Изобретение относится к шинной промышленности, в частности к способам изготовления покрышек пневматических шин.
Известен способ изготовления покрышек пневматических шин, при котором на дорн навивают брекер путем укладки нитей с образованием сетчатой структуры (см. US, патент N 3721599, кл. B 29 H 17/28, 1973).
Однако известный способ предусматривает навивку брекера только из обрезиненной кордной нити, а после навивки брекера возможно нарушение его структуры за счет смещения нитей к середине, поскольку каждый виток нити удерживается на дорне только за счет сил адгезии и при их недостаточности возможен неравномерный шаг намотки, что в итоге ухудшает качество шины вплоть до полной потери ее работоспособности.
Известен другой способ изготовления покрышек пневматических шин, при котором устанавливают эластомерную шинную заготовку на дорн и осуществляют навивку брекера путем укладки нитей на шинную заготовку с образованием сетчатой структуры (см. SU, авторское свидетельство N 1811115, кл. B 29 D 30/06, 1995).
Однако в известном способе не предусмотрена фиксация витков нитей в области правой и левой кромок брекера. Кроме этого, в известном способе возможно уплотнение нитей по кромкам брекера, что отрицательно сказывается на качестве шины.
Техническим результатом данного способа является повышение качества изготовления покрышек пневматических шин за счет предотвращения смещения витков нитей к середине брекера, обеспечения равномерного шага укладки нитей и разуплотнения кромок брекера.
Для достижения технического результата в способе изготовления покрышек пневматических шин, при котором устанавливают эластомерную шинную заготовку на дорн и осуществляют навивку брекера путем укладки нитей на шинную заготовку с образованием сетчатой структуры, согласно изобретению перед навивкой нитей их концы располагают на противоположных кромках брекера друг против друга на расстоянии, равном ширине брекера, и фиксируют их, навивку брекера осуществляют путем раскладки витков с натяжением 0,01 - 10,0 Н/нить в противофазе с перекрытием их и периодического изменения положения укладываемого витка в зоне кромки брекера, причем расстояние в меридианальном направлении между точками изменения направления раскладки выбирают в пределах 0 - 0,35 ширины брекера, а при навивке последующих слоев брекера осуществляют дополнительное перекрытие витков предыдущего слоя по кромкам брекера, осуществляя удержание витков в точках изменения направления раскладки посредством фиксирующих средств, а после навивки брекера осуществляют прижим слоев брекера к поверхности шинной заготовки. Фиксирующие средства выполняют в виде расположенного на кольце, ось которого совпадает с осью вращения шинной заготовки, магазина зажимов, число которых соответствует числу точек изменения направления раскладки нитей и шаг зажимов соответствует шагу этих точек в окружном направлении. В способе при навивке нитей используют раскладчик с выполненной в нем щелью, профиль которой соответствует поверхности шиной заготовки. Магазин зажимов располагают с обеих сторон шинной заготовки с возможностью синхронного вращения с шинной заготовкой. Кроме этого, прижим слоев брекера к поверхности шинной заготовки осуществляют путем навивки фиксирующей сетки и краевых окружных нитей. При прижиме слоев брекера к поверхности шинной заготовки используют прикатчик. Количество нитей в витке выбирают от 1 до 16. Перед навивкой нитей осуществляют их предварительную обработку. Предварительную обработку осуществляют путем пропитки нитей адгезивом, после пропитки нитей осуществляют их обрезинивание.
