов из различных зон. После выполнения их намеченных функций, такие нефтепромысловые продукты могут либо полностью разрушиться, либо их можно принудительно опустить или, наоборот, поднять в новое положение без разрушающих операций.
[0005] Аналогично, US 2008/0105438 раскрывает применение высокопрочных, контролируемо реакционноспособных и разлагаемых материалов специально для получения нефтепромысловых скважинных отклонителей и отражателей.
[0006] US 2008/0149345 раскрывает разлагаемые материалы, характеризуемые как являющиеся "умными", для применения в большом числе скважинных элементов. Такие элементы могут быть активированы, когда "умные" разлагаемые материалы разлагаются в скважинной среде. "Умные" разлагаемые материалы могут включать сплавы кальция, магния или алюминия или композиты этих материалов в комбинации с неметаллическими материалами, такими как пластики, эластомеры и керамика. Разложение "умных" разлагаемых материалов в таких флюидах, как вода, может привести к по меньшей мере одному отклику, который, в свою очередь, запускает другие отклики, например, открытие или закрытие устройства, или восприятие присутствия конкретных флюидов на основе воды (например, пластовой воды).
[0007] Так как разлагаемые металлические материалы (а именно, сплавы) подходят для множества разнообразных нефтепромысловых операций, крайне желательны способы производства нефтепромысловых продуктов, выполненных из этих разлагаемых материалов.
Сущность изобретения
[0008] Способ в соответствии с одним вариантом осуществления изобретения включает добавление одного или более легирующих продуктов в расплав алюминия или алюминиевого сплава; растворение легирующих продуктов в расплаве алюминия или алюминиевого сплава, с образованием тем самым расплава разлагаемого сплава; и отверждение расплава разлагаемого сплава с образованием разлагаемого сплава.
[0009] Другой аспект относится к способам производства продукта из разлагаемого сплава. Способ в соответствии с одним вариантом осуществления изобретения включает добавление одного или более легирующих продуктов в расплав алюминия или алюминиевого сплава в литейной форме; растворение упомянутых одного или более легирующих продуктов в расплаве алюминия или алюминиевого сплава с образованием расплава разлагаемого сплава; и отверждение расплава разлагаемого сплава с образованием продукта.
[0010] Другой аспект относится к способам производства продукта из разлагаемого сплава. Способ в соответствии с одним вариантом осуществления изобретения включает помещение порошков основного металла или основного сплава и порошков одного или более легирующих продуктов в пресс-форму; и прессование и спекание этих порошков с образованием продукта.
[0011] Другие аспекты и преимущества изобретения будут очевидными из последующего описания и приложенной формулы изобретения.
Краткое описание чертежей
[0012] Фиг.1 показывает способ производства продукта из разлагаемого сплава в соответствии с вариантами осуществления изобретения. Ряд вариантов осуществления изобретения использует процесс литья, представленный на фиг.1.
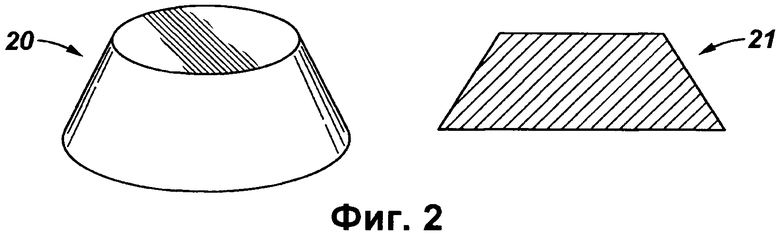
[0013] Фиг.2 показывает пример конического литого предмета из нового разлагаемого алюминиевого сплава в соответствии с одним вариантом осуществления изобретения. Показанный отлитый предмет содержал галлий (Ga), индий (In) и цинк (Zn) - три металла, которые точно добавляли посредством предварительно отформованной добавки. Легирующие элементы вводили в расплав чистого алюминия при 650°C, что давало в результате показанный предмет из разлагаемого сплава.
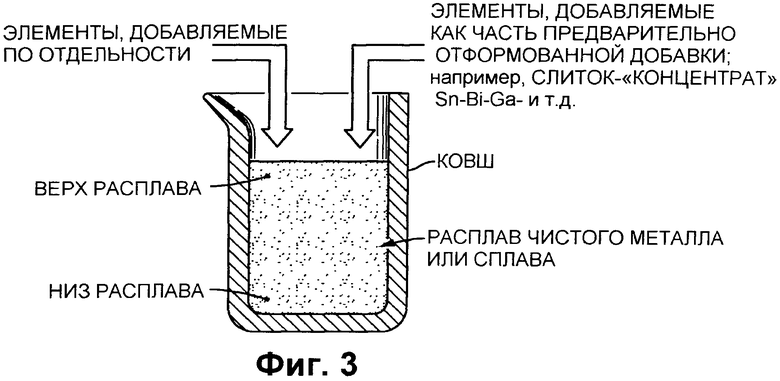
[0014] Фиг.3 показывает схематическую иллюстрацию способа производства, в котором добавки согласно вариантам осуществления изобретения вводят в расплав металла. Легирующие элементы (металлы) могут вводиться в добавке либо по отдельности, либо в виде смеси разных элементов, как в случае, когда должны быть получены сложные химические композиции.
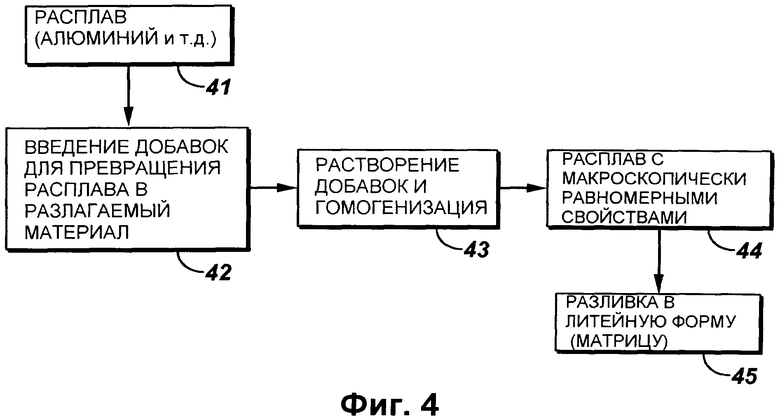
[0015] Фиг.4 показывает блок-схему способа производства в случае разливки разлагаемых алюминиевых сплавов в соответствии с одним вариантом осуществления изобретения.
