Область техники, к которой относится изобретение
Изобретение относится к изготовлению сопла или диффузора сопла в виде единой детали из композитного материала, который содержит уплотненный матрицей закрепленный волокнистый каркас.
Более конкретной областью использования изобретения являются сопла для ракетных или авиационных двигателей.
Уровень техники
Для деталей, предназначенных для использования в космической или авиационной области, хорошо известно использование термоконструкционных композитных материалов, то есть композитных материалов, обладающих механическими свойствами, которые делают их пригодными в качестве конструктивных элементов, причем материалы сохраняют эти свойства при высоких температурах. Примерами термоструктурных композитных материалов являются углерод-углеродные композитные материалы или C/C (каркас из углеродных волокон и углеродная матрица) и композитные материалы с керамической матрицей или CMC, такие как C/SiC (каркас из углеродных волокон и матрица из карбида кремния) или C/C-SiC (каркас из углеродных волокон и смешанная матрица из углерода и карбида кремния) или же SiC/SiC.
Волокнистый каркас для термоконструкционных композитных материалов может быть получен путем наматывания волокон или наложением волокнистых слоев на форму для получения волокнистой преформы, которая имеет форму, близкую к форме подлежащей изготовлению детали. Волокнистые слои могут быть связаны друг с другом, в частности, способом проработки иглами. При этом используют иглы с зазубринами, которые смещают волокна поперечно слоям, обеспечивая связь между слоями, что повышает стойкость к расслаиванию, то есть стойкость к отделению слоев друг от друга.
Уплотнение волокнистого каркаса углеродной или керамической матрицей может выполняться жидким способом или химическим осаждением из газовой фазы. Уплотнение жидким способом известным образом содержит пропитку волокнистого каркаса жидкой композицией, содержащей смолу как прекурсор углерода или керамики, а затем полимеризацию и пиролиз смолы для получения отложения углерода или керамики, при этом могут выполняться несколько последовательных циклов пропитки, полимеризации и пиролиза. Уплотнение способом химического осаждения из газовой фазы выполняется хорошо известным образом путем помещения волокнистого каркаса в камеру и впуска в камеру реакционноспособной газовой фазы, которая при определенных условиях по давлению и температуре диффундирует внутри волокнистого каркаса и позволяет получать отложение материала матрицы посредством разложения одного или нескольких компонентов газовой фазы или посредством реакции между несколькими компонентами. Для деталей специальных форм, особенно сложных форм, первый этап уплотнения может осуществляться жидким способом при использовании соответствующей технологической оснастки для обеспечения закрепления волокнистого каркаса в желаемой форме, а затем уплотнение может продолжаться без помощи технологической оснастки, например способом химического осаждения из газовой фазы. Комбинированный способ уплотнения жидким способом и способом химического осаждения из газовой фазы описан в патентном документе ЕР-А-0633233.
Уже предлагалось изготовление диффузора сопла из термоконструкционного композитного материала.
Так, в патентном документе US-A-6817184 раскрыт способ изготовления тонкостенного диффузора из материала C/SiC путем скрутки нитей из углеродных волокон и формообразования для получения соединительных частей, включенных в общую ткань волокнистого каркаса. Вставки из углеродной ткани могут быть введены для локального увеличения толщины. В этом же документе дано описание известных решений уровня техники, которые заключаются в укладке на форму наложенных друг на друга тканевых слоев, пропитке тканевых слоев смолой - прекурсором углерода и затем после пиролиза смолы в выполнении инфильтрации расплавленного кремния для получения композитного материала C/SiC.
Другой известный процесс, используемый заявителем данной заявки, содержит формирование волокнистого каркаса путем наложения на форму волокнистых слоев и их проработки иглами, а затем уплотнение волокнистого каркаса матрицей способом химического осаждения из газовой фазы. Как было указано выше, по сравнению с волокнистым каркасом из не связанных друг с другом наложенных слоев проработка иглами придает каркасу стойкость к расслоению, то есть улучшает его механическую прочность. Однако для получения проработанного иглами каркаса с равномерными характеристиками необходимо изготавливать относительно толстую проработанную иглами преформу, причем только ее центральная часть пригодна к использованию. Так, например, для получения полезной толщины каркаса, равной 3 мм, необходима проработанная иглами волокнистая преформа общей толщиной 20 мм. Таким образом, изготовление волокнистого каркаса является долгим и дорогим процессом, который требует различных операций и связан со значительными отходами материала. Кроме того, объемная плотность волокон в проработанном иглами волокнистом каркасе относительно низка, что ограничивает механические свойства получаемого диффузора сопла или сопла.
Раскрытие изобретения
Задачей изобретения является создание способа, позволяющего изготавливать тонкостенное сопло или диффузор сопла из композитного материала, обладающие высокой механической прочностью при устранении указанных недостатков.
Решение поставленной задачи достигается за счет способа, содержащего этапы:
- получают полотнища из волокнистой ткани, изготовленной объемным ткачеством;
- формируют волокнистую преформу путем пригонки полотнищ на форме, которая имеет поверхность, воспроизводящую желаемую геометрию внутренней или наружной поверхности подлежащего изготовлению сопла или диффузора сопла, и путем соединения полотнищ на уровне взаимного контакта их кромок;
- формируют закрепленный волокнистый каркас путем формообразования волокнистой преформы, пропитанной содержащей смолу композицией закрепления, причем формообразование выполняют между формой и оболочкой, наложенной на пропитанную волокнистую преформу таким образом, чтобы получить закрепленный волокнистый каркас, имеющий объемное содержание волокон, равное, по меньшей мере, 35%, и имеющий, по меньшей мере, на большей части своего размера по оси толщину не более 5 мм, сформированную единственным слоем полотнища волокнистой ткани; и
- продолжают уплотнение закрепленного волокнистого каркаса посредством химического осаждения из газовой фазы после пиролиза смолы таким образом, что после уплотнения получают деталь, практически имеющую форму и толщину стенки подлежащего изготовлению сопла или диффузора сопла.
