Область техники
Настоящее изобретение относится к конструкции статоров, предназначенной для использования в электродвигателях. В частности, оно относится к конструкции статора, к двигателю, включающему в себя статор, и к способу изготовления статора.
Предшествующий уровень техники
В электродвигателях часто используются статоры с обмоткой что, в частности, справедливо для двигателей переменного тока (как для асинхронных, так и для синхронных), а также к бесщеточным двигателям постоянного тока. Обмотка этих статоров может быть весьма трудоемкой (и дорогостоящей), когда диаметр двигателя мал по сравнению с его длиной. Такие длинные, тонкие двигатели обычно используются в электрических погружных насосах (ESP, ЭПН) такого типа, которые используются в нефтедобывающей промышленности для обеспечения искусственного подъема в скважинах, которые не имеют достаточного давления, для подачи нефти на поверхность.
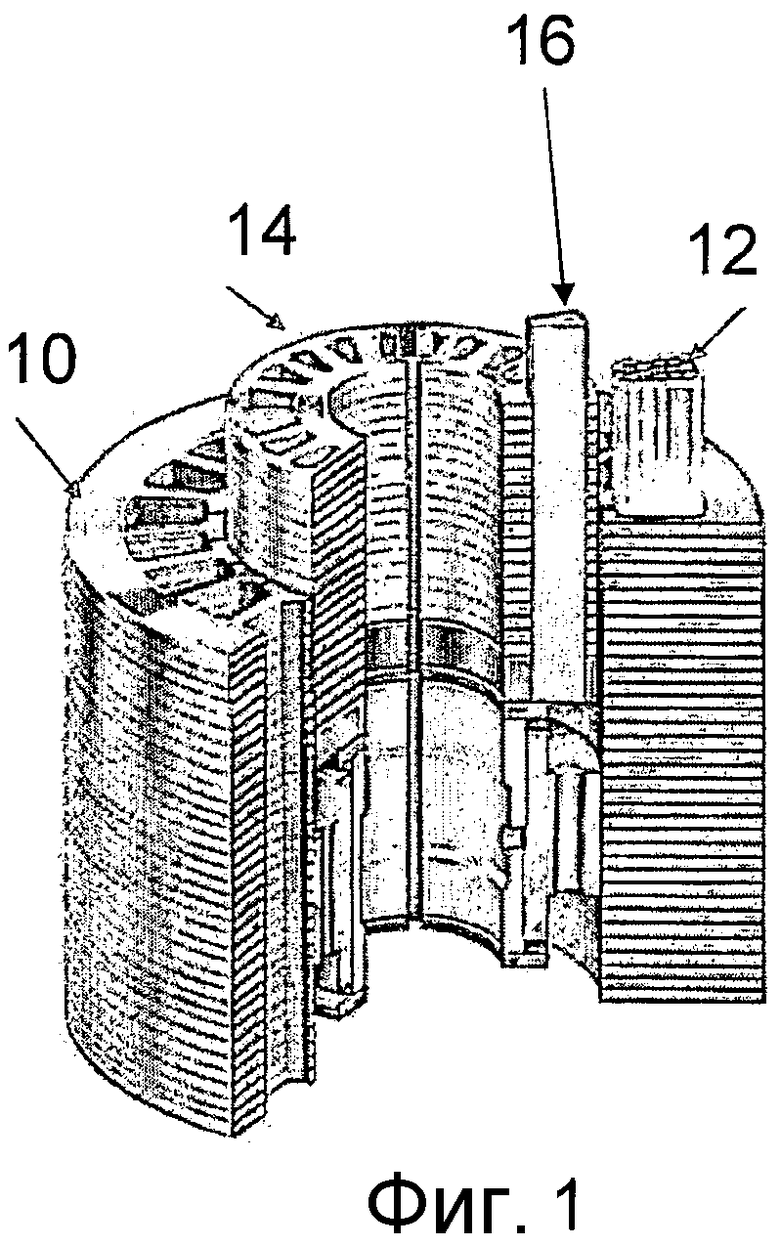
Статоры обычно изготавливают из многослойного пакета из тонких металлических пластин для ограничения напряженности (и соответствующих потерь) от вихревых токов. Толщина этих пластин обычно находится в диапазоне от 1 миллиметра (или меньше). Поэтому, может потребоваться 10000 пластин для построения длинных двигателей ESP, и эти пластины должны быть соответствующим образом выровнены так, чтобы каналы для проводников были правильно определены. На фиг. 1 показана конструкция двигателя, содержащая статор 10, сформированный из многослойного пакета таких пластин с отверстиями, определяющими каналы для проводников, в которых предусмотрены обмотки 12. Ротор 14 расположен в центральной полости.
Намотка статоров таких длинных двигателей является трудоемкой, и провода прокладывают в длинных узких пазах, сформированных в многослойном пакете из металлических пластин многослойного статора. Провод обычно пропускают через пазы путем протягивания его с помощью длинной иглы; этот процесс выполняется медленно и утомительно. Заполнение пазов проводами также часто ограничено, что снижает оптимальное использование блока двигателя для высокого магнитного потока и при оптимальной передаче тепла.
При использовании таких длинных статоров крутящий момент реакции от статора часто передается на тело двигателя посредством трения. Составляющие слои пластины предварительно прессуют вдоль оси с высокой нагрузкой. Такая нагрузка поддерживается большими стопорными кольцами, которые вставляют в продолжающуюся вдоль окружности канавку в корпусе.
Эту технологию конструкции таких статоров можно найти в самых разных двигателях, таких как трехфазные двигатели переменного тока, или в определенных (бесщеточных) двигателях постоянного тока.
Краткое изложение существа изобретения
В данном изобретении предусмотрена конструкция статора, которая позволяет выполнить укладку провода в паз статора вместо протягивания его от конца к концу, как при обычном подходе. Для этого статор "разделен" на 2 или больше сегментов. Обмотку каждого сегмента статора выполняют путем укладки проводов в канавку статора между полюсами. В конечном итоге выполняют сборку статора из сегментов и затем устанавливают в корпус двигателя. Крутящий момент реакции может быть передан от статора на корпус двигателя, благодаря специфичным конструкциям, относящимся к такой конструкции статора. Основное преимущество настоящего изобретения состоит в упрощении обмотки статора, что приводит к улучшенной надежности и снижению затрат при обеспечении более высокой надежности намотки.
Согласно первому аспекту данного изобретения предложен статор для электродвигателя, содержащий:
удлиненное трубчатое тело, определяющее центральную полость, в которой может быть расположен ротор, причем тело, определяет последовательность осевых пазов, проходящих параллельно оси тела; и
последовательность электрических проводников, проходящих вдоль каналов для формирования электрических обмоток;
при этом тело сформировано, по меньшей мере, из двух частично округлых сегментов, по существу, одинаковой длины, причем сегменты совместно определяют центральную полость.
