Область техники, к которой относится изобретение
Изобретение относится к гибридному или комбинированному способу сварки для приваривания стальной плиты с помощью комбинации газоэлектрической сварки металлическим электродом (или дуговой сварки в защитном газе или дуговой сварки в защитном газе металлическим электродом) и дуговой сварки под флюсом и к машине гибридного или комбинированного действия для дуговой сварки.
Уровень техники
В общем, дуговая сварка под флюсом является очень эффективным способом сварки, поскольку обеспечивается подвод большого количества тепла, и сварка может выполняться за один проход за счет настройки большого сварочного тока. Кроме того, поскольку расплавленный металл защищен шлаком, обеспечиваются преимущества, состоящие в том, что предотвращается попадание азота или кислорода в расплавленный металл, и образуется устойчивая дуга. По этой причине, поскольку предотвращается дефект сварного шва, и имеется возможность получить металл сварного шва с превосходными механическими свойствами, дуговая сварка под флюсом широко используется в различных областях (например, в кораблестроении, архитектуре, строительстве и т.п.).
В последнее время существует тенденция, состоящая в том, что толщина стальной плиты, подвергаемой сварке, увеличивается с увеличением размера сварной конструкции, поэтому имеется потребность в новом способе сварки с подводом большого количества тепла.
В частности, когда во время сварки количество подводимого тепла увеличивается, ударная вязкость зоны термического влияния сварки (далее именуемой ЗТВ) ухудшается, поэтому в сварном соединении не обеспечиваются надлежащие характеристики. Несмотря на то, что может быть предложен способ, который предотвращает ухудшение ударной вязкости ЗТВ за счет выполнения многослойной сварки и разделения количества подводимого тепла, эффективность дуговой сварки под флюсом значительно падает. Следовательно, был изучен способ, в котором используется как дуговая сварка под флюсом, так и газоэлектрическая сварка металлическим электродом, для предотвращения ухудшения ударной вязкости ЗТВ и повышения эффективности сварной конструкции.
Например, в патентной литературе PTL 1-7 описывается способ, который одновременно препятствует ухудшению ударной вязкости ЗТВ и повышает эффективность сварной конструкции за счет выполнения газоэлектрической сварки металлическим электродом и дуговой сварки под флюсом по одной и той же линии сварки. Однако поскольку при таком способе в качестве защитного газа во время газоэлектрической сварки металлическим электродом (MIG-сварка (сварка плавящимся электродом в защитном газе), используется инертный газ, в основном содержащий Ar, проникающая энергия, создаваемая давлением дуги, является слабой, и проплавление не получается глубоким. Как вариант, поскольку плотность тока газоэлектрической сварки металлическим электродом является небольшой, не обеспечивается глубокое проплавление, поэтому не может быть получен достаточный эффект разделения подводимого тепла в направлении толщины стальной плиты, и отсутствует возможность повышения ударной вязкости ЗТВ.
Кроме того, поскольку по PTL 5 в качестве электрода для газоэлектрической сварки металлическим электродом выбрана проволока большого диаметра 3 - 6,4 мм, плотность тока является низкой, поэтому существуют проблемы, состоящие в том, что снижается давление дуги и уменьшается глубина проплавления.
Кроме того, поскольку по PTL 6 электрод для газоэлектрической сварки металлическим электродом вибрирует в направлении, перпендикулярном направлению продолжения сварного шва, существуют проблемы, состоящие в том, что снижается давление дуги и уменьшается глубина проплавления.
Патентная литература
[PTL 1] JP-A-S58-32583.
[PTL 2] JP-A-H3-81070.
[PTL 3] JP-A-S60-15067.
[PTL 4] JP-A-S59-30481.
[PTL 5] JP-A-S54-10263.
[PTL 6] JP-A-S53-13024.
[PTL 7] JP-A-S53-119240.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы предложить гибридный или комбинированный способ сварки и сварочную машину, имеющие превосходную эффективность и предотвращающие ухудшение ударной вязкости ЗТВ 30 за счет увеличения проплавления при газоэлектрической сварке металлическим электродом с целью подвода тепла при газоэлектрической сварке металлическим электродом на большую глубину в стальную плиту в направлении толщины и подвода тепла при дуговой сварке под флюсом к стороне поверхностного слоя, которое должно разделяться таким образом, чтобы структура ЗТВ 30 (зоны термического влияния сварки) уменьшалась во время сварки стальной плиты за счет комбинации газоэлектрической сварки металлическим электродом, использующей множество электродов, и дуговой сварки под флюсом, использующей множество электродов.
Авторы изобретения исследовали способ предотвращения ухудшения ударной вязкости ЗТВ при гибридной или комбинированной сварке, используя комбинацию газоэлектрической сварки металлическим электродом и дуговой сварки под флюсом.
В результате, (а) когда давление дуги повышается за счет увеличения плотности тока первого электрода 12 для газоэлектрической сварки металлическим электродом с целью обеспечения большой глубины проплавления, тепло газоэлектрической сварки металлическим электродом подводится глубоко в направлении толщины стальной плиты, и тепло дуговой сварки под флюсом подводится к стороне поверхностного слоя, при этом тепло должно разделяться таким образом, чтобы предотвратить ухудшение ударной вязкости ЗТВ 30.
Однако когда глубина проплавления при газоэлектрической сварке металлическим электродом увеличивается таким способом, металл газоэлектрической сварки металлическим электродом имеет форму, в которой валик продолжается в направлении толщины стальной плиты, и значительно увеличивается возможность образования горячих трещин.
Следовательно, (b) когда уменьшается межосевое расстояние (далее именуемое расстоянием между электродами) между последним электродом для газоэлектрической сварки металлическим электродом и первым электродом для дуговой сварки под флюсом у поверхности стальной плиты, направление затвердевания металла сварного шва, образованного с помощью дуги, горящей в среде защитного газа, контролируется таким образом, чтобы оно было направлено вверх с целью предотвращения образования горячих трещин.
(с) Как вариант, когда давление дуги повышается за счет увеличения плотности тока первого электрода 16 для дуговой сварки под флюсом с целью обеспечения большой глубины проплавления, горячая трещина, образующаяся с верхней стороны металла сварного шва газоэлектрической сварки металлическим электродом, снова расплавляется, поэтому обеспечивается получение участка сварного шва высокого качества без горячей трещины.
