Изобретение относится к области машиностроения, а именно к конструкциям металлорежущих инструментов, в частности фрез.
Известна фреза (авторское свидетельство СССР №1333478, В23С 5/10, 1986 г.) с развернутой под прямым углом волновинтовой передней поверхностью зубьев, имеющих смещение гребней и впадин волн вдоль оси фрезы и плавное сопряжение с чисто винтовыми участками у рабочего торца фрезы. С целью повышения стойкости и виброустойчивости, за счет создания более оптимальной геометрии режущей части, передние углы зубьев во впадинах волновинтовой поверхности выполнены большими передних углов на гребнях и чисто винтовых участках. Волновинтовая передняя поверхность зубьев выполнена асимметричной со смещением гребня волны в сторону рабочего торца фрезы. Чисто винтовые участки передней поверхности зубьев выполнены одинаковой длины с различным угловым шагом между собой.
Недостатком данной фрезы является то, что не все крайние точки режущей кромки зуба лежат на образующей цилиндра. Это не позволяет получать прямолинейную поверхность и лишает возможности использовать фрезу данной конструкции на получистовых и чистовых операциях.
Изобретение относится к области машиностроения, а именно к конструкциям металлорежущих инструментов, в частности фрез.
Известна фреза концевая для обработки труднообрабатываемых материалов (RU 2507038, В23С 5/10, 2014), которую выбираем за ближайший аналог, выполненная с волновинтовой передней поверхностью зубьев, расположенных со смещением выступов и впадин волн каждого последующего зуба вдоль винтовой поверхности зуба и выполненных с плавным сопряжением с винтовыми участками у рабочего торца фрезы. Зубья во впадинах, на гребнях и винтовых участках выполнены с одинаковыми передними углами из условия, что все крайние точки волновой режущей кромки каждого зуба расположены на образующей цилиндра фрезы, а режущие кромки зубьев выполнены с V-образными стружкоделительными канавками. Внутри фрезы выполнены каналы для подвода СОЖ.
Недостатком данной фрезы является то, что режущие кромки зубьев выполнены с V-образными стружкоделительными канавками, которые являются концентраторами напряжений, и на границе режущей кромки и стружкоделительной канавки возможны сколы и выкрашивания. Также криволинейная кромка имеет четко определенную геометрию и постоянные параметры периодичности волны на длине всей рабочей части, что не учитывает разные условия отжима фрезы от заготовки и ее виброактивности на разной длине рабочей кромки от рабочего торца к хвостовику.
Таким образом, задачей предлагаемого изобретения является создание концевой фрезы для обработки титановых сплавов, которая за счет оптимизированной геометрии на всей длине режущей кромки покажет высокую стойкость и производительность обработки.