Сегменты, предпочтительно, соединяют для формирования тела таким образом, чтобы свести к минимуму магнитные потери в местах контакта между сегментами. Поверхности контакта сегментов могут быть геометрически скорректированы перед сборкой для сведения к минимуму магнитных потерь.
Тело, предпочтительно, формируют из многослойного пакета пластин. По меньшей мере, один канал может быть определен на внешней поверхности каждого сегмента для приема стягивающего стержня, который может удерживать многослойный пакет в сжатом состоянии. На стягивающем стержне может быть предусмотрена гайка, для сжатия многослойного пакета, когда стержень находится в канале. В качестве альтернативы, один или больше клиньев предусмотрены для сжатия многослойного пакета, когда стержень находится в канале.
Стягивающие стержни обычно выполнены с возможностью поддерживать осевое совмещение пластин в каждом многослойном пакете.
По меньшей мере, одна прокладка, предпочтительно, предусмотрена в многослойном пакете каждого сегмента, причем осевое положение прокладки является одинаковым в каждом сегменте. Тангенциальный установочный штифт может быть предусмотрен для размещения прокладки на месте.
Стягивающий стержень обычно действует для передачи крутящего момента от пластин на прокладку. Это может быть достигнуто, благодаря трению между пластинами и/или деформацией стержней.
В прокладках предпочтительно предусмотрены формирования в виде взаимно соединяющегося штифта и канавки осевого паза на поверхностях контакта.
Система соединения, обеспечивающая соединение соседних прокладок, может быть предусмотрена, как продолжающаяся вдоль окружности лента.
Прокладки, предпочтительно, изготовлены из материала, который ограничивает вихревые токи. Такие материалы обычно представляют собой электроизолирующие материалы, например, пластик или керамика. В одном варианте осуществления прокладки изготовлены в виде слоев из материала с низкой магнитной проницаемостью, которые могут быть склеены вместе.
В одной удобной компоновке прокладки выполнены с возможностью удержания радиального подшипника ротора.
Пластины многослойного пакета могут быть склеены вместе для формирования многослойного пакета. Они также могут быть неплоскими, определяя взаимно соединяющие образования, которые действуют для передачи крутящего момента между пластинами.
В другом варианте осуществления каждый сегмент содержит, по меньшей мере, одно U-образное образование, определяющее один паз. Образование может быть сформировано из многослойного пакета из U-образных пластин. В одном предпочтительном варианте осуществления каждый сегмент содержит множество образований, соединенных вместе.
Согласно второму аспекту изобретения предложен электродвигатель, содержащий статор в соответствии с первым аспектом изобретения, корпус двигателя, в котором расположен статор, и ротор, установленный внутри центральной полости статора.
Радиальные штифты, заклепки или ключи могут быть установлены между корпусом и ротором для передачи крутящего момента реакции во время работы. Штифты, заклепки или ключи могут соединяться с прокладками, формирующими часть конструкции статора.
В одном предпочтительном варианте осуществления статор содержит один или больше осевых ключей, которые зацепляются в соответствующих канавках с внутренним диаметром корпуса для передачи крутящего момента реакции. Ключи могут быть предусмотрены в местах пересечения между сегментами статора.
Стопорные кольца могут быть установлены в конце статора, для сжатия сегментов вместе.
Согласно третьему аспекту изобретения предложен способ изготовления статора в соответствии с первым аспектом изобретения, содержащий этап, на котором: устанавливают проводники, формирующие обмотки в каждом сегменте статора, перед соединением сегментов вместе для формирования тела.
Пазы обычно открываются в направлении полости, обмотку выполняют путем проталкивания проводов в пазы.