Способ по изобретению отличается тем, что он позволяет одновременно:
- получать непосредственно очень легкое сопло или диффузор сопла с тонкой стенкой, в типовом случае со стенкой, которая на большей части своего размера по оси имеет толщину не более 5 мм, оптимально не более 3 мм или даже не более 2 мм, например от 2 до 1 мм и еще меньше, и при этом может иметь относительно большие размеры, такие как размер по оси свыше 2000 мм и внутренний диаметр на выходе свыше 3000 мм;
- получать непосредственно сопло или диффузор сопла, имеющие форму, очень близкую к окончательной определенной форме («почти готовую форму»), то есть форму с основной внутренней или наружной поверхностью и также выгодным образом, по меньшей мере, с большей частью другой основной поверхности желаемой формы без необходимости механической обработки этих поверхностей на стадии готовой детали или даже на стадии готовности волокнистого каркаса; таким образом можно получать непосредственно желаемый аэродинамический профиль, а заключительная механическая обработка может сводиться к обработке осевых концов, в частности к функциональной обработке для доводки частей сопряжения и крепления;
- получать непосредственно сопло или диффузор сопла, имеющие повышенные механические свойства благодаря использованию полотнищ волокнистой ткани, полученной объемным ткачеством, то есть с несколькими слоями нитей, связанных между собой ткачеством, что снижает риск расслаивания по сравнению с наложенными друг на друга двухмерными слоями в виде двухмерных тканей или полотнищ, а также благодаря относительно высокому содержанию волокон.
Кроме того, уплотнение выполняют на волокнистом каркасе, который закреплен, то есть частично уплотнен, и имеет ограниченную толщину, соответствующую толщине стенки подлежащего изготовлению сопла или диффузора сопла. При этом уплотнение такого тонкого волокнистого каркаса может быть получено с малым или очень малым градиентом уплотнения по его толщине.
