Область и уровень техники
Настоящее изобретение относится в общем к устройствам, используемым в производстве металлических емкостей. В частности, изобретение относится к устройству для формирования дна, используемому при вытяжке и формировании донных частей составных стальных и алюминиевых банок.
Устройство для формирования дна банки согласно настоящему изобретению является усовершенствованием формирователей дна, раскрытых в патенте США №4,930,330 (ниже «патент '330») с названием «Формирователь дна двойного действия», выданном Уэйшалле (Weishalla), и в патенте США №6,490,904 В1 (ниже «патент '904») с названием «Формирователь дна двойного действия для многоцикловой операции», выданном Заухару (Zauhar), которые принадлежат правопреемнику настоящего изобретения. Формирователи дна согласно патентам '330 и '904, включенные в настоящий документ путем ссылки, выполнены и расположены для совместного использования с корпусообразующей машиной и, конкретно, с штампом корпусообразующей машины, на котором транспортируются корпуса банок.
В патентах '330 и '904 раскрыты конструкции позиционирования куполообразного пуансона для устройств формирования дна. Настоящее изобретение предлагает дальнейшие усовершенствования для устройств для формирования дна банок.
В патентах '330 и '904 раскрыты способы формирования дна банок, включающие действие штампа или плунжера корпусообразующей машины в отношении устройства для формирования дна. Устройства для формирования дна обычно выполнены и расположены так, чтобы работать совместно с корпусообразующими машинами. Формирователь дна принимает тела банок на быстро перемещающийся плунжер корпусообразующей машины и формирует дно составной банки посредством вытяжки и конечного формования с использованием прижимного кольца и куполообразного пуансона. Термин «прижимное кольцо» также известен в данной отрасли как кольцо давления, направляющее кольцо или наружная матрица. Термин «куполообразный пуансон» также известен в данной отрасли как внутренняя матрица или куполообразная колонка. Использование