Изобретение относится к области обработки металлов давлением, а точнее к прокатному оборудованию и может быть использовано в предварительно напряженных рабочих клетях калибровочных станов при производстве сортового проката и труб, в которых при изменении нагрузок в очаге прокатки дополнительная деформация в системе: станина - нажимные винт-гайка - отсутствует.
Известна предварительно напряженная клеть сортового стана, см. патент США №3422655, кл. 72-237, заявл. 4.05.65 г., опубл. 21.01.69 г.
Клеть содержит станину закрытого типа, по два узла рабочих и опорных валков, верхний рабочий валок опирается на два нажимных винта, нажимные гайки конструктивно выполнены в виде корпусов гидроцилиндров предварительного напряжения клети, а регулировка калибра и настройка нижнего рабочего валка осуществляется с помощью клиновых механизмов.
Недостатком указанной клети является ее значительные продольные габариты (измеренные по направлению движения проката), вызванные, в первую очередь, тем, что проем между продольными стойками станины не может быть менее размера подушек или бочек рабочих валков, что диктуется необходимостью замены изношенных валков через проемы станины. Большие продольные габариты клети обусловлены также выступающими опорными частями станины и электромеханическим приводом перемещения клиньев регулировки калибра клети. Значительные габариты клети увеличивают ее массу и затраты на ее изготовление. При использовании клети этой конструкции в линиях непрерывных, редукционных и калибровочных станов, где количество клетей в линии может достигать 3-х, 5-ти, 7-ми и т.д. штук, такая линия потребует значительных дорогостоящих производственных площадей и соответственно значительных капитальных затрат. Потребуются мощные грузоподъемные краны для замены клетей в рабочих линиях, усиленные элементы конструкций производственных зданий (колонны, фундаменты и т.д.), что также удорожает строительство прокатного стана в целом.
Известна также предварительно напряженная прокатная клеть, (см. а.с. СССР №290779, кл. В 21 В 31/04, заявл. 17.07.69 г., опубл. 6.01.71 г.), содержащая станину закрытого типа, подушки с двумя рабочими валками, гидродомкрат, причем каждая подушка верхнего валка опирается на два полых винта с нажимными гайками, через которые пропущены дистанционные винты, на которые опирается подушка нижнего валка.
Такое конструктивное выполнение клети позволяет точно выставлять калибры нескольких клетей на одну ось прокатки при использовании этой клети в многоклетьевых линиях непрерывных, редукционных и калибровочных станов при производстве сорта и труб.
Недостатком клети указанной конструкции является ее значительные продольные габариты. Это вызвано тем, что вертикальные стойки станины клети размещены вне габаритов подушек, продольный размер которых увеличен, так как сквозь подушку необходимо дополнительно разместить два нажимных винта с пропущенными через них дистанционными винтами. Увеличенные продольные габариты клети приводят к увеличению ее массы и удорожанию затрат как на изготовление самой клети, так и на строительство прокатной линии в целом.
Из известных предварительно напряженных прокатных клетей наиболее близкой по технической сущности является предварительно напряженная прокатная клеть, содержащая станину закрытого типа с вертикальными стойками и верхними нажимными винтами с гайками, два рабочих валка с подушками, два опорных валка с подушками, один из которых (верхний) установлен в контакте с двумя нажимными винтами, а также четыре гидроцилиндра предварительного напряжения, закрепленные на вертикальных стойках станины и взаимодействующие с подушками опорных валков (см. патент США №3373591, кл. 72-245, заявл. 9.08.65 г., опубл. 19.03.68 г.).
Недостаток известной конструкции предварительно напряженной прокатной клети заключается в значительных продольных габаритах клети, так как расстояние между вертикальными стойками клети должно быть не меньше диаметра рабочих, либо опорных валков, что вызвано возможностью их извлечения при замене.
