Ц
(О фиг. 2
11366Изобретение относится к сортопрокатному производству и может быть использовано на высокоскоростных не
рерывных мелкосортовых станах, спеиализированных на производстве проата в прутках.
Цель изобретения - повышение точости остановки проката за счет автоматического регулирования длины сбрасывателя.
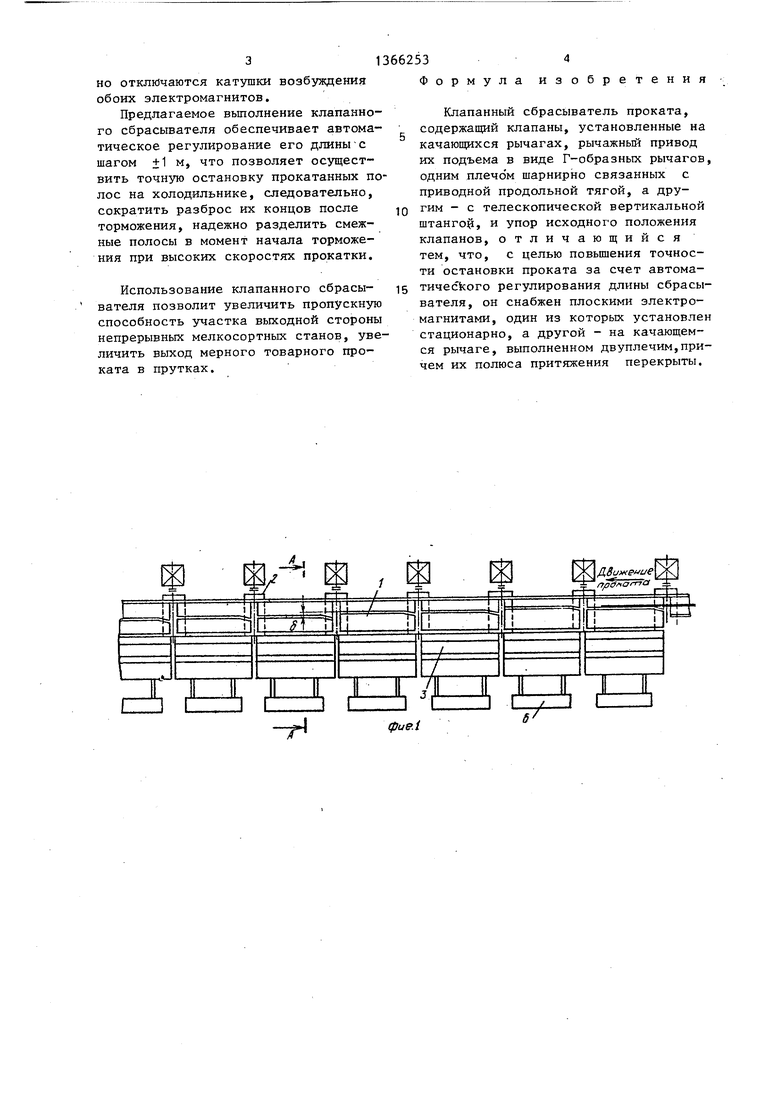
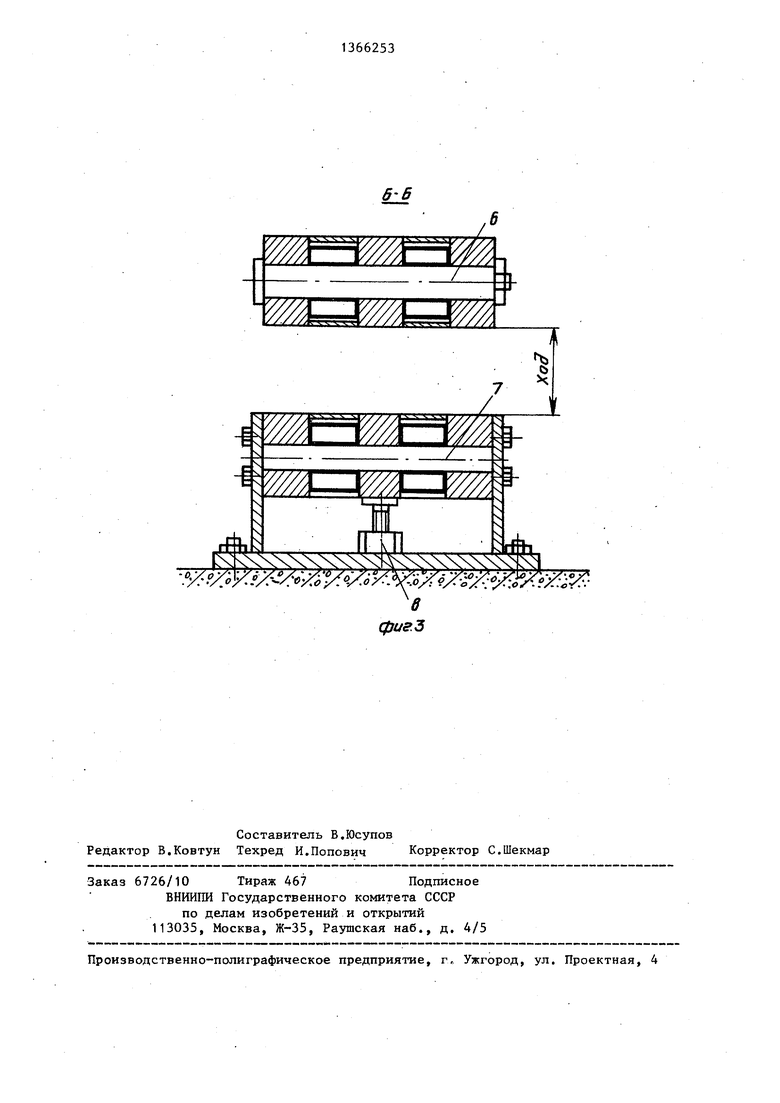
На фиг. Г представлен клапанный сбрасыватель проката,, общий вид; на иг. 2 - то же, разрез А-А на фиг.1-, на фиг. 3 - то же, разрез Б-Б на иг. 2.
Клапанный сбрасыватель проката содержит клапаны 1, размещенные между роликами 2 приемного рольганга и стационарным рихтовальным желобом 3 и закрепленные на одном конце двуплечих рычагов 4, имеющих ось качания 5. На другом конце двуплечих рычагов закреплены плоские электромагниты 6, которые плоскостью притяжения перекрывают плоскость притяжения другого электромагнита 7, установленного стационарно снизу на расстоянии, равном ходу подьема клапанов, и могущего иметь электрическое .устройство переключения полярности (не показано). Регулировочным винтом 8 электромагнит установлен в исходное положение. Клапаны снабжены рычажным приводом подъема в виде Г- образных рычагов 9, одним плечом шарнирно связанных с возвратно-поступательно перемещаемой тягой 10, а другим через телескопические вертикальные штанги 11 с клапанами. Штанги снабжены фаркопами 12. Для ограничения хода клапанов имеется упор 13.Клапаны выполнены различной ширины, ступенчато уменьшающейся, начиная с первого клапана на величину 8 , равную 1,2-2 максимальной ши- рины проката, производимого на стане. Клапанный сбрасыватель проката
работает следующим образом. 1..
Прокатанные полосы с некоторым