конкретного термина может определяться специфическим производством банок, напитков или пищевых продуктов. Пространственный контроль прижимного или направляющего кольца вдоль оси движения плунжера и перпендикулярно ей обязателен для качества и эффективности производства. Толщина дна корпуса банки становится все меньше, что требует определенных профилей дна для обеспечения прочности и обязательного производственного контроля. Так, повышение давления прижимного кольца и более компактное устройство для формирования дна банки помогают следовать профилю дна и соблюдать допуски по толщине. Устройства для формирования дна настоящего изобретения создают компактное, имеющее небольшую массу, легкое в техническом обслуживании устройство для формирования дна с новым расположением деталей, которое обеспечивает требуемое давление прижимного кольца, а также улучшает центровку и контроль смещения прижимного кольца.
Краткое описание изобретения
В настоящем изобретении предложено устройство для формирования дна, которым является легкое в работе куполообразующее устройство с плавающим прижимным кольцом, реагирующим на изменения в положении плунжера корпусообразующей машины. Устройство для формирования дна согласно настоящему изобретению имеет конфигурацию, которая предлагает увеличенный размер поршня, повышенное давление прижимного кольца, небольшую массу конструкции и усовершенствованное средство контроля смещения для плавающего прижимного кольца.
При изготовлении составного корпуса (из двух частей) стенки корпуса банки формируются в корпусообразующей машине, работа которой описана в патентах '330 и '904, которые включены в настоящий документ путем ссылки. Обычно плунжер корпусообразующей машины переносит корпус банки из комплекта оборудования к прижимному кольцу устройства для формирования дна. В усовершенствованных устройствах для формирования дна согласно настоящему изобретению прижимное кольцо выполнено и расположено так, чтобы находиться в плавающем состоянии и направлять плунжер к центру куполообразующего устройства, повторно