Изобретение относится к области металловедения, химико-термической обработке металлических изделий к созданию наноструктурированных материалов конструкционного назначения, к проблеме трения и износа и может быть использовано для повышения долговечности деталей машин в любой отрасли промышленности.
Так, например известен:
- способ формирования жаростойких покрытий на основе алюминида никеля NiAl на стальных деталях, включающий никелирование, нанесение алюминиевого слоя жидкофазным способом и проведение диффузионного отжига, алюминиевый слой наносят из расплава технически чистого алюминия при температуре 800-850°C в течение 3-4 с и проводят диффузионный отжиг при температуре 950-1100°C в течение 6-10 ч (патент РФ №2507310); недостатком данного способа является длительность процесса, низкие износостойкие и жаропрочные характеристики;
- способ получения жаростойкого покрытия на рабочих лопатках турбин газотурбинных двигателей или энергетических установок, включающий ионно-имплантационную обработку поверхности лопатки, формирование внутреннего жаростойкого слоя и нанесение внешнего жаростойкого слоя из сплава Al-Si-Y с его ионной имплантацией, ионно-имплантационную обработку поверхности лопатки производят ионами одного или нескольких элементов Nb, Pt, Yb, Y, La, Hf, Cr, Si, в качестве материала для формирования внутреннего жаростойкого слоя используют сплав состава: Cr - от 18% до 30%, Al - от 5% до 13%, Y - от 0,2% до 0,65%, Ni - остальное, а в качестве материала для формирования внешнего жаростойкого слоя используют сплав состава: Si - от 4,0% до 12,0%; Y - от 1,0% до 2,0%; Al - остальное, причем нанесение внешнего жаростойкого слоя чередуют с периодической имплантацией ионами одного или нескольких элементов Nb, Pt, Yb, Y, La, Hf, Cr, Si с формированием внешнего жаростойкого слоя в виде микрослоев, разделенных имплантированными микро- или нанослоями (патент РФ №2441104).
Недостатком данного метода нанесения покрытия является длительность процесса, высокая стоимость, малая толщина жаростойкого слоя и, как следствие, низкая жаропрочность.
В качестве наиболее близкого аналога, заявляемого изобретения, выбран способ получения высокотемпературного многослойного композита на поверхности металлической детали с помощью высокоскоростного газопламенного напыления (патент РФ №2513533).
Задачей предлагаемого изобретения является получение многослойного наноструктурированного жаропрочного композита, содержащего слой из материала с эффектом памяти формы - жаропрочный слой.
Техническим результатом заявляемого способа является повышение жаропрочных характеристик, снижение времени и стоимости процесса.
Технический результат достигается предложенным способом получения высокотемпературного многослойного композита на поверхности металлической детали с помощью высокоскоростного газопламенного напыления, в котором обработку поверхности осуществляют высокоскоростным газопламенным напылением в защитной атмосфере предварительно механически активированного порошка NiAl с эффектом памяти формы с получением слоя толщиной 120-500 мкм с последующим пластическим деформированием при нагреве ниже температуры начала мартенситного превращения, высокотемпературный слой получают путем высокоскоростного газопламенного напыления в защитной атмосфере предварительно механически активированной смеси порошков из Si, Y, BN, С, Со, Ni3Al при их соотношении, вес. %: Si 4-13, Y 2-3, BN 12-20, C 2-8, Co 3-10, Ni3Al - остальное, толщиной 150-500 мкм, с получением многослойного композита, затем осуществляют нагрев при температуре на 30-35°C выше солидуса с последующим его старением в две ступени, на первой ступени осуществляют нагрев до температуры 1000-1100°C с выдержкой 1-1,5 часа, на второй ступени нагрев до температуры 900-950°C с выдержкой 2,5-3 часа. При этом в качестве защитной атмосферы при высокоскоростном газопламенном напылении используют аргон.
