Изобретение относится к области трубопрокатного производства, а точнее к нажимным устройствам рабочей клети стана холодной прокатки труб, и наиболее эффективно может быть использовано в станах холодной прокатки труб большого типоразмера.
Известно нажимное устройство рабочей клети стана холодной прокатки труб, а.с. СССР №557836, кл. B21B 21/00, заявл. 18.08.75 г., опубл. 15.05.77 г. Это нажимное устройство содержит станину, клин, находящийся в контакте с подушкой верхнего рабочего валка, и механизм продольного перемещения клина в виде винтов, расположенных в боковых стойках станины. Станина содержит боковые стойки и крышку, соединяющую эти стойки. Крышка составлена из скоб и траверсы, соединенных между собой болтовым соединением. Траверса подвижна в вертикальной плоскости.
Недостатком известного устройства является недостаточная жесткость конструкции, что отрицательно сказывается на качестве получаемых труб. Это связано с тем, что станина выполнена из множества деталей, соединенных между собой. Кроме того, выполнение резьбы под нажимные винты в стойках станины, то есть для резьбовой пары «сталь по стали», имеет значительные потери на трение и интенсивный износ. Отсутствие подачи смазки на поверхности скольжения клина приводит к налипанию металла на клин, задирам сопрягаемых поверхностей.
Следующим недостатком является необходимость полного удаления деталей нажимного устройства из проема станины клети для извлечения валков при перевалках, что увеличивает время перевалки и снижает годовую производительность стана.
Из известных нажимных устройств рабочей клети стана холодной прокатки труб наиболее близким по технической сущности является нажимное устройство, описанное в а.с. №995929, кл. B21B 21/00, B21B 31/30, заявл. 03.04.81 г., опубл. 15.02.83 г.
Известное нажимное устройство рабочей клети стана холодной прокатки труб содержит станину с опорным рельсом, установленные между станиной и опорным рельсом два клина и механизм продольного перемещения клиньев. Опорный рельс выполнен с встречно направленными наклонными поверхностями и фиксируется центрально расположенной головкой, соединенной с тягой, пропущенной через траверсу станины. Механизм продольного перемещения клиньев выполнен с отдельным для каждого клина винтом с подшипниковой опорой в виде шара и гайкой со сферической наружной поверхностью и дуговым выступом на ней. Между клиньями и траверсой установлены полуцилиндрические вкладыши, плоские поверхности которых обращены к траверсе через седловину, имеющую продольные пазы, в которых вкладыши установлены с возможностью перемещения
Недостаток известной конструкции нажимного устройства рабочей клети стана холодной прокатки труб заключается в том, что оно имеет большие габариты по высоте из-за наличия высоких клиньев в связи с размещением в них винтовой пары с самоустанавливающейся сферической гайкой и дуговым выступом на ней, а также из-за наличия дополнительных подвижно-сопрягаемых цилиндрических поверхностей между клиньями и полуцилиндрическими вкладышами, установленными в седловине траверсы. Большие габариты нажимного устройства увеличивают и габариты рабочей клети, вследствие этого снижается жесткость как нажимного устройства, так и рабочей клети, что приводит к снижению качества готовых труб.
Следующим недостатком является сложность перенастройки устройства при перевалках на новые требуемые параметры прокатки, что увеличивает время перевалки и снижает годовую производительность стана. Сложность перенастройки устройства заключается в необходимости подвода опорного рельса к номинальному положению двумя клиньями, причем величина перемещения левого и правого клиньев своя для каждого маршрута прокатки и определяется окончательно только после замера получаемых размеров прокатываемых труб.
Кроме того, недостатком известной конструкции нажимного устройства является высокая трудоемкость изготовления быстроизнашиваемого опорного рельса, то есть повышенные затраты на эксплуатацию стана. Высокая трудоемкость изготовления опорного рельса связана с наличием на нем двух пазообразных наклонных поверхностей под клинья и посадочного места под крепление центральной головки.