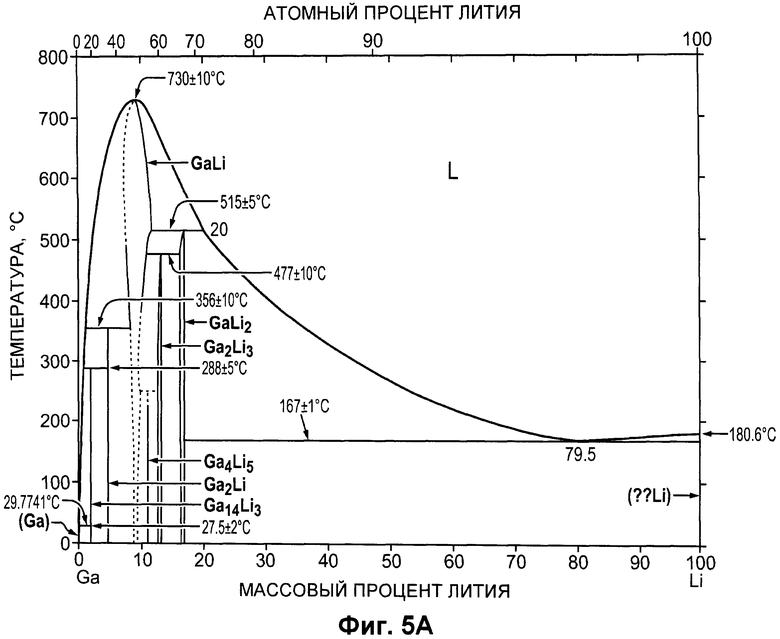
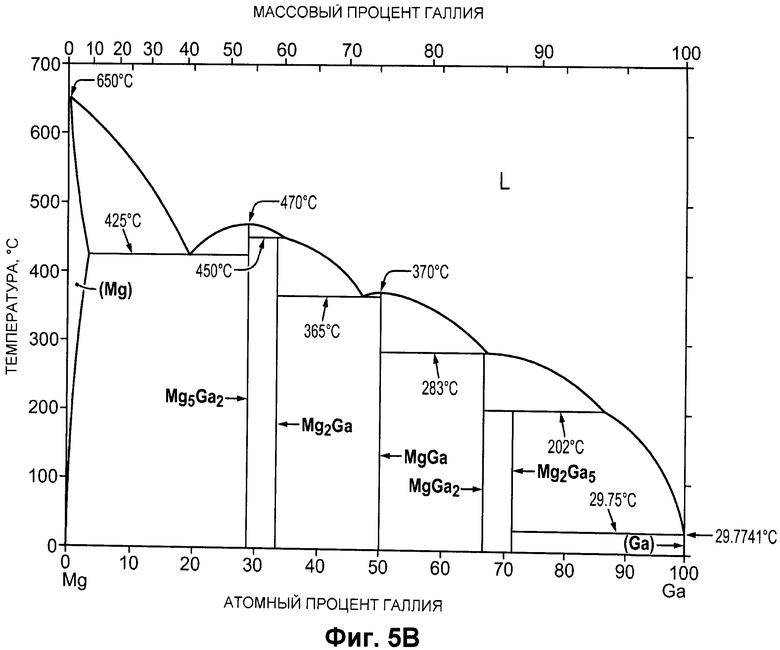
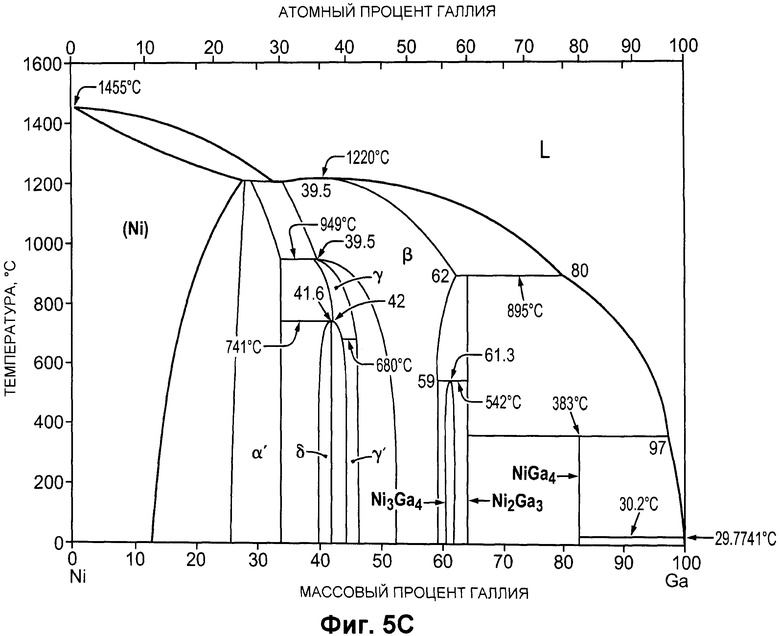
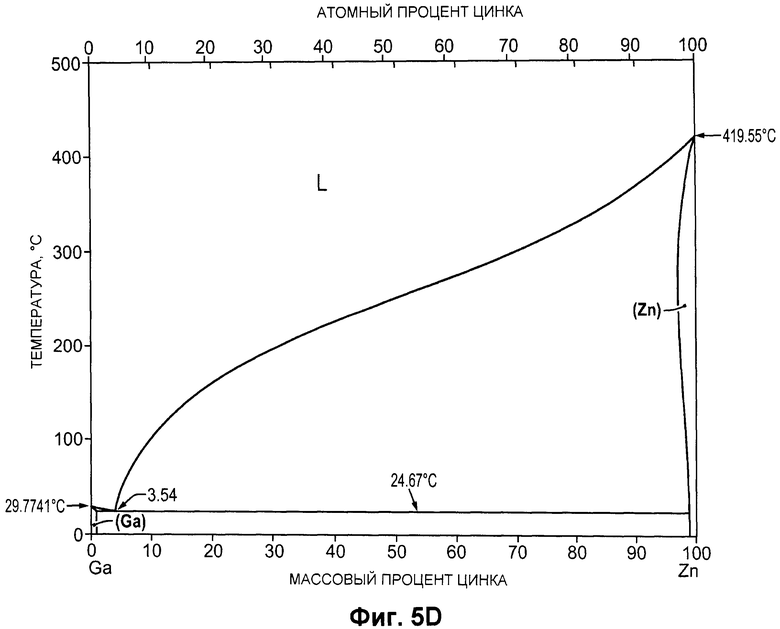
[0016] Фиг.5A-5D показывают двойные фазовые диаграммы галлия с другими выбранными металлами. Фиг.5A показывает фазовую диаграмму галлий-литий (Ga-Li); Фиг.5B показывает фазовую диаграмму галлий-магний (Ga-Mg); Фиг.5C показывает фазовую диаграмму галлий-никель (Ga-Ni); и Фиг.5D показывает фазовую диаграмму галлий-цинк (Ga-Zn). В условиях медленного нагрева и медленного охлаждения (т.е. равновесия) эти фазовые диаграммы выявляют полезную информацию, такую как взаимные растворимости различных фаз, а также изменения температуры плавления (ликвидуса) как функцию химического состава бинарных смесей. Фиг.5A-5D являются известными из уровня техники диаграммами, которые не только дают некоторое представление о проблемах производства разлагаемых сплавов, но также помогают определить подходящие сплавы для разлагаемых сплавов и предварительно отформованных добавок.
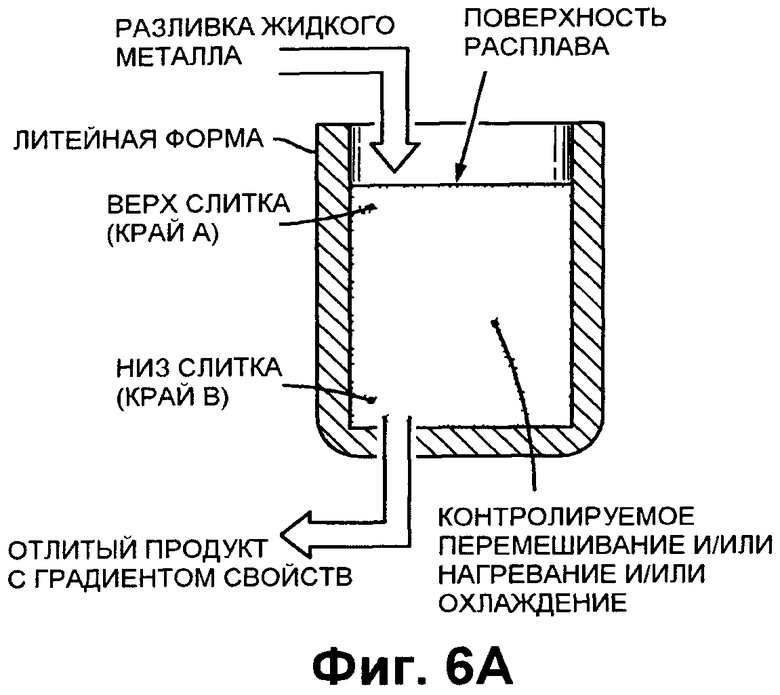
[0017] Фиг.6A показывает схему способа производства согласно вариантам осуществления изобретения для получения материала или продукта, имеющего гомогенный (однородный) или градиентный (т.е. с градиентами) химический состав. В зависимости от начального состава расплава, легирующих элементов, скоростей отверждения и скоростей охлаждения, химический состав разлагаемого сплава или продукта может быть распределенным, предлагая множество различных полезных свойств.