В одном варианте осуществления, по существу, полную обмотку в одном из пазов предварительно формуют перед установкой в паз.
Сегменты статора, предпочтительно, соединяют вместе с помощью проходящей вдоль окружности ленты, намотку которой выполняют через заданное осевое расстояние.
Один предпочтительный вариант осуществления содержит этапы, на которых формируют каждый сегмент из многослойного пакета пластин на оправке, устанавливают обмотки в пазы этого сегмента, обеспечивая опорную структуру для многослойной структуры, извлекают ее из оправки и соединяют сегменты вместе для формирования статора.
Другие аспекты изобретения будут понятны из следующего описания.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием предпочтительных вариантов воплощения со ссылками на сопроводительные чертежи, на которых:
фиг. 1 изображает конструкцию двигателя известного уровня техники;
фиг. 2 изображает статор из трех сегментов в соответствии с вариантом осуществления изобретения;
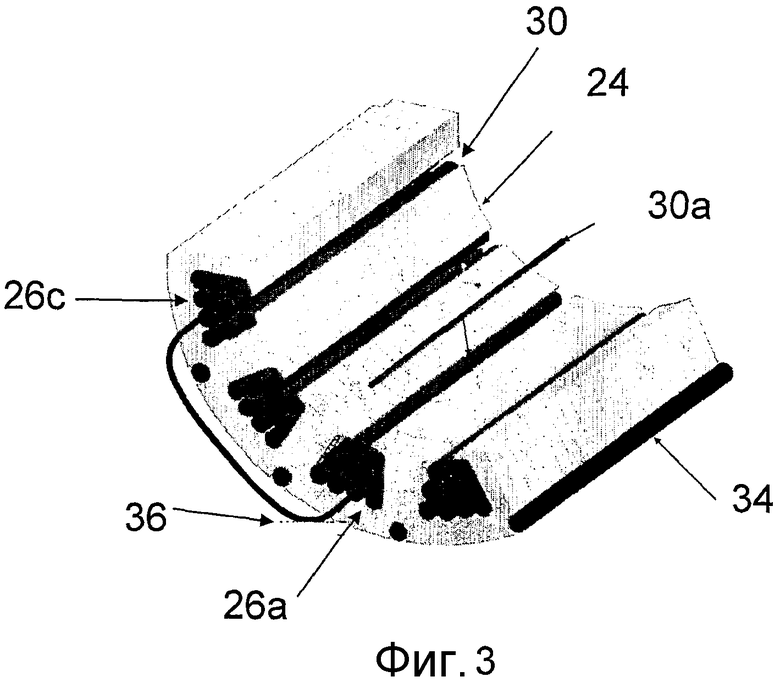
фиг. 3 изображает один из сегментов с фиг. 2;
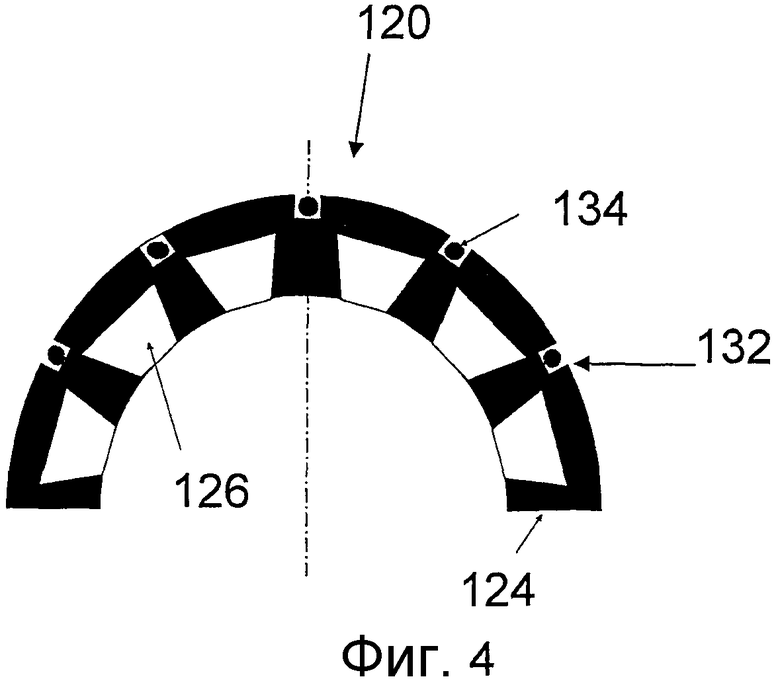
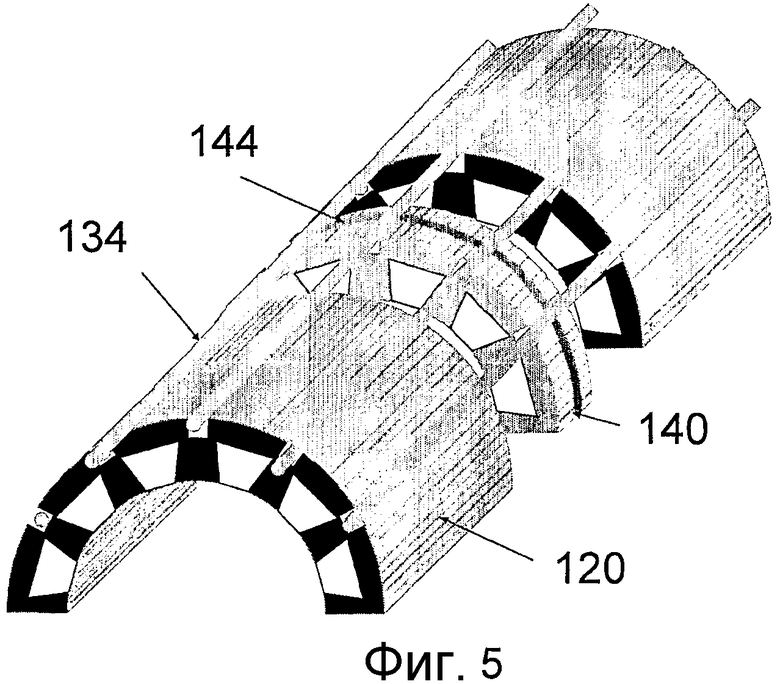
фиг. 4, 5 и 6 изображают вид с торца, общий вид и вид сбоку при разделении на 180° сегментов статора в соответствии с другим вариантом осуществления изобретения; и
фиг. 7-9 подробно изображают другие варианты осуществления изобретения.
Описание предпочтительных вариантов воплощения изобретения
В соответствии с настоящим изобретением, статор электродвигателя "разделен" вдоль оси на несколько сегментов (обычно на два, хотя возможно и большее их количество). Каждый сегмент намотан индивидуально путем пропускания провода между полюсами статора. После намотки каждого сегмента статора сегменты затем группируют для формирования нормального цилиндрического статора, и сгруппированный статор может затем быть установлен в корпус двигателя для правильной поддержки и передачи крутящего момента реакции.
Данное изобретение, в основном, относится к конструкции статоров для бесщеточных двигателей постоянного тока с одной обмоткой на зубец. Однако, его можно использовать в любом двигателе с внешним статором с обмоткой. Изобретение упрощает конструкцию статора, а также повышает надежность. Оно также позволяет использовать более тонкие корпуса двигателя.
На фиг. 2 показан статор из трех сегментов и на фиг. 3 показан один из сегментов в соответствии с изобретением. Статор 20 содержит три, по существу, идентичных сегмента 22a, 22b, 22c, сформированных из многослойных пакетов пластин 24. Пластины определяют пазы 26 между полюсами 28. Провода 30 обмотки располагают в пазах 26. Каналы 32 предусмотрены на внешней поверхности сегментов, в которых расположены закрепляющие или стягивающие стержни 34.
После того, как пластины 24 будут сформированы как сегмент, новые провода 30a могут быть размещены в пазах со стороны полости статора, например, путем намотки вокруг концов 36 статора между разными пазами 26a, 26c.
В одном варианте осуществления данного изобретения разделенный статор выполняют, начиная с обычного многослойного статора, который затем разделяют на два или три сегмента. Пластины сегментов пакетируют для составления сегмента разделенного статора. Затем провода укладывают в канавки/пазы между полюсами и получают соответствующую обмотку статора, как описано выше.
Укладка провода в пазы разделенного статора осуществляется относительно просто; провод может быть уложен (вдавлен) в канавку между полюсами 28 двигателя, что, очевидно, намного проще, чем протягивание проводов через всю длину канала от одного конца к другому, как в предшествующем уровне техники. Это, в свою очередь, обеспечивает более быструю и в большей степени воспроизводимую процедуру обмотки. С разделенным статором установка проводов также может быть автоматизирована.