(d) Кроме того, в металле газоэлектрической сварки металлическим электродом, имеющем отличительную характеристику, состоящую в том, что проплавление является глубоким, и форма является тонкой и вытянутой, скорость затвердевания является высокой, и легко образуются газовые раковины. Однако при использовании множества электродов время, необходимое для поднимания газа 24, обеспечивается за счет образования сварочной ванны 23, имеющей удлиненную форму в направлении сварного шва, поэтому предотвращается такой дефект сварного шва, как газовая раковина.
Изобретение основывается на следующих данных.
Изобретение относится к комбинированному способу сварки и машине комбинированного действия для дуговой сварки, при этом газоэлектрическая сварка металлическим электродом выполняется на участке между состыкованными стальными плитами. В комбинированном способе сварки дуговая сварка под флюсом выполняется после газоэлектрической сварки металлическим электродом, при этом газоэлектрическая сварка металлическим электродом выполняется с помощью двух или более электродов, для первого электрода 12 газоэлектрической сварки металлическим электродом сварочная проволока имеет диаметр 1,4 мм и более, и плотность тока первого электрода 12 газоэлектрической сварки металлическим электродом настроена на 320 А/мм2 или более. В машине комбинированного действия для дуговой сварки машина для газоэлектрической сварки металлическим электродом, использующая два или более электродов, находится в переднем положении для выполнения сварки, и машина для дуговой сварки под флюсом, использующая множество электродов, находится в заднем положении.
В комбинированном способе сварки и машине комбинированного действия для дуговой сварки по изобретению расстояние между последним электродом для газоэлектрической сварки металлическим электродом и первым электродом 16 для дуговой сварки под флюсом составляет предпочтительно 40-100 мм.
Кроме того, в комбинированном способе сварки и машине комбинированного действия для дуговой сварки по изобретению дуговая сварка под флюсом может выполняться с помощью двух или более электродов, и плотность тока первого электрода 16 дуговой сварки под флюсом составляет предпочтительно 75 А/мм2 или более.
Кроме того, в комбинированном способе сварки и машине комбинированного действия для дуговой сварки по изобретению расстояние между первым и вторым электродами 12 и 13 газоэлектрической сварки металлическим электродом составляет предпочтительно 30 мм и ли менее.
Кроме того, в комбинированном способе сварки и машине комбинированного действия для дуговой сварки по изобретению первый и второй электроды 12 и 13 газоэлектрической сварки металлическим электродом предпочтительно настроены на разные полярности.
Кроме того, в комбинированном способе сварки и машине комбинированного действия для дуговой сварки по изобретению источники питания первого и второго электродов 12 и 13 газоэлектрической сварки металлическим электродом предпочтительно являются пульсирующими источниками питания соответственно, й подаваемые пиковые токи первого и второго электродов 12 и 13 газоэлектрической сварки металлическим электродом могут отклоняться друг от друга по времени.
Кроме того, в комбинированном способе сварки и машине комбинированного действия для дуговой сварки по изобретению отношение токов первого и второго электродов 16 и 17 дуговой сварки под флюсом составляет предпочтительно 0,6-0,8.
Поскольку применяются газоэлектрическая сварка металлическим электродом, использующая множество электродов, и дуговая сварка под флюсом, использующая множество электродов, и во время сварки стальной плиты плотность тока первого электрода 12 газоэлектрической сварки металлическим электродом и плотность тока первого электрода 16 дуговой сварки под флюсом увеличиваются, имеется возможность предотвратить ухудшение ударной вязкости ЗТВ 30 и получить высокоэффективную конструкцию. Кроме того, обеспечивается получение металла приемлемого сварного шва без дефекта сварного шва.
Краткое описание чертежей
Фиг.1 - вид в разрезе, схематично показывающий форму кромки, адаптированной для комбинационного способа сварки по изобретению.
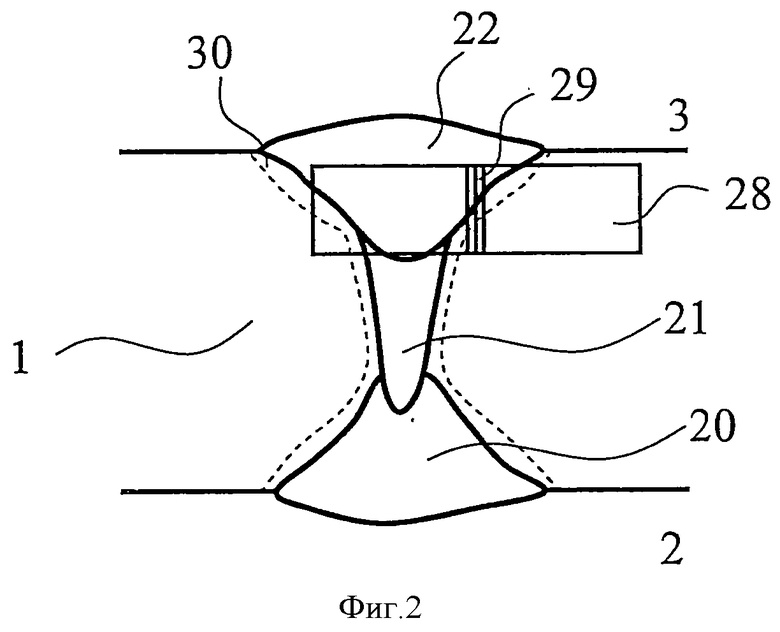
Фиг.2 - вид в разрезе, показывающий участок сварки, подвергаемый комбинационному способу сварки по изобретению, и схема, показывающая положение для взятия образца для испытания на ударную вязкость по Шарпи.
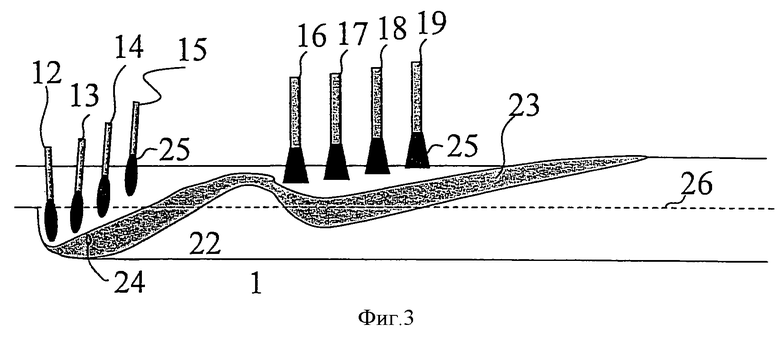
Фиг.3 - вид в разрезе, показывающий сварочную ванну 23 во время сварки по комбинированному способу сварки изобретения.