(5-10%) ускорением приемным рольгангом поштучно подаются от стана на холодильник. По мере достижения полосой заданного положения относительно сбрасывателя осуществляется .ее тор мо- жение и поперечная передача с роликов 2 приемного рольганга на рихтовальный желоб 3 за счет подъема клапанов 1. В исходном положении клапаны установлены несколько ниже уровня роликов приемного рольганга и.опираются на упоры 13. Подъем клапанов осуществляется рычажным механизмом. При возвратно-поступательном перемещении Г-образные рычаги 9 отклоняются от привода продольной тяги 10, толкая вертикальные штанги 11 и связанные с
ними клапаны вверх. При этом двуплечие рычаги 4 поворачиваются на осях качания 5 плечом с клапанами вверх, а плечом с магнитом вниз, вводя плоский электромагнит 6 в контакт со стационарным электромагнитом 7. По достижении клапанами верхнего крайнего положения полоса скатывается на рихтовальный желоб, где она останавливается. Зная координату положения
переднего конца первой уложенной полосы, ее длину и величину разности ее длины и длины полосы следующей за ней (второй, третьей и т.д.), увеличивают или уменьшают длину сбрасывателя.Регулирование длины сбрасывателя осуществляют путем вывода из работы и установки в верхнем крайнем положении нескольких первых клапанов. Их количество устанавливается равным
П.
где 1, - длина первой полосы, MJ 1 - длина второй, третьей И п
полосы, м; 1 - длина клапана, м.
Вывод из работы клапанов достигается включением электромагнитор 6
и 7, причем их полярность разноименная. Электромагниты 6 и 7 притягиваются друг к другу, удерживая клапаны в верхнем положении. Эти клапаны обеспечивают разделение (отсечку)
заднего и переднего концов смежных полос и позволяют регулировать величину пути торможения, обеспечивая точную останобку полос с заданной координатой их передних концов. 0стальные клапаны работают в обьтчном режиме. При необходимости введения в работу завешенных клапанов (увеличении длины сбрасывателя) автоматически электрическим устройством изменяют полярность стационарного электромагнита 7, за счет чего электромагнит 6 одноименным магнитным полем сталкивается и поворачивает двуплечий рычаг 4, опуская клапан. Одновременно отключаются катушки возбуждения обоих электромагнитов.