центрируясь после выхода плунжера. Когда плунжер проходит в устройство для формирования дна, конструкция прижимного кольца центрирует плунжер по оси с куполообразным пуансоном. При изготовлении банок из двух частей для напитков прижимное кольцо используется в качестве вытяжного кольца для приложения давления к материалу банки, когда она заходит в купол, благодаря чему контролируется течение материала и предотвращается появление складок. При изготовлении банок из двух частей для пищевых продуктов прижимное кольцо действует в качестве направляющего элемента для совмещения канавок в плунжере с соответствующими канавками в внутренней матрице или куполообразном пуансоне.
В связи с тем что для изготовления банок используют все более тонкие материалы, желателен прочный профиль дна банки. Для изготовления такого профиля дна прижимное кольцо должно быть способно прилагать определенное давление к материалу банки.
Один вариант осуществления устройства для формирования дна согласно настоящему изобретению содержит узел прижимного кольца, куполообразный пуансон, кольцевой пружинный элемент, наружный корпус, узел поршня и цилиндрический корпус. В конце устройства формирования дна расположен кожух, который определяет камеру роста и сброса давления. Устройство предпочтительно устанавливают на корпусообразующую машину, используя монтажный фланец, по меньшей мере одну прокладку, наружный и цилиндрический корпусы и стяжные болты. Устройство выполнено и расположено так, чтобы иметь увеличенный диаметр поршня и увеличенную поверхность пружины по сравнению с известными устройствами, и имеет компактную конструкцию небольшой массы. Прижимное кольцо плавает благодаря наличию некоторого количества закаленных штифтов, на которые действует сила давления воздуха.