Предпочтительно формообразование волокнистой преформы выполняют таким образом, чтобы получить волокнистый каркас, имеющий элементы жесткости, встроенные, по меньшей мере, в концевых по оси частях. Элементы жесткости гарантируют сохранение желаемой геометрии, несмотря на очень малую толщину стенки, по меньшей мере, до этапа уплотнения волокнистого каркаса.
По меньшей мере, один из элементов жесткости может быть получен путем придания концевой по оси части закрепленного каркаса профиля, образующего угол, или путем локального увеличения толщины стенки волокнистого каркаса.
Полотнища волокнистой ткани могут быть пригнаны на форме с перекрытием их смежных кромок.
Волокнистая преформа может быть сформирована, по меньшей мере, с одним утолщением, проходящим по окружности полностью вокруг оси преформы, причем это утолщение получают путем взаимного перекрытия смежных краев полотнищ волокнистой ткани.
Соединение полотнищ друг с другом для формирования волокнистой преформы может выполняться посредством сшивания.
Выгодным образом в процессе формообразования для формирования волокнистого каркаса эту пропитанную волокнистую преформу обжимают для получения повышенного объемного содержания волокон. В процессе обжатия пропитанной волокнистой преформы предпочтительно на волокнистую преформу накладывают мембрану, например, из эластомера, которая может упруго деформироваться без образования складок. За счет этого можно получать волокнистый каркас с лишенной дефектов поверхностью, противоположной прижатой к форме поверхности.
Пропитка композицией закрепления может выполняться на волокнистой ткани перед пригонкой полотнищ волокнистой ткани на форме.
Предпочтительно перед формообразованием для формирования волокнистого каркаса выполняют предварительное структурирование смолы композиции закрепления. За счет этого может быть повышена жесткость волокнистой ткани во избежание слишком сильного заключительного обжатия. Предварительное структурирование смолы может выполняться, по меньшей мере, частично перед пригонкой на форме полотнищ пропитанной волокнистой ткани.