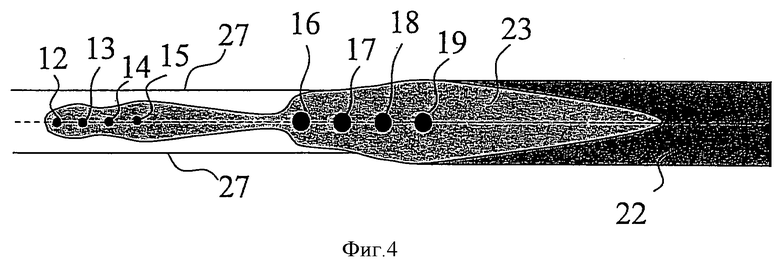
Фиг.4 - вид сверху на сварочную ванну 23 во время сварки по комбинированному способу сварки изобретения.
Фиг.5 - схема, показывающая пример машины комбинированного действия для дуговой сварки по изобретению.
Осуществление изобретения
По изобретению сварка выполняется за один проход за счет комбинации газоэлектрической сварки металлическим электродом и дуговой сварки под флюсом для разделения подводимого тепла в направлении толщины стальной плиты. Однако когда дуговая сварка под флюсом выполняется перед газоэлектрической сваркой металлическим электродом, последующая газоэлектрическая сварка металлическим электродом выполняется с флюсом и шлаком, остающимся на поверхности расплавленного металла, что препятствует образованию дуги при газоэлектрической сварке металлическим электродом. По этой причине, как показано на Фиг.3 и 4, газоэлектрическая сварка металлическим электродом, в которой не используется флюс и не образуется шлак, выполняется перед дуговой сваркой под флюсом, и дуговая сварка под флюсом выполняется до того, как затвердеет расплавленный металл газоэлектрической сварки металлическим электродом.
В газоэлектрической сварке металлическим электродом и дуговой сварке под флюсом выполняются газоэлектрическая сварка металлическим электродом, использующая множество электродов (на Фиг.3 и 4: 12, 13, 14, и 15), равное двум электродам или большему количеству электродов (т.е. проволок для сварки), и дуговая сварка под флюсом, использующая множество электродов (на Фиг.3 и 4: 16, 17, 18 и 19). Поскольку как газоэлектрическая сварка металлическим электродом, так и дуговая сварка под флюсом используют множество электродов, скорость наплавки увеличивается, поэтому увеличивается эффективность сварного шва. Кроме того, поскольку сварочная ванна 23 образуется в вытянутой форме в направлении шва, имеется возможность обеспечить время, необходимое для поднимания газа 24 или расплавленного шлака, и, тем самым, предотвратить образование газовых пузырей или попадание шлака в металл 21 и 22 сварного шва. В результате имеется возможность предотвратить образование дефекта сварного шва в металл 21 и 22 сварного шва, образованного за счет затвердевания сварочной ванны 23. Кроме того, при разделении тепла, подводимого в направлении толщины стальной плиты, обеспечиваются эффекты предотвращения роста зерна в структуре ЗТВ 30 и предотвращения ухудшения ударной вязкости ЗТВ 30.
Как показано на Фиг.4, желательно, чтобы электроды (12, 13, 14 и 15) газоэлектрической сварки металлическим электродом и электроды (16, 17, 18 и 19) дуговой сварки под флюсом были расположены на одной и той же линии сварного шва. Причина этого состоит в следующем. Если электрод отклоняется от линии сварного шва, количество тепла, подводимого к линии сварного шва, является недостаточным, поэтому течение расплавленного металла внутри сварочной ванны 23 в направлении задней сварки затруднено, что приводит к возникновению различных дефектов сварного шва и ухудшению формы валика.
Изобретение будет подробно описано ниже.
В предшествующей газоэлектрической сварке металлическим электродом, поскольку имеется необходимость в разделении подводимого тепла в направлении толщины стальной плиты для предотвращения ухудшения ударной вязкости ЗТВ 30, глубина проплавления настраивается на большую величину. Следовательно, определяются диаметр проволоки для сварки, применяемой в качестве первого электрода 12 газоэлектрической сварки металлическим электродом, использующей множество электродов, и плотность тока первого электрода 12 газоэлектрической сварки металлическим электродом. Кроме того, первый электрод 12 газоэлектрической сварки металлическим электродом означает электрод, расположенный в самом переднем положении из множества электродов газоэлектрической сварки металлическим электродом в направлении продолжения сварки.
Если диаметр проволоки 3 для сварки, используемой в первом электроде 12 газоэлектрической сварки металлическим электродом, составляет менее 1,4 мм, плотность тока не может быть легко увеличена, ухудшается давление дуги, поэтому не обеспечивается достаточная глубина проплавления. Соответственно, диаметр проволоки составляет 1,4 мм или более. С другой стороны, если подается высокий ток, когда диаметр проволоки превышает 2,4 мм, подводится излишнее количество тепла, поэтому ударная вязкость ЗТВ 30 ухудшается. Кроме того, поскольку при низком токе плотность тока уменьшается, не обеспечивается достаточное проплавление. Соответственно, желательно, чтобы диаметр проволоки 33, используемой в первом электроде 12 газоэлектрической сварки металлическим электродом, составлял 1,4-2,4 мм.