Техническим результатом предлагаемого изобретения является уменьшение глубины напряженно-деформированного («наклепанного») слоя обработанной поверхности. Дополнительным техническим результатом является повышение стойкости фрезы.
Указанный технический результат достигается тем, что фреза концевая для обработки титановых сплавов, содержащая хвостовик и рабочую часть, с торцовыми зубьями и винтовыми зубьями, расположенными на образующей цилиндра, разделенными стружечными канавками и имеющими на пересечении передней и задней поверхностей волнообразные режущие кромки, отличающаяся тем, что каждая волнообразная режущая кромка выполнена с начальным винтовым участком, расположенным от вершины зуба на торце рабочей части в направлении хвостовика и определяющим величину смещения волны каждой волнообразной режущей кромки от торца рабочей части, при этом указанные волнообразные режущие кромки выполнены с увеличением периода их волн от торца рабочей части к хвостовику, а также отличающаяся тем, что торцовые и винтовые зубья соединены фаской. Данное увеличение периода волн волнообразных режущих кромок от торца рабочей части к хвостовику обусловлено тем фактом, что чем длиннее рабочая часть (более 2D), тем динамические явления, такие как виброперемещение, и отжим фрезы от обрабатываемой заготовки становятся переменными, и поэтому период волны T1 у торца рабочей части меньше периода волны Тn, расположенной ближе к хвостовику. Каждый последующий зуб относительно предыдущего контактирует с заготовкой под отличным от предыдущего углом относительно оси вращения фрезы и напряженно-деформированный («наклепанный») слой, сформированный предыдущим зубом, не взаимодействует с волнообразной режущей кромкой следующего за счет оптимизированной геометрии волнообразных режущих кромок как в нормальном сечении к ним, так и по всей их длине. Вышеперечисленные конструктивные решения позволяют существенно снизить виброактивность системы «станок-инструмент-заготовка», что напрямую влияет как на качество обработанной поверхности, так и на стойкость волнообразной режущей кромки. Существенными признаками предлагаемогоизобретения, отличительными от приведенного ближайшего аналога и обеспечивающими достижение указанного технического результата, являются: выполнение волнообразных режущих кромок с переменной геометрией по длине рабочей части фрезы, а именно каждая волнообразная режущая кромка выполнена с начальным винтовым участком h1…n, расположенным от вершины зуба на торце рабочей части в направлении хвостовика и определяющим величину смещения волны каждой волнообразной режущей кромки от торца рабочей части, при этом указанные волнообразные