Преимуществом настоящего изобретения является плавающее прижимное кольцо, которое увеличивает производительность и повышает качество продукции, в том числе путем снижения возможности деформации банок, например, при разрыве или растрескивании куполов, вызываемом смещением от центра при ударе. Преимуществом настоящего изобретения также является усовершенствованное устройство формирования дна, которое выполнено и расположено так, чтобы его центр тяжести находился ближе к инструментальному комплекту, например комплекту для формирования дна. Еще одним преимуществом настоящего изобретения является компактность устройства для формирования дна при увеличенном размере поршня, увеличенной поверхности кольцевой пружины, повышенном давлении прижимного кольца и улучшенных эксплуатационных характеристиках.
Эти и другие выгоды и преимущества настоящего изобретения станут понятными из последующего описания со ссылками на чертежи.
Краткое описание чертежей
ФИГ.1 - вид спереди устройства для формирования дна банок настоящего изобретения;
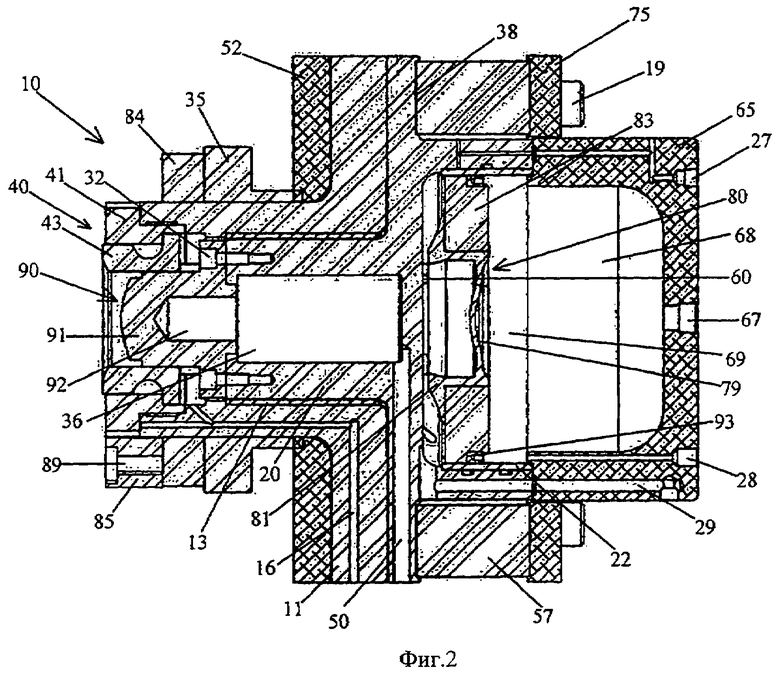
ФИГ.2 - вид в разрезе устройства для формирования дна с ФИГ.1, взятый по линии 2-2;
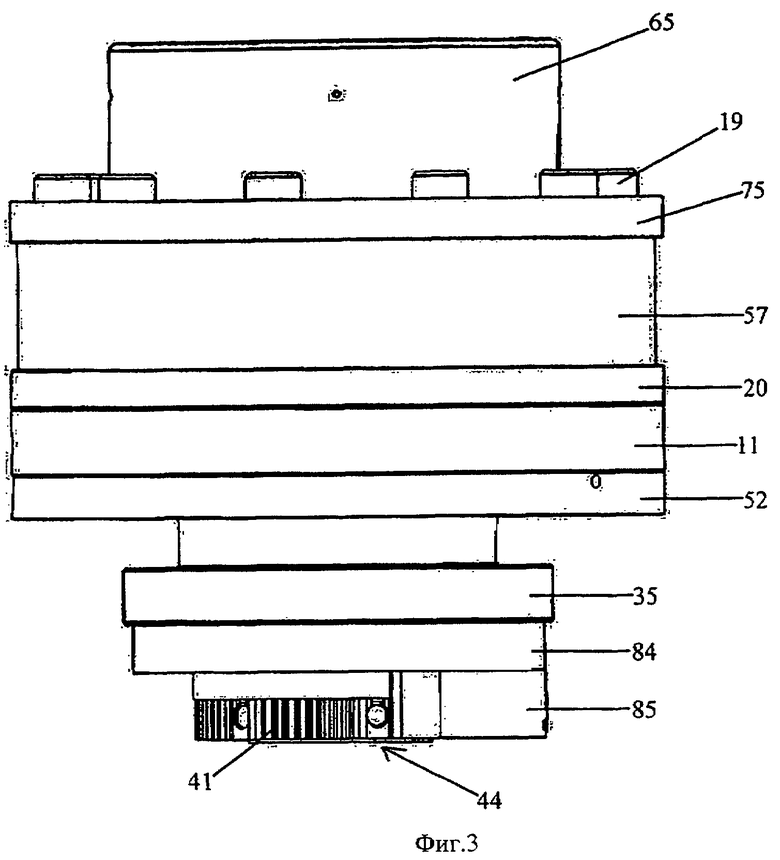
ФИГ.3 - вид сверху устройства для формирования дна с ФИГ.1;
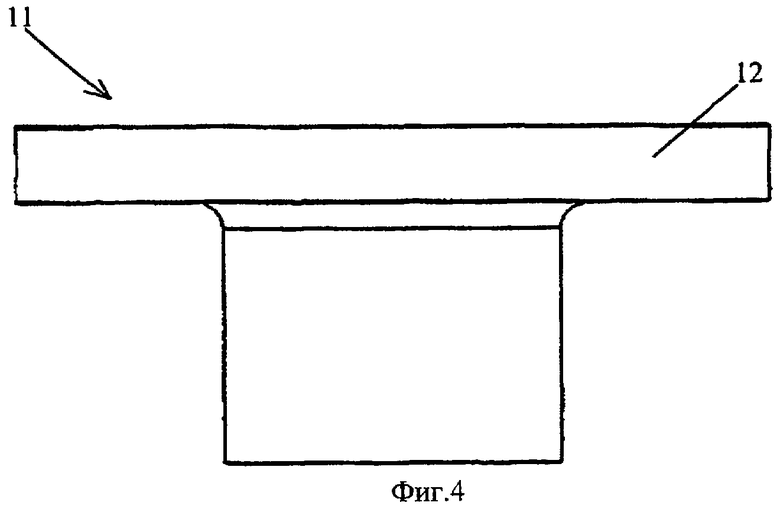
ФИГ.4 - вид сверху наружного корпуса согласно изобретению;
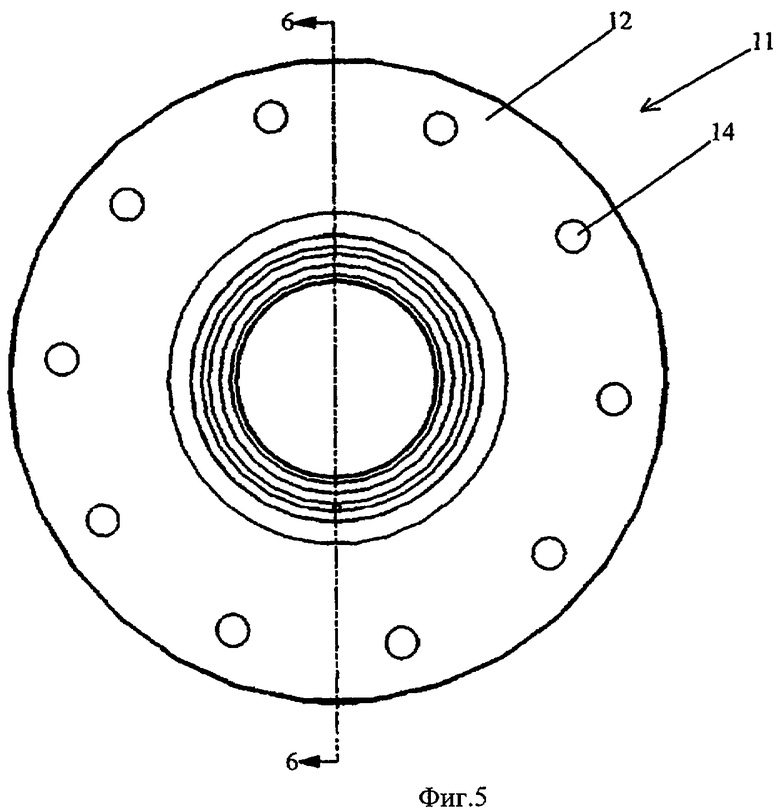
ФИГ.5 - вид спереди наружного корпуса с ФИГ.4;
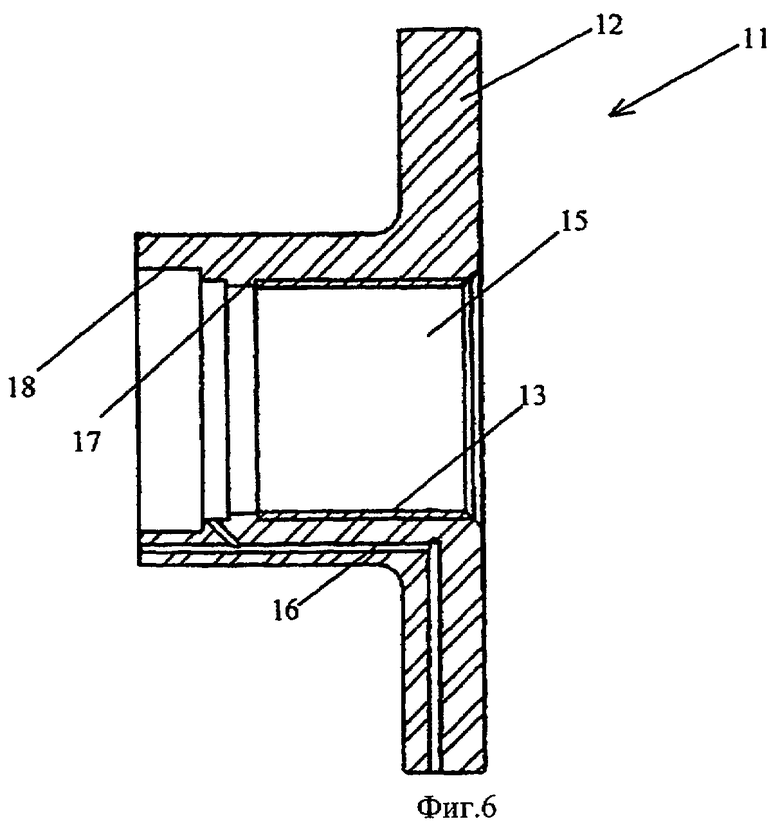
ФИГ.6 - вид в разрезе наружного корпуса с ФИГ.5, взятый по линии 6-6;
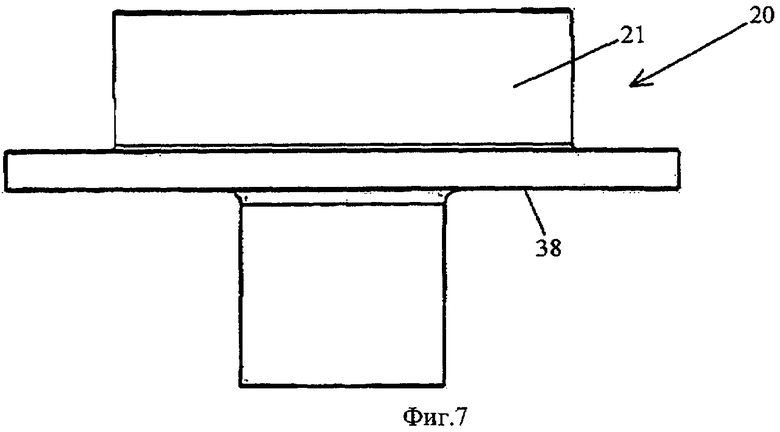
ФИГ.7 - вид сверху цилиндрического корпуса устройства с ФИГ.1;
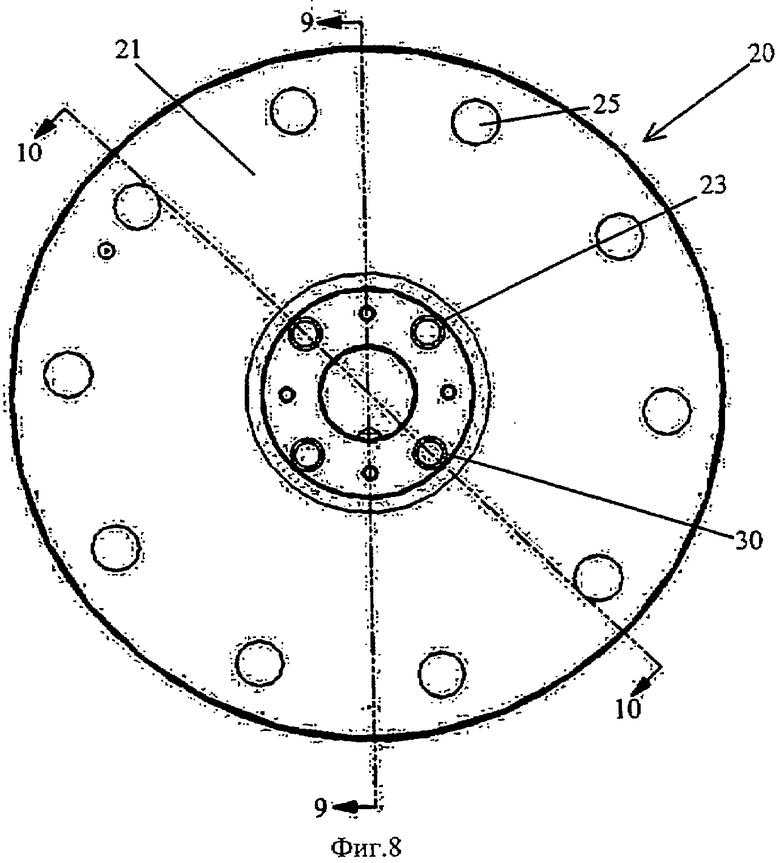
ФИГ.8 - вид спереди цилиндрического корпуса с ФИГ.7;
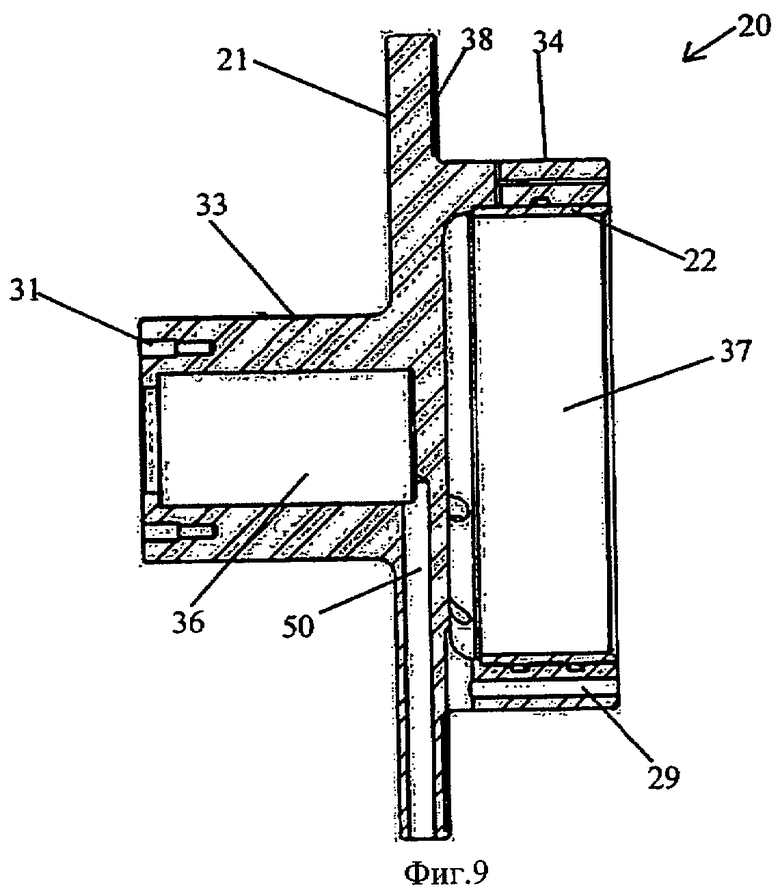
ФИГ.9 - вид в разрезе цилиндрического корпуса с ФИГ.7, взятый по линии 9-9;
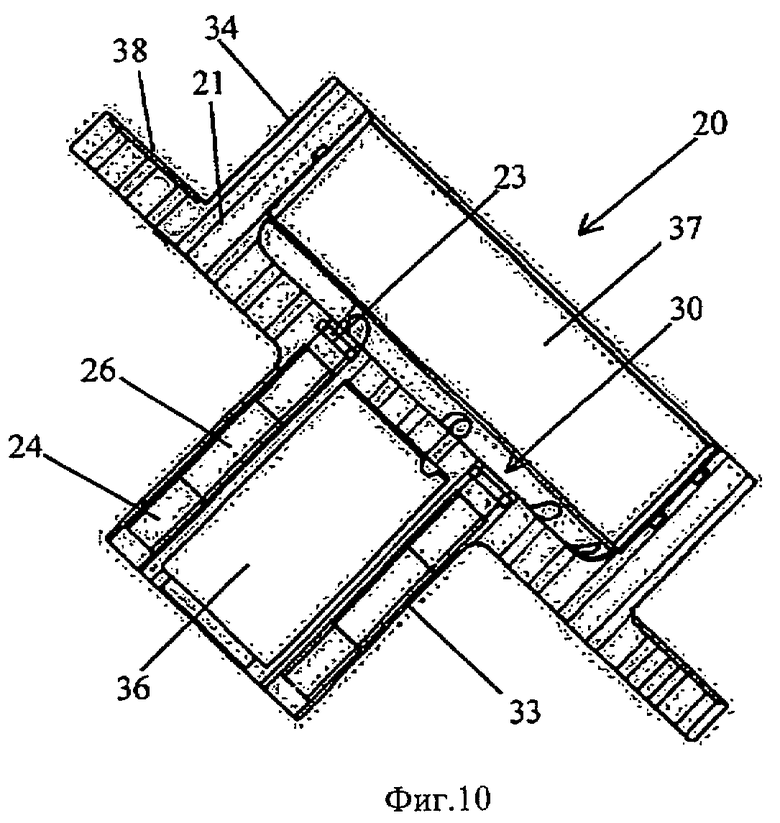
ФИГ.10 - вид в разрезе цилиндрического корпуса с ФИГ.7, взятый по линии 10-10;
ФИГ.11 - вид сверху пружинного элемента устройства с ФИГ.1;
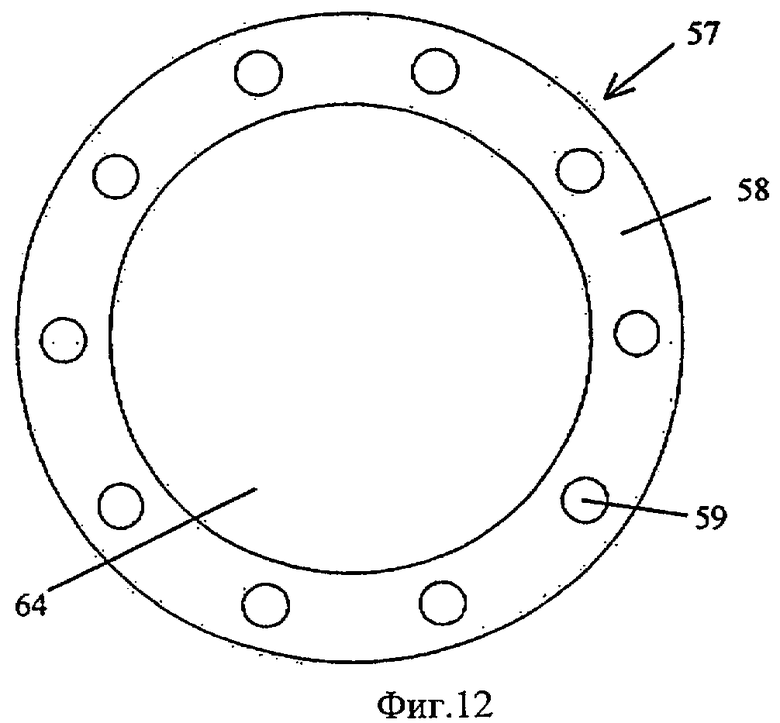
ФИГ.12 - вид спереди пружинного элемента с ФИГ.11;
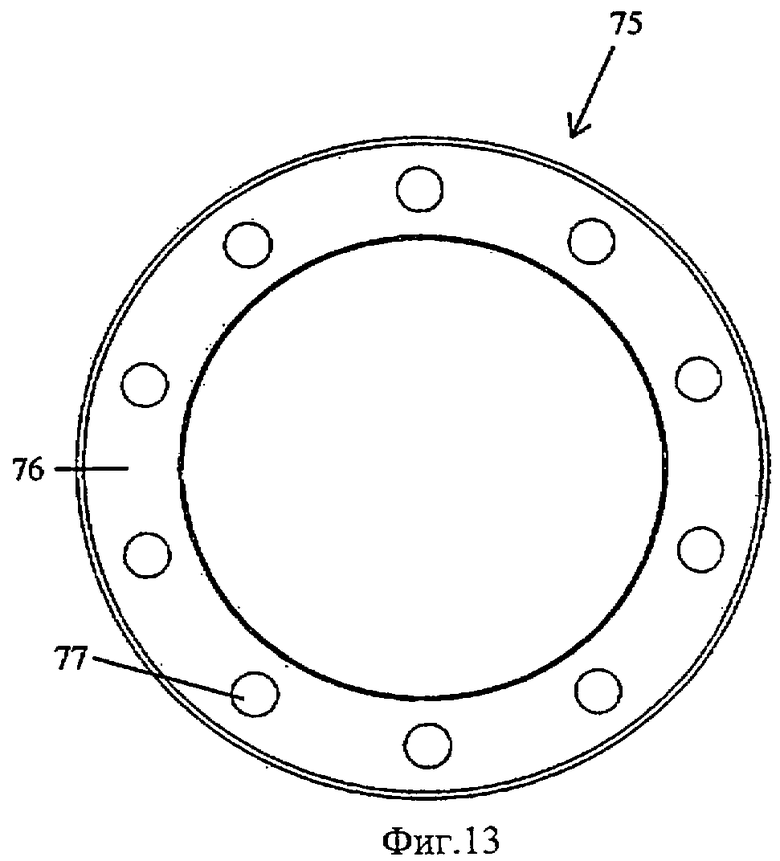
ФИГ.13 - вид спереди пружинного элемента торцевой пластины устройства с ФИГ.1;
ФИГ.14 - вид сверху пружинного элемента торцевой пластины с ФИГ.13;