Задача настоящего изобретения состоит в создании нажимного устройства рабочей клети стана холодной прокатки труб, позволяющего повысить качество готовых труб и увеличить годовую производительность стана за счет увеличения жесткости клети и сокращения времени на перевалку клети, а, следовательно, времени на простои.
Поставленная задача достигается тем, что в нажимном устройстве рабочей клети стана холодной прокатки труб, содержащем станину с опорным рельсом, установленный между станиной и опорным рельсом клин и механизм продольного перемещения клина в виде винт-гайка, согласно изобретению на торце клина выполнен консольный выступ с отверстием под винт механизма продольного перемещения клина, а винт снабжен расположенными по обе стороны консольного выступа клина двумя шайбами с антифрикционными прокладками и фиксирующими шайбы втулкой, выступом и гайкой, кроме того, винт имеет шлицевый конец для размещения на нем шлицевой втулки или редуктора, а гайка механизма продольного перемещения винта выполнена цилиндрической, при этом в станине выполнены два глухих взаимно перпендикулярных отверстия для размещения в них цилиндрической гайки и винта механизма продольного перемещения клина, а между клином и опорным рельсом установлена плита с наклонной поверхностью под клин и с посадочным местом под опорный рельс, кроме того, в станине выполнены смазочные отверстия, а клин имеет по обеим опорным поверхностям продольные и поперечные смазочные канавки, соединенные отверстиями, при этом на станине расположены две тавотницы густой смазки, одна из которых через трубку соединена с полостью винт-гайка, а вторая через паз и отверстия соединена со смазочными канавками клина.
Такое конструктивное выполнение нажимного устройства рабочей клети стана холодной прокатки труб позволяет повысить качество готовых труб и увеличить годовую производительность стана за счет увеличения жесткости клети и сокращения времени на перевалку клети, а следовательно, простоев.
Увеличение жесткости рабочей клети обеспечивается уменьшением поперечных габаритов станины за счет уменьшения высоты нажимного устройства. Уменьшение высоты нажимного устройства достигается уменьшением высоты клина с размещением винта в консольном выступе клина, а гайки в станине. Кроме того, увеличение жесткости рабочей клети связано с применением минимального количества пар подвижно-сопрягаемых поверхностей, нагруженных усилием прокатки: пары станина-клин и клин-плита.
Сокращение времени на перевалку обеспечивается простотой и удобством настройки нажимного устройства рабочей клети на требуемый маршрут прокатки:
- применением нажимного устройства с одним клином,
- возможностью использования легкого ручного или электромеханического привода перемещения клина. Легкость ручной настройки положения клина обусловлена гарантированным наличием смазки на трущихся поверхностях нажимного устройства, которая подается раздельно на пару винт-гайка и к смазочным канавкам клина.
