Изобретение относится к области сортопрокатного производства черной металлургии. Наиболее эффективно может быть использовано на высокоскоростных непрерывных мелкосортных станах, при производстве термически упрочненного в потоке стана ферромагнитного арматурного проката в прутках.
Целью изобретения является интенсификация процесса торможения длинномерного термоупрочненного арматурного проката и надежной поперечной его передачи на холодильник при высоких до 50 м/с скоростях прокатки на стане.
Аналогом предлагаемого устройства является одно- или двухклапанные сбрасыватели сортового проката, содержащие линию подъемных клапанов, расположенные между роликами приемного рольганга холодильника, рычажно-кулачковый привод подъема клапанов, стационарные рихтовальные желоба, установленные параллельно клапанам, и многополосные тормозные электромагниты, встроенные в подъемные клапаны [1].
Аналог имеет следующие недостатки:
низкая эффективность процесса торможения вследствие использования многополосных тормозных электромагнитов с ориентацией полюсов перпендикулярно оси проката, что предопределяет предельные скорости прокатки на станах в 15,0÷17,0 м/с;
- большая длина и металлоемкость одноклапанных 145 м и двухклапанных 175 м сбрасывателей;
- сложная рычажно-кулачковая система механизма подъема клапанов, т.е. поперечной передачи длинномерного сортового проката.
Прототипом является устройство, содержащее подъемные клапаны, расположенные между роликами приемного рольганга, стационарные рихтовальные желоба и двухполосные щелевые тормозные электромагниты, встроенные в рихтовальные желоба полюсами под прокатом [2].
К недостаткам прототипа следует отнести:
- ограниченная скорость приема проката на холодильник (не более 15,0 м/с для одноклапанных и 17,0 м/с для двухклапанных сбрасывателей), что обусловлено транспортированием и торможением раскатов на открытых поверхностях клапанов и рихтовальных желобов;
- принудительное электромагнитное торможение осуществляется на рихтовальных желобах, т.е. на конечной стадии движения проката при малых (3÷5 м/с) скоростях, что снижает его эффективность;
- вследствие больших пути и времени торможения при высоких скоростях (15,0÷17,0 м/с), длина клапанного сбрасывателя обычно на 20÷40% больше рабочей длины холодильника, что значительно усложняет их конструкцию и массу;
- сложная рычажно-кулачковая система подъема клапанов и поперечной передачи проката.
Предлагаемое устройство для электромагнитного торможения и поперечной передачи термически упрочненного ферромагнитного длинномерного сортового проката представлено на:
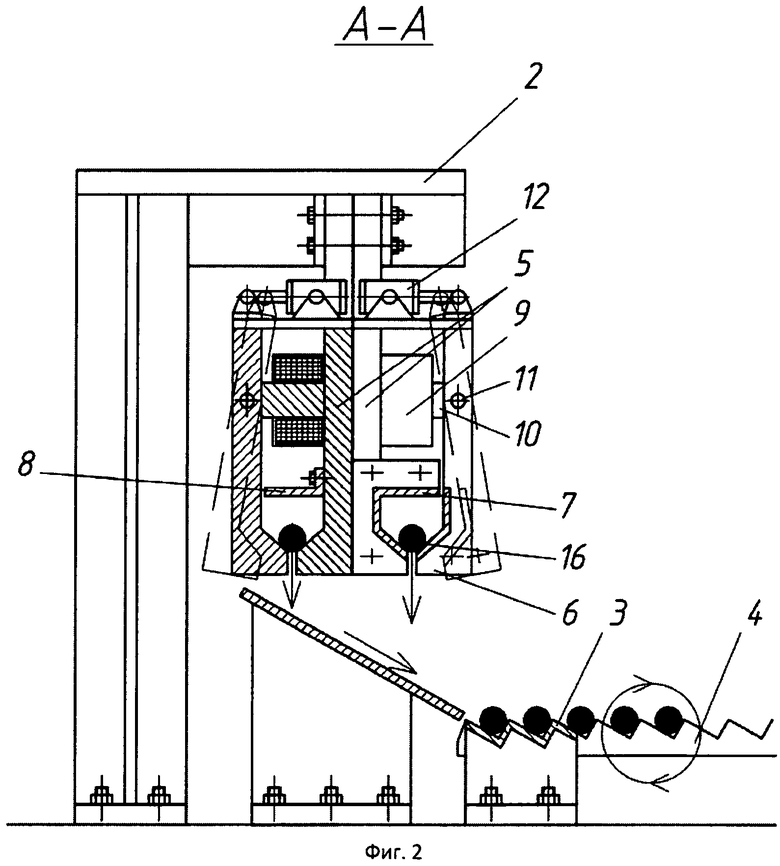
- фиг.1. Схема расположения оборудования устройства на стане;
- фиг.2. Разрез А-А на фиг.1.