Предлагаемое вьтолнение клапанного сбрасывателя обеспечивает автоматическое регулирование его длины-с шагом +1 м, что позволяет осуществить точную остановку прокатанных полос на холодильнике, следовательно, сократить разброс их концов после торможения, надежно разделить смежные полосы в момент начала торможения при высоких скоростях прокатки.
Использование клапанного сбрасывателя позволит увеличить пропускную способность участка выходной стороны непрерывных мелкосортных станов, увеличить выход мерного товарного проката в прутках.
1366253
Фор
мула изобретения
Клапанный сбрасыватель проката, содержащий клапаны, установленные на качающихся рычагах, рычажный привод их подъема в виде Г-образных рычагов, одним плечо м шарнирно связанных с приводной продольной тягой, а дру- гим - с телескопической вертикальной штангоу, и упор исходного положения клапанов, отличающийся тем, что, с целью повышения точности остановки проката за счет автома- TH4eckoro регулирования длины сбрасывателя, он снабжен плоскими электромагнитами, один из которых установлен стационарно, а другой - на качающемся рычаге, выполненном двуплечим,причем их полюса притяжения перекрыты.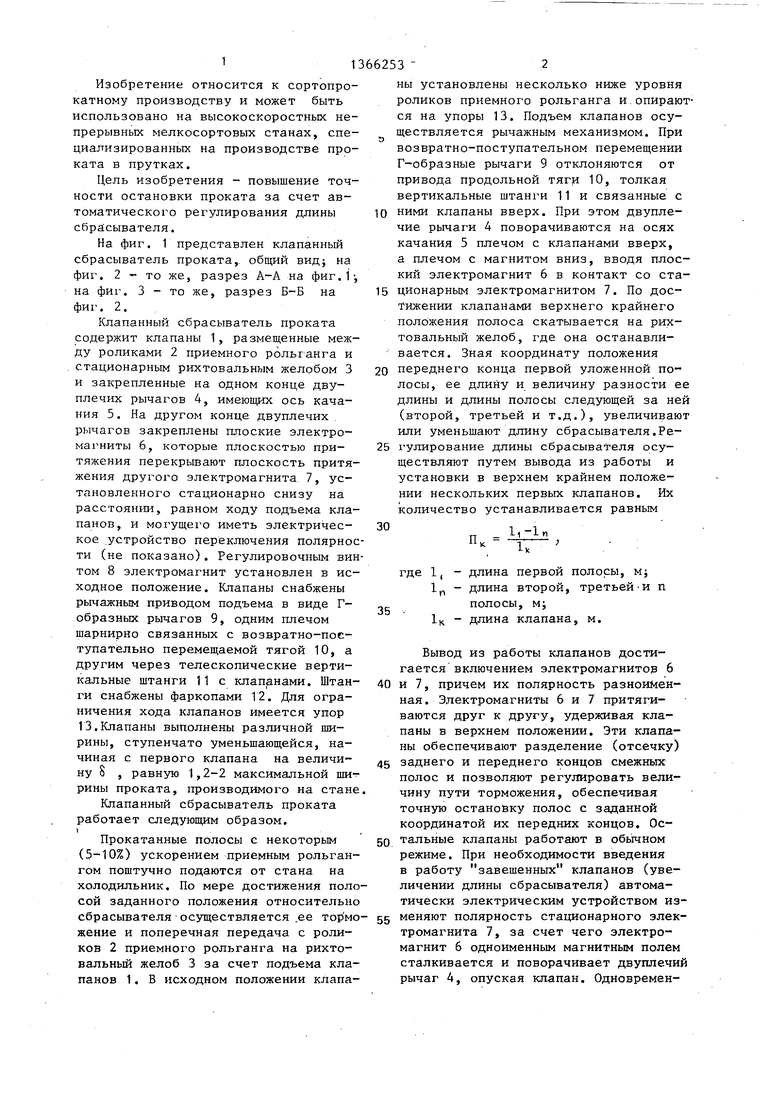
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ДЛИННОМЕРНОГО ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО СОРТОВОГО ПРОКАТА | 2012 |
|
RU2505368C1 |
| Клапанный сбрасыватель проката | 1986 |
|
SU1359039A1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО АРМАТУРНОГО ПРОКАТА ПЕРЕД ХОЛОДИЛЬНИКОМ | 2012 |
|
RU2516324C2 |
| УСТРОЙСТВО ДЛЯ ТОРМОЖЕНИЯ ПРОКАТА | 2002 |
|
RU2221659C2 |
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1447459A1 |