Изобретение предусматривает также создание полученных таким способом тонкостенных сопел или диффузоров сопел низкой массы, а именно сопел или диффузоров сопел, которые имеют на большей части своего размера по оси толщину не более 3 мм, даже толщину от 1 до 2 мм, размер по оси, равный, по меньшей мере, 800 мм и внутренний диаметр на нижнем по потоку конце, равный, по меньшей мере, 1000 мм.
Краткий перечень чертежей
Далее со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления изобретения, не имеющие ограничительного характера. На чертежах:
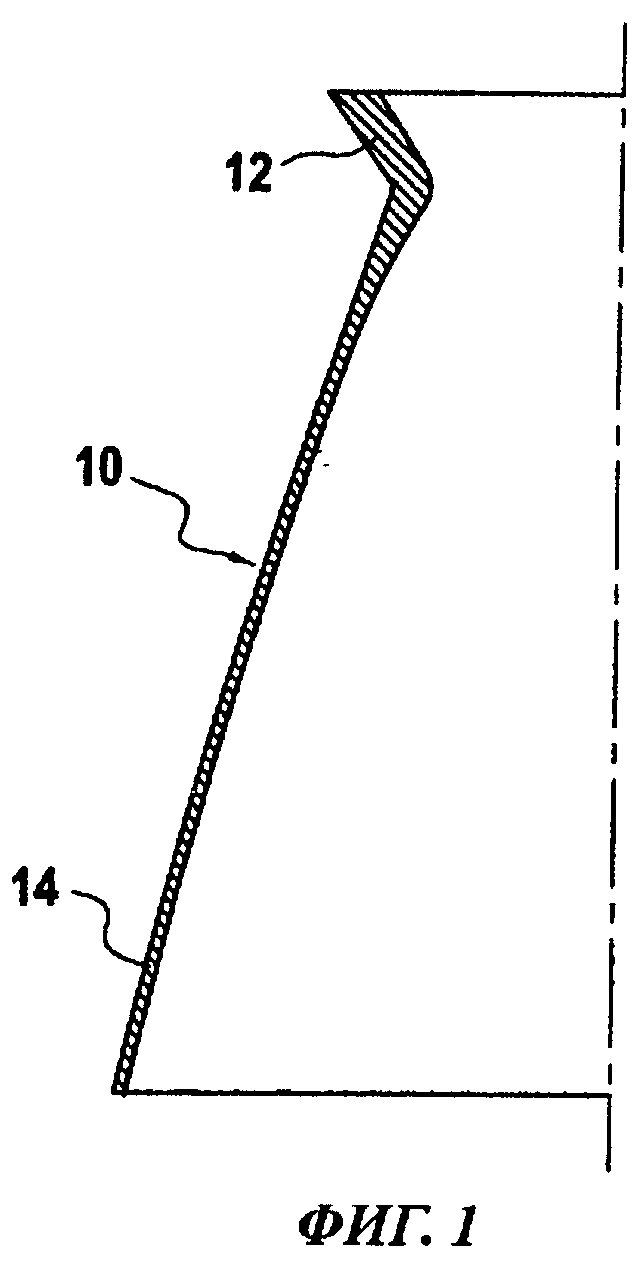
фиг.1 изображает в разрезе по оси половину диффузора сопла, который может быть изготовлен способом по изобретению,
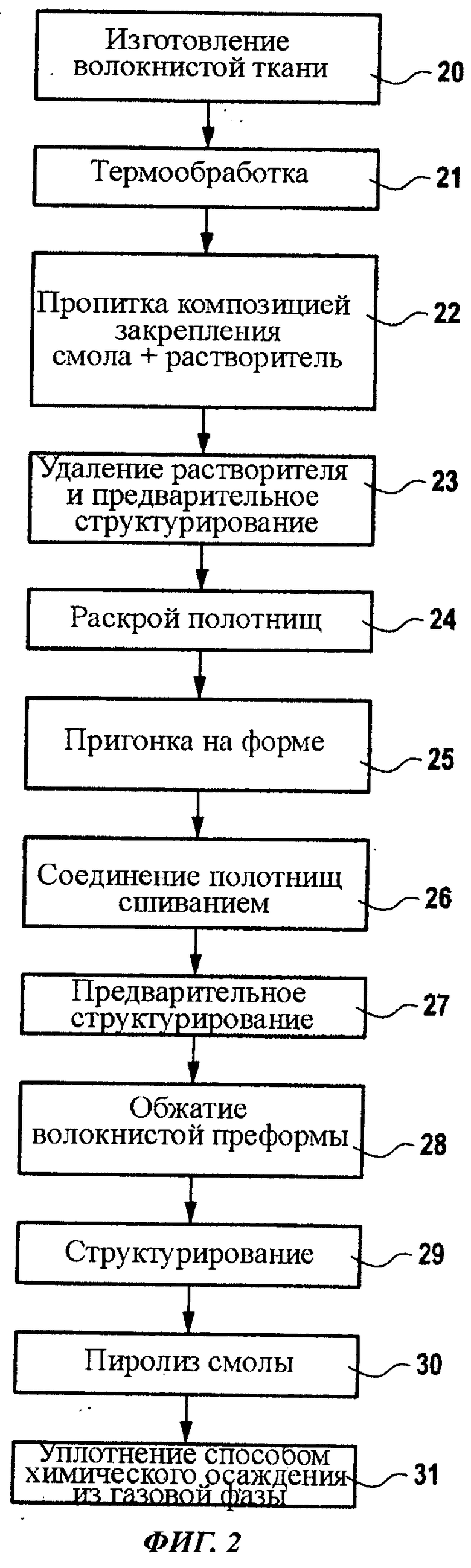
фиг.2 изображает этапы способа в примере осуществления изобретения,
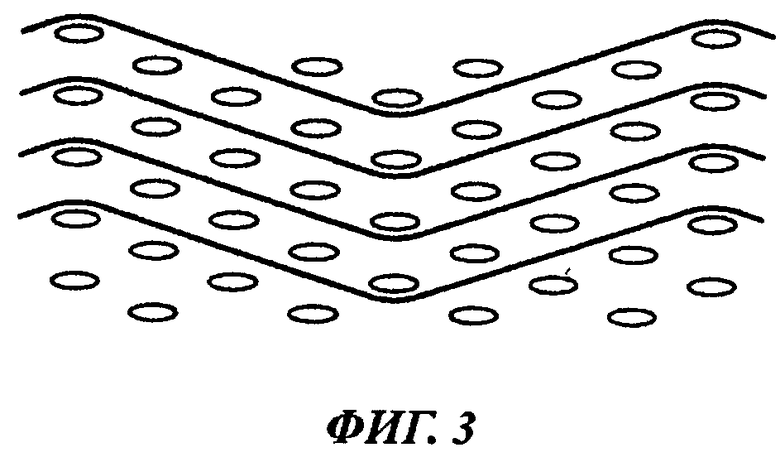
фиг.3 изображает пример интерлочного переплетения для объемного ткачества волокнистого слоя,
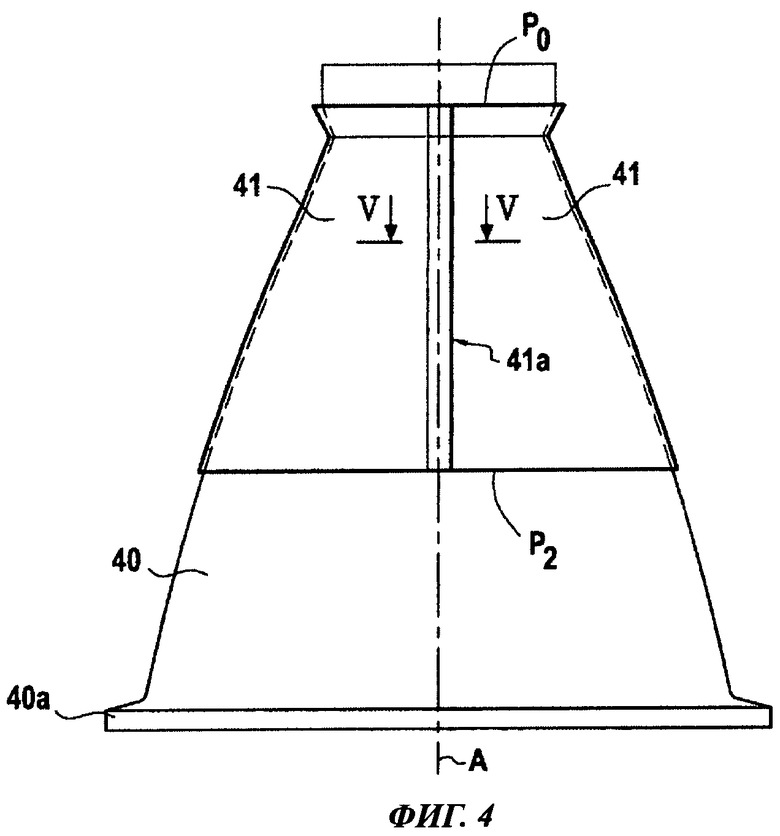
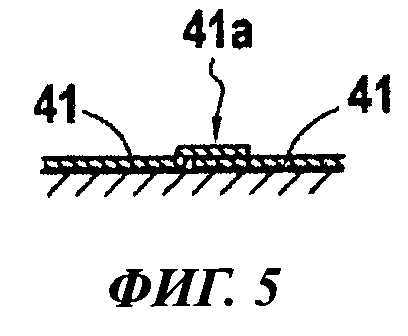
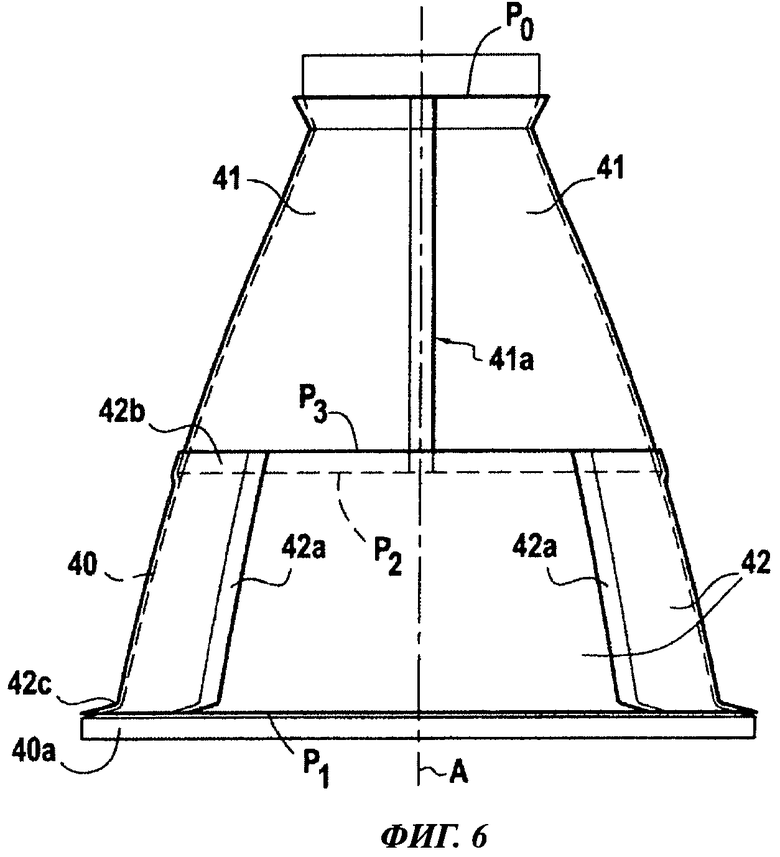
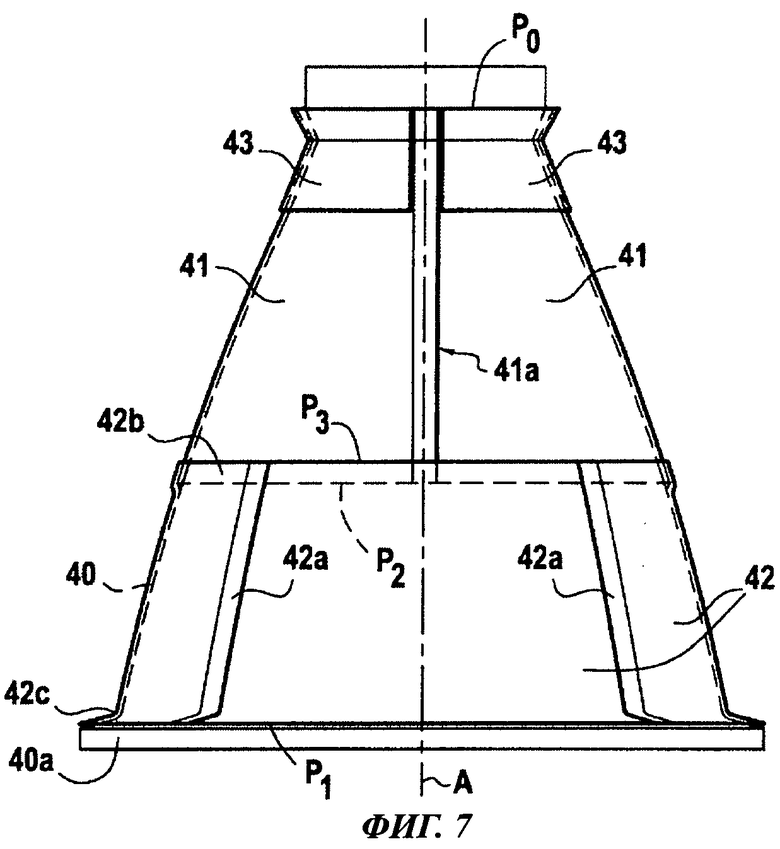
фиг.4-8 изображают последовательные этапы выполнения волокнистой преформы для изготовления диффузора сопла по фиг.1 согласно примеру осуществления изобретения, причем на фиг.5 показан частичный вид в разрезе в плоскости V-V на фиг.4,
фиг.9 изображает половинный вид в разрезе по оси, демонстрирующий в увеличенном виде пригонку к форме полотнища волокнистой структуры для выполнения части волокнистой преформы последовательно изменяющейся толщины,
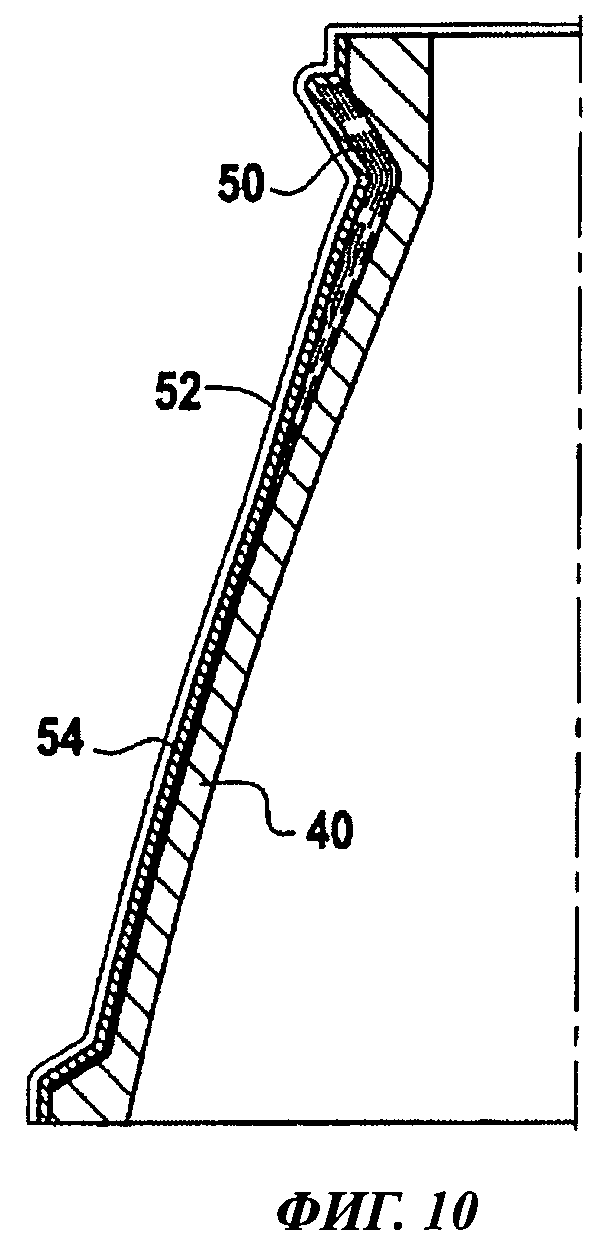
фиг.10 изображает половинный вид в разрезе по оси, демонстрирующий волокнистый каркас диффузора сопла, полученный путем обжатия волокнистой преформы между формой и оболочкой с промежуточным включением мембраны из эластомера,
фиг.11 представляет собой фотографию диффузора сопла, полученного способом по изобретению, перед заключительной механической обработкой, и
фиг.12 изображает в перспективе сопло в примере выполнения, который может быть получен способом по изобретению.