Устройство содержит двухполюсные щелевые тормозные электромагниты 1, установленные на стационарных стойках-траверсах 2, над рихтовальными желобами 3 реечного холодильника 4, полюсами притяжения 5 и 6 вниз, и холостые, составленные из двух частей, проводки 7, соединяющие тормозные электромагниты между собой в одну линию. Полюсы притяжения 5 и 6 тормозных электромагнитов 1 внутри нижней части выполнены в виде направляющего желоба со щелью и снабжены крышкой 8, закрепленной на одной из них. Полюс 5 тормозных электромагнитов 1 с катушкой возбуждения 9 и сердечником 10 закреплены стационарно на стойке-траверсе, а полюс 6 выполнен наворотным на шарнире 11 относительно сердечника 10 от пневмопривода 12. Холостые проводки выполнены из двух частей, одна из которых жестко соединена со стационарным полюсом 5, а другая с поворотным полюсом 6, образуя внутри закрытый желоб, повторяющий профиль желоба нижней части тормозных электромагнитов 1. Устройство работает следующим образом.
Горячие раскаты арматурного проката по выходу из чистовой клети 13 стана поступают в термоустановку 14, где интенсивно охлаждаются, упрочняются и приобретают ферромагнитные свойства. За термоустановкой 14 раскаты разрезаются на летучих ножницах 15 на штанги 16 заданной длины, соответствующие длине холодильника 4. Штанги 16 посредством рольганга 17 и трайбаппарата 18 подаются в закрытый желоб, образованный между полюсами притяжения 5 и 6 тормозных электромагнитов 1, и в холостые проводки 7, между ними. По достижении передним концом штанги 16 заданного положения относительно холодильника, контролируемого датчиком 19, подается сигнал на включение катушек возбуждения 9 тормозных электромагнитов 1, вследствие чего осуществляется интенсивное принудительное торможение и остановка штанги 16.
Интенсивность принудительного торможения регулируется дистанционно за счет изменения количества тормозных электромагнитов 1, вводимых в работу или за счет регулирования силы тока катушек возбуждения 9. Расчет требуемого тормозного усилия устройства выполняется исходя из условия, что работа сил торможения Ат поступающей на холодильник штанги 16 со скоростью Vн и массой т на заданном минимальном пути торможения Sп должна в 2÷3 раза превышать ее кинетическую энергию, т.е.
Ат=mVн 2/2=2÷3QэпSп, отсюда
Qэп=mVн 2/2(2÷3)Sп, кг
По окончании процесса торможения подается сигнал на передачу остановленной штанги 16 на рихтовальный желоб 3 реечного холодильника 4, при этом отключаются катушки возбуждения 9 и включаются пневмоприводы 12. Посредством пневмоприводов 12 полюсы 6 с прикрепленными к ним частями проводок 7 отклоняются, открывая щель и обеспечивая беспроизводственное падение (передачу) штанги 16 на рихтовальные желоба 3.
Процесс принудительного торможения и поперечной передачи следующей за первой штанги осуществляется на второй линии устройства, расположенной параллельно первой. Передачи смежных штанг 16 с первой на вторую линию устройства осуществляются посредством стрелки 20, установленной на входе.
К достоинствам нового технического решения следует отнести:
- наличие закрытого желоба приема термически упрочненного с высокой осевой жесткостью арматурного проката и высокоэффективных двухполюсных щелевых тормозных электромагнитов, позволяет обеспечить высокие скорости прокатки до 50 м/с на непрерывных станах;
- упростить конструкцию, сократить длину и повысить надежность в работе устройств торможения и поперечной передачи длинномерного сортового проката;
- повысить точность остановки прокатанных штанг, этим снизить их разброс и увеличить выход мерного товарного проката.