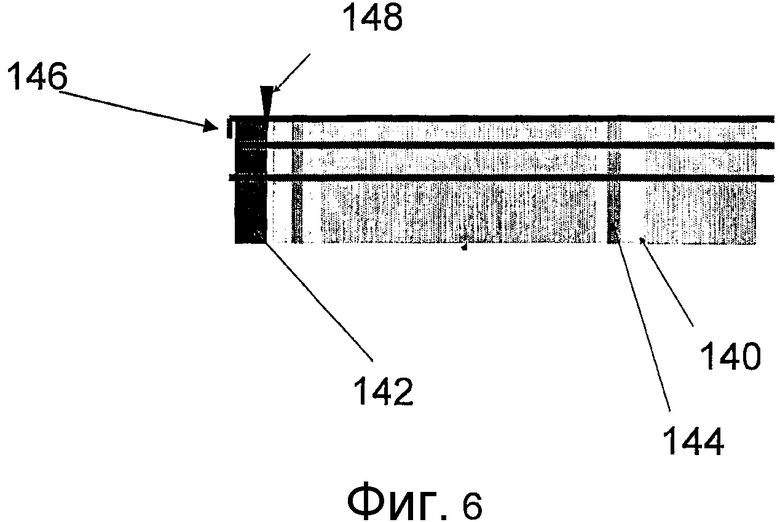
Следующая часть описания фокусируется на разделенном статоре из двух частей, как показано на фиг. 4, 5 и 6, на которых показаны вид с торца, общий вид и вид сбоку при разделении на 180° со стороны сегментов статора.
В разделенном статоре закрепляющие (стягивающие) стержни 134 установлены в пазы 132 на периферии пластины 124. Такие закрепляющие стержни 134 позволяют сжать вместе пластины 124 для обеспечения механической целостности сегмента 120 разделенного статора. При разделении на 180 градусов получаемая в результате сила, производимая набором закрепляющих стержней направлена внутрь структуры разделенного сегмента. Это обеспечивает то, что пластины остаются плоскими после сжатия. Пластины обычно не полностью плоские после подготовки, поэтому без определенной обработки существует риск того, что сегмент разделенного статора может изогнуться в плоскости его основной оси.
В предложенной конструкции (получаемая в результате сила направлена внутрь поверхности разделенных пластин) становится возможным удерживать разделенный статор в прямом состоянии. Кроме того, силу, действующую на стягивающий стержень, можно регулировать так, что получаемая в результате сила прикладывается точно в центре инерции поверхности разделенной пластины.
Если стягивающие стержни не установлены на внешней оконечности разделенного сегмента, возникает риск того, что углы разделенных сегментов статора не будут точно находиться в соответствующей плоскости с остальной разделенной пластиной. Такая потенциальная проблема может быть исключена благодаря использованию жестких прокладок 140 и блоков 142 распределения напряжения.
В разделенном статоре прокладки также могут быть установлены через фиксированные, заданные расстояния. Такие прокладки выполняют несколько ролей:
поддержку для подшипников ротора двигателя (не показан);
предоставляют плоскую опорную поверхность, для обеспечения того, что пакетированные разделенные пластины будут оставаться плоскими (в частности, то, что касается пластин, составляющих многослойную конструкцию);
правильное азимутальное расположение натяжных стержней;
использование штифтов и ключей, для обеспечения правильного выравнивания разделенных сегментов статора для формирования полного статора;
поддержка проходящей вдоль окружности ленты для удержания сегментов статора вместе для одного статора; и
механизм передачи для крутящего момента реакции статора на корпус двигателя.
Эти прокладки 140 и 142 должны быть изготовлены из материала, который ограничивает появление вихревых токов. Такие токи генерируются в результате изменения тока в обмотке статора. Они также могут генерироваться и в результате вращения магнита ротора (если ротор намагничен в его осевом положении). Один подход состоит в формировании прокладок из неэлектропроводных материалов, таких как пластик или керамика. Другой подход состоит в формировании прокладок из ламинированных стальных пластин, которые склеены вместе для формирования блока прокладки. Если ротор не намагничен в этих осевых положениях, ламинирование прокладки должно быть немагнитным для дополнительного ограничения возникновения вихревых токов.
Разделенные пластины обычно пакетируют длиной один метр. Прокладки затем могут быть введены между последовательными пакетами пластин для получения конечной длины статора. Такая конструкция позволяет получать длинные секции статора (до 10 метров или больше). Натяжные стержни устанавливают в канавки/каналы, продолжающиеся вдоль периферии пакетов (пластины и прокладки), установленных с натяжением, для обеспечения сжатия пластин.
Стягивающие стержни 134 могут быть установлены с натяжением, с использованием различных механизмов. На них могут быть предусмотрены резьбовые участки на их концах, на которых могут быть навинчены гайки для обеспечения натяжения. Однако, в случае, когда стягивающие стержни находятся на периферии сегмента статора, установке гаек обычно мешает корпус. Поэтому, стягивающие стержни могут быть немного изогнуты (или сформированы кривыми) на конечных участках 146, с использованием блока 142 распределения напряжений, который обеспечивает правильную установку гаек на достаточном расстоянии от периферии.
Другой способ создания напряжения в стягивающих стержнях состоит в оборудовании стягивающих стержней крюком на одном конце и гайкой на другом конце. С использованием такого способа соседние натяжные стержни могут быть установлены в пазы с гайкой, и при этом крюки обращены к противоположным концам. Это ограничивает паразитный эффект изогнутой оконечности.
В другом варианте осуществления натяжные стержни оборудованы крюком на обоих концах и установлены с натяжением, благодаря принудительной вставке клина 148 между блоком распределения напряжений и первой прокладкой. Благодаря проталкиванию клина 148 радиально глубже к центру, стягивающие стержни могут быть затем установлены с требуемым натяжением. Когда требуемое натяжение будет достигнуто, часть клина, расположенная снаружи общей поверхности статора, может быть удалена (например, путем шлифования).
Для типичного статора ESP стягивающие стержни могут создавать усилие в несколько тонн, прикладываемое к пластинам. Это обеспечивает то, что большая сила трения может быть приложена между пластинами многослойной структуры. Крутящий момент реакции, создаваемый во время работы двигателя, может быть передан от ламинированной пластины к соседним пластинам, благодаря такому трению. На границе перехода между ламинированной пластиной и прокладкой, крутящий момент, создаваемый в многослойном пакете между прокладками, должен быть передан на прокладку. Этот процесс требует соответствующей величины осевой силы стягивания для создания достаточной величины трения. Стягивающие стержни устанавливаются с изгибом в тангенциальном направлении под действием крутящего момента реакции пластины. Эта деформация должна быть ограничена для исключения деформации осевой структуры канавки для проводов. В месте пересечения между стягивающими стержнями и прокладкой стягивающие стержни устанавливают со сдвигом (как реакция на изгиб). Используя соответствующие поперечные сечения стягивающего стержня, эти два механизма (трение между пластинами и сдвиг стягивающего стержня) обеспечивают соответствующую передачу крутящего момента на прокладки, во время работы двигателя.
Пластины многослойной структуры могут быть склеены вместе, для формирования жесткого многослойного пакета. Клей обеспечивает передачу крутящего момента от одного слоя к следующему. Это позволяет уменьшить использование стягивающих стержней.
