4ia 00
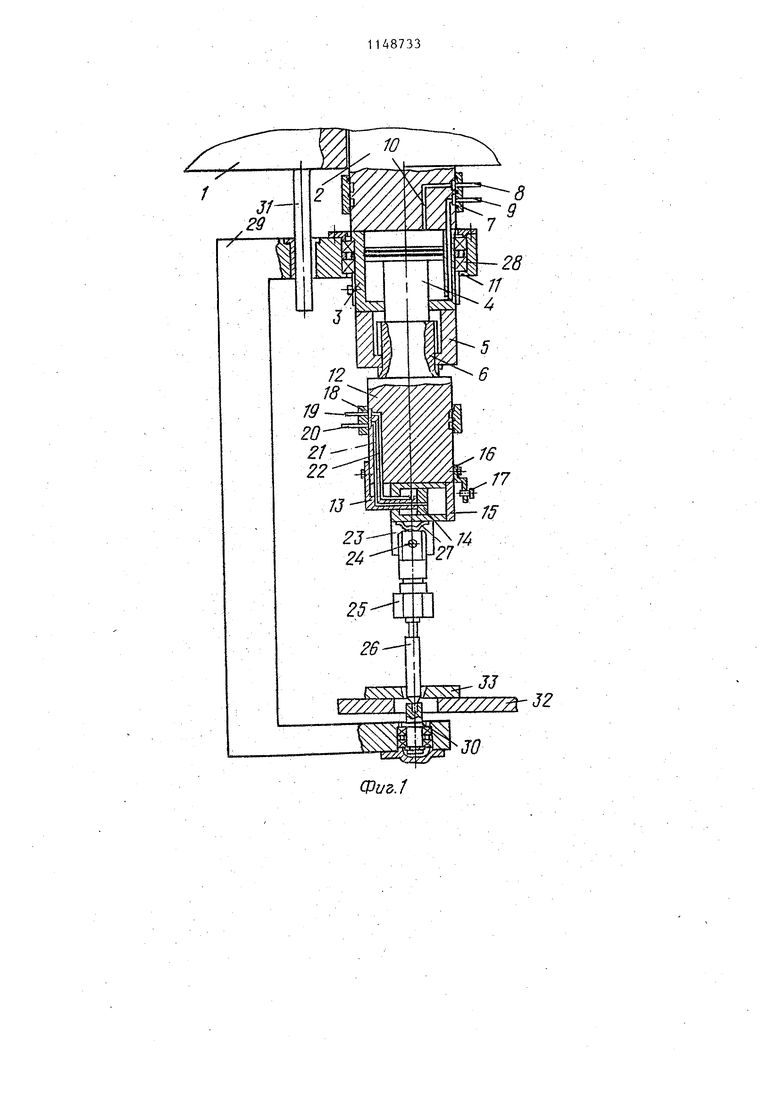
СО ее Изобретение относится к металло обработке и может быть использовано при нарезании резьб, в частности внутренних конических. Известно устройство для нарезания резьб, содержащее шпиндель с приводом, патрон с инструментом l Недостатком данной конструкции устройства являются ограниченные технологические возможности при обработке конических резьб. Известно устройство для нарезания внутренних конических резьб, содержащее корпус с шпинделем, уст новленным на нем с возможностью радиального перемещения относитель но оси вращения шпинделя патронодержателем и установленным в после нем с возможностью поворота вокруг оси, перпендикулярной оси вращения шпинделя, патроном 2. Недостатком известной конструкции являются ограниченные технологические возможности, так как нель зя использовать для нарезания конической резьбы обычные цилиндрические метчики. Целью настоящего изобретения является расширение технологических возможностей устройства путем использования на нем цилиндрически метчиков для нарезания конических резьб. Поставленная цель достигается тем, что устройство для нарезания внутренних конических резьб, содер жащее корпус с шпинделем, установленным на нем с возможностьк) радиального перемещения относительно оси вращения шпинделя патронодержа телем и установленным в последнем с возможностью поворота вокруг оси перпендикулярной оси вращения шпин деля, патроном, снабжено закреплен ным на корпусе П-образным кронштей ном с вращающимся центром, ось вращения которого совпадает с осью вращения шпинделя. На фиг. 1 показана конструкция устройства; на фиг. 2 - последовательность взаимодействия инструмен та и обр.абатываемой детали. Устройство содержит корпус 1 станка,, в котором установлен с воз молшостью вращения и осевого перемещения шпиндель 2 станка. На шпин деле станка закреплен корпус гидро цилиндра 3, в котором помещен поршень 4 с щтоком. На корпусе гидроцилиндра 3 установлена втулка 5 с шлицевым отверстием, в которое помещен шлицевой вал 6, соединенный с штоком поршня А. На шпинделе 2 