Кроме того, когда плотность сварочного тока, подаваемого к первому электроду 12 газоэлектрической сварки металлическим электродом, составляет менее 320 А/мм2, давление дуги уменьшается, поэтому не обеспечивается достаточная глубина проплавления. Соответственно, плотность тока настраивается на 320 А/мм2 или более. Если плотность тока становится слишком высокой, давление дуги становится значительным, поэтому повышается глубина проплавления. Далее образуется расплавленный металл 23, который вытянут в направлении толщины стальной плиты 1, и увеличивается скорость затвердевания переднего конца расплавленного металла 23. По этой причине захватывается газ 24, входящий в состав расплавленного металла 23, поэтому в металле 21 сварного шва легко образуются газовые пузыри. В этом изобретении, поскольку адаптирована газоэлектрическая сварка металлическим электродом, использующая множество электродов, имеется возможность регулировать скорость затвердевания расплавленного металла 23 и течение расплавленного металла, используя подводимое тепло после второго электрода предшествующей газоэлектрической сварки металлическим электродом, и имеется возможность препятствовать образованию газовых пузырей. Однако, когда плотность сварочного тока, подаваемого к первому электроду 12 газоэлектрической сварки металлическим электродом, становится выше 700 А/мм2, давление дуги становится слишком высоким. Следовательно, даже в газоэлектрической сварке металлическим электродом, использующей множество электродов, перемещение сварочной ванны 23 становится чрезмерно большим, поэтому образуются дефекты расплавления или газовые пузыри, или валик получается неоднородным. Соответственно, желательно, чтобы плотность сварочного тока, подаваемого к первому электроду 12 газоэлектрической сварки металлическим электродом, составляла 320-700 А/мм2. Здесь плотность тока означает сварочный ток на единичную площадь сечения проволоки для сварки.
Кроме того, газоэлектрическая сварка металлическим электродом, используемая в изобретении, особым образом не ограничивается. Однако желательно использование при сварке углерода, при этом в качестве защитного газа должен использоваться CO2, имеющий высокое давление дуги и обеспечивающий глубокое проплавление. Кроме того для стабилизации дуги CO2 может быть смешан с Ar, содержание которого может составлять 60% об. Соответственно, желательно, чтобы защитный газ состоял из 100-40% об. CO2 и 0-60% об. Ar в качестве остатка.
Кроме того, проволока 33 для сварки при газоэлектрической сварке металлическим электродом особым образом не ограничивается. Согласно цели применения может использоваться сплошная проволока или проволока с флюсовым сердечником. Кроме того, количество сварочных электродов может надлежащим образом выбираться в зависимости от толщины стальной плиты или формы кромки, и, желательно, использовать два или более электродов с точки зрения производительности или качества сварки. Количество электродов не ограничивается. Однако когда количество электродов увеличивается, машина для газоэлектрической сварки металлическим электродом становится более дорогостоящей, и конфигурация сварочной машины становится более сложной. По этой причине желательно использовать четыре электрода или меньшее количество электродов.
Кроме того, когда расстояние между последним электродом предшествующей газоэлектрической сварки металлическим электродом и первым электродом последующей дуговой сварки под флюсом, использующей множество электродов, составляет менее 40 мм, не обеспечивается эффект разделения подводимого тепла в направлении толщины стальной плиты. С другой стороны, когда расстояние между электродами становится более 100 мм, возникает проблема, состоящая в том, что горячая трещина, образующаяся при газоэлектрической сварке металлическим электродом, не расплавляется, а остается в металле сварного шва. Соответственно, желательно, чтобы расстояние между последним электродом газоэлектрической сварки металлическим электродом и первым электродом дуговой сварки под флюсом составляло 40-100 мм. Кроме того, первый электрод 16 дуговой сварки под флюсом означает электрод, расположенный в самом переднем положении из множества электродов газоэлектрической сварки металлическим электродом в направлении продолжения сварки.
Кроме того, когда расстояние между первым электродом 12 газоэлектрической сварки металлическим электродом и вторым электродом 13 газоэлектрической сварки металлическим электродом становится более 30 мм, металл сварного шва, образованный первым электродом 12, не расплавляется вторым электродом 13. Следовательно, когда дефект сварного шва содержится в металле 21 сварного шва, образованном первым электродом 12, дефект сварного шва остается в металле 21 сварного шва. Соответственно, желательно, чтобы расстояние между первым электродом 12 газоэлектрической сварки металлическим электродом и вторым электродом 13 газоэлектрической сварки металлическим электродом составляло 30 мм или менее. С другой стороны, когда расстояние составляет менее 8 мм, дуге препятствует магнитное дутье, что вызывает различные дефекты сварного шва. Соответственно, более желательно, чтобы расстояние между первым электродом 12 газоэлектрической сварки металлическим электродом и вторым электродом 13 газоэлектрической сварки металлическим электродом составляло 8-30 мм.
Когда полярность первого электрода 12 газоэлектрической сварки металлическим электродом является такой же, как полярность второго электрода газоэлектрической сварки металлическим электродом, дуги 25 притягиваются друг к другу, поэтому расплавленный металл 23 поднимается и легко образует разливающуюся раковину. Поскольку первый электрод 12 газоэлектрической сварки металлическим электродом случайным образом контактирует со вторым электродом 13 газоэлектрической сварки металлическим электродом из-за колебания разливающейся раковины, дуга 25 становится неустойчивой. И наоборот, когда полярность первого электрода 12 газоэлектрической сварки металлическим электродом настроена на полярность, противоположную полярности второго электрода 13 газоэлектрической сварки металлическим электродом, дуги 25 отклоняются друг от друга, поэтому расплавленный металл 23 не образует разливающуюся раковину. Следовательно, желательно, чтобы полярность первого электрода 12 газоэлектрической сварки металлическим электродом отличалась от полярности второго электрода 13 газоэлектрической сварки металлическим электродом. Кроме того, когда первый электрод 12 газоэлектрической сварки металлическим электродом имеет обратную полярность (т.е. электрод установлен в качестве положительного электрода), и второй электрод 13 газоэлектрической сварки металлическим электродом имеет прямую полярность (т.е. электрод установлен в качестве отрицательного электрода), более желательно, чтобы глубина проплавления увеличивалась.
Кроме того, когда полярность первого электрода 12 газоэлектрической сварки металлическим электродом является такой же, как полярность второго электрода газоэлектрической сварки металлическим электродом, желательно, чтобы для первого электрода 12 газоэлектрической сварки металлическим электродом и второго электрода 13 газоэлектрической сварки металлическим электродом использовались пульсирующие источники питания, и чтобы пиковые токи (т.е. сварочные токи) своевременно отклонялись друг от друга. Причина состоит в том, что дуги, 25, притягивающиеся друг к другу, могут погаснуть.
Таким образом, когда выполняется газоэлектрическая сварка металлическим электродом, использующая множество электродов, имеется возможность последовательного затвердевания расплавленного металла от нижнего участка к верхнему участку в направлении толщины. Образование горячей трещины предотвращается выполнением дуговой сварки под флюсом до того, как расплавленный металл 23 полностью затвердеет.
