Изобретение относится к области сортопрокатного производства черной металлургии. Наиболее эффективно может быть использовано на мелкосортных станах, специализированных на производстве термически упрочненного (ферромагнитного) арматурного проката в прутках.
Целью изобретения является повышение эффективности процесса торможения.
Аналогом предлагаемого технического решения является устройство для торможения проката, содержащее подъемные клапаны, установленные между роликами приемного рольганга холодильника, стационарные рихтовальные желоба, расположенные параллельно клапанам и щелевые тормозные электромагниты, встроенные под первый ручей рихтовального желоба [1, 2].
Основным недостатком аналога является то, что при обеспечении высокой интенсивности принудительного торможения, процесс осуществляется на конечной стадии движения проката, т.е. при низких скоростях Vт, что снижает его эффективность (для мелкосортных станов скорость штанг, поступающих в рихтовальный желоб, не превышает 5÷7 м/с, при скорости входа на холодильник 15÷17 м/с).
Прототипом является устройство для торможения проката, содержащее подъемные клапаны, расположенные между роликами приемного рольганга холодильника, установленные параллельно клапанам, стационарные рихтовальные желоба, двухполосные щелевые тормозные электромагниты, один полюс, сердечник и катушка возбуждения которого закреплена в стационарном рихтовальном желобе, а второй с зазором к сердечнику встроен в подъемные клапаны [3].
Недостатком прототипа является: наличие зазора между взаимоперемещающимися полюсом, встроенным в подъемные клапаны, и стационарным сердечником двухполюсного щелевого тормозного электромагнита, который прерывает и в значительной степени снижает магнитный поток, воздействующий на прокат, следовательно, снижает электромеханические характеристики (силу принудительного торможения) тормозного электромагнита.
Предлагаемое устройство для электромагнитного торможения термоупрочненного ферромагнитного сортового проката перед холодильником представлено на:
- фиг.1. Схема расположения оборудования устройства на стане;
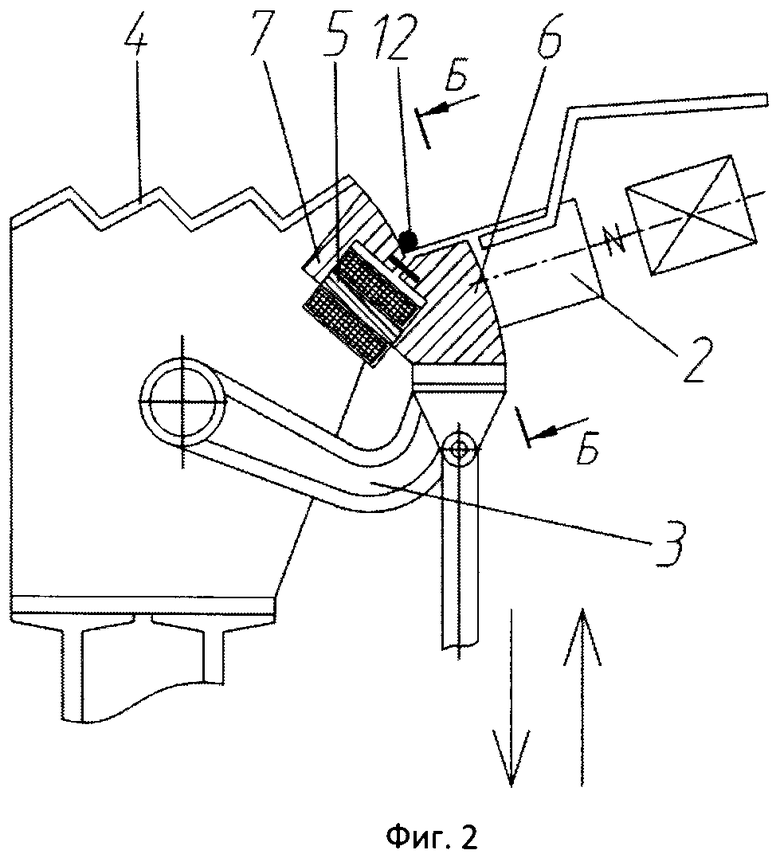
- фиг.2. Разрез А-А на фиг.1;
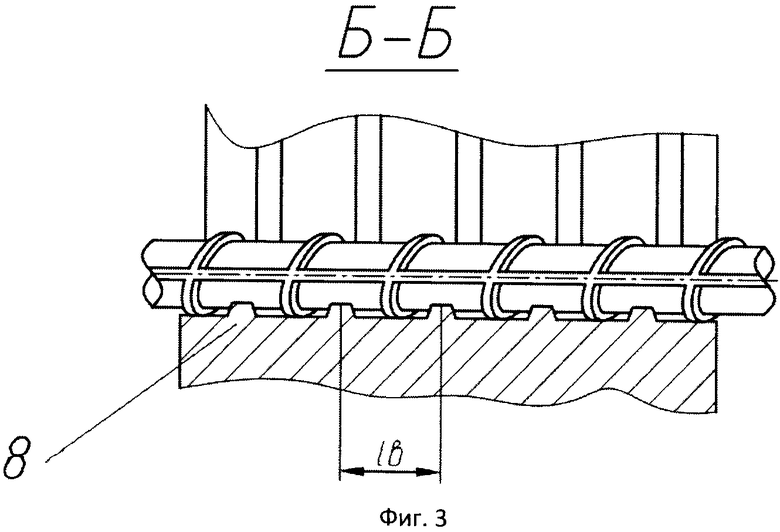
- фиг.3. Разрез Б-Б на фиг.3.