Устройство позволяет также снизить затраты на эксплуатацию стана за счет уменьшения трудоемкости изготовления быстроизнашиваемых деталей. Опорный рельс нажимного устройства является быстроизнашиваемой деталью и требует в процессе эксплуатации стана периодической замены. Установка рельса в плите исключает исполнение наклонных поверхностей на нем, что снижает трудоемкость его изготовления и затраты на эксплуатацию стана.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображена рабочая клеть стана холодной прокатки труб с нажимными устройствами, общий вид,
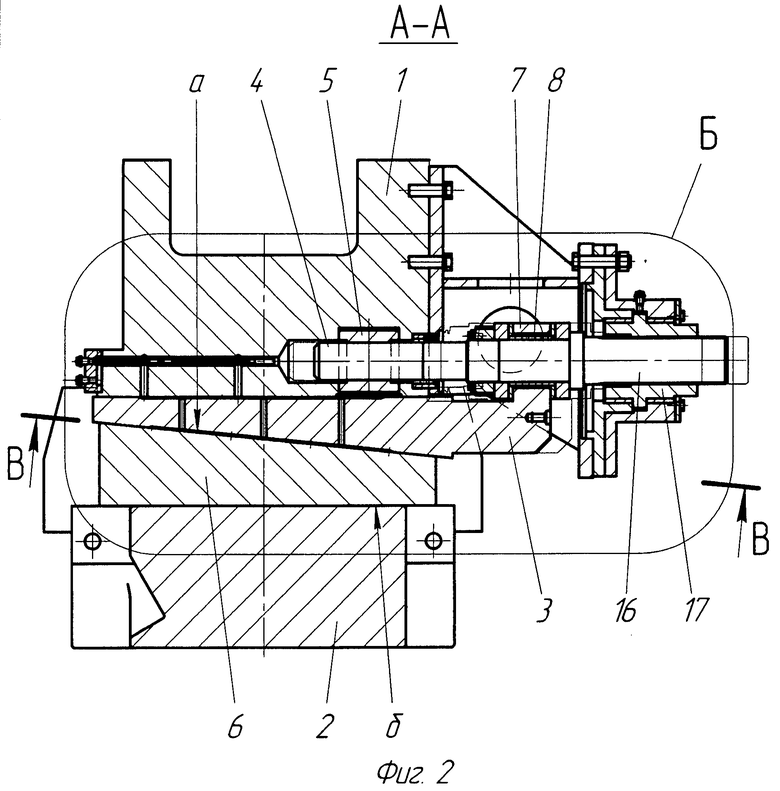
на фиг.2 - повернутый разрез A-A на фиг.1, вариант исполнения для ручного управления,
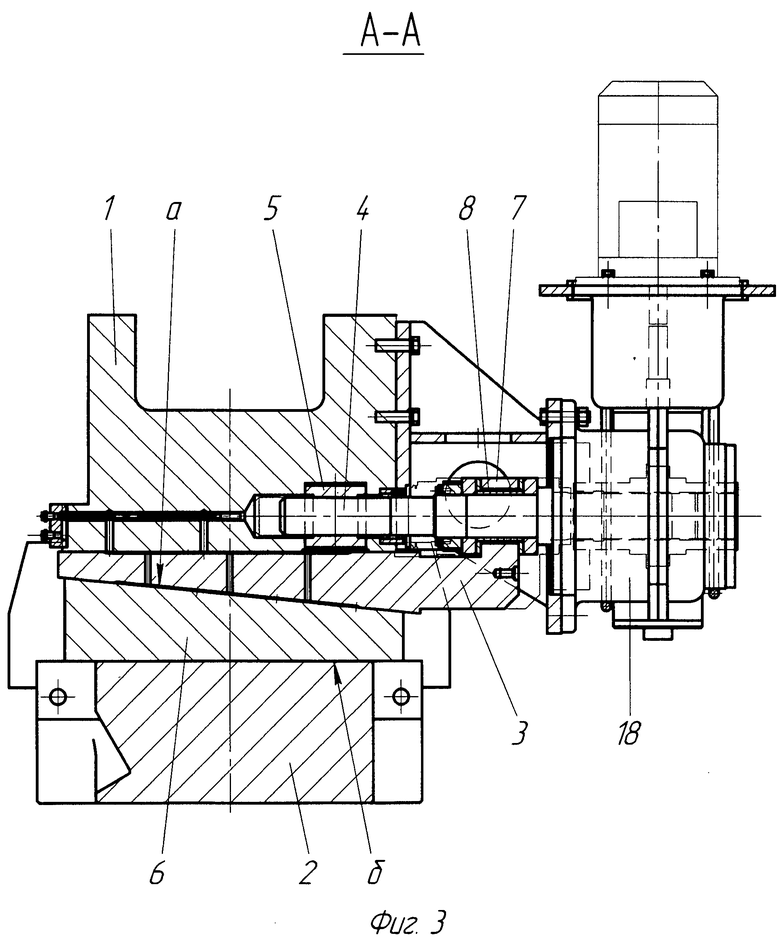
на фиг.3 - повернутый разрез A-A на фиг.1, вариант исполнения для электромеханического управления,
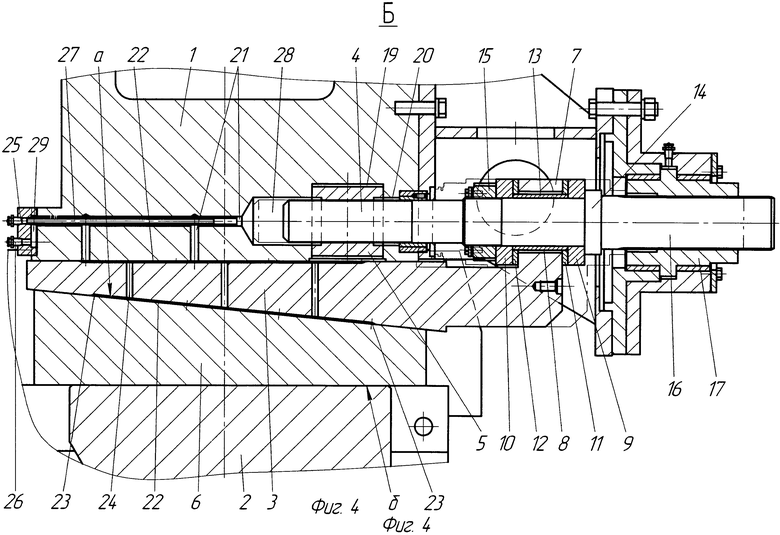
на фиг.4 - вид Б на фиг.2,
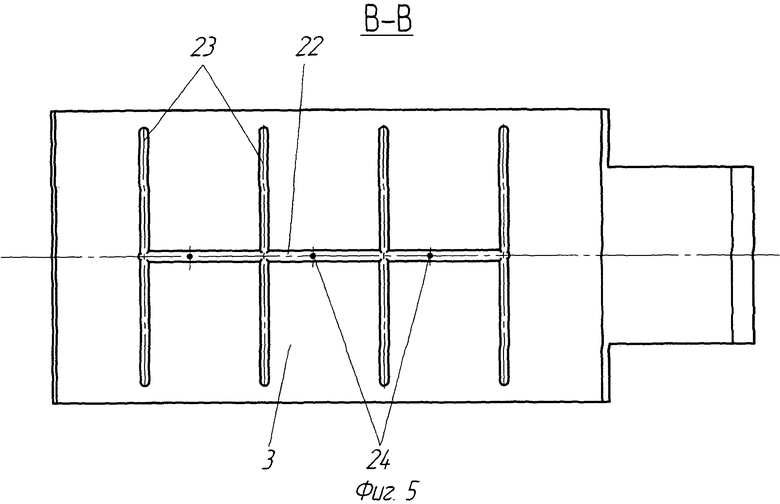
на фиг.5 - повернутый разрез B-B на фиг.2.
Нажимное устройство рабочей клети стана холодной прокатки труб, содержит станину 1 с опорным рельсом 2, установленный между станиной 1 и опорным рельсом 2 клин 3 и механизм продольного перемещения клина в виде винт 4-гайка 5. Между клином 3 и опорным рельсом 2 установлена плита 6 с наклонной поверхностью «а» под клин 3 и с посадочным местом «б» под опорный рельс 2. На торце клина 3 выполнен консольный выступ 7 с отверстием 8 под винт 4 механизма продольного перемещения клина. Винт 4 снабжен расположенными по обе стороны консольного выступа 7 клина двумя шайбами 9, 10 с антифрикционными прокладками 11, 12 и фиксирующими шайбы втулкой 13, расположенной между шайбами 9, 10, выступом 14, в который упирается шайба 9, и гайкой 15, имеющей левую резьбу и расположенной во взаимодействии с шайбой 10. Винт 4 имеет шлицевый конец 16, на который устанавливается или шлицевая втулка 17, или редуктор 18 привода.