режущие кромки выполнены с увеличением периода их волн от торца рабочей части к хвостовику. Данная зависимость обусловлена тем фактом, что чем длиннее рабочая часть (более 2D), тем динамические явления, такие как виброперемещение, и отжим фрезы от обрабатываемой заготовки становятся переменными, и поэтому период волны T1 у торца рабочей части меньше периода волны Tn, расположенной ближе к хвостовику. Предлагаемое техническое решение было проверено в испытаниях, где проводился анализ напряженно-деформированного состояния и остаточного наклепанного слоя обработанной поверхности на предприятии ВСМПО АВИСМА г. Верхняя Салда для ряда марок титановых сплавов.
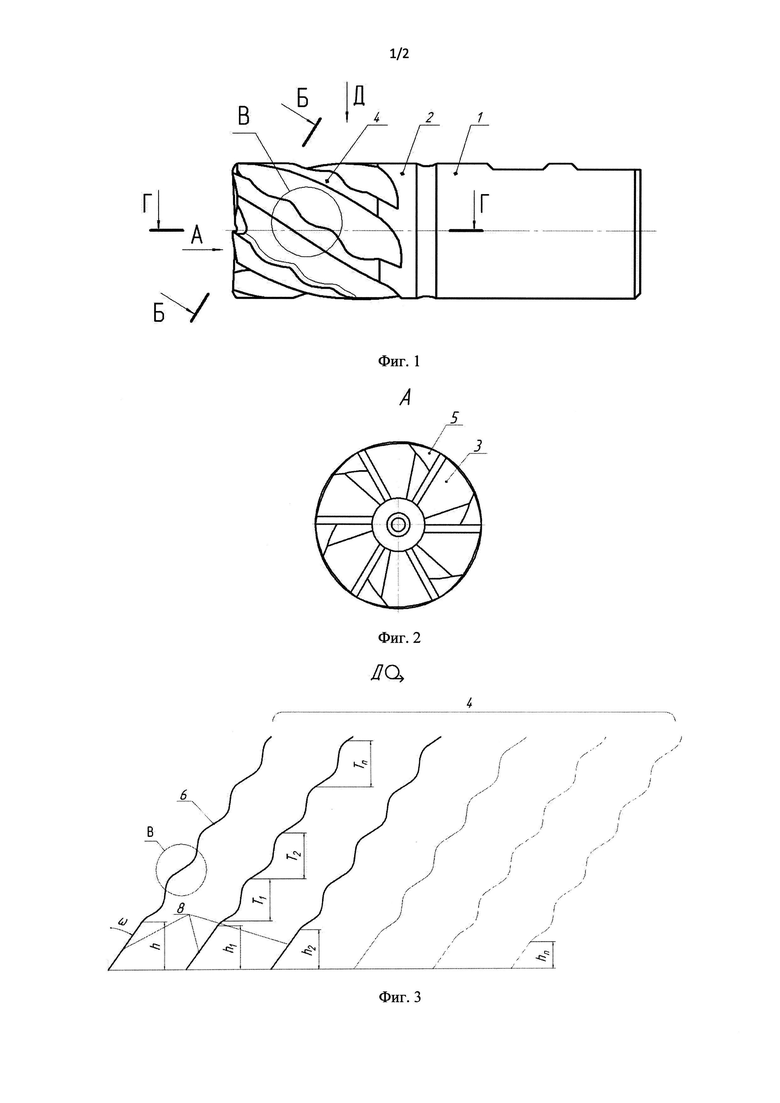
Предложенная фреза представлена на фиг. 1-6, на которых:
на фиг. 1 представлен общий вид фрезы;
на фиг. 2 представлена вид А, рабочий торец фрезы;
на фиг. 3 представлен вид Д, развертка рабочей части фрезы;
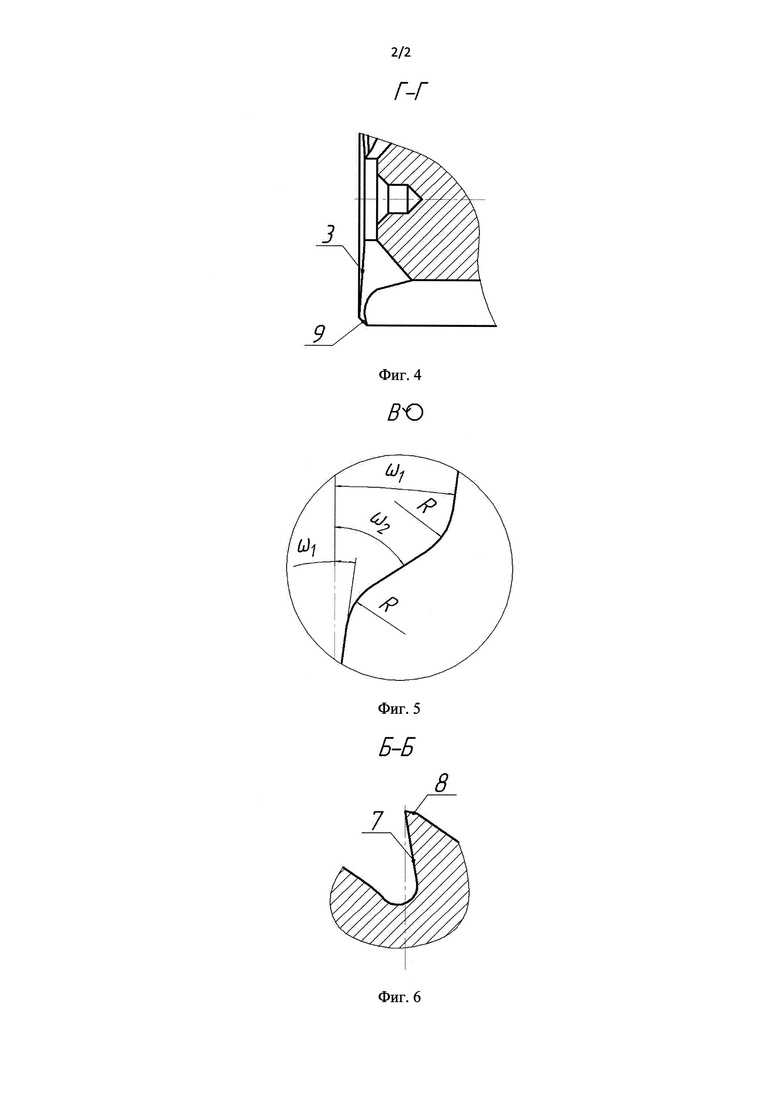
на фиг. 4 представлен разрез Г-Г;
на фиг. 5 представлен вид В, часть волнообразной режущей кромки;
на фиг. 6 представлен разрез Б-Б.
Фреза концевая для обработки титановых сплавов, имеющая хвостовик 1 и рабочую часть 2, с торцовыми зубьями 3 и винтовыми зубьями 4, расположенными на образующей цилиндра, разделенными стружечными канавками 5 и имеющими на пересечении передней 7 и задней 8 поверхностей волнообразные режущие кромки 6, отличающаяся тем, что каждая волнообразная режущая кромка 6 выполнена с начальным винтовым участком, расположенным от вершины зуба на торце рабочей части 2 в направлении хвостовика 1 и определяющим величину смещения волны каждой волнообразной режущей кромки от торца рабочей части 2, при этом указанные волнообразные режущие кромки 6 выполнены с увеличением периода их волн от торца рабочей части 2 к хвостовику 1, а также отличающаяся тем, что торцовые и винтовые зубья соединены фаской. При этом каждая волнообразная режущая кромка 6, состоящая из чередующихся участков с переменными углами наклона, обозначенными на фиг. 6 буквами ω, ω1, ω2, и соединенные радиусами, имеет переменные периоды волн, обозначенные на фиг. 3 буквами Т1, Т2, Tn, и начальный винтовой участок 8, длина которого на фиг. 3 обозначена буквами h, h1, h2, hn, откладываемая от вершины зуба, расположенного на торце рабочей части 2 фрезы в направлении к хвостовику 1. Предлагаемое техническое решение было проверено в испытаниях, где проводился анализ напряженно-деформированного состояния и остаточного наклепанного слоя обработанной поверхности. При этом торцовые 3 и винтовые зубья 4 фрезы соединены фаской 9, которая служит защитным элементом, упрочняющим вершину на месте перехода торцовых зубьев 3 в винтовые зубья 4. Опыт испытаний фрез концевых для обработки титановых сплавов показал, что место перехода торцовых зубьев 3 в винтовые зубья 4 предпочтительнее соединять фаской 9, что значительно повышает стойкость вершины зуба фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| РОТАЦИОННАЯ БОРФРЕЗА, СОДЕРЖАЩАЯ ТВЕРДЫЙ СПЛАВ | 2008 |