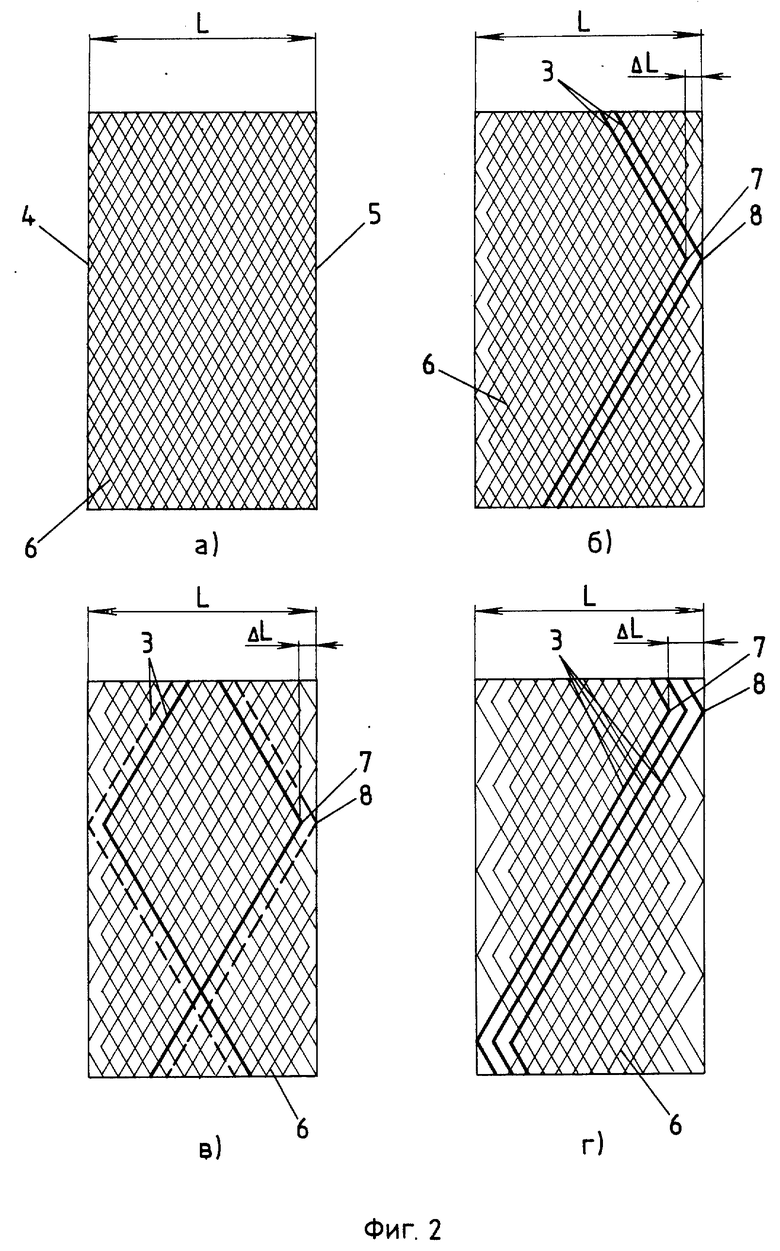
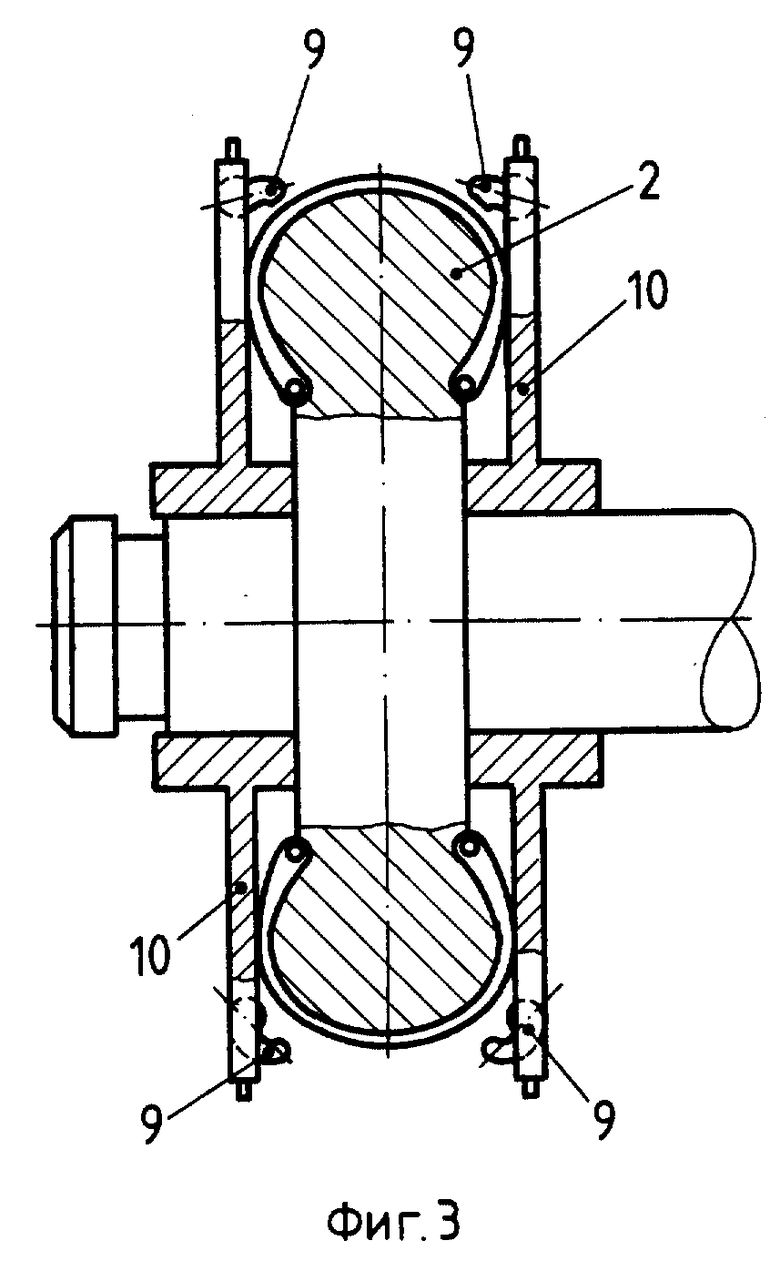
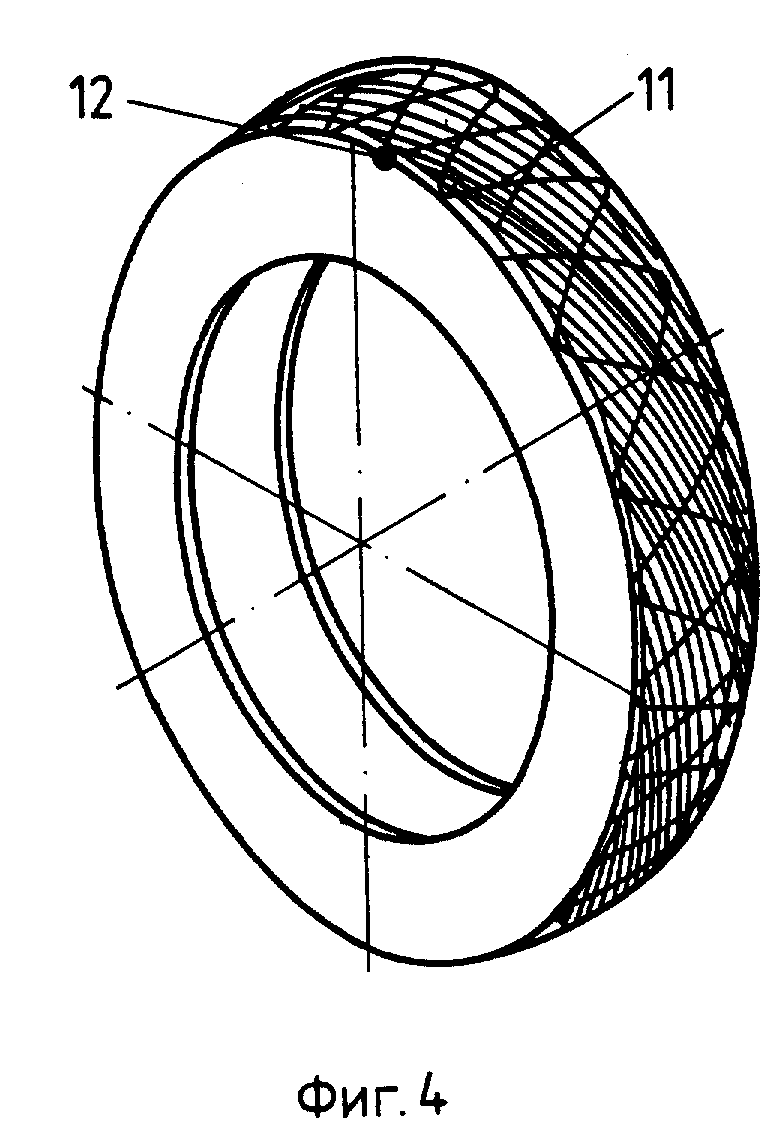
На фиг. 1 изображен общий вид шинной заготовки; на фиг. 2 - вид на образованный навивкой брекер (варианты); на фиг. 3 - фиксирующие средства; на фиг. 4 - фиксирующая сетка.