Указанный недостаток приводит к значительным продольным габаритам всей прокатной линии, где устанавливается эта клеть, а также к увеличению ее собственной массы, что, с одной стороны, диктует необходимость в использовании подъемных устройств значительной грузоподъемности для ее транспортировки, с другой стороны, увеличивает затраты на ее изготовление.
Кроме того, известная конструкция клети может применяться только для калибровки листа, полосы и не может применяться для калибровки труб, прутков, сортового проката из-за большого процента концевых отходов.
Задача настоящего изобретения состоит в создании конструкции предварительно напряженной прокатной клети, позволяющей сократить ее продольные габариты и расширить технологические возможности, осуществляя калибровку как полос, листов, так сортового проката и труб.
Поставленная задача достигается тем, что в предварительно напряженной прокатной клети, содержащей станину с вертикальными стойками и верхними нажимными винтами с гайками, верхний и нижний рабочие валки с подушками и гидроцилиндры предварительного напряжения, шарнирно закрепленные на вертикальных стойках станины, согласно изобретению, части подушек, выступающие за пределы вертикальных стоек станины, выполнены Т-образной формы с выступами, охватывающими вертикальные стойки станины с наружной стороны и контактирующими с гидроцилиндрами предварительного напряжения, а станина выполнена открытого типа с крышкой и снабжена нижними нажимными винтами с гайками, при этом нажимные винты установлены в контакте с подушками рабочих валков.