Пластины могут быть не полностью плоскими, таким образом, что "зубцы" в виде геометрических элементов на одной пластине сцепляются с такими же элементами на следующей пластине, так, что пластины не могут поворачиваться относительно друг друга. Это также позволяет передавать крутящий момент реакции от одной пластины к следующей.
После того, как сегмент статора будет построен по всей его длине, включая в себя прокладки, стягивающие стержни и прокладки распределения напряжения, при приложении силы к стягивающим стержням, обмотка может быть затем легко сформирована путем укладки проводов в пазы статора. После окончания намотки паз с проводами может быть заполнен соответствующим материалом для оптимальной передачи тепла и передачи силы на статор, а также для ограничений вибрации провода во время работы двигателя (что может повысить срок службы статора).
В обмотках некоторых типов (таких как одна обмотка на зубец) провод может быть вначале предварительно сформован в виде прямоугольной обмотки, которая может быть установлена на статор вокруг одного полюса статора. Такие заранее сформированные обмотки могут быть покрыты соответствующим составом, для поддержания свойств провода на месте в пазах.
Сегменты могут быть установлены на оправку для намотки. Для съема сегментов с оправки, при конечной сборке, где их объединяют для формирования статора, может быть полезным обеспечить временную поддержку в дополнение ко всем стягивающим стержням. В качестве альтернативы, стягивающие стержни сами по себе могут быть достаточными для поддержания структуры сегмента.
Когда сегменты статора готовы, они могут быть соединены вместе для формирования цилиндрического статора. В случае статора, разделенного на две половины, правильное совмещение обеспечивается путем установки тангенциальных установочных штифтов, установленных в прокладки статора. Однако, осевое смещение отверстий для установочных штифтов может не быть эквидистантным для двух половин, поскольку сжатие пластин может не быть идеальным, и некоторые пластины могут иметь планарные дефекты. Для решения этой проблемы установочный штифт используют только в одном пакете прокладок, в одном осевом положении. Для других прокладок установочный штифт заменяют ключом, параллельным оси двигателя. Такие ключи устанавливают в соответствующие канавки для ключей в корпусе двигателя, которые также расположены параллельно оси двигателя и выполнены более длинными, чем ключи. При такой компоновке две половины статора выравнивают радиально с помощью двух ключей, допуская некоторое несоответствие по длине для разделенных сегментов статора.
Когда сегменты статора правильно выровнены и формируют статор, их соединяют друг с другом с помощью проходящих вдоль окружности лент. Такие продолжающиеся вдоль окружности ленты укладывают обычно в сформированные вдоль внешней окружности канавки прокладки статора.
В такой форме статор полностью собран с правильно расположенной обмоткой. Он формирует полную, жесткую структуру, которой можно манипулировать для последующих производственных операций.
Собранный статор затем может быть установлен в корпус. В соответствующем месте может быть установлен механизм для передачи крутящего момента реакции от статора на корпус. Возможны другие механизмы. Стопорные кольца могут быть установлены в продолжающуюся вдоль окружности канавку корпуса статора. В таком процессе требуется осевое сжатие между статором и стопорным кольцом для обеспечения достаточного осевого трения, что обеспечивает возможность передачи крутящего момента. В такой системе стягивающие стержни должны принимать основную нагрузку, для обеспечения достаточной осевой нагрузки на стопорные кольца. Кольцевые прокладки обычно необходимы между торцом статора и стопорными кольцами. Если стягивающие стержни первоначально не слишком сильно нагружены, в них остается достаточно резерва для упругой деформации, что обеспечивает возможность компенсации длины для согласования вариаций длины сегментов.
Другой подход состоит в фиксации прокладки, которая предотвращает ее вращение относительно корпуса, путем использования радиального элемента, пропущенного через корпус. Один из таких подходов состоит в радиальном высверливании через корпус и прокладку и установки фиксирующих штифтов. Такие штифты могут быть установлены с запрессовкой в корпус для обеспечения их удержания и герметизации на месте. Также может быть предпочтительным приваривать штифты к корпусу после установки. При правильном размере штифта требуется только несколько штифтов для каждой прокладки. Вместо штифтов можно использовать заклепки.
Использование штифтов или заклепок обеспечивает возможность исключения канавки для стопорного кольца, что в свою очередь обеспечивает возможность использования более тонкого корпуса.
Другое решение передачи крутящего момента реакции на корпус состоит в использовании ключа между статором и корпусом. Ключ может проходить по всей длине статора или только через прокладку. Для упрощения конструкции ключ может быть установлен на границе перехода между сегментами статора. Такой способ построения статора можно использовать для двигателя с исключительными рабочими характеристиками, если присутствует минимальный магнитный поток в зазоре, для соединения разделенных сегментов статора. То же хорошо применимо для двигателя постоянного тока с одной обмоткой на зубец. Для двигателей других типов происходит обмен магнитного потока на каждой радиальной поверхности границы раздела, и в этом случае жизненно необходимо обеспечить хорошее металлическое соединение одного сегмента статора с другим. В этом случае, радиальная контактная поверхность может быть геометрически скорректирована путем машинной обработки перед соединением сегментов.
Другой подход для минимизации эффекта радиального воздушного зазора между сегментами статора состоит в ступенчатом расположении пластин. На радиальной границе перехода пластины заканчиваются поочередно на двух разных азимутах. При пакетировании сегментов статора, пластины каждого сегмента статора должны быть взаимно соединены друг с другом. Это повышает площадь наложения, уменьшая напряженность магнитного потока в воздушном зазоре.
В альтернативном способе конструирования разделенного статора, пластины выполнены из N сегментов (в частности, 2-х полукругов) с фиксирующим элементом, который обеспечивает совпадение центральной оси после сборки, и пазы магнитной обмотки в пластинах открыты внутрь статора.
N сегментов пластин (в случае необходимости, полукруглых) загружают в сборочный фиксатор в виде пакетов равной длины и сжимают. Фиксатор предназначен для ограничения взаимодействия с внутренним диаметром пластины; в одной конструкции сборочный фиксатор имеет общую форму в виде желоба, который позволяет выполнять пакетирование пластин перпендикулярно основной оси желоба. На одном торце ступень с диаметром желоба обеспечивает принудительную фиксацию пакета в желобе; на другом конце сегмент поршня (соответствует внутреннему диаметру желоба) обеспечивает возможность сжатия пакета пластин. Сборочный фиксатор сконфигурирован таким образом, что когда он закрыт, N сегментов статора (опционально, 2 половины статора) сведены вместе для формирования полной сборки статора; также внутреннее отверстие статора оказывает минимальную помеху по объему для сборочного фиксатора. Обмотка статора устанавливается в разделенные сегменты многослойного статора (опционально, половины статора) через открытые пазы. Когда обмотки будут закончены для N сегментов статора, устанавливают круглую оправку в один из сегментов статора (опционально, половины статора). Оправка сконфигурирована с удерживающими кольцами, таким образом, что сжатие пакета пластин может поддерживаться, когда сборочные фиксаторы удаляют из статора. Сборочные фиксаторы закрывают, и усилие сжатия высвобождают таким образом, что собранные пластины удерживаются в сжатом состоянии между удерживающими кольцами на оправке.