[0018] Фиг.6B показывает диаграмму, иллюстрирующую различные изменения свойств в разлагаемом сплаве, который может быть образован в соответствии с вариантами осуществления изобретения. Сплав, имеющий распределенный химический состав, считается сплавом; его можно также рассматривать как материал, содержащий в себе множество химических составов или сплавов. Здесь не делается никаких различий, так как такой материал будет просто называться сплавом.
[0019] Фиг.7 показывает трубчатый продукт, например, корпус перфоратора, содержащий разлагаемые сплавы в соответствии с одним вариантом осуществления изобретения.
[0020] Фиг.8 показывает корпус кумулятивного заряда, содержащий разлагаемые сплавы в соответствии с одним вариантом осуществления изобретения.
[0021] Фиг.9 показывает заключенный в оболочку корпус кумулятивного заряда, содержащий разлагаемые сплавы в соответствии с одним вариантом осуществления изобретения.
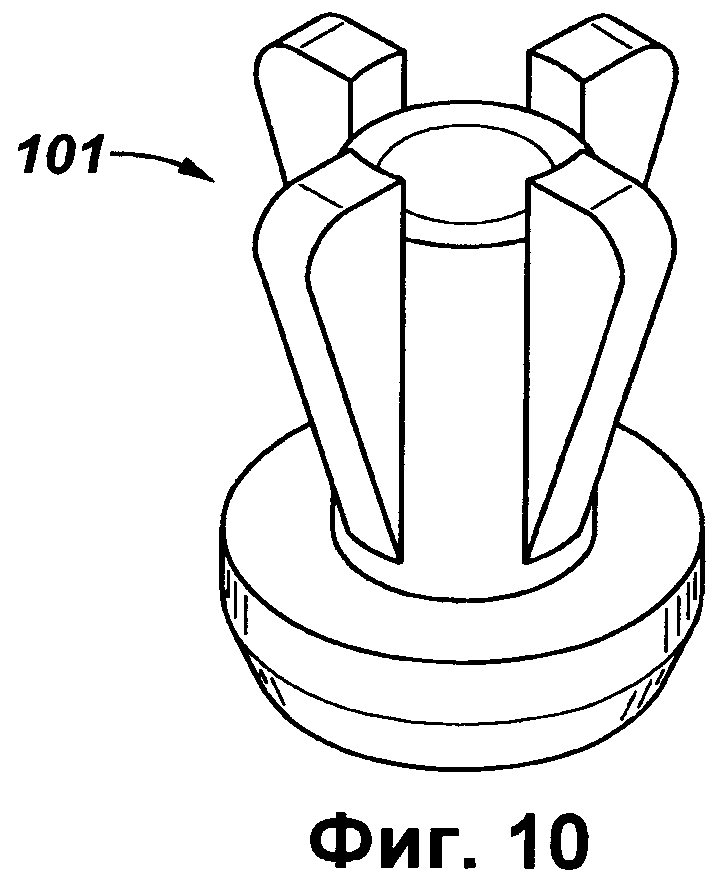
[0022] Фиг.10 показывает скважинную желонку, содержащую разлагаемые сплавы в соответствии с одним вариантом осуществления изобретения.
Подробное описание
[0023] Следующее подробное описание описывает ряд предпочтительных вариантов осуществления изобретения. Описанные варианты осуществления изобретения предназначены помочь специалисту в данной области техники понять заявленный объект, но не предназначены для излишнего ограничения настоящего или будущего объема любых притязаний, относящихся к настоящей заявке.
[0024] Варианты осуществления изобретения относятся к способам получения разлагаемых сплавов и элементов (например, скважинных инструментов и деталей инструментов), по меньшей мере частично (если не полностью) выполненных из одного или более разлагаемых сплавов. В соответствии с вариантами осуществления изобретения такие разлагаемые сплавы основаны на алюминии, что означает, что «основным металлом» является металлический алюминий (например, технически чистый алюминий) или алюминиевый сплав (например, литейных и деформируемых промышленных марок), а в него вводятся выбранные «легирующие продукты», так что получающийся в результате материал можно охарактеризовать как сплав, который является разлагаемым или, иначе говоря, разлагающимся при выбранных условиях (например, вода при повышенной температуре). В соответствии с вариантами осуществления изобретения такие разлагаемые сплавы могут растворяться, разрушаться на фрагменты и/или распадаться контролируемым образом, например, если подвергаются воздействию флюида (например, воды) в течение выбранного периода времени (например, минут, часов, недель). По определению, скорости разложения этих разлагаемых сплавов и продуктов на несколько порядков величины больше, чем те скорости, с которыми имеющиеся в продаже материалы, такие как чистый алюминий или, например, алюминиевый сплав марки 6061, разлагались бы вследствие процесса коррозии. Например, некоторые из этих разлагаемых сплавов могут полностью разложиться в холодной воде даже при нейтральном водородном потенциале (т.е. pH=7,0), тогда как алюминий и алюминиевые сплавы в подобное среде не разлагались бы. Фактически, при любых значениях pH разлагаемые сплавы, применимые в связи с вариантами осуществления изобретения, также разлагаются значительно быстрее, чем любой имеющийся в продаже алюминий, поэтому они и называются здесь разлагаемыми сплавами (отметим, что имеющиеся в продаже технический алюминий и алюминиевые сплавы медленно разлагаются в сильно кислых и высокоосновных флюидах).
[0025] Варианты осуществления изобретения относятся к новым вариациям известных способов, применяющихся при производстве металлических продуктов, таких как разливка, формовка, ковка и методы порошковой металлургии (например, спекание, горячее изостатическое прессование). Варианты осуществления изобретения имеют намного более широкое применение, чем нефтегазовая промышленность, и в наиболее широком смысле они применимы для изготовления продуктов (изделий) из разлагаемых сплавов. Специалист должен понимать, что эти примеры являются лишь иллюстрацией и не предназначены для излишнего ограничения настоящего или будущего объема притязаний.
[0026] Варианты осуществления изобретения особенно подходят для изготовления разлагаемых сплавов с уникальными свойствами для применения в скважинных средах или для производства разлагаемых нефтепромысловых элементов, таких как перечисляемые далее. Кроме того, варианты осуществления изобретения могут включать применения процессов сварки, нанесения покрытий и обработки поверхности, наряду с любыми другими процессами предшествующего уровня техники, для производства продуктов из разлагаемых сплавов.
[0027] Примеры нефтепромысловых продуктов, которые могут быть выполнены из разлагаемых сплавов, включают:
- приводы, предназначенные для приведения в действие других механизмов, которые могут быть таким простыми, как пружины сжатия (например, элемент пакера под напряжением или эксплуатационные шлипсовые пакеры, устройства крепления-расцепления и т.д.);
- датчики, например, предназначенные для обнаружения присутствия флюидов на водной основе (жидкость, водяной пар, кислоты, основания и т.д.). Например, при обнаружении присутствия воды запускается отклик системы, такой как механический отклик (смещение пружины или чего-то другого, или течение флюида) или электронный отклик, помимо прочих;
- одноразовые элементы (т.е. инструменты и детали инструментов), такие как кумулятивные заряды, перфораторы, в том числе перфораторы, спускаемые на НКТ, и желонки, заглушки и т.д., которые при разложении не оставляют побочного мусора. К одноразовым элементам относятся также полые компоненты с разлагаемыми заглушками/крышками/уплотнителями; например, прокладки, оболочка;
- прочные на смятие разлагаемые добавки во флюиды для гидроразрыва и проппанты. Сюда входят также тампоны для проведения работ в скважине, капсулы и т.д.