Осуществление изобретения
На фиг.1 показана в разрезе по оси половина диффузора 10 сопла ракетного двигателя, при этом диффузор может быть изготовлен способом по изобретению.
Диффузор 10 сопла может быть изготовлен из углерод-углеродного (C/C) композитного материала, содержащего волокнистый каркас из углеродных волокон, уплотненный также углеродной матрицей. Диффузор сопла может быть изготовлен также из углерод/углеродно-керамического композитного материала, содержащего волокнистый каркас из углеродных волокон, уплотненный смешанной углеродно-керамической матрицей, при этом керамика образует наружную фазу матрицы и обеспечивает защиту от окисления. Керамическая фаза матрицы может представлять собой карбид кремния или может быть образована, например, тройной системой Si-B-C. Диффузор сопла может быть также изготовлен из углеродно-керамического композитного материала, содержащего волокнистый каркас из углеродных волокон, уплотненный матрицей из керамики или по существу из керамики.
В данном примере выполнения диффузор 10 сопла имеет осесимметричную форму с верхней по потоку частью 12, которая образует присоединительный фланец, продолженный вниз по потоку частью 14, образующей собственно диффузор. Здесь термины «верхний по потоку» и «нижний по потоку» используются применительно к направлению истечения газа в диффузор. Фланец 12 позволяет крепить диффузор 10 на корпусе ракетного двигателя на выходе камеры сгорания. В образующей фланец части 12 от ее верхнего по потоку конца толщина стенки диффузора постепенно уменьшается и затем становится по существу постоянной и минимальной в части 14. Кроме того, в образующей фланец части 12, начиная с ее верхнего по потоку конца, диаметр постепенно уменьшается, чтобы затем постепенно увеличиваться в части 14. Таким образом, диаметр диффузора 10 минимален на уровне сопряжения частей 12 и 14.
Первый этап 20 способа (фиг.2) состоит в изготовлении волокнистой ткани, образующей основную ткань для волокнистой преформы из композитного материала. Предпочтительно ткань получают путем объемного ткачества из углеродных волокон. Можно изготовить многослойную ткань с интерлочным переплетением, схема которой показана на фиг.3. Каждый слой нитей основы связывает несколько слоев нитей утка (показаны в сечении), причем все нити одной колонки основы имеют одинаковый ход в плоскости переплетения. Однако могут использоваться другие типы многослойного ткачества, такие как ткани с мультиполотняным или мультиатласным переплетением. Различные способы объемного ткачества многослойного типа описаны в патентном документе WO-A-2006/136755.
Предпочтительно волокнистую ткань подвергают термообработке (этап 21) при температуре от 1400°С до 2200°С под вакуумом или в инертной атмосфере, например в азоте или аргоне. Эта термообработка вызывает эффект очищения (удаления содержащихся в волокнах элементов N, O, Na, Ca) и позволяет получать лучшие термомеханические свойства композитного материала.
На этапе 22 волокнистую ткань пропитывают композицией закрепления. Пропитка может осуществляться простым погружением в ванну со смолой в растворителе. Используют смолу, которая после высыхания и полимеризации оставляет твердый осадок, способный обеспечивать закрепление волокнистого каркаса перед пиролизом смолы и заключительным уплотнением посредством химического осаждения из газовой фазы, как будет описано дальше. Так, например, используют смолу-прекурсор углерода, выбранную из фенольных или эпоксидных смол. Предпочтительно пропитку производят таким образом, чтобы ввести такое количество смолы, что после заключительных этапов обжатия и формообразования преформы, структурирования смолы и пиролиза структурированной смолы объемная доля продукта пиролиза смолы в полученном закрепленном волокнистом каркасе составляет от 5% до 15% (то есть процентное содержание продукта пиролиза смолы в кажущемся объеме волокнистого каркаса).
Пропитанной волокнистой ткани дают стечь и помещают ее в сушильный шкаф для удаления растворителя смолы и затем для предварительного структурирования смолы (этап 23). Предварительное структурирование позволяет повысить жесткость волокнистой ткани, однако оно ограничено для того, чтобы оставить необходимую гибкость или мягкость для последующего формообразования.
Далее пропитанную волокнистую ткань раскраивают на полотнища (этап 24) для формирования волокнистой преформы путем пригонки и сборки полотнищ.
Следует отметить, что пропитка может выполняться после раскроя полотнищ. В этом случае упомянутая термообработка может производиться до кроя полотнищ или после него и перед пропиткой.
Для изготовления волокнистой преформы полотнища пропитанной волокнистой ткани пригоняют к охватываемой форме 40 (фиг.5-8), наружная поверхность которой воспроизводит желаемый профиль внутренней поверхности подлежащего изготовлению диффузора сопла (этап 25).