| Устройство для торможения проката на холодильниках | 1985 |
|
SU1284637A1 |
| Устройство для торможения проката | 1989 |
|
SU1710159A1 |
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1444010A1 |
Изобретение относится к области сортопрокатного производства, наиболее эффективно может быть использовано на высокоскоростных непрерывных мелкосортных станах, специализированных на производстве проката в прутках. Целью изобретения является повьшение точности остановки проката ttf( за счет автоматического регулирования длины сбрасывателя. Клапанный сбрасыватель проката содержит клапаны 1, установленные на качающихся двуплечих рычагах 4 между роликами 2 приемного рольганга холодильника. Рычажный привод их подъема выполнен в виде Г-образных рычагов 9, одними плечами связанных шарнирно с приводной пр одольной тягой 10, а другими через телескопические вертикальные штанги 11 - с клапанами. Предусмотрен упор 6 исходного положения клапанов. На одних концах двуплечих рычагов закреплены клапаны, а на других - плоские электромагниты 6, пе- рекрьшающие полюсами притяжения другой плоский электромагнит 7, стационарно установленный снизу. Расстояние между магнитами равно ходу подъема клапанов. Ширина клапанов ступенчато уменьшается, начиная с первого на величину 1,2-2 максимальной ширины проката. 3 ил. с & (Л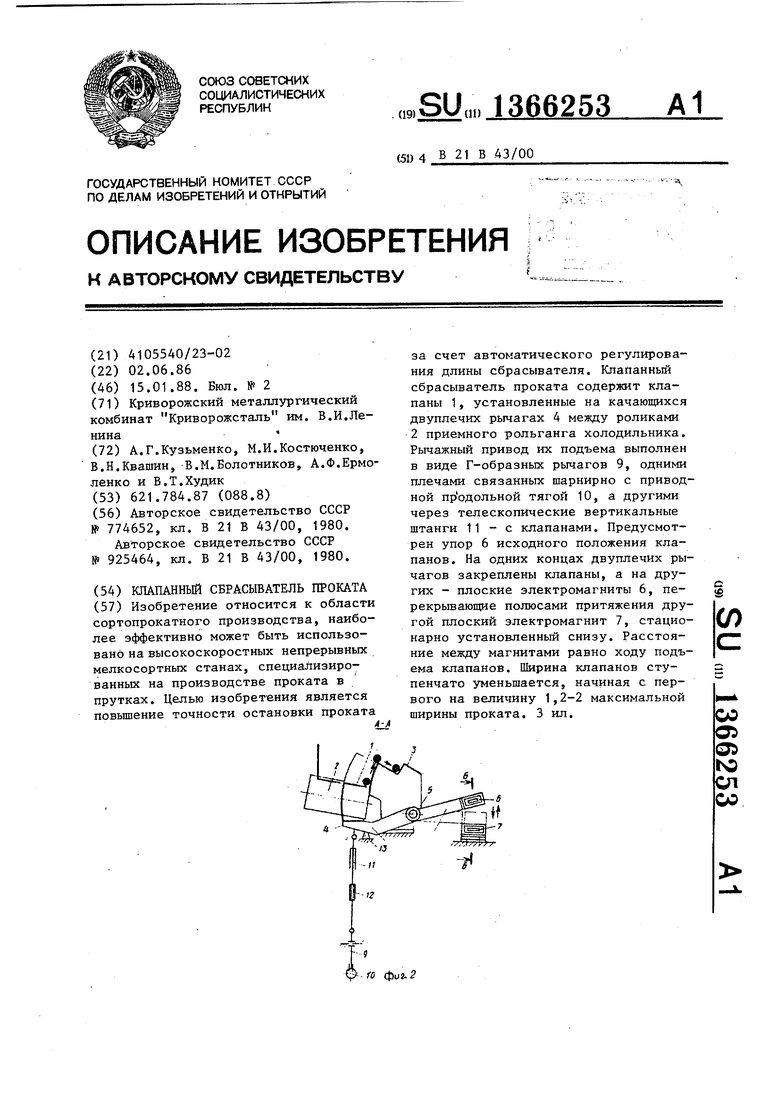
фие.1
д
ЗШоШ
У///Л //7Л р///
| Клапанный сбрасыватель проката | 1978 |
|
SU774652A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Клапанный сбрасыватель проката на холодильник | 1980 |
|
SU925464A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