станка установлена распределительная муфта 7 с подводящими магистралями 8 и 9, которые посредством каналов 10 и 11 соединены с штоковой и противоштоковой полостями, с шлицевым валом 6 соединен дополнительный шпиндель 12, на котором закреплен шток 13 поршня 14 цилиндра 15J установленного с возможностью перемещения относительно дополнительного шпинделя 12. На дополнительном шпинделе 12 закреплены кронштейн 16 с регулировочным винтом 17 и распределительная муфта 18, соединяющая подводящие магистрали 19 и 20 через кольцевые каналы 21 и 22 с штоковой и противоштоковой полостями цилиндра 15. На цилиндре 15 установлен с возможностью радиального перемещения относительно оси вращения шпинделя патронодержатель 23, в котором установлен с возможностью поворота вокруг оси.24, перпендикулярной оси вращения шпинделя, патрон 25 с инструментом 26 - цилиндрическим меТчиком. Между патроном 25 и цилиндром 15 установлена плоская фигурная пружина 27. На корпусе гидроцилиндра 3 установлен в опорах качения 28 П-образный кронштейн 29, на нижнем конце которого установлен вращающийся центр 30. Направляющая колонка 31 фиксирует положение П-образного кронштейна 29 относительно корпуса станка 1. Устройство включает стол 32 станка , обрабатываемая деталь 33. Предлагаемое устройство работает следующим образом. Предварительно в патроне 25 устанавливают цилиндрический метчик 26, шаг которого равен шагу резьбы обрабатываемой детали 33. Устанавливают регулировочный винт 17 так, чтобы при перемещении цилиндра 15 ось метчика 26 была параллельна образующей конического отверстия детали 33. Устанавливают необходимую частоту вращения шпинделя 2 станка и настраивают резьбонарезную цепь так, чтобы за один оборот шпиндель 2
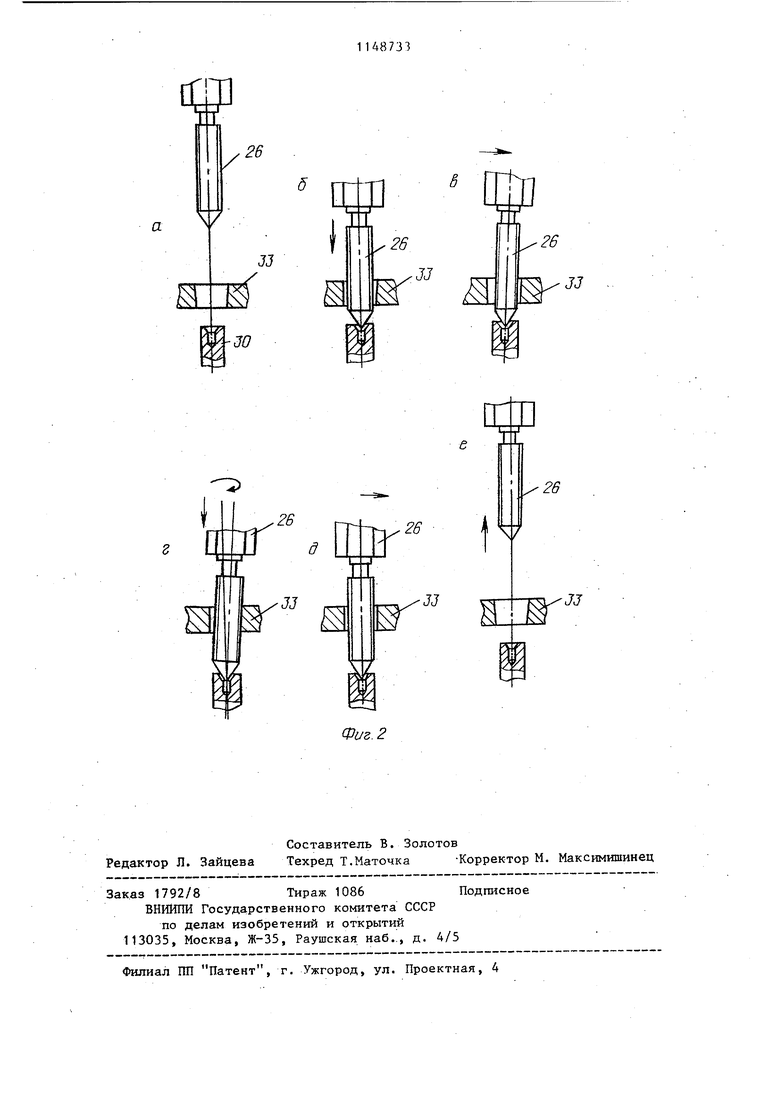
станка перемещался в осевом направлении на величину шага резьбы. Подают рабочее тело через подводящую магистраль 8, канал ТО в противоштоковую поло-сть. При этом происходит быстрое перемещение дополнительного шпинделя 12, инструмента 26 в направлении обрабатываемой детали 33 до контакта с вращающимся центром 30.