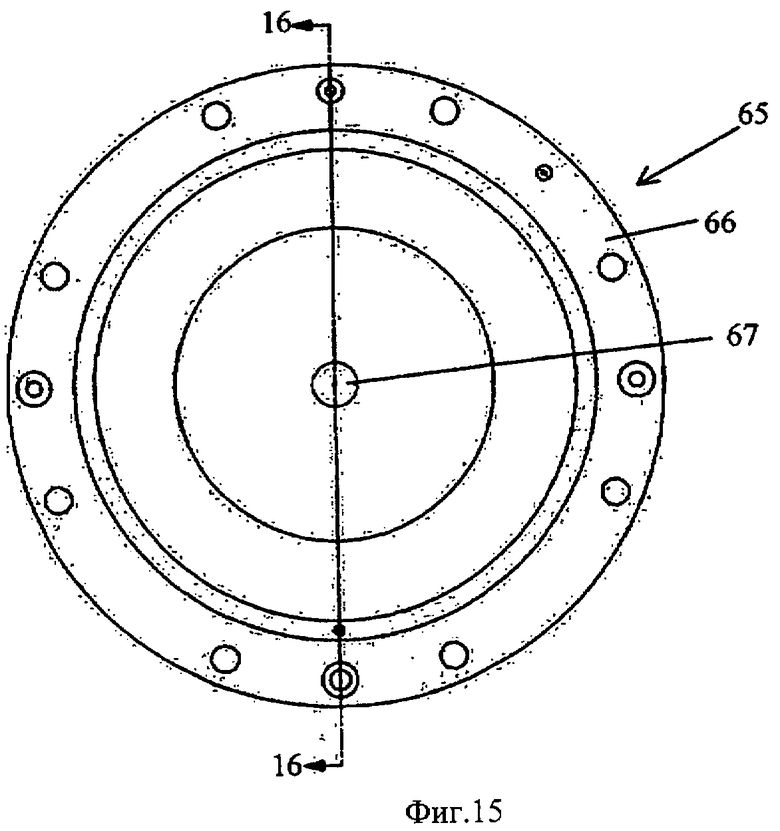
ФИГ.15 - вид спереди кожуха устройства с ФИГ.1;
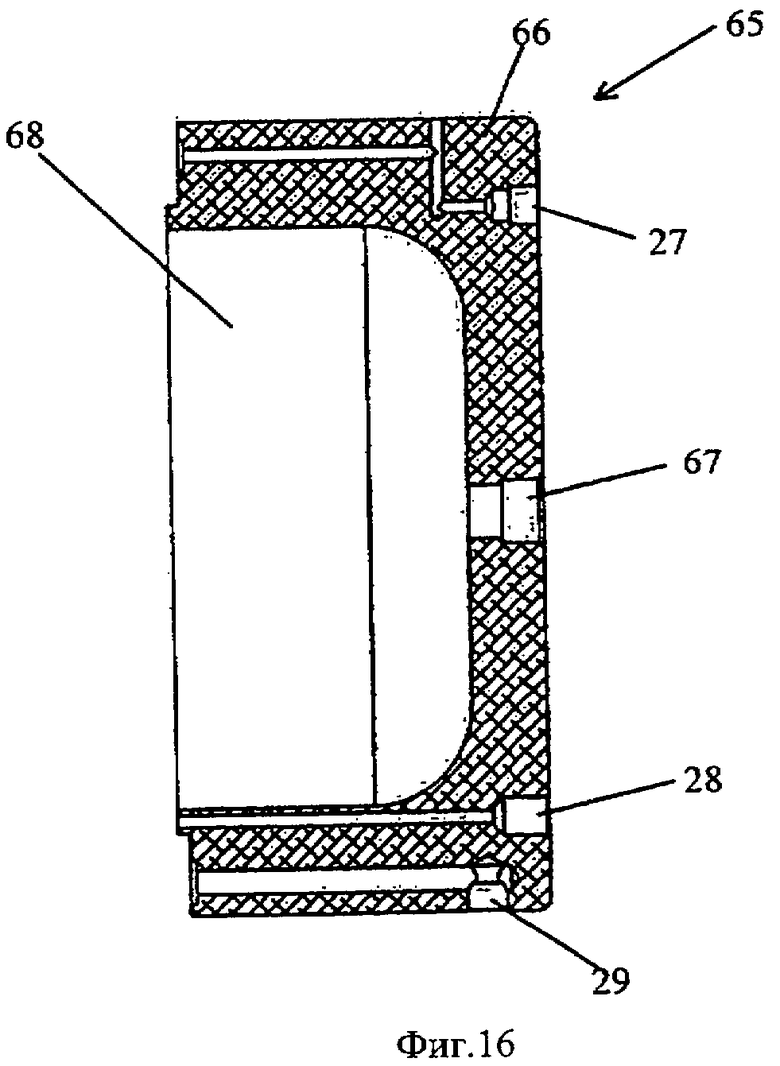
ФИГ.16 - вид в разрезе кожуха с ФИГ.15, взятый по линии 16-16;
ФИГ.17 - вид сверху кожуха с ФИГ.15;
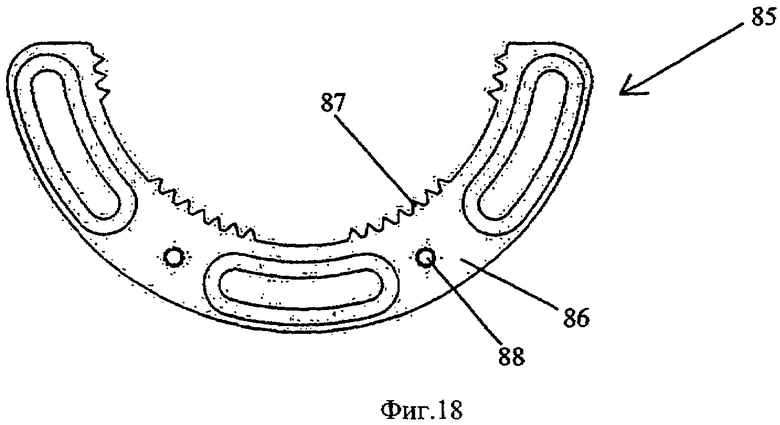
ФИГ.18 - вид спереди стопорного устройства для устройства с ФИГ.1;
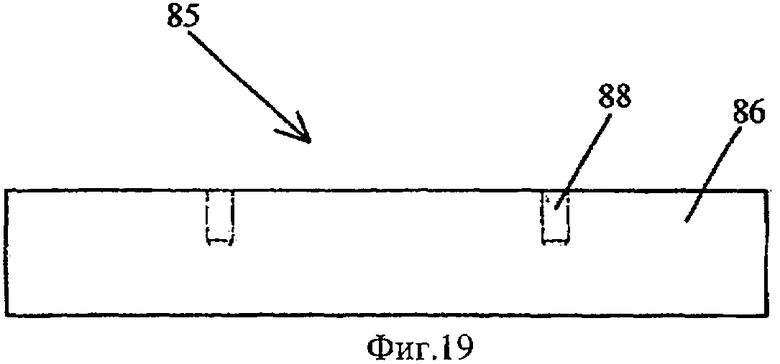
ФИГ.19 - вид снизу стопорного устройства с ФИГ.18;
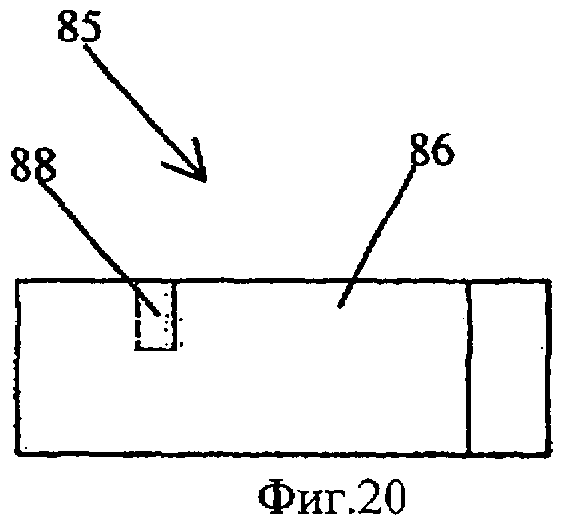
ФИГ.20 - вид сбоку стопорного устройства с ФИГ.18;
ФИГ.21 - вид сверху нажимного стержня устройства с ФИГ.1;
ФИГ.22 - вид спереди нажимного стержня с ФИГ.21;
ФИГ.23 - вид спереди стяжного болта устройства с ФИГ.1;
ФИГ.24 - вид сбоку стяжного болта с ФИГ.23;
ФИГ.25 - вид сверху сплошной прокладки устройства с ФИГ.1;
ФИГ.26 - вид спереди сплошной прокладки с ФИГ.25;
ФИГ.27 - вид в разрезе сплошной прокладки с ФИГ.26, взятый по линии 27-27;
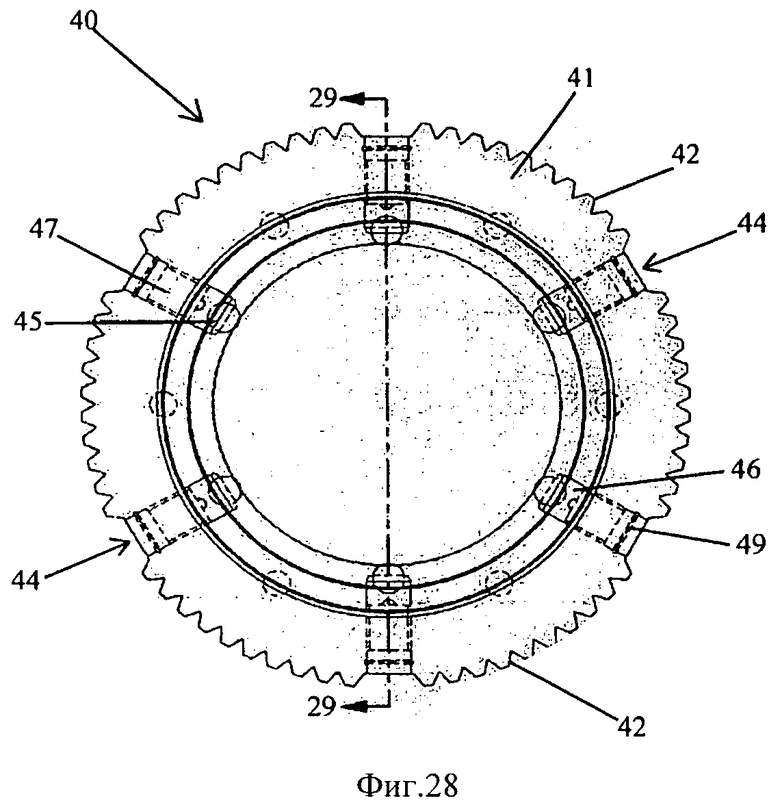
ФИГ.28 - вид спереди фиксатора прижимного кольца устройства согласно изобретению;
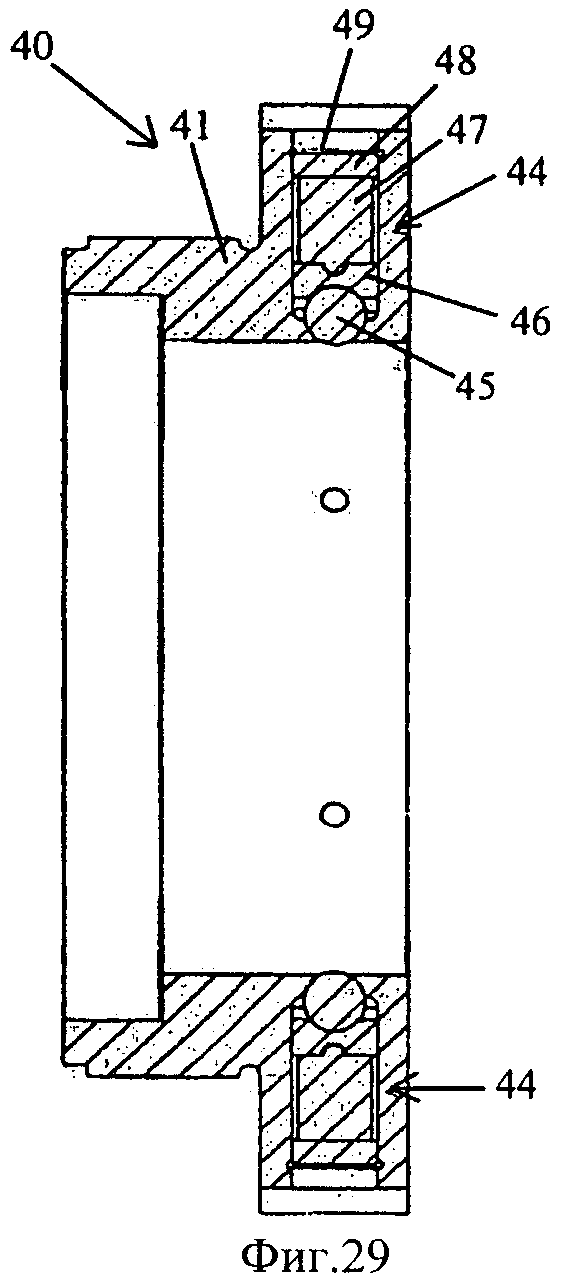
ФИГ.29 - вид в разрезе фиксатора прижимного кольца с ФИГ.28, взятый по линии 29-29;
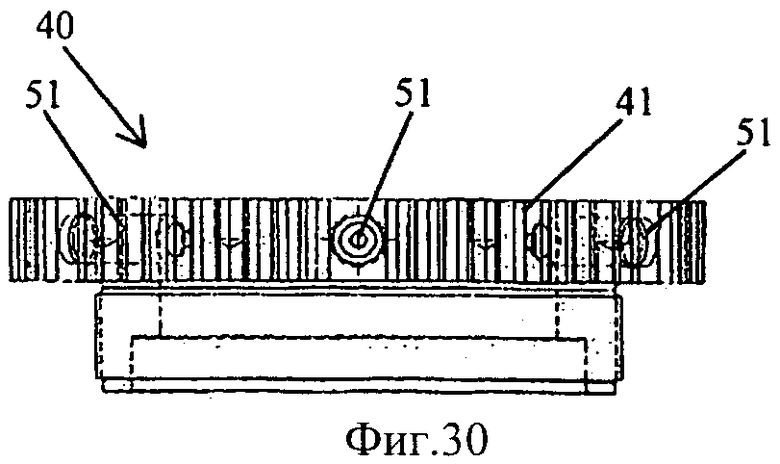
ФИГ.30 - вид сверху фиксатора прижимного кольца с ФИГ.28;
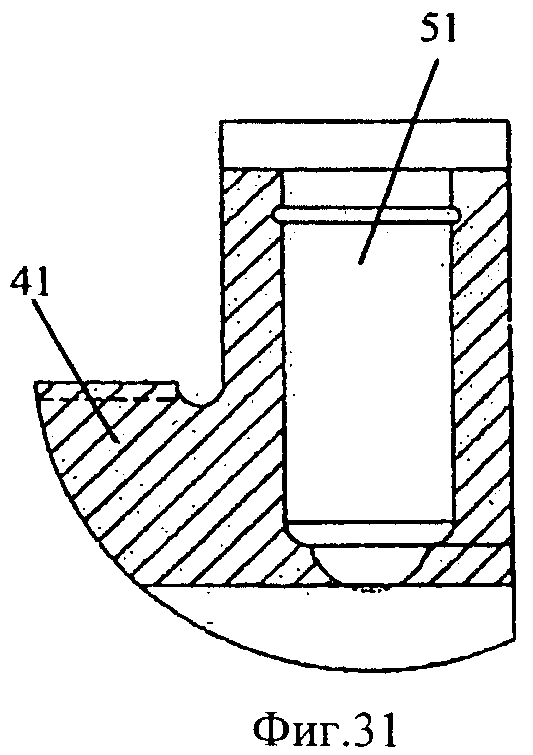
ФИГ.31 - покомпонентный вид полости в средстве контроля смещения для фиксатора прижимного кольца с ФИГ.30.
Описание предпочтительных вариантов осуществления
Устройство для формирования дна банок настоящего изобретения является компактным, имеющим небольшую массу устройством, которое снабжено плавающим прижимным кольцом для центровки плунжера корпусообразующей машины и которое имеет центр тяжести, приближенный к инструментальному комплекту. Путем увеличения размера поршня и диаметра пружины достигается повышенное давление прижимного кольца. Это расположение компонентов также обеспечивает легкую и компактную конструкцию корпусообразующей машины, имеющую центр тяжести, приближенный к инструментальному комплекту и рабочей поверхности плунжера.