Первый комплект полотнищ 41 укладывают на форму 40 вокруг оси A. Каждое полотнище 41 проходит между двумя радиальными плоскостями P0 и P2 и двумя меридиональными плоскостями. Плоскость P0 соответствует плоскости, в которой находятся верхние по потоку концы волокнистой преформы и подлежащего изготовлению диффузора сопла. Плоскость P2 находится примерно в средней части подлежащей изготовлению волокнистой преформы. Полотнища 41 пригоняют внахлестку с перекрытием их смежных кромок и образованием утолщений 41а, как показано на фиг.5. В данном примере осуществления используют четыре полотнища 41.
Второй комплект полотнищ 42 укладывают на форму 40 вокруг ее оси А. Каждое полотнище 42 проходит между двумя радиальными плоскостями P3 и P1 и двумя меридиональными плоскостями. Плоскость P1 соответствует плоскости, в которой находятся нижние по потоку концы волокнистой преформы и подлежащего изготовлению диффузора сопла, а плоскость P3 находится немного выше по потоку плоскости P2. Полотнища 42 пригоняют внахлестку с перекрытием их смежных кромок и образованием утолщений 42а, как и полотнища 41. Кроме того, в осевом направлении полотнища 41 и 42 укладывают внахлестку с перекрытием их смежных кромок и образованием утолщений 42b между плоскостями P2 и P3, причем кромки полотнищ 42 накладывают поверх кромок полотнищ 41. В показанном примере выполнения используют также четыре полотнища 42, но они расположены с угловым смещением относительно полотнищ 41, так что зоны перекрытия смежных кромок полотнищ 41 не продолжают зон перекрытия смежных кромок полотнищ 42.
На своем конце, который соответствует нижнему по потоку концу подлежащих изготовлению преформы и диффузора сопла, форма 40 имеет часть наибольшего диаметра, образующая закраину 40а. На этом уровне края полотнищ 42 отгибаются наружу для опоры на закраину 40а формы 40 и образуют кольцевую закраину или фланец 42с.
Толщину объемной волокнистой ткани выбирают таким образом, чтобы сформировать один слой волокнистого каркаса диффузора сопла в его части минимальной толщины после обжатия волокнистой преформы, как это будет описано дальше. Эта часть диффузора сопла минимальной толщины занимает наибольшую часть его размера по оси.
В верхней по потоку части, которая соответствует части наибольшей толщины подлежащего изготовлению диффузора сопла, наложены друг на друга несколько слоев волокнистой ткани. Таким образом, как показано на фиг.7-9, поверх верхней по потоку части полотнищ 42 наложен комплект полотнищ 43. Они проходят между плоскостью P0 и радиальной плоскостью P4, которая соответствует месту начала увеличения толщины диффузора сопла в направлении вверх по потоку. Каждое из четырех полотнищ 43 проходит в пространстве между двумя утолщениями 42а.
На полотнища 43 накладывают дополнительный комплект из четырех полотнищ 44, которые проходят между плоскостью P0 и радиальной плоскостью P5, расположенной выше плоскости P4 по потоку. Полотнища 44 укладывают встык с расположением стыков в меридиональных плоскостях с угловым смещением относительно утолщений 42а.
Поверх полотнищ 44 накладывают следующий дополнительный комплект из четырех полотнищ 45 (фиг.9), которые проходят между плоскостью P0 и радиальной плоскостью P6, расположенной между плоскостями P4 и P5. Полотнища 45 укладывают встык с расположением стыков в меридиональных плоскостях с угловым смещением относительно меридиональных плоскостей стыков полотнищ 44.
И наконец, поверх полотнищ 43, 44, 45 накладывают следующий дополнительный комплект из четырех полотнищ 46 (фиг.8 и 9), которые проходят между плоскостью P0 и радиальной плоскостью P7, расположенной между плоскостями P4 и P6 таким образом, что полотнища 46 перекрывают нижние по потоку кромки полотнищ 44, 45. Полотнища 46 укладывают встык с расположением стыков в меридиональных плоскостях с угловым смещением относительно меридиональных плоскостей стыков полотнищ 43, 44 и 45.
Само собой разумеется, что число и расположение комплектов дополнительных полотнищ в верхней по потоку части волокнистой преформы выбирают в зависимости от заданного профиля увеличения толщины.
Соединение полотнищ волокнистой ткани друг с другом для формирования связной волокнистой преформы производят путем введения углеродных нитей или, предпочтительно, путем сшивания углеродными нитями (этап 26). Полотнища 41 сшивают друг с другом вдоль их кромок взаимного перекрытия, то же относится к полотнищам 42. Полотнища 41 и 42 сшивают друг с другом вдоль их кромок взаимного перекрытия, образующих утолщения 42b. Полотнища 43, 44, 45 и 46 соединяют с лежащими под ними полотнищами сшиванием.
Само собой разумеется, что число полотнищ может быть отличным от четырех и может быть различным в различных комплектах в зависимости от способности полотнищ приспосабливаться к поверхности формы без образования значительных неровностей. В равной мере число комплектов полотнищ, определяющих минимальную толщину волокнистой преформы, может быть равно единице или может быть больше двух. Эту минимальную толщину выбирают таким образом, чтобы после формирования волокнистого каркаса и его уплотнения желаемая толщина стенки не превышала 5 мм, предпочтительно не превышала 3 мм, и составляла, например, от 2 до 1 мм или еще меньше.
Само собой разумеется, что могут быть приняты другие системы расположения полотнищ волокнистой ткани, при этом предпочтительно полотнища выбирают максимальной высоты, которая допускает их пригонку без значительной деформации поверхности.
Возможно также выполнять пропитку волокнистой ткани посредством нанесения композиции закрепления на волокнистую преформу после ее изготовления.
После изготовления волокнистой преформы может выполняться или продолжаться предварительное структурирование смолы композиции закрепления (этап 27) таким образом, чтобы повысить жесткость волокнистой преформы, оставив необходимую гибкость или мягкость для последующего обжатия. За счет этого можно ограничить смятие волокнистой преформы во время заключительного обжатия. Таким образом, предварительное структурирование смолы может производиться либо в ходе двух фаз, из которых одну проводят на полотнищах пропитанной волокнистой ткани перед их пригонкой на форме 40, а другую после изготовления волокнистой преформы либо в ходе одной из этих двух фаз.