Устройство включает: подъемные клапаны 1, установленные между роликами 2 приемного рольганга холодильника, на качающихся от привода рычагах 3, стационарные рихтовальные желоба 4, расположенные параллельно клапанам двухполюсные щелевые тормозные электромагниты 5, жестко закрепленные на качающихся от привода рычагах 3. Полюс 6 двухполюсного тормозного электромагнита 5, повторяет поперечный профиль подъемного клапана 1, а полюс 7, поперечный профиль боковой стенки рихтовального желоба 4.
Кроме того, поверхности притяжения полюсов 6 и 7 тормозного электромагнита 5 снабжены, для торможения арматурного проката, поперечными выступами 8, расположенными с шагом Lв кратным шагу впадин между ребрами жесткости арматурного проката.
Устройство работает следующим образом.
Горячие раскаты арматурного проката по выходу из чистовой клети 9 термически упрочняются и приобретают ферромагнитные свойства в установке 10, после чего на летучих ножницах 11 разрезаются на штанги 12, соответствующие длине холодильника 13. Охлажденные ферромагнитные штанги проката 12 поочередно роликами приемного рольганга 2 транспортируются на холодильник 13. По достижении передним концом штанги проката 12 заданного положения подается сигнал на подъем клапанов 1. Одновременно с сигналом на подъем клапанов, подается сигнал на включение щелевых тормозных электромагнитов 5. Подъемные клапаны 1 и тормозные щелевые электромагниты 5 от привода на качающихся рычагах 3 синхронно перемещаются вверх и снимают движущуюся штангу проката с роликов 2 приемного рольганга. Одновременно ферромагнитные штанги проката 12 притягиваются к полюсам 6 и 7 тормозных электромагнитов 5, что обеспечивает интенсивное дистанционное регулируемое принудительное торможение (сокращение пути и времени торможения).
В связи с тем, что арматурный профиль имеет на поверхности кольцевые ребра жесткости, а поверхности трения полюсов 6 и 7 снабжены поперечными выступами 8, при притяжении проката к полюсам, наряду с контактными силами трения скольжения в магнитном поле, когда интенсифицируется нормальная сила электромагнитного притяжения Рэ и коэффициент трения скольжения намагниченных поверхностей µэ, при встрече ребер жесткости движущей арматурной штанги с выступами 8 возникают дополнительные механические тангенциальные тормозные усилия Qт. Следовательно, суммарное тормозное усилие Q∑ равно:
Q∑=Pэµэ+Qт
Источники информации
1. Патент РФ №1444010, кл B21B 43/00, 1987 г.