В процессе высокоскоростного газопламенного напыления механически активированных порошков происходит выделение энергии, накопленной в процессе механической активации, что обеспечивает более надежную адгезию и повышение прочностных свойств многослойного композита, а высокая скорость напыления обеспечивает формирование наноразмерной структуры. Указанная последовательность напыления порошков при формировании композита «слой из материала с эффектом памяти формы - упрочняющий слой» обеспечивает увеличение его жаропрочности, а слой из материала с эффектом памяти формы блокирует или замедляет распространение дефектов в процессе эксплуатации, что способствует повышению долговечности и прочностных свойств.
Второй слой следующего химического состава Si-Y-BN-C-Co-Ni3Al обладает повышенной жаропрочностью. Старение проводится для повышения жаропрочных характеристик многослойного композита.
На первом этапе проводится механическая активация порошка NiAl, смеси порошков при следующем содержании компонентов, вес. %: Si 4-13, Y 2-3, BN 12-20, С 2-8, Co 3-10, Ni3Al - остальное, подвергают перемешиванию и измельчению в шаровой мельнице с использованием мелющих тел (в виде шаров), содержащих WC-CrC-Ni. Механическая активация порошков осуществляется в шаровой мельнице АГО-2У. Загрузка и обработка порошков производится в инертной атмосфере (среда аргона) со следующими параметрами: частота вращения барабана 1200-1500 мин-1, частота вращения водила 900-1000 мин-1, диаметр шаров 6 мм, время работы 15 мин.
На втором этапе проводится высокоскоростное газопламенное напыление в защитной атмосфере (среда аргона) механически активированных порошков. В камере при помощи вакуумного насоса создается вакуум, далее этот вакуум заполняется аргоном из металлического баллона. Далее механически активированные порошки NiAl, Si-Y-BN-C-Co-Ni3Al засыпают в порошковые дозаторы, связанные шлангами подачи порошков к соплу газопламенной горелки. Сопло газопламенной горелки имеет два канала для ввода порошков: первый канал сопла, связанный с порошковым дозатором, для подачи в зону напыления механически активированного порошка NiAl, второй канал сопла, связанный с порошковым дозатором, для подачи в зону напыления механически активированной смеси порошков из Si-Y-BN-C-Co-Ni3Al. Раздельная подача механически активированных порошков в зону напыления возможна за счет конструкции сопла газопламенной горелки.
Высокотемпературный многослойный композит на поверхности металлической детали получают следующим образом: сначала происходит напыление первого слоя на основе механически активированного порошка с эффектом памяти формы NiAl толщиной 120-500 мкм на металлическую деталь; далее на первый слой с эффектом памяти формы на основе NiAl наносим второй слой механически активированной смеси порошков из Si-YrBN-C-Co-Ni3Al толщиной 150-500 мкм, после нанесения первого слоя с эффектом памяти формы осуществляют его пластическое деформирование на величину до 6% от толщины первого слоя с помощью пресса, состоящего из верхней и нижней траверс. Контроль температуры процесса осуществляют пирометром. Вакуумная камера со смотровым окном расположена на раме. В процессе поверхностного пластического деформирования осуществляют нагрев детали с первым слоем при помощи трансформатора, соединенного с нижней траверсой пресса. Весь процесс получения высокотемпературного многослойного композита осуществляется автоматически при помощи блока управления, к которому при помощи шлангов подсоединены баллоны с газами. Нагрев образца с композитом для отжига осуществляют с помощью трансформатора. Вакуумная камера смонтирована на раме.
После получения композита проводят нагрев при температуре на 30-35°C выше температуры солидуса с выдержкой в течение 0,5-1 часа с последующим старением в две ступени: 1 ступень - 1000-1100°C, выдержка 1-1,5 часа; 2 ступень - 900-950°C, выдержка 2,5-3 часа. Нагрев осуществляется при помощи трансформатора.