[0028] В соответствии с вариантами осуществления изобретения разлагаемые сплавы могут иметь в своей основе любые традиционные алюминий и алюминиевые сплавы; в данном описании эти традиционные металлы и сплавы также называются "основными металлами" или "основными сплавами", т.к. они не являются разлагаемыми. Действительно, алюминий и его сплавы не считаются разлагаемыми ни в нормальных, ни в желаемых условиях; например, им потребуются годы до полного разложения в пластовой воде скважины, тогда как разлагаемые алюминиевые сплавы в соответствии с вариантами осуществления изобретения могут полностью разложиться в пределах от минут до недель, в зависимости от их выбранных химических составов, внутренних структур (например, градиентная структура, проявляющая градиенты по составу), наряду с другими факторами. Эти неразлагающиеся основные металлы или сплавы алюминия можно смешивать с выбранными "легирующими продуктами" или добавками, такими как галлий (Ga), ртуть (Hg, хотя ртуть является высокоопасной, и ее применение следует ограничивать), индий (In), висмут (Bi), олово (Sb), свинец (Pb), сурьма (Sb), таллий (Tl) и т.д., чтобы создать новые материалы (сплавы), которые являются разлагаемыми или разлагающимися при определенных условиях (например, вода при конкретной температуре). Следует отметить, что редко когда для получения разлагаемого сплава эффективен один единственный легирующий элемент. Обычно требуются подходящие комбинации нескольких легирующих элементов, чтобы сбалансировать некоторые свойства: например, скорость разложения, прочность, ударную вязкость, плотность в дополнение к стоимости и технологичности. Таким образом, добавки обычно являются сложными смесями из нескольких указанных элементов, наряду с прочими, не перечисленными в данной заявке.
[0029] За конкретными примерами разлагаемых сплавов можно обратиться к примерам, описанным в опубликованной заявке на патент СЩА № 2007/0181224 A1. Некоторые примеры разлагаемых сплавов включают сплавы кальций-литий (Ca-Li), кальций-магний (Ca-Mg), кальций-алюминий (Ca-Al), кальций-цинк (Ca-Zn) и магний-литий (Mg-Li), обогащенные оловом (Sn), висмутом (Bi) или другими низкорастворимыми легирующими продуктами (например, свинцом, Pb).
[0030] Однако, из этих упомянутых разлагаемых сплавов в настоящей заявке применяются исключительно разлагаемые сплавы, которые в качестве своего основного компонента содержат алюминий; т.е. эти сплавы являются разлагаемыми алюминиевыми сплавами. Среди этих сплавов можно назвать, например, сплавы алюминий-галлий (Al-Ga), алюминий-индий (Al-In), а также сплавы более сложного состава: например, сплавы алюминий-галлий-индий (Al-Ga-In), алюминий-галлий-висмут-олово (Al-Ga-Bi-Sn). Сплавы, пригодные для вариантов осуществления настоящего изобретения, могут рассматриваться как экологически безвредные (за исключением сплавов, содержащих опасные элементы, такие, например, как ртуть или свинец), легкие в получении (например, их можно выплавлять на воздухе) и могут производиться по обычным технологиям, с учетом всего лишь небольших модификаций, которые являются объектом вариантов осуществления настоящего изобретения и предназначены, наряду с прочим, для облегчения производства и улучшения качества сплавов.
[0031] Эти разлагаемые сплавы алюминия являются механически прочными, ударопрочными и разлагающимися в различных условиях, таких как, например, в присутствии воды. Например, некоторые из разлагаемых алюминиевых сплавов могут разлагаться в растворах для заканчивания скважины, в пластовых водах независимо от pH, в предельных случаях в течение минут, а также в разбавленных кислотах, основаниях и смесях углеводородов с водой. Поэтому эти разлагаемые сплавы могут применяться для изготовления нефтепромысловых элементов, которые предназначены для выполнения временных функций. После выполнения своих функций такие нефтепромысловые продукты могут разлагаться в среде ствола скважины, таким образом устраняя необходимость в их извлечении. Следовательно, в результате использования таких разлагаемых материалов может быть получена существенная экономия расходов.
[0032] Фиг.1 представляет собой блок-схему, показывающую различные способы производства нефтепромысловых продуктов в соответствии с предпочтительными вариантами осуществления изобретения. При прямом подходе для получения желаемых продуктов (11) в способе может применятся литье (литьевое формование). Согласно этому способу неразлагающиеся металлы и сплавы могут быть смешаны и сплавлены с добавками, а получающийся расплав может быть разлит в литейную форму (матрицу), которая имеет конечную или близкую к конечной форму желаемого продукта, вместе с одним или несколькими химическими составами разлагаемого сплава. Таким образом, продукт литья представляет собой подходящий конечный продукт (15), который является разлагаемым.
[0033] Альтернативно, исходные отлитые продукты (11) могут подвергаться дальнейшим технологическим обработкам, таким как обработка резанием исходных продуктов (12) для изменения их формы до конечных желаемых продуктов (15). Аналогичным образом, исходный продукт (11) может быть подвергнут процессам (13) нанесения покрытия, обработки поверхности и/или сборки для того, чтобы получить конечные продукты (15). В соответствии с некоторыми вариантами осуществления изобретения исходные продукты (11) можно подвергать обработке резанием (12) и процессам нанесения покрытий, обработки поверхности и/или процессам сборки (13), чтобы получить конечные продукты (15).
[0034] Ниже в таблице представлены примеры нефтепромысловых скважинных продуктов с подходящими способами и процессами для их производства:
- трубы, трубопроводы, корпуса перфораторов и т.д.
- заглушки, желонки, профилированные желонки/заглушки для обработки и добычи, корпуса кумулятивных зарядов и т.д.
- Формовка раскаткой с выдавливанием (flow forming), экструзионное формование, пилигримовая прокатка (Pilgrim)
- Порошковая металлургия и ее комбинации (например, литье и ГИП)
- Формовка и ковка
- Порошковая металлургия
[0035] На Фиг.2 показана фотография водоразлагаемого продукта, который изготовлен с применением предпочтительного способа. Как показано, конический предмет 20 с трапецеидальным сечением 21 выполнен из разлагаемого алюминиевого сплава в соответствии с вариантами осуществления изобретения. В расплав вводили добавки, чтобы превратить расплав промышленного сплава 60661 в разлагаемый сплав в соответствии с вариантами осуществления изобретения. Этот конический предмет 20 может применяться как заглушка труб в скважине, наряду с прочими возможными применениями.
[0036] Как указано в качестве примера выше в таблице, разные нефтепромысловые элементы (т.е. устройства или детали) могут быть произведены с применением разлагаемых сплавов и способов, в том числе литьем, формовкой, ковкой и методами порошковой металлургии.