Со ссылкой на Фиг.1-3, показано устройство 10 для формирования дна, имеющее наружный корпус 11 и цилиндрический корпус 20. Фиксатор 40 прижимного кольца имеет средство контроля смещения 44, показанное на передней стороне устройства для формирования дна, и удерживает плавающее прижимное кольцо 43. Фиксатор 40 прижимного кольца показан удерживаемым на месте стопорным устройством 85. Фиксатор 40 прижимного кольца показан расположенным рядом с куполообразным пуансоном 90 и примыкающим к наружному корпусу 11. Наружный корпус 11 показан с втулкой 13, которая взаимодействует с цилиндрическим корпусом 20. Цилиндрический корпус показан соединенным с куполообразным пуансоном 90 крепежным элементом 32. Нажимные стержни 60 проходят от прижимного кольца 43 через цилиндрический корпус 20. Каждый нажимной стержень 60 показан оканчивающимся на поршне 80, который скользяще перемещается в камере 69 через втулку 22. Куполообразный пуансон 90 имеет тело 91 и определяет вентиляционную полость 92. Полость 92 сообщается с полостью 36 и выпускным каналом 50 цилиндрического корпуса 20.
Кожух 65 образует камеру 68 и показан прикрепленным к концу устройства 10 для формирования дна, а именно к цилиндрическому корпусу 20. Кожух имеет отверстие для входа масла 27, отверстие для входа охлаждающей жидкости 28 и выпускной канал 29. Устройство для формирования дна согласно настоящему изобретению выполнено и расположено так, чтобы его можно было установить на дверце корпусообразующей машины с использованием монтажного фланца 35, прокладки 52 и нескольких, например десяти, стяжных болтов 19 с шестигранными головками 39, как показано на Фиг.24. Стяжные болты 19 проходят через отверстия в торцевой пластине 75 пружины, пружину 57, цилиндрический корпус 20, наружный корпус 11, прокладку 52, дверцу корпусообразующей машины (не показана) и крепятся на другой стороне двери корпусообразующей машины.
На Фиг.4-6 показан наружный корпус 11 в общем цилиндрической формы, образующий полость 15, в которой размещена втулка 13. Полость 15 и взаимодействующая втулка 13 выполнены и размещены так, чтобы вмещать часть 33 цилиндрического корпуса 20 и взаимодействовать с ней, как показано на Фиг.2, а также показано и описано в связи с Фиг.9 и 10. Показаны кольцевые уступы 17 и 18, которые выровнены по оси, выполнены и расположены так, чтобы взаимодействовать с элементами фиксатора прижимного кольца. Более конкретно, тело 91 пуансона примыкает к уступу 17, и тело фиксатора прижимного кольца примыкает к уступу 18, диаметр которого больше, чем у кольцевого уступа 17. Отверстия 14 выполнены и расположены так, чтобы принимать стяжные болты 19 (показаны на Фиг.2). Также показан выпускной канал 16, предусмотренный для удаления лишней охлаждающей жидкости. Втулка 13 предпочтительно выполнена из полимерного композитного материала, например, предлагаемого компанией HyComp, Inc., или из подобных самосмазывающихся материалов, не требующих смазки. Наружный корпус 11 предпочтительно выполнен из инструментальной стали или подобного ей твердого материала.
При использовании плунжер корпусообразующей машины, который переносит корпус банки к устройству 10 для формирования дна, ударяет корпус банки о прижимное кольцо и переносит силу на поршень и пружинный элемент. Пуансон 90 прикреплен к цилиндрическому корпусу 20, который заставляет пружину 57 сжиматься. Желательно иметь кольцевую пружину, имеющую большой диаметр, для обеспечения увеличенной области поглощения силы для поглощения требуемого давления прижимного кольца, чтобы сформировать желательный профиль дна. Поршень 70 перемещается в цилиндрическом корпусе 20 и сжимает пружинный элемент 57. Желательно измерять это перемещение, например, путем использования устройства для измерения перебега (показано как элемент 94 на Фиг.4 в заявке 11/346, 132, которая включена в настоящий документ в полном объеме путем ссылки), содержащегося в наружном корпусе 11, чтобы измерять длину хода в устройстве для формирования дна и при необходимости осуществлять регулировку или замену, например, заменяя пружинный элемент или регулируя положение устройства для формирования дна при выявлении чрезмерного перебега.
На Фиг.7-10 показан цилиндрический корпус 20, имеющий тело 21, которое имеет в общем круглое поперечное сечение, как показано на Фиг.8. Как показано на Фиг.8, отверстия 25 для приема стяжных болтов показаны расположенными радиально вокруг цилиндрического корпуса 21. Как показано на Фиг.9 и 10, цилиндрический корпус 21 имеет два противоположных идущих наружу цилиндрических торца 33 и 34, каждый из которых образует полость 36 и 37, соответственно. Втулка 22 показана расположенной в полости 37 и взаимодействует с цилиндрическим корпусом 21. Втулка 22 предпочтительно изготовлена из керамики или подобного материала с низким коэффициентом трения. Как показано на Фиг.2, втулка 22 обеспечивает поверхность с низким коэффициентом трения для скользящего прохождения уплотнения 93 и кольца 83 поршня. Отверстие 31 показано на Фиг.9 расположенным в корпусе 21 и используется для крепления цилиндрического корпуса 21 к куполообразному пуансону 91. Более конкретно, отверстие 31 выполнено и расположено так, чтобы принимать крепежный элемент 32, показанный на Фиг.2. Нажимные стержни выполнены и расположены так, чтобы проходить через цилиндрическую стенку цилиндрического торца 33 через отверстия 30, показанные на Фиг.8 и 10.
Цилиндрический корпус 20 показан с противоположными выровненными по оси цилиндрами 33 и 34, разделенными круглой стенкой, имеющей кольцевой периферийный уступ 38, который выступает наружу от цилиндров 33 и 34. Первый цилиндрический торец 33 имеет диаметр D1, и второй цилиндрический торец 34 имеет диаметр D2, который больше D1. Пуансон 91 куполообразного пуансона 90 установлен по оси на первый цилиндрический торец 33 цилиндрического корпуса 20 и совершает возвратно-поступательные движения во втулке 13. Наружная пластина или стенка цилиндрического корпуса 20 имеет периферийный уступ 38, определяемый вторым цилиндрическим торцом 34, имеющим диаметр D3, на котором расположен кольцевой пружинный элемент 57. Закрывающий элемент 65 установлен на второй цилиндрический торец 34, имеющий диаметр D2. Поршень 80 совершает возвратно-поступательные движения в керамической втулке 22 в полости 37 второго цилиндрического торца 34 цилиндрического корпуса 20.
Цилиндрический корпус 21, также показанный на Фиг.8 и 10, имеет уплотнения 23 нажимных стержней, отверстия 30 для приема нажимного стержня 60 и втулки 24, 26 в отверстиях 30. Нажимные стержни 60, показанные на Фиг.2, 21 и 22, выполнены и расположены так, чтобы скользяще перемещаться в цилиндрическом корпусе 21 через отверстия 30. Также в корпусе 21 расположен выпускной канал 50, через который проходит воздух для сброса давления после удара куполообразного пуансона. Как показано на Фиг.2, полость 92 куполообразного пуансона 90, полость 36 и выпускной канал 50 цилиндрического корпуса 20 сообщаются друг с другом и образуют канал сброса давления в устройстве 10 для формирования дна. Цилиндрический корпус 20 предпочтительно изготовлен из инструментальной стали, чтобы придать устройству для формирования дна центр тяжести, расположенный ближе к установочному устройству на корпусообразующей машине.
На Фиг.11 и 12 показан пружинный элемент 57, имеющий тело 58 с радиальными отверстиями 59 и центральным отверстием 64. Отверстие 64 показано расположенным по центру в пружинном элементе 58 и выполнено так, чтобы прилегать к части 34 цилиндрического корпуса 20. Пружинный элемент 57 выполнен так, чтобы его можно было расположить между уступом 38 цилиндрического корпуса 20 и торцевой пластиной 75 пружины. Пружинный элемент 57 предпочтительно выполнен из полиуретана или подобного ему сжимаемого материала. Отверстия 59 выполнены и расположены так, чтобы принимать стяжные болты 19, проходящие через них, которые показаны на Фиг.23 - 24 с шестигранными головками 39. Было установлено, что большой размер поршня и диаметр пружины являются оптимальными для поглощения сил в устройстве для формирования дна при увеличении давления прижимного кольца. Увеличение диаметра пружины и расположение пружины вокруг цилиндрического корпуса (в котором поршень совершает возвратно-поступательные движения) также обеспечивает компактность конструкции устройства.
На Фиг.13 и 14 показана торцевая пластина 75 пружины, имеющая в общем круглое тело 76 и отверстия 77 для прохода стяжных болтов 19 через них. Пружина 57, показанная на Фиг.2, расположена между цилиндрическим корпусом 20 и торцевой пластиной 75 пружины 75. Стяжные болты 19 показаны проходящими через торцевую пластину 75 пружины, пружину 57 и цилиндрический корпус 20 и прикрепленными к наружному корпусу 11.