Способ осуществляется следующим образом.
Устанавливают эластомерную шинную заготовку 1 на дорн 2. Бобины с нитями 3 устанавливают на шпулярнике (на фиг. условно не показано) и пропускают нити 3 через средства натяжения к раскладчику с выполненной в нем щелью, профиль которой соответствует поверхности шинной заготовки (на фиг. условно не показано). Длина щели может регулироваться. Перед навивкой нитей 3 их концы располагают на противоположных кромках 4, 5 брекера друг против друга на расстоянии, равном ширине брекера. Концы нитей 3 фиксируют на шинной заготовке 1. Затем навивают брекер 6 путем раскладки витков с натяжением 0,01 - 10,0 Н/нить в противофазе с перекрытием их и периодического изменения положения укладываемого витка в зоне кромки 4, 5 брекера (фиг. 2). Величина натяжения нити менее 0,01 Н/нить в любом случае недостаточна для обеспечения прямолинейности отдельной нити, а выбор величины натяжения более 10 Н/нить нецелесообразен в виду его нетехнологичности.
Расстояние L в меридианальном направлении между точками 7, 8 изменения направления раскладки выбирают в пределах 0 - 0,35 ширины брекера. Периодическое изменение положения концов витков обеспечивается либо за счет изменения размера самого витка в меридианальном направлении (см. фиг. 2-в), либо за счет смещения концов витка (см. фиг. 2-б, г). Этим достигается разуплотнение кромок 4, 5 брекера.
При образовании первого слоя брекера 6 витки нитей будут перекрываться с образованием сетчатой структуры. При навивке последующих слоев брекера осуществляют дополнительное перекрытие витков предыдущего слоя по кромкам брекера 6, осуществляя удержание витков в точках изменения направления раскладки посредством фиксирующих средств. Фиксирующие средства выполняют в виде магазина зажимов, например механических собачек 9. Собачки 9 располагают с обеих сторон шинной заготовки 1 с возможностью синхронного вращения с шинной заготовкой 1 на кольце 10. Ось кольца 10 совпадает с осью вращения шинной заготовки 1. Число собачек 9 соответствует числу точек изменения направления раскладки нитей, а шаг собачек 9 соответствует шагу этих точек в окружном направлении. Собачки 9 попарно приводятся в рабочее положение в тот момент, когда происходит изменение направления укладываемого витка. Собачки 9 удерживают витки и сохраняют угол раскладки до завершения полной навивки брекера. По завершению навивки брекера и до поднятия собачек 9 осуществляют прижим слоев брекера 6 к поверхности шинной заготовки. Прижим слоев брекера к поверхности шинной заготовки осуществляют путем навивки фиксирующей сетки 11 и краевых окружных нитей 12. Фиксирующую сетку 11 образуют за один полный оборот шинной заготовки. Краевые окружные нити 12 в процессе навивки переплетаются наклонными нитями брекера в точках изменения их направления. После окончания прижима слоев брекера 6 собачки 9 переводят в исходное нерабочее положение. Кольцо 10 с собачками 9 снимают с торца заготовки, последнюю снимают с дорна 2 и направляют на последующую технологическую операцию.