Подают рабочее тело через подводящую магистраль 20, канал 21 в противоштоковую полость гидроцилиндра Т5 и обеспечивают тем самым перемещение гидроцилиндра 15 до контакта с регулировочным винтом 17. При этом патрон 25 вместе с инструментом 26 поворачивается вокруг оси 24 и ось инструмента 26 устанавливается параллельно образующей обрабатываемого отверстия детали 33 (фиг. 2в),
Сообщают шпинделю 2 станка и инструменту 26 рабочее движение (вращательное и поступательное с параметрами нарезаемой резьбы).
Инструмент 26 получает планетарное вращение относительно оси отверстия детал 33 и осевое перемещение, режущее лезвие инструмента 26 входит в контакт с обрабатываемой деталью 33 и образует в последней резьбу полного профиля (фиг. 2г).
Прекращают рабочее движение инструмента 26. Подают рабочее тело
1487334
чере магистраль 20,- канал 22 в штоковую полость гидродилиндра 15. Одновременно с этим подают рабочее тело через подводящую магист5 раль 9, канал 11 в бесштоковую полость. При этом происходит поворот оси инструмента 26 до совпадения с осью обрабатываемого отверстия детали 33 (фиг. 2д) и быстрое пёремеJO щение инструмента 26 в исходное положение (фиг. 2а, е). На место обрабатываемой детали 33 устанавливают следующук) и повторяют описанHyto выше совокупность действий.
15 Предлагаемое устройство да1еет расширенные технологические воэможности, поскольку позволяет нарезать коническую резьбу цилиндрическим метчиком различной конусности. Кроме того, повышается производительность обработки, так как рабочее движение осуществляется непродолжительное время. А использование цилиндрических метчиков позволяет
25 нарезать конические резьбыi так как осуществляется более прогрессивная схема резания, обеспечивается дополнительное пространство для размещения стружки, исключается возможJQ ность заклинивания инструмента в обрабатьшаемом отверстии, повышается долговечность инструмента (после того, как изношено одно режущее лезвие метчика, обработку можно производить следующим ), повышается точность резьб из-за возможности регулировок.
{О
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания резьбы | 1984 |
|
SU1191214A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКАВССООЮЗМАЯшагЛЮ^'!^Е:г;':^КАйБИБЛИЮ Г?;КА | 1971 |
|
SU302191A1 |
| Патрон для закрепления инструмента | 1981 |
|
SU982853A1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| Способ нарезания внутренних резьб и устройство для его осуществления | 1985 |
|
SU1311877A1 |
| Привод подачи шпиндельной головки сверлильного станка | 1990 |
|
SU1784007A3 |
| Резьбонарезная головка | 1981 |
|
SU1038123A1 |
| Резьбонарезная головка | 1989 |
|
SU1726172A1 |
| Муфта сцепления | 1976 |
|
SU725573A1 |
УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ КОНИЧЕСКИХ РЕЗЬБ, содержащее корпус с шпинделем, установленным на нем с возможностью радиального перемещения относительно оси вращения шпинделя патронодержателем и установленньм в последнем С возможностью поворота вокруг оси, перпендикулярной оси вращения шпинделя, патроном, о тличающее с я тем, что, с целью расширения технологических возможностей устройства путем использования цилиндрических метчиков для нарезания конических резьб, оно снабжено закрепленным на корпусе П-образным кронштейном с вращающимся центром, ось вращения которого совпадает с осью л вращения шпинделя.
5
/
а
JJ
/
н
Е
i
30
е
JJ
Ж
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ничков А.Г | |||
| Резьбонарезные станки | |||
| М., Машиностроение, 1979, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТОЧКИ КОНУСНЫХ ОТВЕРСТИЙ И НАРЕЗАНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ | 1965 |
|
SU215006A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