1. Авторское свидетельство СССР №1151344. Устройство для торможения ферромагнитного проката, 1985, БИ, №15.
2. Патент РФ №1444010. Устройство для торможения проката на холодильнике, кл. B21B 43/00, 1988, БИ, №46.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО АРМАТУРНОГО ПРОКАТА ПЕРЕД ХОЛОДИЛЬНИКОМ | 2012 |
|
RU2516324C2 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| УСТРОЙСТВО ДЛЯ ТОРМОЖЕНИЯ ПРОКАТА | 2002 |
|
RU2221659C2 |
| Устройство для торможения проката | 1989 |
|
SU1710159A1 |
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1444010A1 |
| Устройство для торможения прокатки | 1977 |
|
SU716661A1 |
| Клапанный сбрасыватель проката | 1986 |
|
SU1366253A1 |
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1447459A1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
| Устройство для терможения проката перед холодильником | 1978 |
|
SU747550A1 |
Устройство предназначено для улучшения качества изделий и повышения производительности при изготовлении длинномерного термоупрочненного ферромагнитного сортового проката на стадии его электромагнитного торможения и поперечной передачи в высокоскоростном непрерывном мелкосортном стане. Устройство содержит двухполюсные щелевые тормозные электромагниты, установленные в одну линию вдоль рихтовальных желобов холодильника, полюсы притяжения которых образуют направляющий желоб. Повышение скорости прокатки и транспортирования, точности остановки, упрощение конструкции обеспечивается за счет того, что двухполюсные щелевые тормозные электромагниты установлены на стационарных стойках-траверсах над рихтовальными желобами холодильника полюсами притяжения вниз, причем один полюс с сердечником и катушкой возбуждения выполнен неподвижным, а второй снабжен шарниром и пневмоприводом поворота относительно первого. 2 ил.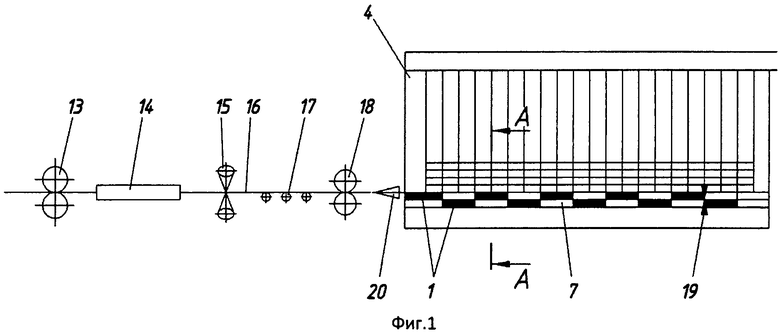
Устройство для электромагнитного торможения и поперечной передачи длинномерного термоупрочненного ферромагнитного сортового проката, содержащее двухполюсные щелевые тормозные электромагниты, установленные в одну линию вдоль рихтовальных желобов холодильника, полюсы притяжения которых образуют направляющий желоб, и механизм подачи проката, отличающееся тем, что двухполюсные щелевые тормозные электромагниты установлены на стационарных стойках-траверсах над рихтовальными желобами холодильника полюсами притяжения вниз с образованием внутри между полюсами закрытого желоба-проводки, при этом один полюс с сердечником и катушкой возбуждения закреплен неподвижно, а второй снабжен шарниром и пневмоприводом поворота относительно первого.
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1444010A1 |
| Устройство для терможения проката перед холодильником | 1978 |
|
SU747550A1 |
| Способ принудительного торможения проката на клапанном сбрасывателе и клапанный сбрасыватель проката | 1974 |
|
SU1171134A1 |
| Устройство для торможения движущегося проката | 1989 |
|
SU1729645A1 |
| Устройство для торможения прокатки | 1977 |
|
SU716661A1 |
| Форма для изготовления изделий из бетонных смесей | 1987 |
|
SU1428587A1 |