Пример
На первом этапе проводится механическая активация порошка NiAl, смеси порошков при следующем содержании компонентов, вес. % кремний Si - 12; иттрий Y - 3; нитрид бора BN - 20; графит С - 5; кобальт Co - 5; Ni3Al - остальное, подвергают перемешиванию и измельчению в шаровой мельнице с использованием мелющих тел (в виде шаров), содержащих WC-CrC-Ni. Механическая активация порошков осуществляется в шаровой мельнице АГО-2У. Загрузка и обработка порошков производятся в инертной атмосфере (среда аргона) со следующими параметрами: частота вращения барабана 1300 мин-1, частота вращения водила 950 мин-1, диаметр шаров 6 мм, время работы 15 мин. На втором этапе проводится высокоскоростное газопламенное напыление в защитной атмосфере (среда аргона) механически активированных порошков. В камере при помощи вакуумного насоса создается вакуум, далее этот вакуум заполняется аргоном из металлического баллона. Далее механически активированный порошок из NiAl и механически активированную смесь порошков из Si-Y-BN-C-Co-Ni3Al засыпают в порошковые дозаторы, связанные шлангами подачи порошков к соплу газопламенной горелки. Сопло газопламенной горелки имеет два канала для ввода порошков: первый канал сопла, связанный с порошковым дозатором, для подачи в зону напыления механически активированного порошка NiAl, второй канал сопла, связанный с порошковым дозатором, для подачи в зону напыления механически активированной смеси порошков на основе Si-Y-BN-C-Co-Ni3Al. Раздельная подача механически активированных порошков в зону напыления возможна за счет конструкции сопла газопламенной горелки. Высокотемпературный многослойный композит на металлической поверхности получаем следующим образом: сначала производится напыление первого слоя механически активированного порошка с эффектом памяти формы NiAl толщиной 500 мкм на поверхность металлической детали; далее на первый слой с эффектом памяти формы на основе NiAl наносим второй слой - механически активированную смесь порошков из Si-Y-BN-C-Co-Ni3Al толщиной 300 мкм, после нанесения первого слоя с эффектом памяти формы осуществляют его пластическое деформирование на величину 5% от толщины первого слоя с помощью пресса, состоящего из верхней и нижней траверс. Контроль температуры процесса осуществляют пирометром. Вакуумная камера со смотровым окном расположена на раме. В процессе пластического деформирования осуществляют нагрев детали с первым слоем при помощи трансформатора, соединенного с нижней траверсой пресса. Весь процесс получения высокотемпературного многослойного композита на поверхности металлической детали осуществляется автоматически при помощи блока управления, к которому при помощи шлангов подсоединены баллоны с газами. Нагрев образца с композитом для отжига осуществляют с помощью трансформатора. Вакуумная камера смонтирована на раме. Затем осуществляют нагрев при температуре на 35°C выше температуры солидуса с выдержкой в течение 0,5 часа с последующим старением в две ступени: 1 ступень - 1100°C, выдержка 1 час; 2 ступень - 900°C, выдержка 3 часа. Нагрев осуществляется при помощи трансформатора. Результаты испытаний сведены в таблицу 1.
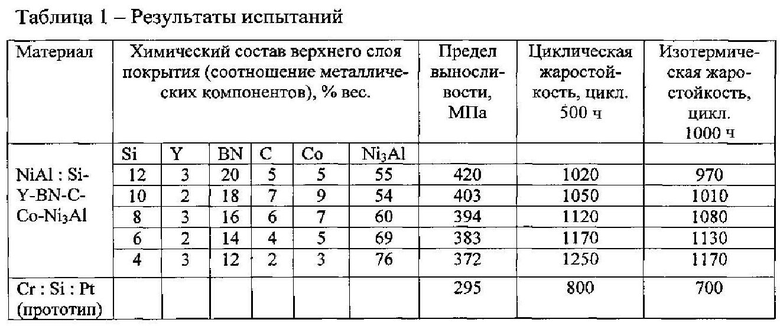
Как видно из таблицы 1, полученный высокотемпературный многослойный композит на поверхности металлической детали с эффектом памяти формы обладает повышенными механическими свойствами, статической и циклической жаростойкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления рабочей поверхности стенок кристаллизатора | 2015 |
|
RU2624878C2 |
| Способ получения износостойкого многослойного композита на металлической поверхности | 2016 |
|
RU2634099C1 |
| Способ получения многослойного композитного покрытия | 2016 |
|
RU2625618C1 |
| Способ получения многослойных высокоэнтропийных композитных покрытий | 2021 |
|
RU2760316C1 |