Литье
[0037] На Фиг.3 и 4 проиллюстрированы способы литья для получения разлагаемых сплавов и продуктов из разлагаемых сплавов. Например, Фиг.4 иллюстрирует способ литья продукта из разлагаемого сплава. Как показано, готовят расплав (41), который может быть расплавом чистого алюминия или расплавом алюминиевого сплава (например, алюминиевых сплавов 5086 или 6061). Затем в расплав (42) вводят добавки (легирующие продукты) для изменения химического состава расплава так, чтобы получившийся твердый сплав (образованный после охлаждения) был разлагаемым сплавом. Добавки (легирующие продукты) могут быть, например, одним или более из галлия (Ga), ртути (Hg), индия (In), висмута (Bi), олова (Sn), свинца (Pb), сурьмы (Sb), таллия (Tl), наряду с другим металлами, такими как магний (Mg), цинк (Zn) или кремний (Si). Добавки (легирующие продукты) могут быть однородно примешаны в расплав (43) посредством различных способов перемешивания (например, механических, электромагнитных и т.д.), чтобы создать расплав с макроскопически равномерным химическим составом (44). Этот однородный расплав может быть затем разлит в матрицу (литейную форму), чтобы получить продукт желаемого вида или формы, который выполнен из разлагаемого сплава (45). В некоторых случаях добавки (легирующие продукты) можно оставить в расплаве без перемешивания, чтобы способствовать градиентам состава внутри расплава. В некоторых случаях вскоре после смешения градиента может произойти химическое разделение, при котором из-за химической несовместимости более тяжелые элементы могут мигрировать к низу расплава, а более легкий элемент может мигрировать к его верху. Даже если после отвержения весь расплав превратится практически в ряд сплавов, твердое тело, образованное сразу после отливки, рассматривается здесь как единый сплав. Некоторые части этого сплава могут быть менее разлагаемыми, чем другие.
[0038] Как показано на Фиг.3, добавки (легирующие продукты) могут вводиться (например, в виде порошков, гранул, стружки, дроби и т.д.) в расплав основного металлического алюминия или алюминиевого сплава по отдельности. Альтернативно, несколько легирующих элементов (некоторые из них или все) могут быть заранее выполнены в виде предварительно отформованной добавки, служащей в качестве концентрата легирующих элементов, которую вводят затем в расплав основного металла. Добавки (часть из них или все добавки) могут предварительно смешиваться и расплавляться с образованием легирующей добавки-слитка (т.е. типа предварительно отформованной добавки), которую позднее вводят в расплав основного металлического алюминия или расплав алюминиевого сплава. Или же несколько добавок могут быть заранее выполнены в виде компактированной (прессованной) твердой добавки нескольких элементов (например, выполненной любым известным из уровня техники методом порошковой металлургии). Эту предварительно отформованную добавку вводят затем в неразлагаемый расплав, чтобы после отверждения получить разлагаемый сплав.
[0039] Способы по изобретению имеют своей целью изменение свойств чистого алюминия, а также алюминиевых сплавов, таких как имеющиеся в продаже алюминиевые сплавы типа 5086 или 6061 (две деформируемых марки) или 356 (литейная марка), чтобы создать разлагаемые сплавы. Эти способы могут осуществляться в месте расположения поставщика (производителя, продавца) с минимальными изменениями в существующих у них процессах. Поставщик (производитель, продавец), которого попросили произвести продукт из разлагаемого сплава, а не точно такой же точно продукт из неразлагаемого сплава, может не увидеть никаких изменений в своем производственном процессе и не знает точной рецептуры добавок. Применение добавок может предоставить полезное средство для изменения химического состава продуктов без необходимости раскрытия конфиденциальной информации о рецептуре поставщику договорных услуг.
[0040] Как отмечено выше, добавки (легирующие продукты) можно удобным образом вводить в виде порошков, гранул, стружки, дроби и т.д., или же в виде предварительно отформованного слитка или заготовки из прессованного порошка (порошковой прессовки). Однако, некоторые из этих добавок (например, галлий и ртуть) являются жидкостями при температуре окружающей среды или близкой к ней и требуют особых мер предосторожности при перевозке и манипуляциях. В случае таких жидких легирующих продуктов в них могут быть введены один или более носителей (продуктов-носителей), чтобы вызвать образование твердой добавки, с которой можно легко обращаться и которую легко доставить к месту расположения поставщика (производителя). Эти продукты-носители могут быть либо металлургически связаны с легирующими продуктами (например, галлием), и/или они могут быть пропитаны легирующими продуктами так, чтобы с этими легирующими продуктами можно было легко обращаться как с твердыми добавками. Такие смеси легирующий продукт - носитель можно измельчать в порошок, дробить, обрабатывать резанием, молоть до тонких частиц, чтобы получить легирующие продукты в форме порошков, гранул, стружки, дроби и т.д. Альтернативно, легирующий продукт вместе со своим носителем может быть выполнен в виде предварительно отформованных добавок, таких как слитки.
[0041] Например, твердая предварительно отформованная добавка, содержащая галлий (Ga), которую следует применять в качестве концентрата легирующих продуктов, может быть получена добавлением одного или более продуктов-носителей. Продукты-носители, подходящие для галлия (Ga), включают, например, литий (Li), магний (Mg) и никель (Ni), помимо прочих. Другие носители могут просто состоят из смесей, например, олова (Sn) и цинка (Zn). Олово (Sn) и галлий (Ga) при их объединении стабилизируют жидкую фазу при более низких температурах, но если в достаточном количестве добавить дополнительные элементы, такие как цинк (Zn), помимо прочих, то в результате получится новый твердый материал, содержащий галлий (Ga). Этот новый материал можно использовать в качестве твердых предварительно отформованных добавок. Таким образом, предварительно отформованные добавки (выполненные из металлов и сплавов) могут иметь сложные химические составы, но, будучи введенными в горячий расплав металла или сплава для образования разлагаемого сплава, они могут распадаться, чтобы надлежащим образом сплавиться с расплавом и, таким образом, создать разлагаемый сплав. Следует отметить, что элементы-носители влияют на свойства получаемых разлагаемых сплавов. Однако, они считаются продуктами-носителями, так как не они ответственны за то, что сплав становится разлагаемым; вместо этого они влияют на другие свойства (например, плотность, прочность и т.д.).
[0042] Фиг.5A показывает фазовую диаграмму Ga-Li. Как показано на этой фазовой диаграмме, требуется всего лишь несколько процентов лития (Li), чтобы вызвать быстрое повышение температуры плавления смеси Ga-Li. Это наблюдение указывает, что литий (Li) может быть высокоэффективным продуктом-носителем для галлия (Ga). Фиг.5A показывает, что добавление примерно 2,5 мас.% лития (Li) в галлий (Ga) стабилизирует твердую фазу; другими словами, всего при 2,5 мас.% лития (Li) жидкий галлий превращается в твердый, и это твердое вещество будет разлагаться при температуре, которая значительно ниже, чем температуры литья разлагаемых сплавов.
[0043] Аналогично, Фиг.5B показывает фазовую диаграмму Mg-Ga, а Фиг.5C показывает фазовую диаграмму Ni-Ga. Хотя магний (Mg) и никель (Ni) менее эффективны, чем литий (Li), они, тем не менее, обладают сходными эффектами повышения температур плавления смесей Mg-Ga и Ni-Ga. Фигуры 5B-5C показывают, что примерно 13 мас.% магния (Mg) в галлии (Ga) создает твердую фазу; для сравнения, тот же эффект дают примерно 22 мас.% никеля, тогда как потребовалось всего 2 мас.% лития (Li) для того, чтобы создать твердый материал. Распад любой из образованных фаз все же удовлетворителен, так как ни одна из этих фаз не является стабильной при температуре литья разлагаемого сплава.
[0044] Фиг.5D показывает фазовую диаграмму Zn-Ga, которая указывает, что цинк (Zn) не может образовывать интерметаллических фаз с галлием (Ga), но может пропитываться галлием (Ga). Таким образом, цинк (Zn) также можно применять как носитель галлия (Ga), однако гораздо менее эффективный, чем литий (Li), магний (Mg) или (Ni). Отметим, что литий является особенно химически активным, и его применение создает проблемы при манипуляциях, перевозке и закупке.
[0045] Другие варианты осуществления изобретения включают предварительно отформованные добавки металла и сплавов, причем металл и сплавы физически содержатся (диспергированы, инкапсулированы, завернуты и т.д.) внутри неметаллов, например, полимера. Этот инкапсулирующий неметаллический материал-носитель при контакте с горячим расплавом алюминия или алюминиевого сплава полностью разлагается и не оказывает отрицательного влияния на свойства отверженного расплава. Пластики разлагаются (сгорают) при температуре литья алюминия и могут использоваться как неметаллические носители.