При последующей дуговой сварке под флюсом, выполняемой после газоэлектрической сварки металлическим электродом, скорость сварки устанавливается равной скорости сварки газоэлектрической сварки металлическим электродом. При дуговой сварке под флюсом желательно, чтобы проплавление выполнялось до положения, где горячая трещина легко образуется на участке газоэлектрической сварки металлическим электродом. Соответственно, желательно, чтобы машина для газоэлектрической сварки металлическим электродом и машина для дуговой сварки под флюсом располагались, как показано на Фиг.5, и свариваемая заготовка 37 была погружена на тележку 38 и перемещалась на ней. Как вариант, когда заготовка не перемещается, желательно, чтобы машина для газоэлектрической сварки металлическим электродом и машина для дуговой сварки под флюсом были погружены на одну тележку 38, и сварка выполнялась во время перемещения машины комбинированного действия для дуговой сварки (не показано).
Когда плотность сварочного тока, подводимого к первому электроду 16 дуговой сварки под флюсом, использующей множество электродов, составляет менее 75 А/мм2, давление дуги является слабым и не обеспечивается большая глубина проплавления. Следовательно, отсутствует возможность получения достаточного эффекта, препятствующего образованию горячей трещины 21 газоэлектрической сварки металлическим электродом, или препятствующего образованию горячей трещины за счет повторного расплавления горячей трещины. Соответственно, желательно, чтобы плотность тока составляла 75 А/мм2 или более. Если плотность тока становится излишне высокой, проплавление становится слишком глубоким, и тепло подводится к нижней стороне, поэтому не обеспечивается эффект разделения тепла. Кроме того, давление дуги является высоким, расплавленный металл 23 за дугой 25 интенсивно протекает в обратном направлении, и сварочная ванна 23 вибрирует, поэтому захватывается шлак или остаточный материал поверхности кромки. Следовательно, флюс или шлак, попадающие в расплавленный металл 23, легко образуют дефект металла 22 сварного шва. Однако, поскольку адаптирована дуговая сварка под флюсом, использующая множество электродов, имеется возможность регулировать скорость затвердевания расплавленного металла 23, используя подводимое тепло после второго электрода 17 последующей дуговой сварки под флюсом, и, тем самым, препятствовать образованию дефекта сварного шва. Когда плотность сварочного тока, подаваемого к первому электроду 16 дуговой сварки под флюсом, становится выше 350 А/мм2, снижается эффект распределения тепла, и ухудшается ударная вязкость ЗТВ 30. Соответственно, желательно, чтобы плотность сварочного тока, подаваемого к первому электроду 16 дуговой сварки под флюсом, составляла 75-350 А/мм2. Кроме того, первый электрод 16 дуговой сварки под флюсом означает электрод, расположенный в самом переднем положении из множества электродов дуговой сварки под флюсом в направлении продолжения сварки.
Если значение I2/I1 (далее именуемое как отношение токов), рассчитанное из значения сварочного тока I1(A), подаваемого к первому электроду 16 дуговой сварки под флюсом, и значение сварочного тока I2(A), подаваемого ко второму электроду 17 дуговой сварки под флюсом, составляют менее 0,6, легко образуется дефект сварного шва, такой как шлаковое включение. С другой стороны, если соотношение токов становится больше 0,8, легко образуется дефект сварного шва, такой как подрез. Соответственно, желательно, чтобы соотношение токов составляло 0,6-0,8.
Кроме того, дуговая сварка под флюсом, используемая в изобретении, особым образом не ограничивается. Однако в качестве флюса 36 может использоваться плавленый флюс, связанный флюс и т.п. В частности, когда низкотемпературная ударная вязкость является важной, в качестве флюса 36 желательно использовать основной флюс, содержащий большое количество CaO или CaF2. Кроме того, проволока 34 для сварки особым образом не ограничивается. Согласно цели применения может использоваться сплошная проволока или проволока с флюсовым сердечником. Кроме того, количество сварочных электродов может надлежащим образом выбираться в зависимости от толщины стальной плиты или формы кромки, и желательно использовать два или более электродов с точки зрения производительности или качества сварки. Количество электродов дуговой сварки под флюсом не ограничивается. Однако, когда количество электродов увеличивается, машина для дуговой сварки под флюсом становится более дорогостоящей, и конфигурация сварочной машины становится более сложной. По этой причине, желательно, использовать четыре электрода или меньшее количество электродов.
Как описано выше, по изобретению ухудшение ударной вязкости ЗТВ 30 предотвращается за счет разделения подводимого тепла в направлении толщины стальной плиты с помощью как газоэлектрической сварки металлическим электродом, так и дуговой сварки под флюсом. Кроме того, поскольку сварка может выполняться за один проход, способ сварки имеет превосходную эффективность.
Кроме того, изобретение также имеет эффект предотвращения образования дефекта сварного шва. Соответственно, обеспечивается получение надлежащего сварного соединения.
Пример 1
Стальные плиты, имеющие компоненты, приведенные в Табл.1, были сварены в состыкованном состоянии. Форма кромок показана на Фиг.1; углы 5 и 6 разделки кромок, глубины 7 и 8 разделки кромок, площади 9 и 10 разделки кромок и длина притупленной кромки 11 приведены в Табл.4. Толщина 4 стальной плиты 1 составляла 25 мм, 33 мм и 38 мм. В трех типах стальных плит 1, имеющих различные толщины 4, предел текучести составлял 620-650 МПа, и предел прочности на растяжение составлял 710-740 МПа.
При сварке обратной стороны 2 изобретение не использовалось, но была выполнена дуговая сварка под флюсом, использующая три электрода. Условия сварки приведены в Табл.2. В качестве проволоки для сварки была использована проволока диаметром 4,0 мм наряду с проволоками приведенными в Табл.3. В качестве флюса был использован основной плавленый флюс, главным образом содержащий CaO-CaF2-SiO2-Al2O3.