2. Декларационный патент Украины №50534А, кл B21B 43/00, 2002 г.
3. Авторское свидетельство СССР №1710159, кл B21B 43/00, 1992 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ДЛИННОМЕРНОГО ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО СОРТОВОГО ПРОКАТА | 2012 |
|
RU2505368C1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| УСТРОЙСТВО ДЛЯ ТОРМОЖЕНИЯ ПРОКАТА | 2002 |
|
RU2221659C2 |
| Устройство для торможения проката | 1989 |
|
SU1710159A1 |
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1444010A1 |
| Устройство для торможения проката на холодильниках | 1985 |
|
SU1284637A1 |
| Устройство для торможения проката | 1986 |
|
SU1359038A1 |
| Клапанный сбрасыватель проката | 1986 |
|
SU1366253A1 |
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1447459A1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
Устройство предназначено для повышения эффективности электромагнитного торможения термоупрочненного ферромагнитного арматурного проката перед холодильником. Устройство содержит подъемные клапаны, закрепленные на качающихся от привода рычагах, расположенных между роликами приемного рольганга холодильника, стационарные рихтовальные желоба, установленные параллельно клапанам, и двухполюсные щелевые тормозные электромагниты. Стабильность электромеханических характеристик, то есть усилия торможения, обеспечивается за счет того, что двухполюсные щелевые тормозные электромагниты жестко закреплены на качающихся рычагах, вместо клапанов, перед холодильником, причем один полюс повторяет поперечный профиль клапана, а другой - профиль боковой стенки рихтовального желоба. Поверхности трения скольжения полюсов тормозных электромагнитов снабжены поперечными выступами, расположенными с шагом, кратным шагу впадин между ребрами жесткости арматурного проката. 1 з.п. ф-лы, 3 ил.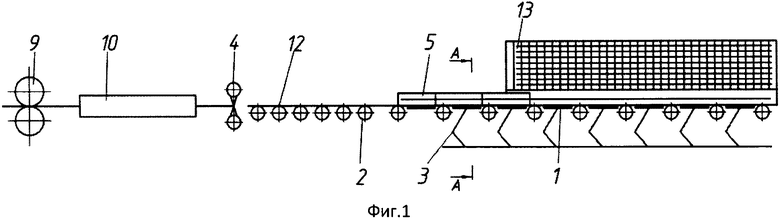
1. Устройство для электромагнитного торможения термоупрочненного ферромагнитного арматурного проката перед холодильником, содержащее подъемные клапаны, закрепленные на качающихся от привода рычагах, расположенных между роликами приемного рольганга холодильника, стационарные рихтовальные желоба, установленные параллельно клапанам, и двухполюсные щелевые тормозные электромагниты, отличающееся тем, что двухполюсные щелевые тормозные электромагниты жестко закреплены на качающихся от привода рычагах перед холодильником, при этом один полюс повторяет поперечный профиль клапана, а другой - поперечный профиль боковой стенки рихтовального желоба.
2. Устройство по п.1, отличающееся тем, что поверхности трения скольжения полюсов тормозных электромагнитов снабжены поперечными выступами, расположенными с шагом, кратным шагу впадин между ребрами жесткости арматурного проката.
| Устройство для торможения проката | 1989 |
|
SU1710159A1 |
| Устройство для терможения проката перед холодильником | 1978 |
|
SU747550A1 |
| Схема включения сигнальных дифференциальных реле в катодные цепи двухтактных каскадов | 1958 |
|
SU117134A1 |
| Устройство для торможения движущегося проката | 1989 |
|
SU1729645A1 |
| Устройство для торможения прокатки | 1977 |
|
SU716661A1 |
| Форма для изготовления изделий из бетонных смесей | 1987 |
|
SU1428587A1 |