[0046] Как показано на Фиг.4, добавки (легирующие продукты) и расплав основного металла могут быть смешаны с получением гомогенных смесей, которые затем разливают в матрицу или литейную форму и оставляют застывать с образованием разлагаемого сплава. Однако в соответствии с некоторыми вариантами осуществления изобретения добавленные легирующие продукты и расплав основного металла не смешивают для получения гомогенных отвержденных сплавов. Вместо этого добавление легирующих продуктов можно контролировать таким образом, чтобы получить разлагаемые сплавы, имеющими градиенты легирующих продуктов (т.е. чтобы образовать градиентный материал или сплав). При градиенте легирующих продуктов, присутствующих в разлагаемом сплаве, свойства (например, способность к разложению) разлагаемых сплавов будут меняться от точки к точке. Такой разлагаемый материал или элемент, имеющий, например, градиентную структуру около своей поверхности (например, в оболочке), которая является плохо разлагаемой, но середину, которая является разлагаемой, может быть выгоден, так как эта так называемая оболочка может служить естественной задержкой полному разложению материала или элемента и может заменять временную защитную обработку поверхности и покрытия.
[0047] Чтобы достичь желаемых свойств и уровней однородности в разлагаемом сплаве, можно, например, тщательно перемешать расплав с легирующими продуктами (добавками) и контролируемо охладить и закристаллизовать расплав алюминия плюс легирующие элементы. В некоторых случаях и в зависимости от легирующих элементов в расплаве и их распределения в расплаве, можно предусмотреть быстрое охлаждение, чтобы создать композиционную однородность, тогда как с другими легирующими составами может применяться быстрое охлаждение, чтобы образовать градиенты состава в отвержденном расплаве. Например, с легирующими элементами, имеющими существенную растворимость в твердом алюминии и в значительной степени распределяющимися при отверждении, быстрое охлаждение (какое получается, например, при выборочном отводе тепла в выбранных направлениях) может обычно использоваться для того, чтобы обеспечить образование градиентного материала. Напротив, для легирующих элементов, являющихся нерастворимыми в расплаве и имеющих очень различающиеся плотности, можно использовать медленное охлаждение с тем, чтобы облегчить образование градиентного материала (т.е. материала или сплава с градиентами состава). Ясно, что соответствующая практическая процедура расплавления и охлаждения будет зависеть от состава расплава и от того, должен ли химический состав расплава быть специально перераспределен как в градиентном сплаве или нет.
[0048] В случаях, когда в расплав добавляют небольшие количества олова (Sn) и висмута (Bi), чтобы добиться градиентного материала, можно медленно и контролируемо охлаждать расплав, чтобы было возможно перераспределение легирующих продуктов в расплаве. Например, Фиг.6A показывает схематическую иллюстрацию способа, использующего процессы медленного охлаждения (отверждения), чтобы создать градиент легирующих продуктов (например, олова, висмута, свинца) в расплаве, который был разлит в матрицу или литейную форму.
[0049] Скорости охлаждения и отверждения (кристаллизации), наряду с различными способами смешения легирующих продуктов, можно регулировать желаемым образом, чтобы достичь разных моделей градиента. На Фиг.6B показано несколько примеров распределения градиента вдоль вертикальной оси отливки, которых можно добиться, применяя описываемые здесь способы: (1): постоянное свойство (или нулевой градиент), (2), линейно уменьшающееся/увеличивающееся свойство (или постоянный градиент), (3) изменение свойства, отмеченное скачками, и (4) смешанное изменение.
Порошковая металлургия
[0050] Кроме способов литья, в которых расплав разлагаемого сплава разливают в литейную форму или матрицу (возможно имеющую конечную форму или близкую к конечной форму намеченного продукта), в некоторых вариантах осуществления изобретения применяются методы порошковой металлургии (ПМ). Согласно методам порошковой металлургии мелкие твердые частицы и/или порошки (а не расплавы) металлов и сплавов уплотняют под давлением с образованием твердых материалов (в том числе сплавов) и продуктов с конечными или близкими к конечным размерами. По определению, порошок является твердым веществом, и в случае с некоторыми низкоплавкими металлами (например, галлий является жидким при температуре окружающей среды) получить порошки нельзя. Поэтому раскрываются новые способы создания порошков из добавков к неразлагаемому металлу или сплаву.
[0051] Порошки и мелкие кусочки разлагаемых сплавов могут быть получены механическим размолом, измельчением в порошок, тонким измельчением и распылением твердых разлагаемых сплавов (таких как слитки) и расплавов разлагаемых сплавов (капли). Например, можно приготовить слиток из сплава, содержащего алюминий (Al), висмут (Bi), олово (Sn) и галлий (Ga), и измельчить его в тонкий порошок до использования этого материала в процессах порошковой металлургии, таких как прессование (включая горячее изостатическое прессование или ГИП) и спекание. Также может применяться тонкий помол разлагаемого сплава для образования тонкого твердого порошка разлагаемого сплава.
[0052] В соответствии с вариантами осуществления изобретения порошки низкоплавких добавок могут быть получены сплавлением низкоплавких добавок с другими продуктами для повышения их температур плавления (солидуса и ликвидуса). Например, галлий (Ga) является жидким при комнатной температуре или близкой к комнатной. Как отмечалось ранее, галлий (Ga) можно надлежащим образом сплавить с литием (Li), магнием (Mg), никелем (Ni) или цинком (Zn), чтобы превратить его в твердый сплав, как показано на Фиг.5A-5D. Эти сплавы галлия (Ga) можно затем превратить в порошок для последующих процессов порошковой металлургии (уплотнение). Аналогично, другие металлы, которые являются в противном случае жидкостями, также можно превратить в твердые вещества с помощью металла-носителя для того, чтобы приготовить порошки для применения в соответствии с вариантами осуществления изобретения.
[0053] В соответствии с одним вариантом осуществления изобретения продукт или деталь в близкой к заданной форме (например, желонка/заглушка, корпус кумулятивного заряда, труба и т.д.) могут производиться спеканием вышеупомянутых порошков разлагаемого сплава с применением способов, в которых используются методы порошковой металлургии, в том числе прессование и спекание.
[0054] В соответствии с некоторыми вариантами осуществления изобретения металлические порошки, которые по отдельности являются неразлагаемыми, можно смешать, спрессовать и спечь с получением конечного продукта, который является разлагаемым. Например, неразлагаемый алюминиевый порошок и один или более порошков легирующих продуктов (например, галлий, висмут, олово и т.д.) можно смешать и спрессовать в желаемый продукт близкой к конечной формы, с последующей высокотемпературной термообработкой (спеканием), чтобы получить твердый и связный продукт, который является разлагаемым при выбранных условиях.
[0055] В соответствии с некоторыми вариантами осуществления изобретения разлагаемый сплав (в порошковой форме) можно смешать с другими металлами или неметаллическими материалами (такими как керамика) с образованием композитного материала, который можно прессовать и спекать, получая продукт, который все еще является разлагаемым и имеет некоторые другие желаемые свойства, приданные этими другими материалами (такими как керамика). В некоторых вариантах осуществления изобретения можно вводить порошки огнеупорных продуктов (таких как углерод, кремний, вольфрам, карбид вольфрама и т.д.), в частности, для изменения плотности разлагаемого материала и/или продукта, наряду с другими свойствами. Эти порошки можно смешивать, прессовать и спекать с получением продуктов конечной формы или почти конечной формы.
Формовка и ковка (холодная или горячая обработка давлением)
[0056] В соответствии с некоторыми вариантами осуществления изобретения разлагаемые продукты, полученные литьем или методами порошковой металлургии, можно обрабатывать далее с помощью способов обработки металлов давлением (в том числе ковкой), которые обычно применяются в данной области техники.