Как показано на Фиг.2, пружинный элемент 57 имеет кольцеобразную форму и расположен вокруг цилиндрического торца 34, между стенкой 38 цилиндрического корпуса 20 и торцевой пластиной 75. Как также показано на Фиг.2, цилиндрический торец 33 цилиндрического корпуса 20 скользяще перемещается в втулке 13, когда на куполообразный пуансон 90 действует сила. Пружинный элемент 57 сжимается, этим поглощая силу. Прижимное кольцо 43 выполнено и расположено так, чтобы примыкать к нажимным стержням 60. Нажимные стержни оканчиваются на поршне 80. Поршень 80, показанный на Фиг.2, состоит из кольцевой стенки 81, круглого поршневого кольца 83 и торцевого элемента 79. Когда сила действует на прижимное кольцо 43 и куполообразный пуансон 90, нажимные стержни 60 передают силу на поршень 80, который движется в втулке 22 и камере 69 цилиндрического торца 34. Цилиндрический торец 33 цилиндрического корпуса 20 перемещается в наружном корпусе 11 по втулке 13, этим перемещая тело 21 цилиндра с периферийной стенкой 38 и сжимая пружинный элемент 57 на торцевой пластине 75. Втулка 22 предпочтительно выполнена из керамики или подобного материала с низким коэффициентом трения, и втулка 13 предпочтительно выполнена из полимерного композитного материала или материала с подобным низким коэффициентом трения.
Монтажный фланец 35 показан на Фиг.2 и на Фиг.10 и 11 заявки 11/346, 132, которая включена в настоящий документ в полном объеме путем ссылки. Стяжные болты 19 и монтажный фланец 35 используются для установки устройства 10 для формирования дна на корпусообразующую машину. Монтажный фланец 35 предпочтительно выполнен из инструментальной стали или подобного материала. Со ссылкой на Фиг.15-17, отверстие для входа масла 27, отверстие для входа охлаждающей жидкости 28 и выпускное отверстие 29 расположены в теле 21 цилиндрического корпуса. На Фиг.8 и 9 показаны виды в разрезе цилиндрического корпуса 20, тела 21 и выпускных каналов 29 и 50, расположенных в теле 21. Тело 21 цилиндрического корпуса показано в общем цилиндрическим по форме и предпочтительно изготовлено из инструментальной стали.
На Фиг.15-17 показан кожух 65, имеющий тело 66. Тело 66 имеет очистной канал 29 и отверстие 67 линии воздуха под давлением. Как показано на Фиг.2, кожух 65 расположен в конце устройства 10 для формирования дна и определяет камеру 68. При работе воздух внутри устройства для формирования дна сжимается из-за движения плунжера и хода поршня в устройстве. Камера 68 и отверстие 67 линии воздуха под давлением обеспечивают сброс этого возросшего давления. Очистной канал 29 может быть открыт для очистки или продувки избыточной охлаждающей жидкости и воздуха. Кожух 65 предпочтительно выполнен из алюминия или подобного легкого материала для уменьшения массы и обеспечения центра тяжести устройства для формирования дна.
На Фиг.18-20 показано стопорное устройство 85, имеющее тело 86 и зубья 87. Показаны отверстия 88, которые предназначены для крепления стопорного устройства 85 к стопорной гайке 84, показанной на Фиг.2. Как сказано выше, зубья 87 тела 86 стопорного устройства взаимодействуют с зубьями 42 тела 41 фиксатора прижимного кольца для удержания фиксатора прижимного кольца на месте. Как показано на Фиг.21-22, нажимной стержень 60 имеет удлиненное цилиндрическое тело 61 с противоположными разными торцами 62 и 63. Более конкретно, предусмотрен заделанный торец 62, позволяющий располагать нажимные стержни в устройстве 10 для формирования дна правильным образом и предотвращать повреждение уплотнения нажимного стержня.
На Фиг.25-27 показана прокладка 52, имеющая круглое тело 53. Прокладка 52 предпочтительно выполнена из алюминия или подобного материала и должна быть притертой для правильной подгонки к конкретной корпусообразующей машине, на которую устанавливают устройство для формирования дна. Прокладка 52 предпочтительно имеет твердое защитное покрытие, поскольку она контактирует с наружным корпусом при использовании. Так как наружный корпус предпочтительно изготовлен из инструментальной стали и прокладка предпочтительно изготовлена из алюминия, прокладка предпочтительно имеет покрытие для повышения твердости, чтобы предотвращать износ, вызываемый контактом с инструментальной сталью или другим твердым материалом. Прокладка 52 выполнена из легкого материала для того, чтобы уменьшить массу и изменить центр тяжести устройства для формирования дна.
На Фиг.28-31 показан фиксатор 40 прижимного кольца, имеющий тело 41 с периферийными полостями 51 для удержания средства контроля смещения 44, которое обеспечивает плавающее состояние прижимного кольца в устройстве 10 для формирования дна. На Фиг.2 прижимное кольцо 43 показано в использовании с фиксатором 40. Зубья 42 расположены по периферии тела 41 и выполнены и расположены так, чтобы сообщаться с зубьями 87 стопорного устройства 85 (показанного на Фиг.18) для крепления и позиционирования фиксатора прижимного кольца. Средство контроля смещения 44 содержит взаимодействующие элементы, а именно: шаровой элемент 45, первый торцевой элемент 46, пружинный элемент 47, второй торцевой элемент 48 и зажимный элемент 49, который входит в полости 51. Предпочтительно, пружинный элемент 47 выполнен из полиуретана или подобного сжимаемого материала. Шаровой элемент 45 предпочтительно выполнен из нитрата или подобного материала. Кроме того, в изобретении предусмотрено использовать альтернативную пружину или средство контроля смещения, например катушку или другую механическую пружинную конструкцию или другое средство контроля смещения, известное из уровня техники. Кроме того, в изобретении предусмотрено использовать пальцеобразный элемент или шарообразный элемент для взаимодействия со средством контроля смещения.
Важным в настоящем изобретении является плавающее прижимное кольцо 43, содержащееся в узле фиксатора 40 прижимного кольца, имеющем радиально расположенное средство контроля смещения 44, как в частности показано на Фиг.28-31. На Фиг.28 показаны шесть структур контроля смещения, которые расположены равномерно и радиально выступают для контакта и обеспечения плавания прижимного кольца 43. Как показано на Фиг.31, каждая полость 51 сформирована для приема шарового элемента 45, первого торцевого элемента 46, сжимаемой пружины 47, второго торцевого элемента 48 и зажимного элемента 49. На Фиг.28 и 29 в частности показаны сферические шаровые элементы 45, взаимодействующий и сформированный первый торцевой элемент 46, сжимаемая и взаимодействующая пружина 47 с центральным выступом, второй торцевой элемент 48 и зажимный элемент 49. Зажимный элемент 49 показан расположенным наверху средства контроля смещения 44 и выполнен так, чтобы защелкиваться в канавке, показанной на верхней части полости 51 с Фиг.31. Это расположение сжимает пружину 47 для обеспечения достаточного предварительно нагружающего давления на шаровой элемент 45 в направлении центра и контроля плавания прижимного кольца. Шаровой элемент предпочтительно немного выступает от фиксатора 41 прижимного кольца для контакта с прижимным кольцом 43. Эта структура контроля смещения, содержащая вышеуказанные взаимодействующие элементы, а именно сферические шаровые элементы 45 (из нитрита) и сжимаемые пружины 47 (из полиуретана), обеспечивает действующие на периферии средства контроля смещения, которые обеспечивают плавание прижимного кольца 43.
При использовании, когда плунжер корпусообразующей машины вместе с телом банки ударяется о прижимное кольцо, плавающее прижимное кольцо может центрироваться вокруг пуансона. Когда плунжер продолжает перемещаться в устройство для формирования дна, прижимное кольцо перемещает плунжер так, чтобы он и тело банки были расположены по центру устройства для формирования дна. Тело банки затем направляется в куполообразный пуансон, где установлено дно банки. Плунжер прижимает тело банки к переднему концу устройства для формирования дна, которое содержит форму требуемой конфигурации для дна банки, этим создавая купол на дне составной банки. Поскольку плунжер расположен в центре по отношению к куполообразующему узлу, вероятность деформации банки при производстве, например вероятность разрыва дна, снижается, заданный профиль основания поддерживается квадратным, и биение поршня и связанные с этим эффекты снижаются. Биение плунжера происходит, когда он закончил ход вперед, но колеблется при возврате через корпусообразующую машину. Это биение также может являться причиной повреждения карбида плунжером в протяжных штампах, замена которых требует больших расходов. Поэтому целесообразно и выгодно создать усовершенствованное средство для центровки плунжера или толкателя.
Настоящее изобретение предлагает усовершенствованное устройство для формирования дна, которое отличается новым расположением компонентов, имеет компактную и легкую конструкцию и средство для контроля смещения плавающего прижимного кольца. Путем расположения компонентов так, как показано на чертежах и описано выше, и путем выполнения некоторых компонентов из алюминия, а не из инструментальной стали, центр тяжести устройства для формирования дна перемещен ближе к установочному устройству корпусообразующей машины, что препятствует провисанию устройства для формирования дна и нарушению его соосности с плунжером корпусообразующей машины. В результате наличия средств контроля смещения, обеспечивающих плавание прижимного кольца и служащих как направляющие для поршня корпусообразующей машины, эксплуатационные характеристики устройства для формирования улучшены. Кроме того, путем расположения компонентов так, как описано выше, обеспечивается компактность устройства при увеличенном размере плунжера и увеличенной поверхности кольцевой пружины, что позволяет использовать повышенное давление прижимного кольца при производстве требуемых профилей дна банок.