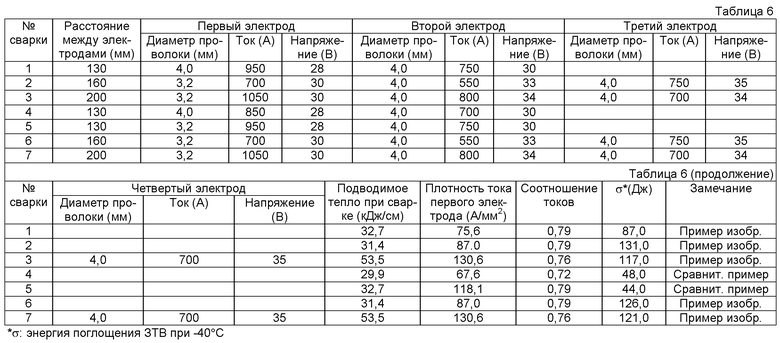
Изобретение было применено на лицевой стороне 3, и сварка выполнялась за один проход с помощью газоэлектрической сварки металлическим электродом и дуговой сварки под флюсом. Условия сварки, предшествующей газоэлектрической сварки металлическим электродом, приведены в Табл.5, и условия сварки последующей дуговой сварки под флюсом приведены в Табл.6. Кроме того, при газоэлектрической сварке металлическим электродом в качестве защитного газа использовался 100% об. CO2 при расходе 25 литров/минуту, первый электрод 12 газоэлектрической сварки металлическим электродом имел обратную полярность, и второй электрод 13 газоэлектрической сварки металлическим электродом имел прямую полярность. После завершения сварки из ЗТВ 30 с лицевой стороны 3 был взят образец 28 с V-образным надрезом для испытания на ударную вязкость по Шарпи согласно стандарту JIS Z2202 (1980), и он был подвергнут испытанию на ударную вязкость по Шарпи при - 40°C. Результат также приведен в Табл.6. На Фиг.2 показано положение взятия (2 мм от поверхности стальной плиты в направлении толщины) образца 28 для испытания на ударную вязкость по Шарпи. Кроме того, надрез 29 был выполнен в положении, где основной материал (включая сюда ЗТВ) и металл сварного шва были представлены в соотношении один к одному.
Расстояние между электродами в Табл.5 указывает зазор между первым электродом 12 предшествующей газоэлектрической сварки металлическим электродом и вторым электродом 13 газоэлектрической сварки металлическим электродом, зазор между вторым электродом 13 газоэлектрической сварки металлическим электродом и третьим электродом 14 газоэлектрической сварки металлическим электродом и зазор между третьим электродом 14 газоэлектрической сварки металлическим электродом и четвертым электродом 15 газоэлектрической сварки металлическим электродом. Расстояние между электродами в Табл.6 указывает зазор между последним электродом предшествующей газоэлектрической сварки металлическим электродом и первым электродом 16 последующей дуговой сварки под флюсом.
Кроме того, толщина 4 стальной плиты в Табл.5 соответствует Табл.4, и размер каждой кромки приводится в Табл.4. Диаметр проволоки в Табл.5 и 6 соответствует диаметру в Табл.3, и компонент каждой проволоки для сварки приводится в Табл. 3.
Образец изобретения является образцом, в котором диаметр проволоки 33 для сварки, используемой в первом электроде 12 газоэлектрической сварки металлическим электродом, и плотность тока первого электрода 12 газоэлектрической сварки металлическим электродом удовлетворяют диапазону изобретения. Как понятно из Табл.6, образец изобретения (т.е. сварка №№1-3) имеет крайне удовлетворительную ударную вязкость, когда учитывается прочность компонента стальной плиты 1.
В сварке №4 сравнительного образца, поскольку диаметр проволоки 33 для сварки, используемой в газоэлектрической сварке металлическим электродом, составлял 1,2 мм, плотность тока первого электрода 12 газоэлектрической сварки металлическим электродом была достаточной, но глубина проплавления была пониженной из снижения сварочного тока. По этой причине подводимое тепло дуговой сварки под флюсом не разделялось, и ударная вязкость ЗТВ ухудшилась. Кроме того, поскольку плотность тока первого электрода 16 дуговой сварки под флюсом была недостаточной, в металле сварного шва образовывался дефект сварного шва.
В сварке №5 сравнительного образца, поскольку плотность тока первого электрода 12 газоэлектрической сварки металлическим электродом была недостаточной, глубина проплавления была пониженной. По этой причине, даже когда дуговая сварка под флюсом выполнялась при соответствующих условиях, ударная вязкость ЗТВ ухудшалась.
В сварке №6 образца по изобретению была получена удовлетворительная ударная вязкость ЗТВ. Однако, поскольку расстояние между первым электродом 12 и вторым электродом 13 газоэлектрической сварки металлическим электродом составляло 35 мм, были обнаружены небольшие газовые пузыри.
В сварке №7 образца по изобретению была получена удовлетворительная ударная вязкость ЗТВ.
Далее, первый электрод 12 газоэлектрической сварки металлическим электродом и второй электрод 13 газоэлектрической сварки металлическим электродом имели обратные полярности, и сварка выполнялась на стальной плите 1 при тех же условиях, что и сварка №1. В этом случае дуга 25 газоэлектрической сварки металлическим электродом стала неустойчивой. По этой причине, даже когда не возникало никаких проблем при дуговой сварке под флюсом, в металле 21 сварного шва были обнаружены газовые пузыри.
Кроме того, первый электрод 12 газоэлектрической сварки металлическим электродом и второй электрод 13 газоэлектрической сварки металлическим электродом имели обратные полярности, были использованы пульсирующие источники питания, так чтобы пиковые токи первого электрода 12 газоэлектрической сварки металлическим электродом и второго электрода 13 газоэлектрической сварки металлическим электродом своевременно отклонялись друг от друга, и сварка выполнялась на стальной плите 1 при тех же условиях, что и сварка №1. В этом случае дуга 25 газоэлектрической сварки металлическим электродом была устойчивой, и в металле 21 сварного шва не возникало никаких газовых пузырей.
Пример 2
Стальные плиты, имеющие компоненты, приведенные в Табл.1, были сварены в состыкованном состоянии. Форма кромок показана на Фиг.1; углы 5 и 6 разделки кромок, глубины 7 и 8 разделки кромок, площади 9 и 10 разделки кромок и длина притупленной кромки 11 приведены в Табл.4. Толщина 4 стальной плиты 1 составляла 25 мм, 33 мм и 38 мм. В трех типах стальных плит 1, имеющих различные толщины 4, предел текучести составлял 620-650 МПа, и предел прочности на растяжение составлял 710-740 МПа.