[0057] Например, разлагаемые сплавы можно подвергать холодной обработке давлением перед термообработкой, чтобы получить тонкозернистые структуры и/или чтобы гомогенизировать сплавы. Аналогично, разлагаемые сплавы можно подвергать холодной обработке давлением для повышения их прочности. Например, холодная обработка трубы давлением может давать трубчатое изделие с прочностью 50 килофунтов/кв.дм (ksi), что требуется, например, для корпуса перфоратора.
[0058] Для устранения в разлагаемых сплавах внутренних дефектов, таких как литейные раковины (в частности, усадочные раковины из-за присутствия особых легирующих продуктов), может также применяться горячая обработка давлением. Таким образом, горячая обработка давлением (ковка) может использоваться для улучшения свойств (таких как плотность) разлагаемого металлического материала.
Нанесение покрытий и обработка поверхности
[0059] Сходным образом, методы нанесения покрытий (осаждение), которые обычно используются в промышленности, могут применяться для создания или улучшения продукта, обладающего способностью к разложению. Примеры включают осаждение разлагаемых сплавов на неразлагаемый материал с помощью таких процессов, как наплавка. Покрытие также может наноситься на отливки или полученные порошковой металлургией продукты с тем, чтобы снабдить эти продукты защитными слоями. Такие покрытия могут использоваться для задержки разложения разлагаемых материалов. Подобным образом, обработка поверхности может использоваться для регулирования способности к разложению поверхности разлагаемого сплава. Например, выбранные методы (например, травление, диффузия и т.д.) могут применяться для селективного модифицирования поверхности разлагаемого сплава.
[0060] В соответствии с некоторыми вариантами осуществления изобретения можно использовать методы нанесения послойного покрытия (осаждения) с тем, чтобы нарастить продукт до конечной формы или до формы, близкой к заданной, используя только разлагаемые материалы или используя разлагаемые материалы на базовой подложке, выполненной из неразлагаемого материала (такого как керамика или композит).
[0061] Продукты, изготовленные способами согласно вариантам осуществления изобретения, могут находиться в конечной форме готовыми к применению. Альтернативно, они могут быть деталями (частями) более крупного элемента. В этом случае для получения конечного элемента может проводиться дальнейшая сборка этих деталей, содержащих разлагаемые сплавы. Сборка может включать сварку этих деталей друг с другом или приваривание детали к более крупному элементу.
[0062] Фиг.7-10 показывают несколько примеров нефтепромысловых элементов, для которых может быть выгодным использовать разлагаемые сплавы в соответствии с вариантами осуществления изобретения.
[0063] Фиг.7 показывает трубу 71, которая может быть корпусом перфоратора для операций перфорации. Трубчатый корпус 71 перфоратора может иметь несколько расположенных на нем сменных носителей 72 заряда. После операции перфорации трубчатый корпус 71 перфоратора можно оставить разлагаться, если он сделан из разлагаемого сплава. Применение перфоратора из разлагаемого сплава устранит необходимость в его извлечении после перфорации.
[0064] Трубчатый продукт, какой показан на Фиг.7, может быть изготовлен, например, литьем, включая центробежное литье, ковкой и формовкой (экструзией или формовкой раскаткой с выдавливанием) продукта, сделанного из разлагаемого материала. Альтернативно, такой продукт может быть получен описанными ранее методами порошковой металлургии. Необязательно могут также применяться нанесение покрытий и обработка поверхности.
[0065] Фиг.8 показывает кумулятивный заряд, содержащий металлический корпус 81, облицовку 82, взрывчатое вещество 83 основного заряда, взрывчатое вещество (запал) 84 и металлический капсюль (или чашку) 85. После взрыва взрывчатые вещества 83 и 84 расходуются, а облицовка 82 кумулятивной струей выбрасывается в пласты. Корпус 81 остается сзади. Если корпус 81 сделан из разлагаемого материала, он может быть оставлен разлагаться, так что он не будет мешать последующим нефтепромысловым работам.
[0066] Фиг.9 показывает другие варианты реализации кумулятивного заряда, имеющего корпус 91, облицовку 92, взрывчатое вещество 93 основного заряда, взрывчатое вещество 95 запала, расположенное около отверстия 94 патрона, и крышку 99. Опять же, после взрыва корпус 91 и крышка 99 остаются сзади. Может быть желательным, чтобы корпус 91 и крышка 99 были сделаны из разлагаемого сплава с тем, чтобы эти оставшиеся части не мешали последующим нефтепромысловым работам.
[0067] Фиг.10 показывает желонку для обработки и добычи (TAP). Желонка этого типа опускается в скважину, чтобы обеспечить временную изоляцию зоны. После выполнения своих функций этот элемент разлагается, так что он не мешает последующим нефтепромысловым работам. В соответствии с вариантами осуществления изобретения тело желонки 101 может быть выполнено из разлагаемого сплава.
[0068] Кумулятивные заряды, показанные на Фиг.8 и Фиг.9, и TAP желонка, показанная на Фиг.10, могут производиться литьем, методами порошковой металлургии или формованием, например, с экструзией или вытягиванием. Первоначальные продукты также могут быть обработаны далее с помощью процессов нанесения покрытия, обработки поверхности, сварки и соединения, помимо прочих процессов.
[0069] Преимущества вариантов осуществления изобретения могут включать одно или более из следующих. Способы могут обеспечить разлагаемые нефтепромысловые элементы, которые могут разлагаться после того, как цели применения этих нефтепромысловых элементов были достигнуты, без ограничения будущих работ в стволе скважины. Варианты осуществления изобретения можно также легко приспособить к оборудованию, которое используется в настоящее время при изготовлении этих элементов. Модификации существующих способов являются простыми. Некоторые из этих способов могут быть осуществлены продавцами (поставщиками/производителями) на их существующем оборудовании с минимальными модификациями процедур их работы.