|
RU2470742C2 |
| КОНЦЕВАЯ ФРЕЗА | 2009 |
|
RU2392095C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| Фреза | 1986 |
|
SU1333478A1 |
| КОНЦЕВАЯ ФРЕЗА С НЕСИММЕТРИЧНЫМ РАСПОЛОЖЕНИЕМ УГЛОВ ОТКЛОНЕНИЯ ДЛЯ ОБРАБОТКИ ТИТАНА | 2014 |
|
RU2650019C2 |
| СМЕННАЯ ПЛАСТИНА ДЛЯ КОНЦЕВОЙ ФРЕЗЫ С ПОЛУСФЕРИЧЕСКОЙ ГОЛОВКОЙ | 1996 |
|
RU2127653C1 |
| Концевая фреза | 1991 |
|
SU1808521A1 |
| Фреза для электродного графита и её использование в качестве торцевой фрезы для обработки оксидной керамики | 2017 |
|
RU2743504C2 |
Изобретение относится к машиностроению и может быть использовано при обработке титановых сплавов концевыми фрезами. Фреза содержит хвостовик и рабочую часть с торцовыми зубьями и винтовыми зубьями, расположенными на образующей цилиндра, разделенными стружечными канавками и имеющими на пересечении передней и задней поверхностей волнообразные режущие кромки. Каждая волнообразная режущая кромка выполнена с начальным винтовым участком, расположенным от вершины зуба на торце рабочей части в направлении хвостовика и определяющим величину смещения волны каждой волнообразной кромки от торца рабочей части. Волнообразные режущие кромки выполнены с увеличением периода их волн от торца рабочей части к хвостовику. Уменьшается глубина напряженно-деформированного слоя обработанной поверхности, увеличивается стойкость и производительность обработки. 1 з.п. ф-лы, 6 ил.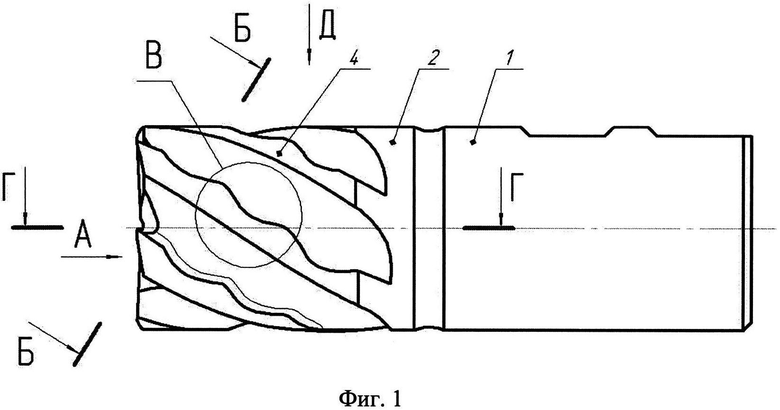
1. Фреза концевая для обработки титановых сплавов, содержащая хвостовик и рабочую часть с торцовыми зубьями и винтовыми зубьями, расположенными на образующей цилиндра, разделенными стружечными канавками и имеющими на пересечении передней и задней поверхностей волнообразные режущие кромки, отличающаяся тем, что каждая волнообразная режущая кромка выполнена с начальным винтовым участком, расположенным от вершины зуба на торце рабочей части в направлении хвостовика и определяющим величину смещения волны каждой волнообразной кромки от торца рабочей части, при этом указанные волнообразные режущие кромки выполнены с увеличением периода их волн от торца рабочей части к хвостовику.
2. Фреза по п. 1, отличающаяся тем, что торцовые и винтовые зубья соединены с фаской.
| РАЗЖИМНОЕ УСТРОЙСТВО | 0 |
|
SU257038A1 |
| Фреза | 1986 |
|
SU1333478A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| SU 1757792 A1, 30.08.1992 | |||
| JP 2011067928 A, 07.04.2011. | |||