Выгодным образом волокнистую преформу обжимают (этап 28) таким образом, чтобы получить волокнистый каркас с желаемой объемной долей волокон, составляющей, по меньшей мере, 35%, предпочтительно от 35% до 50%. Для этого форму 40 и волокнистую преформу 50 помещают в гибкую оболочку 52 (фиг.10), а внутреннее пространство оболочки подсоединяют к всасывающему устройству для обжатия волокнистой преформы. Между оболочкой 52 и преформой 50 может быть вставлена мембрана 54 из эластомера, который может деформироваться без образования складок, для того чтобы складки оболочки 52 не оставляли следов на наружной поверхности волокнистого каркаса. Следует заметить, что в зависимости от степени, в которой может регулироваться разрежение в оболочке, может не требоваться предварительного структурирования смолы для ограничения обжатия волокнистой преформы.
После обжатия выполняют этап 29 структурирования смолы, так что получают закрепленный волокнистый каркас, то есть каркас, который сохраняет свою форму при различных манипуляциях с ним.
Закрепленный волокнистый каркас вынимают из оснастки, используемой для пригонки и закрепления, при этом форма 40 состоит из нескольких частей для обеспечения возможности ее снятия.
На своем нижнем по потоку конце закрепленный волокнистый каркас имеет кольцевую закраину, соответствующую закраине 42с, что способствует приданию жесткости закрепленному волокнистому каркасу на этом уровне и позволяет ему сохранять желаемую геометрию, по меньшей мере, до конца процесса изготовления диффузора сопла. На своем верхнем по потоку конце закрепленный волокнистый каркас с одной стороны имеет утолщение и с другой стороны он имеет профиль, образующий угол в соответствии с углом соединения между фланцем 12 и частью подлежащего изготовлению диффузора. Эти два обстоятельства способствуют жесткости и сохранению геометрии верхнего по потоку конца. Следует отметить, что увеличение толщины может быть предусмотрено также и на нижнем по потоку конце для выполнения функции повышения жесткости вместо формирования наружной закраины или в дополнение к ней.
Этап 30 пиролиза структурированной смолы проводят, например, при температуре от 700°С до 1200°С, затем волокнистый каркас уплотняют способом химического осаждения из газовой фазы в печи (этап 31). Следует заметить, что пиролиз смолы может проводиться в ходе повышения температуры в печи химического осаждения из газовой фазы непосредственно перед уплотнением.
Уплотнение способом химического осаждения из газовой фазы выполняют таким образом, чтобы получить углеродную матрицу или смешанную углеродно-керамическую матрицу, например углерод-карбид кремния (SiC) или углерод-тройная система кремний-бор-углерод (SiC-B-C) или керамическую матрицу, например SiC или SiC-B-C.
Процесс химического осаждения из газовой фазы, позволяющий уплотнять волокнистый каркас матрицей из пиролитического углерода или пироуглерода (РуС), хорошо известен. Волокнистый каркас помещают в печь. В печь вводят реакционноспособную газовую фазу, прекурсор РуС, в типовом случае газовую фазу, содержащую один или несколько углеводородных соединений. В определенных условиях по давлению и температуре реакционноспособная газовая фаза диффундирует в пористости волокнистого каркаса для отложения в нем РуС посредством разложения одного или нескольких компонентов.
Процессы химического осаждения из газовой фазы, позволяющие формировать матрицу или фазу матрицы SiC, также хорошо известны, при этом реакционноспособная газовая фаза в типовом случае содержит смесь метилтрихлорсилана (МТС) и газообразного водорода. Для формирования фазы матрицы, образованной тройной системой Si-B-C, можно использовать реакционноспособную газовую фазу, содержащую смесь МТС, трихлорид бора (BCl3) и газообразный водород.
Поскольку толщина волокнистого каркаса ограничена, устраняется риск значительного градиента уплотнения между сердцевинной областью волокнистого каркаса и его поверхностными областями.
Таким образом получают жесткую деталь, имеющую желаемую форму диффузора сопла, по меньшей мере, в отношении ее внутренней поверхности, а также практически и на наружной поверхности. Необходимая заключительная механическая обработка может ограничиваться только обработкой концевых частей, а именно фланца. Придающая жесткость часть, образующая наружную закраину на нижнем по потоку конце закрепленного волокнистого каркаса, может быть удалена после уплотнения, если она не требуется для диффузора.
Утолщение 42b становится усиленной частью, которая может представлять собой элемент жесткости или может образовывать опору для элемента жесткости в средней зоне диффузора.
На фиг.11 представлена фотография, показывающая диффузор сопла после уплотнения и перед заключительной механической обработкой. Диффузор получен с помощью процесса, сходного с описанным со ссылками на фиг.2-10, при этом была использована основная волокнистая ткань, являющаяся объемной тканью интерлочного переплетения толщиной 1,5 мм. Собственно диффузор имеет внутренний диаметр, начиная примерно от 400 мм на уровне сопряжения с фланцем и примерно до 1020 мм на нижнем по потоку конце. Общая длина диффузора составила примерно 970 мм, из них длина собственно диффузора (без фланца) составила примерно 850 мм. Примечательно, что для таких размеров диффузора после уплотнения он имел повышенное объемное содержание волокон, равное примерно 42%, и очень низкую массу, а именно примерно 6,48 кг. При этом масса закрепленного волокнистого каркаса перед заключительным уплотнением и после структурирования смолы составляла примерно 5,52 кг. В части, образующей собственно диффузор, толщина стенки была равна примерно 1,5 мм за пределами зон перекрытия полотнищ волокнистой ткани.
Изобретение не ограничивается изготовлением диффузоров сопел ракетных двигателей. Оно может использоваться для изготовления сопел авиационных двигателей для самолетов или вертолетов. На фиг.12 показано такое сопло газотурбинного двигателя самолета. На своих осевых концах сопло имеет части, профили которых образуют угол. На стадии волокнистого каркаса они образуют усиливающие части.
Примечательная особенность изобретения заключается в том, что оно позволяет получать легкие тонкостенные сопла или диффузоры сопел, которые могут иметь относительно большие размеры. Так, их размер по оси может составлять, по меньшей мере, 800 мм, а внутренний диаметр на нижнем по потоку конце может составлять, по меньшей мере, 1000 мм.
Для сопел авиационных двигателей композитный материал может быть композитным материалом с керамической матрицей или CMC с волокнистым каркасом из керамических волокон, например из карбида кремния, и керамической матрицей, например, также из карбида кремния. В этом случае смола закрепления предпочтительно представляет собой смолу-прекурсор керамики.