Гайка 5 механизма продольного перемещения винта выполнена цилиндрической, и винт 4 размещен в ней.
В станине 1 выполнены два глухих взаимно перпендикулярных отверстия 19, 20 для размещения в них цилиндрической гайки 5 и винта 4 механизма продольного перемещения клина.
В станине выполнены смазочные отверстия 21, а клин 3 имеет по обеим опорным поверхностям продольные 22 и поперечные 23 смазочные канавки, соединенные отверстиями 24. На станине 1 расположены две тавотницы 25, 26 густой смазки, тавотница 25 через трубку 27 соединена с полостью 28 винт-гайка для подачи в нее смазки, а тавотница 26 через паз 29 и отверстия 21 соединена со смазочными канавками 22, 23 клина для подачи смазки. Подача смазки на трущиеся поверхности клина 3 и к резьбе пары винт-гайка осуществляется раздельно.
Устройство работает следующим образом.
Перед прокаткой труб на стане холодной прокатки выполняется настройка положения валков на заданный наружный диаметр готовой трубы. Рабочие валки сводятся/разводятся в радиальном направлении нажимными устройствами рабочей клети.
Сведение/разведение рабочих валков можно осуществлять двумя способами - вручную и электромеханически. Вручную рабочие валки сводят/разводят при незначительных перемещениях валка - до 0,5 мм, электромеханически - при перемещениях валка >0,5 мм.
Переход с ручного управления нажимным устройством на электромеханическое связан с заменой втулки 17, установленной на шлицевом конце 16 винта 4, на редуктор 18.
При вращении винта 4 в неподвижной гайке 5 происходит осевое смещение винта 4, а вместе с ним и клина 3, консольный выступ 7 которого через прокладки 11, 12, шайбы 9, 10, упирается в выступ 14 и гайку 15.
Продольное перемещение клина 3 одновременно вызывает поперечное движение плиты 6 с опорным рельсом 2, тем самым осуществляется сведение/разведение валков рабочей клети.
Предложенное нажимное устройство рабочей клети стана холодной прокатки труб по сравнению с известными нажимными устройствами позволяет повысить качество готовых труб и увеличить годовую производительность стана за счет увеличения жесткости клети и сокращения времени на перевалку клети, а следовательно, простоев.
Устройство позволяет также снизить затраты на эксплуатацию стана за счет уменьшения трудоемкости изготовления быстроизнашиваемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2040984C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2292968C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2488454C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2380180C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2349400C1 |
| Устройство для перевалки стана шаговой прокатки | 1982 |
|
SU1047024A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2015 |
|
RU2601724C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2002 |
|
RU2242306C2 |