Нити, из которых навивают брекер, могут быть из синтетических волокон, например терлон или иной высокомодульный корд, а также из металлического латунированного корда или проволоки. Синтетические нити могут быть предварительно пропитаны адгезивом и обрезинены. В случае использования обрезиненной кордной нити может быть использован прикатчик для прижима слоев брекера к поверхности шинной заготовки. Количество нитей в витке может быть выбрано от 1 до 16.
Пример 1. Легковая олигомерная шина 165/70 R13, каркас и протектор которой изготавливают из полиуретанового эластомера методом жидкого формования. Навивку брекера осуществляют путем укладки с натяжением 0,05 Н/нить витков, состоящих из двух нитей текстильного корда терлон диаметром 0,8 мм с шагом намотки 2 мм. Удержание витков корда в точках изменения направления раскладки осуществляют устройством, состоящим из магазина прижимных собачек, которые последовательно осуществляют прижим нитей корда в указанных точках. Магазин собачек (2 шт.), вращающийся синхронно с шинной заготовкой, расположен симметрично с обеих ее сторон. Собачки попарно включают в работу в момент, соответствующий изменению направления раскладки, и удерживают "угол" раскладки до полной намотки брекера. Для обеспечения разуплотнения кромок брекера осуществляют периодическое смещение точек изменения направления раскладки на расстояние 0,1 ширины брекера (по схеме, показанной на фиг. 2-б).
Укладку нитей на поверхность шинной заготовки осуществляют раскладчиком с выполненной в нем щелью, профиль которой соответствует профилю шинной заготовки в подпротекторной зоне. Прижим слоев брекера к поверхности шинной заготовки после завершения навивки брекера осуществляют путем навивки фиксирующей сетки из корда терлон, нити которой располагают под меньшим углом к меридиану, чем у брекера. После окончания формирования фиксирующей сетки концы ее нитей затягивают и прочно связывают, прижимая слои брекера к поверхности шинной заготовки, и затем шину направляют на следующую технологическую операцию.
Пример 2. Шина 175/70 R13 с олигомерным (полиуретановым) каркасом и брекерно-протекторным браслетом из резин на основе высокомолекулярных каучуков общего назначения. Армирование брекера осуществляют путем укладки витка из шести обрезиненных нитей текстильного корда марки Т80 или СВМ80 с натяжением 0,1 Н/нить на подбрекерный слой из эластомерного материала.
Укладку нитей на поверхность шинной заготовки осуществляют раскладчиком с выполненной в нем щелью, профиль которой соответствует профилю шинной заготовки. Фиксацию обрезиненных нитей корда на подбрекерном слоем осуществляют за счет адгезионного взаимодействия обкладочной резины корда с резиной подбрекерного слоя, обеспеченного прикатчиком. Перед навивкой кордную нить пропитывают адгезивом и обрезинивают.