Сборка пластин статора на оправке затем может быть вытолкнута сборочным фиксатором в корпус двигателя. Сборка пластин может удерживаться внутри корпуса двигателя между стопорными кольцами, установленными в канавки внутри отверстия корпуса статора, как описано выше. Пластины дополнительно сжимаются между стопорными кольцами таким образом, что удерживающие кольца на оправке могут быть удалены, и оправку выталкивают из отверстия статора, оставляя собранный статор внутри корпуса двигателя, удерживаемым в сжатом состоянии между стопорными кольцами.
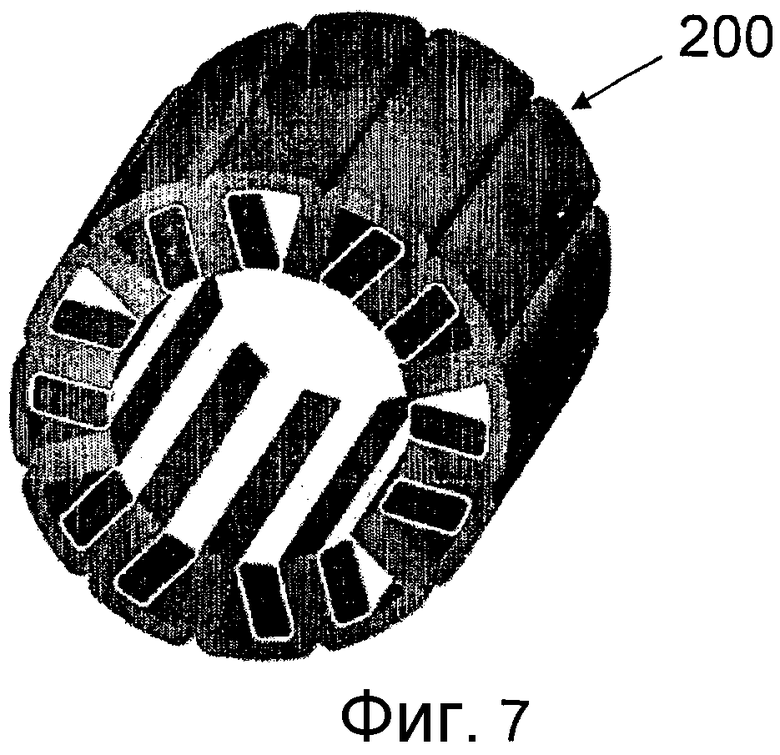
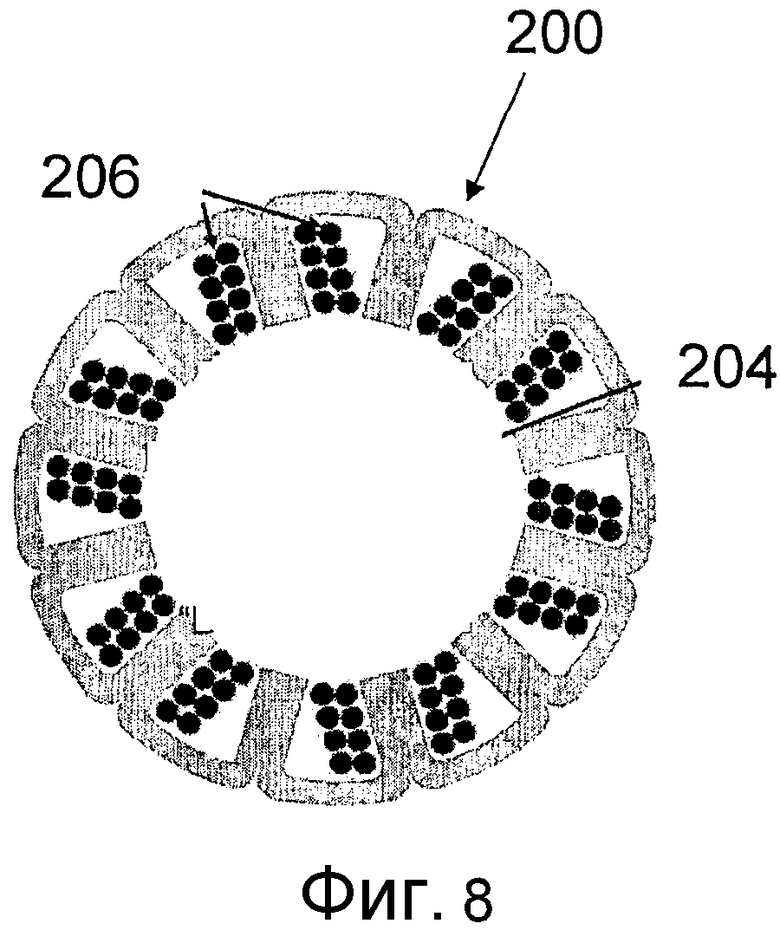
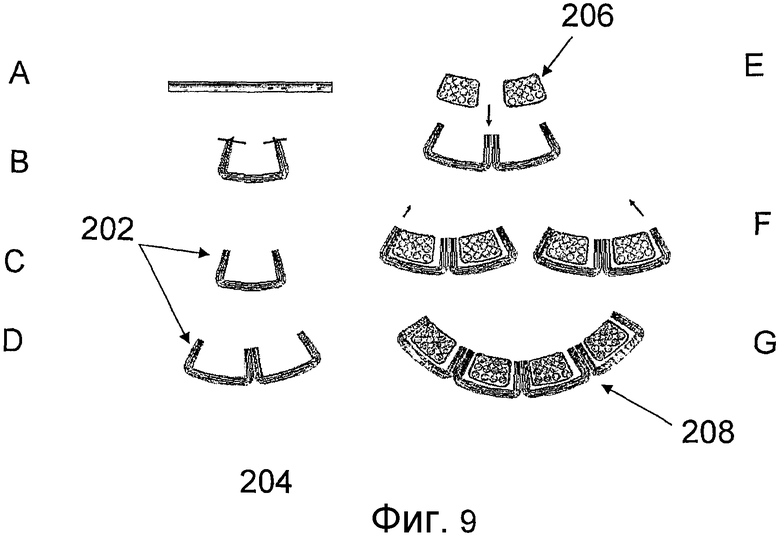
Концепция разделения статора также работает с модифицированным типом магнитного ламинирования, как показано на фиг. 7-9. В этом случае выполняют осевое ламинирование. В такой конструкции пластина 200 имеет, в общем U-образную форму. Множество листов металла пакетируют (фиг. 9A) для получения достаточного магнитного сечения, для обеспечения распределения магнитного потока двигателя в блоке двигателя. Пакет затем сгибают, придавая основную U-образную форму (фиг. 9B), и ненужные части срезают (фиг. 9C) для получения основной ячейки. Две такие ячейки 202 объединяют для определения одного полюса 204 статора (фиг. 9D). Предварительно намотанную катушку 206 помещают в ячейки 202 так, что она охватывает полюс 204. Два таких модуля затем комбинируют (фиг. 9F) для формирования сегмента 208 статора (фиг. 9G).