Изобретение предназначено для повышения качества труб и производительности стана холодной прокатки труб большого типоразмера. Нажимное устройство рабочей клети стана холодной прокатки труб содержит станину с опорным рельсом, установленный между станиной и опорным рельсом клин и механизм продольного перемещения клина в виде винт-гайка. Увеличение жесткости клети и сокращение времени перевалки обеспечивается за счет того, что на торце клина выполнен консольный выступ с отверстием под винт механизма продольного перемещения клина, а винт снабжен расположенными по обе стороны консольного выступа клина двумя шайбами с антифрикционными прокладками и фиксирующими шайбы втулкой, выступом и гайкой. Винт имеет шлицевый конец для размещения на нем шлицевой втулки или редуктора, а гайка механизма продольного перемещения винта выполнена цилиндрической. В станине выполнены два глухих взаимно перпендикулярных отверстия для размещения в них цилиндрической гайки и винта механизма продольного перемещения клина. Между клином и опорным рельсом установлена плита с наклонной поверхностью под клин и с посадочным местом под опорный рельс. В станине выполнены смазочные отверстия, клин имеет смазочные канавки, соединенные отверстиями, а на станине расположены две тавотницы, 15 ил.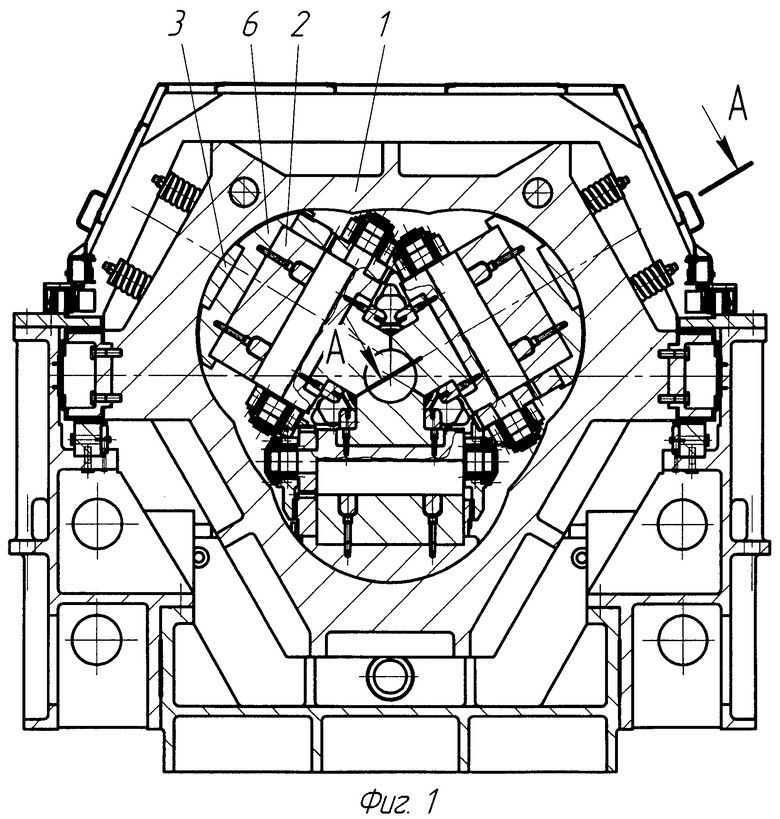
Нажимное устройство рабочей клети стана холодной прокатки труб, содержащее станину с опорным рельсом, установленный между станиной и опорным рельсом клин и механизм продольного перемещения клина в виде винт-гайка, отличающееся тем, что на торце клина выполнен консольный выступ с отверстием под винт механизма продольного перемещения клина, а винт имеет расположенные по обе стороны от консольного выступа клина две шайбы с антифрикционными прокладками и фиксирующие эти шайбы втулку, выступ и гайку, при этом винт имеет шлицевой конец для размещения на нем шлицевой втулки или редуктора, а гайка механизма продольного перемещения клина выполнена цилиндрической, в станине выполнены два глухих взаимно перпендикулярных отверстия для размещения в них цилиндрической гайки и винта механизма продольного перемещения клина, а между клином и опорным рельсом установлена плита с наклонной поверхностью под клин и посадочным местом под опорный рельс, причем в станине выполнены смазочные отверстия, а клин имеет по обеим опорным поверхностям продольные и поперечные смазочные канавки, соединенные отверстиями, на станине расположены две тавотницы густой смазки, одна из которых через трубку соединена с полостью винт-гайка, а вторая через паз и отверстия соединена со смазочными канавками клина.
| Нажимное устройство стана холодной прокатки труб | 1981 |
|
SU995929A1 |
| Опора полого нажимного винта прокатной клети | 1987 |
|
SU1480908A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2152832C1 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ РАБОЧЕГО ВАЛКА ОБЖИМНОГО ПРОКАТНОГО СТАНА С ВЫРАВНИВАНИЕМ ДАВЛЕНИЯ В ОПОРАХ НАЖИМНЫХ ВИНТОВ И ВИНТОВЫХ ПАРАХ | 2001 |
|
RU2201303C2 |
| RU 84751 U1, 20.07.2009 | |||
| EP 433819 A2, 26.06.1991. | |||