В некоторых случаях использования, а именно для сопел авиационных двигателей, пригонка волокнистой преформы и формообразование волокнистого каркаса могут осуществляться на охватывающей форме, внутренняя поверхность которой воспроизводит желаемую геометрию наружной поверхности сопла.
Следует также отметить, что изобретение может использоваться для изготовления диффузоров сопел или сопел, которые необязательно полностью осесимметричны, как это имеет место в сопле по фиг.12.



Изобретение относится к изготовлению сопла или диффузора сопла из композитного материала. Техническим результатом изобретения является повышение прочности изделий. Способ изготовления тонкостенного сопла или диффузора сопла из композитного материала, содержащего уплотненный матрицей закрепленный волокнистый каркас, включает получение полотнища из волокнистой ткани, изготовленной объемным ткачеством. Затем формируют волокнистую преформу путем пригонки полотнищ на форме, которая имеет поверхность, воспроизводящую желаемую геометрию внутренней или наружной поверхности подлежащего изготовлению сопла или диффузора сопла причем полотнища пригоняют на форме с перекрытием их смежных кромок, или путем соединения полотнищ на уровне взаимного контакта их кромок. После чего формируют закрепленный волокнистый каркас путем формообразования волокнистой преформы, пропитанной содержащей смолу композицией закрепления, причем формообразование выполняют между формой и оболочкой, наложенной на пропитанную волокнистую преформу таким образом, чтобы получить закрепленный волокнистый каркас, имеющий объемное содержание волокон, равное, по меньшей мере, 35 %, и имеющий, по меньшей мере, на большей части своего размера по оси толщину не более 5 мм, сформированную единственным слоем полотнища волокнистой ткани. Наконец продолжают уплотнение закрепленного волокнистого каркаса посредством химического осаждения из газовой фазы после пиролиза смолы таким образом, что после уплотнения получают деталь, практически имеющую форму и толщину стенки подлежащего изготовлению сопла или диффузора сопла. 2 н. и 12 з. п. ф-лы, 12 ил.
1. Способ изготовления тонкостенного сопла или диффузора сопла из композитного материала, который содержит уплотненный матрицей закрепленный волокнистый каркас, содержащий следующие этапы:
- получают полотнища из волокнистой ткани, изготовленной объемным ткачеством;
- формируют волокнистую преформу путем пригонки полотнищ на форме, которая имеет поверхность, воспроизводящую желаемую геометрию внутренней или наружной поверхности подлежащего изготовлению сопла или диффузора сопла, причем полотнища пригоняют на форме с перекрытием их смежных кромок, или путем соединения полотнищ на уровне взаимного контакта их кромок;
- формируют закрепленный волокнистый каркас путем формообразования волокнистой преформы, пропитанной содержащей смолу композицией закрепления, причем формообразование выполняют между формой и оболочкой, наложенной на пропитанную волокнистую преформу таким образом, чтобы получить закрепленный волокнистый каркас, имеющий объемное содержание волокон, равное, по меньшей мере, 35 %, и имеющий, по меньшей мере, на большей части своего размера по оси толщину не более 5 мм, сформированную единственным слоем полотнища волокнистой ткани; и
- продолжают уплотнение закрепленного волокнистого каркаса посредством химического осаждения из газовой фазы после пиролиза смолы таким образом, что после уплотнения получают деталь, практически имеющую форму и толщину стенки подлежащего изготовлению сопла или диффузора сопла.
2. Способ по п. 1, отличающийся тем, что формообразование волокнистой преформы выполняют таким образом, чтобы получить волокнистый каркас, имеющий элементы жесткости, встроенные, по меньшей мере, в концевых по оси частях.
3. Способ по п. 2, отличающийся тем, что получают, по меньшей мере, один элемент жесткости, придавая концевой по оси части закрепленного каркаса профиль, образующий угол.
4. Способ по п. 2, отличающийся тем, что получают, по меньшей мере, один элемент жесткости путем локального увеличения толщины стенки закрепленного каркаса.
5. Способ по п. 1, отличающийся тем, что волокнистую преформу формируют, по меньшей мере, с одним утолщением, проходящим по окружности полностью вокруг оси преформы, причем это утолщение получают путем взаимного перекрытия смежных краев полотнищ волокнистой ткани.
6. Способ по п. 1, отличающийся тем, что полотнища соединяют друг с другом посредством сшивания.
7. Способ по п. 1, отличающийся тем, что в процессе формообразования для формирования волокнистого каркаса эту пропитанную волокнистую преформу обжимают.
8. Способ по п. 7, отличающийся тем, что в процессе обжатия пропитанной волокнистой преформы на волокнистую преформу накладывают мембрану, упруго деформируемую без образования складок.
9. Способ по п. 1, отличающийся тем, что пропитку композицией закрепления выполняют на волокнистой ткани перед пригонкой полотнищ волокнистой ткани на форме.
10. Способ по п. 1, отличающийся тем, что перед формообразованием для формирования волокнистого каркаса выполняют предварительное структурирование смолы композиции закрепления.
11. Способ по п. 10, отличающийся тем, что предварительное структурирование выполняют, по меньшей мере, частично перед пригонкой на форме полотнищ пропитанной волокнистой ткани.
12. Тонкостенное сопло или диффузор сопла из композитного материала, полученные способом по любому из пп. 1-11, имеющие на большей части своего размера по оси толщину не более 3 мм.
13. Сопло или диффузор сопла по п. 12, отличающиеся тем, что указанная толщина составляет от 1 до 2 мм.
14. Сопло или диффузор сопла по п. 12, отличающиеся тем, что имеют размер по оси не менее 800 мм и внутренний диаметр на нижнем по потоку конце не менее 1000 мм.
| US 6817184 B2, 16.11.2004 | |||
| US 5486379 A1, 23.01.1996 | |||
| US 6151887 A1, 28.11.2000 | |||
| Способ получения композиционного материала | 1976 |
|
SU665793A3 |
| СПОСОБ ХИМИЧЕСКОЙ ИНФИЛЬТРАЦИИ В ПАРОВОЙ ФАЗЕ МАТЕРИАЛА В СРЕДУ ВОЛОКНИСТОГО СУБСТРАТА | 1994 |
|
RU2125031C1 |