| Способ повышения износостойкости деталей центробежного насоса | 2017 |
|
RU2667571C1 |
| Способ получения слоистого композитного покрытия | 2017 |
|
RU2671032C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ КОМПОЗИТНЫХ ПОКРЫТИЙ | 2015 |
|
RU2605717C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЖАРОСТОЙКОГО ПОКРЫТИЯ | 2009 |
|
RU2402633C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДНОЙ МАТРИЦЫ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2686831C1 |
| Истираемое уплотнительное покрытие (рабочая температура до 800С) | 2022 |
|
RU2791541C1 |
Изобретение относится к области металловедения, химико-термической обработке металлических изделий, к созданию наноструктурированных материалов конструкционного назначения, к проблеме трения и износа и может быть использовано для повышения долговечности деталей машин в любой отрасли промышленности. Способ получения высокотемпературного многослойного композита на поверхности металлической детали с помощью высокоскоростного газопламенного напыления включает обработку поверхности высокоскоростным газопламенным напылением в защитной атмосфере предварительно механически активированного порошка NiAl с эффектом памяти формы с получением слоя толщиной 120-500 мкм с последующим пластическим деформированием при нагреве ниже температуры начала мартенситного превращения, получение высокотемпературного слоя путем высокоскоростного газопламенного напыления в защитной атмосфере предварительно механически активированной смеси порошков из Si, Y, BN, С, Со, Ni3Al, при их соотношении вес. %: Si 4-13, Y 2-3, BN 12-20, С 2-8, Со 3-10, Ni3Al - остальное, толщиной 150-500 мкм. Затем проводят нагрев при температуре на 30-35°C выше солидуса с последующим старением в две ступени. На первой ступени осуществляют нагрев до температуры 1000-1100°C с выдержкой 1-1,5 часа, на второй ступени - нагрев до температуры 900-950°C с выдержкой 2,5-3 часа. В качестве защитной атмосферы при высокоскоростном газопламенном напылении используют аргон. Обеспечивается повышение жаропрочных характеристик, снижение времени и стоимости процесса. 1 з.п. ф-лы, 1 табл., 1 пр.
1. Способ получения высокотемпературного многослойного композита на поверхности металлической детали с помощью высокоскоростного газопламенного напыления, отличающийся тем, что обработку поверхности осуществляют высокоскоростным газопламенным напылением в защитной атмосфере предварительно механически активированного порошка NiAl с эффектом памяти формы с получением слоя толщиной 120-500 мкм с последующим пластическим деформированием при нагреве ниже температуры начала мартенситного превращения, высокотемпературный слой получают путем высокоскоростного газопламенного напыления в защитной атмосфере предварительно механически активированной смеси порошков из Si, Y, BN, С, Со, Ni3Al при их соотношении, вес. %: Si 4-13, Y 2-3, BN 12-20, С 2-8, Со 3-10, Ni3Al - остальное, толщиной 150-500 мкм, затем осуществляют нагрев при температуре на 30-35°C выше солидуса с последующим старением в две ступени, на первой ступени осуществляют нагрев до температуры 1000-1100°C с выдержкой 1-1,5 часа, на второй ступени - нагрев до температуры 900-950°C с выдержкой 2,5-3 часа.
2. Способ по п. 1, отличающийся тем, что в качестве защитной атмосферы при высокоскоростном газопламенном напылении используют аргон.
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСОВЕРШЕНСТВОВАНИЯ ФИКСИРУЮЩЕЙ КОНТРУКЦИИ НОЖА РУБИТЕЛЬНОЙ МАШИНЫ | 2009 |
|
RU2513533C2 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2013 |
|
RU2521780C1 |
| ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2008 |
|
RU2384650C2 |
| Видоизменение печи, охарактеризованной в патенте № 1573 | 1929 |
|
SU15928A1 |
| Приспособление для перелистывания книг и т.д. | 1928 |
|
SU11379A1 |
| US 20100227141 A1, 09.09.2010. | |||