Поскольку в вариантах осуществления устройств настоящего изобретения возможны многочисленные изменения, вышеприведенное описание и прилагаемые чертежи должны истолковываться только как иллюстративные, но не ограничительные.

3аявленная группа изобретений может быть предназначена для формирования дна металлических банок, таких как стальные и алюминиевые составные банки из двух частей. Устройство содержит наружный корпус и цилиндрический корпус, в которых размещены фиксатор прижимного кольца, передающий поршень и кольцевая пружина. Фиксатор прижимного кольца содержит элементы контроля смещения плавающего прижимного кольца, центрирующие прижимное кольцо и куполообразный пуансон по отношению к плунжеру корпусообразующей машины. Увеличение давления прижимного кольца обеспечивается увеличенным размером поршня, положением и размером пружины. Улучшается центровка и контроль смещения прижимного кольца. 2 н. и 10 з.п. ф-лы, 31 ил.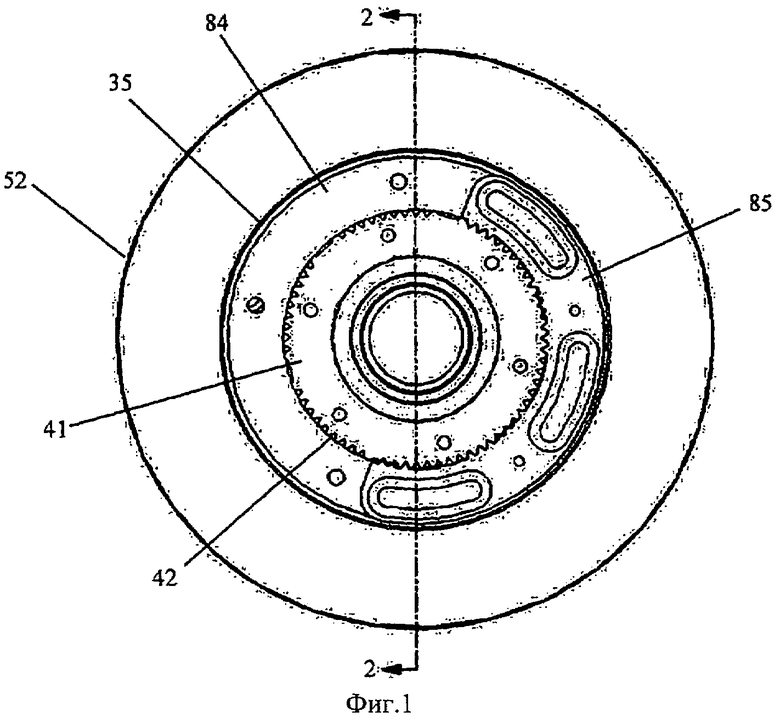
1. Устройство для формирования дна банок, предназначенное для прикрепления к корпусообразующей машине, имеющей плунжер, причем устройство для формирования дна банок содержит:
a) узел корпусов, включающий наружный корпус, цилиндрический корпус и кожух, соединенный с упомянутым цилиндрическим корпусом, причем упомянутый цилиндрический корпус выполнен и расположен так, чтобы скользяще заходить в упомянутый наружный корпус, упомянутый цилиндрический корпус имеет противоположные выровненные по оси цилиндры, разделенные круглой стенкой с кольцевым периферийным уступом, проходящим наружу от упомянутых цилиндров, выровненных по оси;
b) узел фиксатора прижимного кольца, имеющий средства контроля смещения плавающего прижимного кольца, причем упомянутый узел фиксатора прижимного кольца выполнен и расположен так, чтобы быть частично расположенным в упомянутом наружном корпусе;
c) прижимное кольцо и куполообразный пуансон для контакта с корпусом банки;
d) узел поршня, сообщающийся с упомянутым куполообразным пуансоном;
e) кольцевую сжимаемую пружину, выполненную и расположенную так, чтобы размещаться на упомянутом цилиндрическом корпусе для поглощения движений упомянутого цилиндрического корпуса по отношению к упомянутому наружному корпусу;
f) средство для крепления устройства для формирования дна банок к корпусообразующей машине, включающее монтажный фланец, по меньшей мере один стяжной болт, по меньшей мере одну прокладку, пластину пружины с торцевой пластиной, отделенной от упомянутого кольцевого периферийного уступа, причем стяжной болт проходит через упомянутые пластину пружины, пружину, прокладку и наружный корпус.
2. Устройство для формирования дна банок по п.1, отличающееся тем, что упомянутое средство контроля смещения упомянутого узла фиксатора прижимного кольца содержит некоторое количество элементов контроля смещения, каждый из которых содержит сжимаемую пружину и взаимодействующий жесткий шаровой элемент, имеющий в общем сферическую форму.
3. Устройство для формирования дна банок по п.1, отличающееся тем, что кольцевая пружина установлена на упомянутый кольцевой уступ и вокруг одного упомянутого цилиндра.
4. Устройство для формирования дна банок по п.2, отличающееся тем, что упомянутая пружина упомянутого средства контроля смещения выполнена из полиуретана, и упомянутый шаровой элемент выполнен из нитрита.
5. Устройство для формирования дна банок по п.1, отличающееся тем, что оно дополнительно имеет втулку из полимерного композитного материала, а упомянутый цилиндрический корпус перемещается в упомянутом наружном корпусе через упомянутую втулку.
6. Устройство для формирования дна банок по п.1, отличающееся тем, что оно дополнительно имеет керамическую втулку, а упомянутый узел поршня движется в упомянутом цилиндрическом корпусе через упомянутую керамическую втулку.
7. Устройство для формирования дна банок по п.1, отличающееся тем, что упомянутый кожух имеет отверстие для приема линии сжатого воздуха.
8. Устройство для формирования дна банок по п.1, отличающееся тем, что упомянутая кольцевая пружина выполнена из полиуретана.
9. Устройство для формирования дна банок по п.1, отличающееся тем, что упомянутый кожух выполнен из алюминия, и упомянутый наружный корпус, узел фиксатора прижимного кольца, цилиндрический корпус и узел поршня выполнены из инструментальной стали.
10. Устройство для формирования дна банок по п.1, отличающееся тем, что оно дополнительно содержит запорное средство, выполненное и расположенное так, чтобы крепить упомянутый узел фиксатора прижимного кольца.
11. Устройство для формирования дна банок, предназначенное для крепления к корпусообразующей машине, имеющей плунжер, причем упомянутое устройство для формирования дна содержит:
a) узел корпусов, включающий наружный корпус, цилиндрический корпус и кожух, соединенный с упомянутым цилиндрическим корпусом, причем упомянутый кожух определяет камеру сброса давления, упомянутый цилиндрический корпус содержит противоположные выровненные по оси цилиндры, разделенные круглой стенкой, имеющей кольцевой периферийный уступ, выступающий наружу от упомянутых цилиндров, выровненных по оси;
b) прижимное кольцо и куполообразный пуансон для контакта с корпусом банки;
c) узел фиксатора прижимного кольца, имеющий средство контроля смещения плавающего прижимного кольца, причем упомянутый узел фиксатора прижимного кольца выполнен и расположен так, чтобы быть частично расположенным в упомянутом наружном корпусе, и причем упомянутое средство для контроля смещения плавающего прижимного кольца содержит шаровой палец, имеющий в общем сферическую форму, и взаимодействующий сжимаемый элемент, и упомянутый шаровой палец выполнен из нитрата, и упомянутый взаимодействующий сжимаемый элемент выполнен из полиуретана;
d) узел поршня, имеющий по меньшей мере один нажимной стержень, проходящий между упомянутым узлом поршня и упомянутым прижимным кольцом;
e) кольцевую пружину, установленную на упомянутый кольцевой уступ и вокруг одного упомянутого цилиндра;
f) средство для крепления устройства для формирования дна банок к корпусообразующей машине и
g) втулку из полимерного композитного материала и керамическую втулку, причем упомянутый узел поршня перемещается в упомянутом цилиндрическом корпусе через упомянутую керамическую втулку, а упомянутый цилиндрический корпус перемещается в упомянутом наружном корпусе через упомянутую композитную втулку.
12. Устройство для формирования дна банок по п.11, отличающееся тем, что упомянутая кольцевая пружина выполнена из полиуретана, упомянутый кожух выполнен из алюминия, и упомянутые наружный корпус, узел фиксатора прижимного кольца, цилиндрический корпус и узел поршня выполнены из инструментальной стали.
| US 20170334 A1, 21.11.2002 | |||
| Станок для обжима и закатки горловин полых цилиндрических изделий | 1976 |
|
SU566655A2 |
| Способ обкатки концов трубчатых заготовок | 1978 |
|
SU880584A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 1992 |
|
RU2009748C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| WO 2006084042 A2, 10.08.2006. | |||