При сварке обратной стороны 2 изобретение не использовалось, но была выполнена дуговая сварка под флюсом, использующая три электрода. Условия сварки приведены в Табл.2. В качестве проволоки для сварки была использована проволока диаметром 4,0 мм наряду с проволоками приведенными в Табл.3. В качестве флюса был использован основной плавленый флюс. Главным образом содержащий CaO-CaF2-SiO2-Al2O3.
Изобретение было применено на лицевой стороне 3, и сварка выполнялась за один проход с помощью газоэлектрической сварки металлическим электродом и дуговой сварки под флюсом. Условия сварки предшествующей газоэлектрической сварки металлическим электродом приведены в Табл.7, и условия сварки последующей дуговой сварки под флюсом приведены в Табл.8. Кроме того, при газоэлектрической сварке металлическим электродом в качестве защитного газа использовался 100% об. CO2 при расходе 25 литров/минуту, первый электрод 12 газоэлектрической сварки металлическим электродом имел обратную полярность, и второй электрод 13 газоэлектрической сварки металлическим электродом имел прямую полярность. После завершения сварки, как и в Примере 1, из ЗТВ 30 с лицевой стороны 3 был взят образец 28 для испытания, и он был подвергнут испытанию на ударную вязкость по Шарпи при -40°C. Результат также приведен в Табл.8.
Расстояние между электродами в Табл.7 указывает зазор между первым электродом 12 предшествующей газоэлектрической сварки металлическим электродом и вторым электродом 13 газоэлектрической сварки металлическим электродом, зазор между вторым электродом 13 газоэлектрической сварки металлическим электродом и третьим электродом 14 газоэлектрической сварки металлическим электродом и зазор между третьим электродом 14 газоэлектрической сварки металлическим электродом и четвертым электродом 15 газоэлектрической сварки металлическим электродом. Расстояние между электродами в Табл. 8 указывает зазор между последним электродом предшествующей газоэлектрической сварки металлическим электродом и первым электродом последующей дуговой сварки под флюсом.
Кроме того, толщина 4 стальной плиты в Табл.7 соответствует Табл.4, и размер каждой кромки приводится в Табл.4. Диаметр проволоки в Табл.7 и 8 соответствует диаметру в Табл.3, и компонент каждой проволоки для сварки приводится в Табл.3.
Образец изобретения является образцом, в котором диаметр проволоки 33 для сварки, используемой в первом электроде 12 газоэлектрической сварки металлическим электродом, и плотность тока первого электрода 12 газоэлектрической сварки металлическим электродом удовлетворяют диапазону изобретения. Как понятно из Табл.8, образец изобретения (т.е. сварка №№8-10, 13 и 14) имеет крайне удовлетворительную ударную вязкость, когда учитывается прочность компонента стальной плиты 1.
В сварке №11 сравнительного образца, поскольку диаметр проволоки 33 для сварки, используемой в газоэлектрической сварке металлическим электродом, составлял 1,2 мм, плотность тока первого электрода 12 газоэлектрической сварки металлическим электродом была достаточной, но глубина проплавления была пониженной из снижения сварочного тока. По этой причине подводимое тепло дуговой сварки под флюсом не разделялось, и ударная вязкость ЗТВ ухудшилась. Кроме того, поскольку плотность тока первого электрода 16 дуговой сварки под флюсом была недостаточной, в металле сварного шва образовывался дефект сварного шва.
В сварке №12 сравнительного образца, поскольку плотность тока первого электрода 12 газоэлектрической сварки металлическим электродом была недостаточной, глубина проплавления была пониженной. По этой причине, даже когда дуговая сварка под флюсом выполнялась при соответствующих условиях, ударная вязкость ЗТВ ухудшалась.
В сварке №13 образца по изобретению была получена удовлетворительная ударная вязкость ЗТВ. Однако, поскольку расстояние между первым электродом 12 и вторым электродом 13 газоэлектрической сварки металлическим электродом составляло 35 мм, были обнаружены небольшие газовые пузыри.
Далее, первый электрод 12 газоэлектрической сварки металлическим электродом и второй электрод 13 газоэлектрической сварки металлическим электродом имели обратные полярности, и сварка выполнялась на стальной плите 1 при тех же условиях, что и сварка №1. В этом случае дуга 25 газоэлектрической сварки металлическим электродом стала неустойчивой. По этой причине, даже когда не возникало никаких проблем при дуговой сварке под флюсом, в металле 21 сварного шва были обнаружены газовые пузыри.
Кроме того, первый электрод 12 газоэлектрической сварки металлическим электродом и второй электрод 13 газоэлектрической сварки металлическим электродом имели обратные полярности, были использованы пульсирующие источники питания, так чтобы пиковые токи первого электрода 12 газоэлектрической сварки металлическим электродом и второго электрода 13 газоэлектрической сварки металлическим электродом своевременно отклонялись друг от друга, и сварка выполнялась на стальной плите 1 при тех же условиях, что и сварка №1. В этом случае дуга 25 газоэлектрической сварки металлическим электродом была устойчивой, и в металле 21 сварного шва не возникало никаких газовых пузырей.
Промышленная применимость
Поскольку могут быть получены комбинированный способ сварки и машина комбинированного действия для дуговой сварки, которые имеют превосходную эффективность и предотвращают ухудшение ударной вязкости ЗТВ 30 во время сварки стальной плиты, имеется возможность обеспечить важное преимущество в отношении промышленной применимости.