Затем, после установки обмотки в разделенный сегмент статора, сегменты соединяют вместе для формирования статора, показанного на фиг. 7 и 8. В такой конструкции использование прокладок через заданные осевые расстояния является более трудоемким, поскольку U-образные элементы могут проходить вдоль всей длины двигателя. Однако, U-образные элементы могут быть ограничены по длине для использования прокладок, которые могут обеспечить аналогичное преимущество, как и в предыдущей конструкции.
В случае U-образного элемента, продолжающегося по всей длине двигателя, соединение U-образных элементов может быть достигнуто с помощью клея на плоской поверхности U-образного элемента. Способ склеивания можно использовать для построения каждого сегмента статора. Его также можно использовать для соединения сегментов статора для формирования всего статора. Сегмент статора также может быть соединен путем намотки лентой, как в предыдущих вариантах осуществления. Для более точного соответствия общей трубчатой форме, внешний слой U-образного металлического элемента каждого тонкого U-образного элемента может иметь срез металла на периферии U-образного элемента на заданной длине для формирования проходящей вдоль внешней окружности канавки, для установки наматываемой ленты.
Для удержания радиального подшипника ротора двигателя U-образный металлический элемент может иметь вырезы через фиксированное расстояние для формирования канавки в конечном статоре на его внутреннем диаметре. Эта канавка обеспечивает правильное расположение фиксированных муфт радиальных подшипников.
Для передачи крутящего момента можно использовать штифты или заклепки в корпусе двигателя, как и в предыдущем варианте осуществления.
U-образная ферромагнитная система приемлема с целью поддержания ферромагнитного поля в двигателе, поскольку линии поля почти параллельны кромке стальных U-образных пластин.
Хотя определенное количество вариантов осуществления изобретения было описано выше, очевидно, что другие изменения могут быть выполнены в пределах объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| Вентильный электродвигатель | 2021 |
|
RU2775058C1 |
| ПОВЫШЕНИЕ КРУТЯЩЕГО МОМЕНТА ПРИВОДА ЭЛЕКТРОДВИГАТЕЛЯ И СИСТЕМА УПРАВЛЕНИЯ РОТОРНОЙ УПРАВЛЯЕМОЙ СИСТЕМОЙ | 2013 |
|
RU2636984C2 |
| ГЕРМЕТИЧНЫЙ РОТОРНЫЙ ГИДРОДИНАМИЧЕСКИЙ АГРЕГАТ ДЛЯ ЖИДКОСОЛЕВОГО ЯДЕРНОГО РЕАКТОРА И АКТИВНЫЙ МАГНИТНЫЙ ПОДШИПНИК ДЛЯ ПРИМЕНЕНИЯ В РОТОРНОМ ГИДРОДИНАМИЧЕСКОМ АГРЕГАТЕ ДЛЯ ЖИДКОСОЛЕВОГО ЯДЕРНОГО РЕАКТОРА | 2021 |
|
RU2819202C1 |
| МАШИНА С ОСЕВЫМ МАГНИТНЫМ ПОТОКОМ | 2016 |
|
RU2689983C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2015 |
|
RU2674438C1 |
| ЭЛЕКТРОДВИГАТЕЛЬ ДЛЯ ПОГРУЖНЫХ ЭЛЕКТРОНАСОСОВ | 2011 |
|
RU2487273C1 |
| СТАТОР С КЛЕММНЫМ СОЕДИНИТЕЛЕМ | 2018 |
|
RU2776036C2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2011 |
|
RU2576626C2 |
Настоящее изобретение относится к конструкции статоров для использования в электродвигателях. Технический результат изобретения заключается в обеспечении упрощения обмотки (намотки статора), что ведет к повышению надежности статора и электродвигателя в целом, а также к снижению затрат. Статор для электродвигателя содержит удлиненное трубчатое тело, определяющее центральную полость, в которой может быть установлен ротор. Тело ротора определяет последовательность осевых пазов, проходящих параллельно оси тела, и последовательность электрических проводников, проходящих вдоль каналов для формирования электрических обмоток. Тело ротора сформировано, по меньшей мере, из двух частично округлых сегментов, по существу, одной длины. При этом сегменты вместе определяют центральную полость. 3 н. и 32 з.п. ф-лы, 9 ил.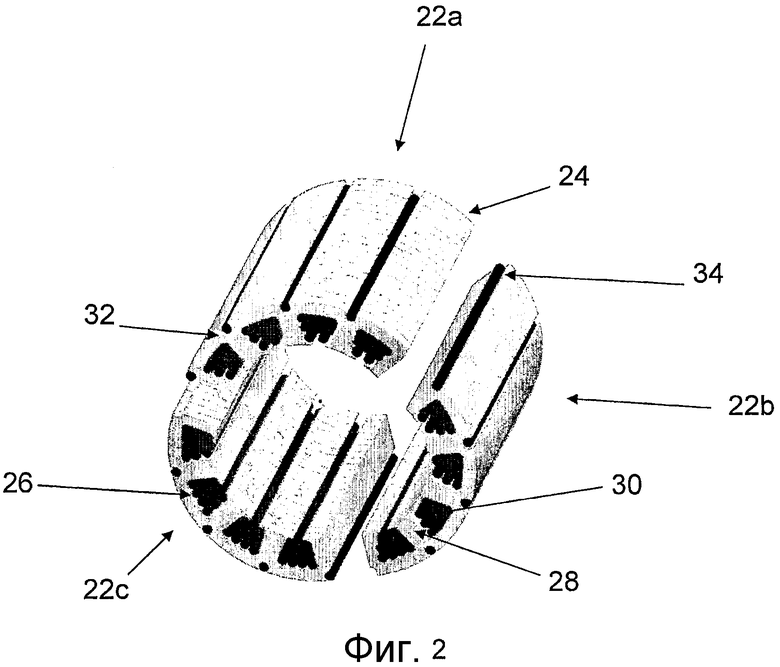
1. Статор для электродвигателя, содержащий:
удлиненное трубчатое тело, определяющее центральную полость, в которой может быть размещен ротор, причем тело определяет последовательность осевых пазов, проходящих параллельно оси тела,
последовательность электрических проводников, проходящих вдоль каналов для формирования электрических обмоток,
при этом тело сформировано, по меньшей мере, из двух частично округлых сегментов, по существу, одинаковой длины, причем сегменты совместно определяют центральную полость,
причем тело сформировано из многослойного пакета пластин,
сегменты соединены для формирования тела таким образом, чтобы свести к минимуму магнитные потери в месте контакта между сегментами,
поверхности контакта сегментов геометрически скорректированы перед сборкой для сведения к минимуму магнитных потерь,
по меньшей мере, один канал определен на внешней поверхности каждого сегмента для приема стягивающего стержня,
стягивающий стержень удерживает многослойный пакет в сжатом состоянии, и
один или больше клиньев предусмотрены для сжатия многослойного пакета, когда стержень находится в канале.