Пример 3. Шина 185/60 R14 из резин на основе каучуков общего назначения с текстильным кордом в каркасе и металлическим кордом в брекере. Брекер навивают витками из трех обрезиненных металлокордных нитей с натяжением 3,0 Н/нить, при этом для разуплотнения кромок брекера осуществляют периодическое смещение точек изменения направления раскладки на расстояние 0,2 ширины брекера (по схеме, показанной на фиг. 2-г).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131809C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
SU1824793A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРЕКЕРА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2041823C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2132278C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1536677A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2276015C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА РАДИАЛЬНОЙ КОНСТРУКЦИИ | 1995 |
|
RU2082622C1 |
В способе изготовления покрышек пневматических шин устанавливают эластомерную шинную заготовку на дорн и осуществляют навивку брекера путем укладки нитей на шинную заготовку с образованием сетчатой структуры. Перед навивкой нитей их концы располагают на противоположных кромках брекера друг против друга на расстоянии, равном ширине брекера, и фиксируют их, навивку брекера осуществляют путем раскладки витков с натяжением 0,01 - 10,0 Н/нить в противофазе с перекрытием их и периодического изменения положения укладываемого витка в зоне кромки брекера, причем расстояние в меридианальном направлении между точками изменения направления раскладки выбирают в пределах 0 - 0,35 ширины брекера, а при навивке последующих слоев брекера осуществляют дополнительное перекрытие витков предыдущего слоя по кромкам брекера, осуществляя удержание витков в точках изменения направления раскладки посредством фиксирующих средств, а после навивки брекера осуществляют прижим слоев брекера к поверхности шинной заготовки. При навивке нитей используют раскладчик с выполненной в нем щелью, профиль которой соответствует поверхности шинной заготовки. Фиксирующие средства выполняют в виде расположенного на кольце, ось которого совпадает с осью вращения шинной заготовки, магазина зажимов, число которых соответствует числу точек изменения направления раскладки нитей и шаг зажимов соответствует шагу этих точек в окружном направлении. Магазин зажимов располагают с обеих сторон шинной заготовки с возможностью синхронного вращения с шинной заготовкой. Прижим слоев брекера к поверхности шинной заготовки осуществляют путем навивки фиксирующей сетки и краевых окружных нитей. При прижиме слоев брекера к поверхности шинной заготовки используют прикатчик. Количество нитей в витке выбирают от 1 до 16. Перед навивкой нитей осуществляют их предварительную обработку, например пропитку нитей адгезивом и последующее обрезинивание. Способ позволяет изготавливать покрышки с равномерным шагом укладки нитей без смещения витков нитей к середине брекера. 9 з.п. ф-лы, 4 ил.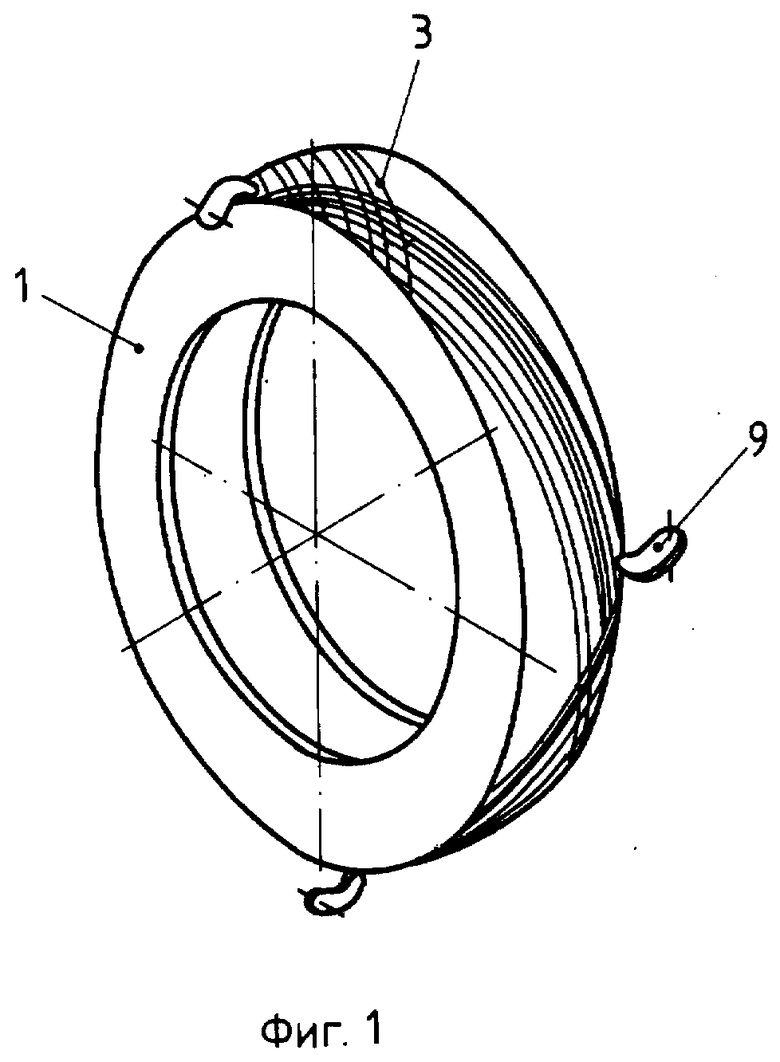
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1811115A1 |
| Способ изготовления покрышек пневматических шин | 1987 |
|
SU1733252A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| US 3721599 A, 1973. | |||