Перечень ссылочных номеров



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ СТАЛЬНОГО МАТЕРИАЛА ПОД ФЛЮСОМ С ПРИМЕНЕНИЕМ МНОЖЕСТВА ЭЛЕКТРОДОВ | 2009 |
|
RU2486996C2 |
| СВАРОЧНАЯ ГОРЕЛКА ДЛЯ ПЕРВОГО ЭЛЕКТРОДА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ И СПОСОБ СВАРКИ С ПРИМЕНЕНИЕМ ТАКОЙ ГОРЕЛКИ | 2013 |
|
RU2597186C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ СТАЛЬНОГО ЛИСТА ПОД ФЛЮСОМ | 2009 |
|
RU2493943C2 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ | 2007 |
|
RU2393262C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ДЛЯ СТАЛЬНОЙ ПЛАСТИНЫ | 2012 |
|
RU2583971C2 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ДЛЯ СТАЛЬНОЙ ПЛАСТИНЫ | 2012 |
|
RU2592335C2 |
| СПОСОБ СВАРКИ ВСТЫК СТАЛЬНЫХ ЛИСТОВ И СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ СТАЛЬНЫХ ЛИСТОВ | 2015 |
|
RU2651548C1 |
| Способ вертикальной дуговой сварки под флюсом | 1991 |
|
SU1819199A3 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНОМ ГАЗЕ | 2006 |
|
RU2336983C2 |

Изобретение относится к способу и машине комбинированной дуговой сварки. Изобретение позволяет достигнуть предотвращение ухудшения ударной вязкости зоны термического влияния за счет поддержания плотности тока газоэлектрической сварки металлическим электродом и дуговой сварки под флюсом в пределах соответствующего диапазона во время сварки стального листа. Используют множество электродов при газоэлектрической сварке и дуговой сварке под флюсом. Для первого электрода газоэлектрической сварки металлическим электродом сварочная проволока имеет диаметр 1,4 мм и более и плотность тока первого электрода газоэлектрической сварки металлическим электродом настроена 320 А/мм2 или более. 2 н. и 12 з.п. ф-лы, 5 ил., 8 табл., 2 пр.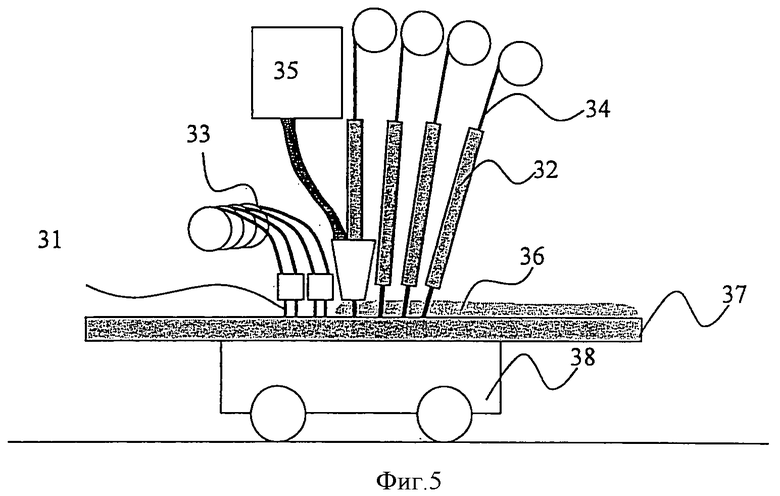
1. Способ комбинированной сварки, включающий выполнение газоэлектрической сварки металлическим электродом на участке между состыкованными стальными плитами и выполнение дуговой сварки под флюсом после газоэлектрической сварки металлическим электродом,
при этом тепло газоэлектрической сварки металлическим электродом подводят глубоко в направлении толщины стальной пластины, а тепло дуговой сварки под флюсом подводят к стороне поверхностного слоя, чтобы расплавить верхнюю часть свариваемого металла, сформированную газоэлектрической сваркой металлическим электродом, дуговой сваркой под флюсом,
причем газоэлектрическую сварку металлическим электродом выполняют с помощью двух или более электродов, в первом электроде газоэлектрической сварки металлическим электродом используют проволоку для сварки, имеющую диаметр 1,4 мм или более, и плотность тока первого электрода настраивают на 320 А/мм2 или более.
2. Способ по п.1,
в котором расстояние между последним электродом газоэлектрической сварки металлическим электродом и первым электродом дуговой сварки под флюсом составляет 40-100 мм.
3. Способ по п.1,
в котором дуговая сварка под флюсом выполняется с помощью двух или более электродов и плотность тока первого электрода дуговой сварки под флюсом составляет 75 А/мм2 или более.
4. Способ по любому из пп.1-3,
в котором расстояние между первым и вторым электродами газоэлектрической сварки металлическим электродом составляет 30 мм или менее.
5. Способ по любому из пп.1-3,
в котором первый и второй электроды газоэлектрической сварки металлическим электродом настроены на разные полярности.
6. Способ по любому из пп.1-3,
в котором источники питания первого и второго электродов газоэлектрической сварки металлическим электродом являются, соответственно, пульсирующими источниками питания и пиковые токи первого и второго электродов подаются таким образом, чтобы они своевременно отклонялись друг от друга.
7. Способ по любому из пп.1-3,
в котором отношение токов первого и второго электродов дуговой сварки под флюсом равно 0,6-0,8.
8. Машина для комбинированной дуговой сварки, содержащая машину для газоэлектрической сварки металлическим электродом, расположенную в самом переднем положении одной и той же линии сварного шва, и машину для дуговой сварки под флюсом, расположенную за машиной для газоэлектрической сварки металлическим электродом,
при этом машина для газоэлектрической сварки металлическим электродом включает в себя два или более электрода, диаметр проволоки первого электрода машины для газоэлектрической сварки металлическим электродом составляет 1,4 мм или более и плотность тока первого электрода составляет 320 А/мм2 или более.
9. Машина по п.8,
в которой расстояние между последним электродом машины для газоэлектрической сварки металлическим электродом и первым электродом машины для дуговой сварки под флюсом составляет 40-100 мм.
10. Машина по п.8,
в которой машина для дуговой сварки под флюсом включает в себя два или более электродов и плотность тока первого электрода машины для дуговой сварки под флюсом составляет 75 А/мм2 или более.
11. Машина по любому из пп.8-10,
в которой расстояние между первым и вторым электродами машины для газоэлектрической сварки металлическим электродом составляет 30 мм или менее.
12. Машина по любому из пп.8-10,
в которой первый и второй электроды машины для газоэлектрической сварки металлическим электродом имеют разные полярности.
13. Машина по любому из пп.8-10,
в которой источники питания первого и второго электродов газоэлектрической сварки металлическим электродом являются, соответственно, пульсирующими источниками питания и пиковые токи первого и второго электродов подаются таким образом, чтобы они своевременно отклонялись друг от друга.
14. Машина по любому из пп.8-10,
в которой отношение токов первого и второго электродов машины для дуговой сварки под флюсом равно 0,6-0,8.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ электродуговой многослойной сварки | 1979 |
|
SU874290A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