2. Статор по п.1, в котором стягивающие стержни расположены так, что они поддерживают осевое совмещение пластин в каждом многослойном пакете.
3. Статор по п.1, в котором, по меньшей мере, одна прокладка предусмотрена в многослойном пакете каждого сегмента, причем осевое положение прокладки является одинаковым в каждом сегменте.
4. Статор по п.3, в котором тангенциальный установочный штифт предусмотрен для размещения прокладки на место.
5. Статор по п.3, в котором стягивающий стержень обеспечивает передачу крутящего момента от пластин на прокладку.
6. Статор по п.5, в котором передача крутящего момента обеспечивается в результате трения между пластинами.
7. Статор по п.5, в котором передача крутящего момента обеспечивается в результате деформации стержней.
8. Статор по п.3, в котором в прокладках предусмотрены формирования в виде взаимно соединяющихся штифта и осевой ключевой канавки на поверхностях контакта.
9. Статор по п.3, в котором в прокладках предусмотрены системы соединения, обеспечивающие соединение соседних прокладок.
10. Статор по п.9, в котором система соединения содержит проходящие вдоль окружности ленты.
11. Статор по п.3, в котором прокладки изготовлены из материала, который ограничивает вихревые токи.
12. Статор по п.11, в котором прокладки изготовлены из электроизолирующих материалов.
13. Статор по п.12, в котором электроизолирующий материал представляет собой пластик или керамику.
14. Статор по п.11, в котором прокладки изготовлены из слоев материала с низкой магнитной проницаемостью.
15. Статор по п.14, в котором слои склеены вместе.
16. Статор по п.3, в котором прокладки обеспечивают удержание радиального подшипника ротора.
17. Статор по п.3, в котором пластины склеены вместе для формирования многослойного пакета.
18. Статор по п.3, в котором пластины не являются плоскими, определяя взаимно соединяющие образования, которые обеспечивают передачу крутящего момента между пластинами.
19. Статор по п.1, в котором каждый сегмент содержит, по меньшей мере, одно U-образное образование, определяющее один паз.
20. Статор по п.19, в котором образование состоит из многослойного пакета из U-образных пластин.
21. Статор по п.19, в котором каждый сегмент содержит множество образований, соединенных вместе.
22. Электродвигатель, содержащий статор по любому из пп.1-21, корпус двигателя, в котором расположен статор, и ротор, установленный в центральной полости статора.
23. Электродвигатель по п.22, в котором радиальные штифты, заклепки или ключи установлены между корпусом и ротором для передачи крутящего момента реакции во время работы.
24. Электродвигатель по п.23, в котором штифты, заклепки или ключи соединены в прокладках, формирующих часть конструкции статора.
25. Электродвигатель по п.23, в котором статор содержит один или больше осевых ключей, которые соединяются в соответствующих канавках с внутренним диаметром корпуса для передачи крутящего момента реакции.
26. Электродвигатель по п.25, в котором ключи предусмотрены в местах пересечения между сегментами статора.
27. Электродвигатель по п.22, в котором стопорные кольца установлены на конце статора для сжатия сегментов вместе.
28. Способ изготовления статора по любому из пп.1-21, содержащий этапы, на которых
устанавливают проводники, формирующие обмотки в каждом сегменте статора, перед соединением сегментов вместе для формирования тела.
29. Способ по п.28, в котором пазы открываются в направлении полости, обмотку выполняют путем проталкивания проводов в пазы.
30. Способ по п.28, в котором, по существу, полную обмотку для одного паза предварительно формуют перед установкой в паз.
31. Способ по п.28, в котором сегменты статора соединяют вместе с помощью проходящей вдоль окружности ленты, наматываемой через заданное осевое расстояние.
32. Способ по п.28, содержащий этапы, на которых:
формируют каждый сегмент из многослойного пакета пластин на оправке,
устанавливают обмотки в пазы этого сегмента,
обеспечивают опорную структуру для многослойной структуры,
извлекают ее из оправки и
соединяют сегменты вместе для формирования статора.
33. Способ по п.28, содержащий этапы, на которых:
формуют каждый сегмент статора из многослойной структуры из пластин в оправке (или на сборочном фиксаторе),
устанавливают обмотки в пазы этого сегмента,
соединяют сегменты статора с обмотками в статор вокруг центральной опорной структуры для многослойной структуры статора,
удаляют оправку из статора.
34. Способ по п.33, в котором обеспечивают установку статора в корпус двигателя и фиксацию статора внутри корпуса для правильной работы двигателя, и удаляют центральную опору.
35. Способ по п.34, в котором статор зафиксирован внутри корпуса двигателя двумя стопорными кольцами, которые создают осевое сжатие многослойной структуры статора.
| Способ изготовления статора электрической машины | 1991 |
|
SU1820451A1 |
| Статор электрической машины и способ его сборки | 1981 |
|
SU1030914A1 |
| Способ изготовления жесткого воздуховода | 1979 |
|
SU881468A1 |
| ВИБРАЦИОННАЯ УСТАНОВКА ДЛЯ ВЫГРУЗКИ СЫПУЧИХ ГРУЗОВ ИЗ КРЫТЫХ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 0 |
|
SU211391A1 |
| JP 58195448 A, 14.11.1983. | |||