[0070] Хотя различные примеры были описаны в отношении ограниченного числа вариантов осуществления изобретения, специалисты в данной области техники, воспользовавшись этим раскрытием, поймут, что могут быть придуманы и другие варианты осуществления, которые не выходят за объем изобретения, как он раскрыт здесь. Соответственно, объем настоящих и любых будущих притязаний не должен излишне ограничиваться настоящей заявкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛЮМИНИЕВЫЙ ПОРОШКОВЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2344989C2 |
| АЛЮМИНИЕВЫЙ СПЛАВ, СОДЕРЖАЩИЙ МЕДЬ И УГЛЕРОД, И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2015 |
|
RU2678348C2 |
| АНОД ДЛЯ ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА, СПОСОБ ИЗГОТОВЛЕНИЯ АНОДА, ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 2010 |
|
RU2444093C1 |
| СПОСОБ ОБРАБОТКИ ПЛАСТА | 2001 |
|
RU2186206C2 |
| Способ изготовления изделий из керамического композиционного материала | 1987 |
|
SU1809827A3 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛУМИНОВ | 2018 |
|
RU2683176C1 |
| ФОРМОВАННЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ЛИГАТУРУ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2005 |
|
RU2401871C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ КОМПОЗИТНЫХ ИЗДЕЛИЙ | 1987 |
|
RU2018501C1 |
| Способ изготовления композиционного материала | 1987 |
|
SU1828463A3 |
| СПОСОБ МОДИФИЦИРОВАНИЯ АЛЮМИНИЯ И АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ (СИЛУМИНОВ) УГЛЕРОДОМ | 2013 |
|
RU2538850C2 |
Изобретение относится к области производства новых разлагаемых металлических материалов, таких как разлагаемые сплавы на основе алюминия, и к способам получения продуктов из разлагаемых в среде ствола нефтепромысловой скважины алюминиевых сплавов, применимых на нефтепромыслах при разведке, добыче и испытаниях нефтяных месторождений. Способ получения разлагаемого алюминиевого сплава включает введение в расплав алюминия или алюминиевого сплава одного или более легирующих элементов, выбранных из группы, включающей галлий (Ga), ртуть (Hg), индий (In), висмут (Bi), олово (Sn), сурьму (Sb), таллий (Tl), магний (Mg) и цинк (Zn), при этом один или более из легирующих элементов вводят в виде твердых предварительно отформованных добавок и растворение легирующих элементов в расплаве алюминия или алюминиевого сплава с образованием разлагаемого алюминиевого сплава. Если один или более легирующих элементов является жидким при температуре окружающей среды, то комбинируют эти один или более легирующих элементов с неметаллическим или металлическим носителем. Неметаллический носитель выполнен из пластиковых, керамических или огнеупорных материалов, а металлический носитель выбран из группы, состоящей из лития, магния, никеля и цинка. Обеспечивается получение разлагаемого алюминиевого сплава и деталей из него, обладающих сбалансированной комбинацией свойств, а именно скоростью разложения, прочностью, ударной вязкостью и плотностью. 3 н. и 18 з.п. ф-лы, 1 табл., 10 ил.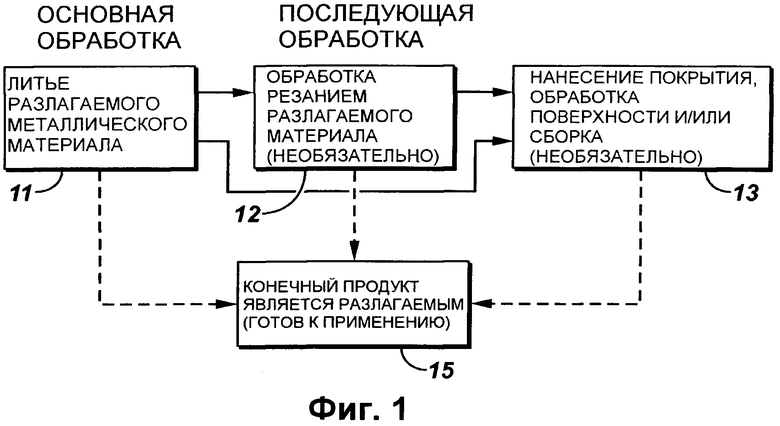
1. Способ получения разлагаемого в среде ствола нефтепромысловой скважины алюминиевого сплава, включающий введение в расплав алюминия или алюминиевого сплава одного или более легирующих элементов, выбранных из группы, включающей галлий (Ga), ртуть (Hg), индий (In), висмут (Bi), олово (Sn), сурьму (Sb), таллий (Tl), магний (Mg) и цинк (Zn), при этом один или более из легирующих элементов вводят в виде твердых предварительно отформованных добавок, а если один или более легирующих элементов является жидким при температуре окружающей среды, то комбинируют этот один или более легирующих элементов с носителем, причем носитель является неметаллическим носителем или металлическим носителем, неметаллический носитель выполнен из пластиковых, керамических или огнеупорных материалов, а металлический носитель выбран из группы, состоящей из лития, магния, никеля и цинка, и растворение легирующих элементов в расплаве алюминия или алюминиевого сплава с образованием разлагаемого алюминиевого сплава.
2. Способ по п.1, в котором упомянутая группа одного или более легирующих элементов дополнительно включает свинец (Pb) и кремний (Si).
3. Способ по п.1, в котором упомянутые один или более легирующих элементов вводят в виде предварительно отформованной добавки, состоящей из слитка нескольких легирующих элементов.
4. Способ по п.1, в котором неметаллический носитель высвобождает несколько легирующих добавок.
5. Способ по п.3, в котором носитель повышает температуру плавления предварительно отформованной добавки.
6. Способ по п.1, в котором проводят отверждение таким образом, чтобы получить гомогенное распределение упомянутых одного или более легирующих элементов в разлагаемом алюминиевом сплаве.
7. Способ по п.1, в котором проводят отверждение таким образом, чтобы получить гетерогенное распределение упомянутых одного или более легирующих элементов в разлагаемом алюминиевом сплаве.
8. Способ по п.1, дополнительно включающий измельчение в порошок, дробление или размол отвержденного разлагаемого алюминиевого сплава с образованием порошка разлагаемого алюминиевого сплава.
9. Способ по п.1, дополнительно включающий горячую или холодную обработку давлением или ковку разлагаемого алюминиевого сплава для изменения его свойства.
10. Способ производства детали для нефтепромыслового устройства из разлагаемого в среде ствола нефтепромысловой скважины алюминиевого сплава, включающий введение в расплав алюминия или алюминиевого сплава в литейной форме одного или более легирующих элементов, выбранных из группы, включающей галлий (Ga), ртуть (Hg), индий (In), висмут (Bi), олово (Sn), сурьму (Sb), таллий (Tl), магний (Mg) и цинк (Zn), при этом, если один или более из вводимых легирующих элементов является жидкостью при температуре окружающей среды, то этот один или более вводимых легирующих элементов вводят в виде твердых предварительно отформованных добавок, содержащих носитель, растворение упомянутых одного или более легирующих элементов в расплаве алюминия или алюминиевого сплава с образованием расплава разлагаемого алюминиевого сплава и отверждение расплава разлагаемого алюминиевого сплава с образованием упомянутой детали.
11. Способ по п.10, в котором упомянутая группа легирующих элементов дополнительно включает свинец (Pb) и кремний (Si).
12. Способ по п.10, в котором упомянутые один или более легирующих элементов до введения предварительно отформовывают в слиток сплава, состоящего из нескольких легирующих элементов.
13. Способ по п.10, в котором носитель включает металл-носитель для изменения свойства упомянутых одного или более легирующих элементов.
14. Способ по п.10, в котором в качестве легирующего элемента вводят галлий и носитель.
15. Способ по п.10, в котором отверждение проводят таким образом, чтобы получить деталь с гомогенным распределением в ней свойств.
16. Способ по п.10, в котором отверждение проводят таким образом, чтобы получить деталь с гетерогенным распределением в ней свойств.
17. Способ по п.10, в котором деталь является деталью нефтепромыслового устройства.
18. Способ производства детали для нефтепромыслового устройства из разлагаемого в среде ствола нефтепромысловой скважины алюминиевого сплава, включающий помещение в пресс-форму порошков основного металла алюминия или основного алюминиевого сплава и порошков одного или более легирующих элементов, выбранных из группы, включающей галлий, ртуть, индий, висмут, олово, сурьму, таллий, магний, цинк и кремний, причем один или более из легирующих элементов выполнен из предварительно отформованной смеси, содержащей металл-носитель, выбранный из группы, состоящей из лития, магния, никеля и цинка, и прессование, и спекание этих порошков с образованием упомянутой детали.
19. Способ по п.18, в котором порошки основного металла алюминия или основного алюминиевого сплава и порошки упомянутых одного или более легирующих элементов предварительно смешивают до помещения в пресс-форму.
20. Способ по п.18, дополнительно включающий помещение порошков неметаллического материала в пресс-форму до упомянутых помещения и спекания, причем неметаллический материал выполнен из пластика, или керамики, или огнеупорного материала.
21. Способ по п.18, в котором металл-носитель изменяет свойство упомянутых одного или более легирующих элементов.
| US 2007181244 A1, 09.08.2007 | |||
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОЛЕГИРОВАННОГО АЛЮМИНИЕВО-КРЕМНИЕВОГО СПЛАВА | 1992 |
|
RU2015187C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВО-СВИНЦОВОГО СПЛАВА | 0 |
|
SU349746A1 |
| Способ легирования алюминиевого порошка свинцом и/или оловом | 1987 |
|
SU1585079A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОГО АНТИФРИКЦИОННОГОСПЛАВА | 0 |
|
SU337425A1 |
| US 6261432 B1, 17.07.2001. | |||