Такое конструктивное выполнение предварительно напряженной прокатной клети позволит сократить ее продольный габарит за счет того, что выступы Т-образной формы подушек охватывают вертикальные стойки станины с внешней стороны и поэтому эти стойки возможно максимально сблизить к центру подушек и, тем самым, значительно сократить продольный габарит рабочей клети, так как в этом случае размер рабочих валков никак не влияет на продольный габарит рабочей клети. Кроме того, это позволит уменьшить продольный габарит линии калибровочного стана в целом на величину, кратную количеству рабочих клетей в этой линии, и соответственно уменьшить производственные площади под калибровочный стан.
Снижение продольных габаритов рабочей клети калибровочного стана уменьшает так же ее вес, что позволяет использовать подъемные устройства меньшей грузоподъемности (зачастую это электромостовой кран), используемые при перевалках клетей при изменении сортамента калибруемых изделий. Это, в свою очередь, снижает нагрузки на несущие конструкции производственного здания и его фундамент.
Рабочая клеть калибровочного стана с меньшей массой менее трудоемка при ее изготовлении.
Предложенная конструкция предварительно напряженной прокатной клети позволит расширить технологические возможности, осуществляя калибровку как полос, листов, так и сортового проката и труб.
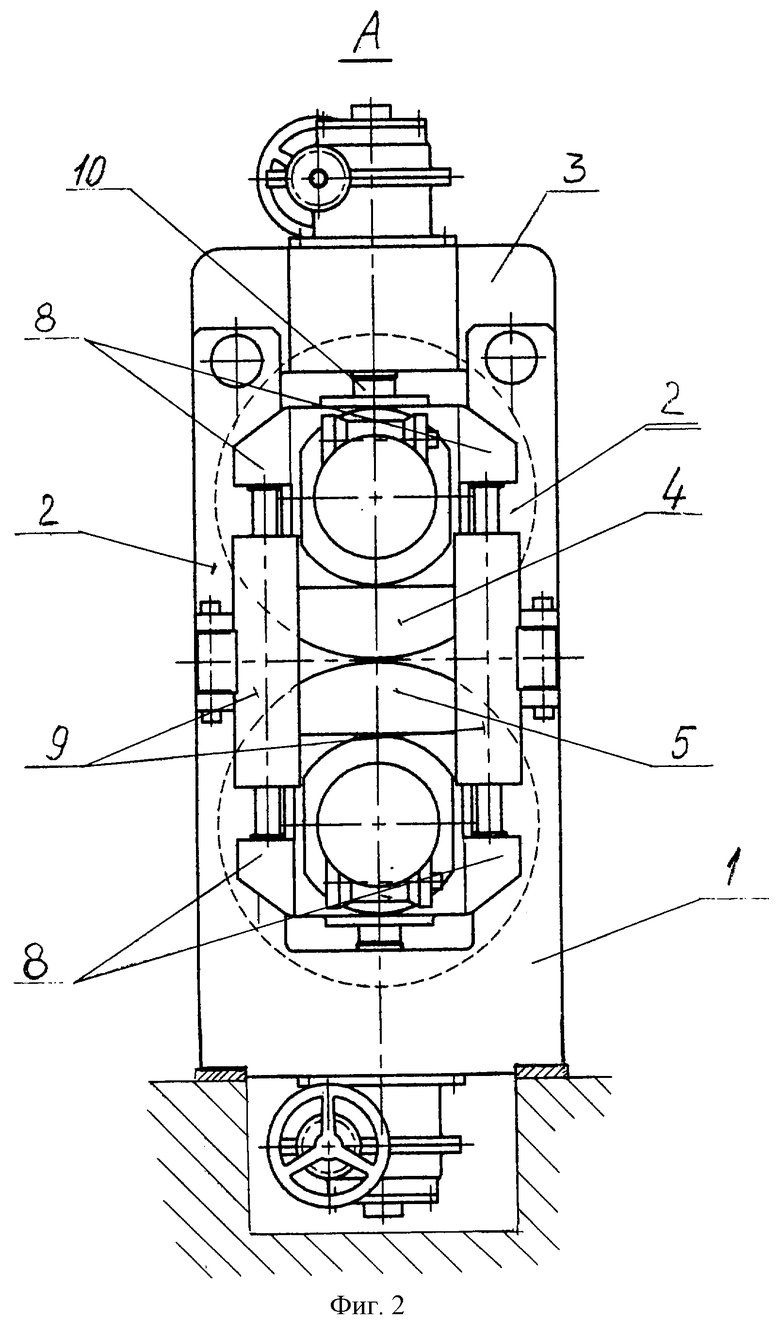
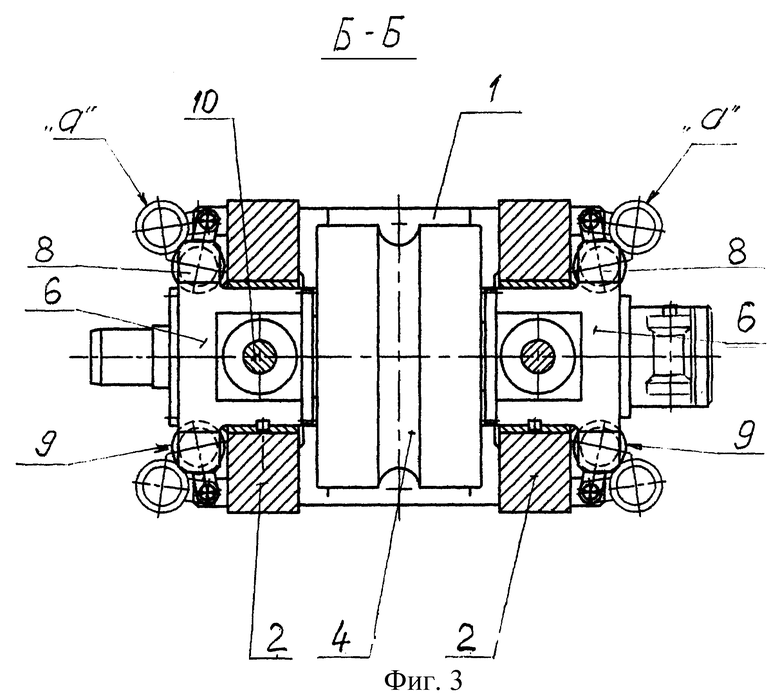
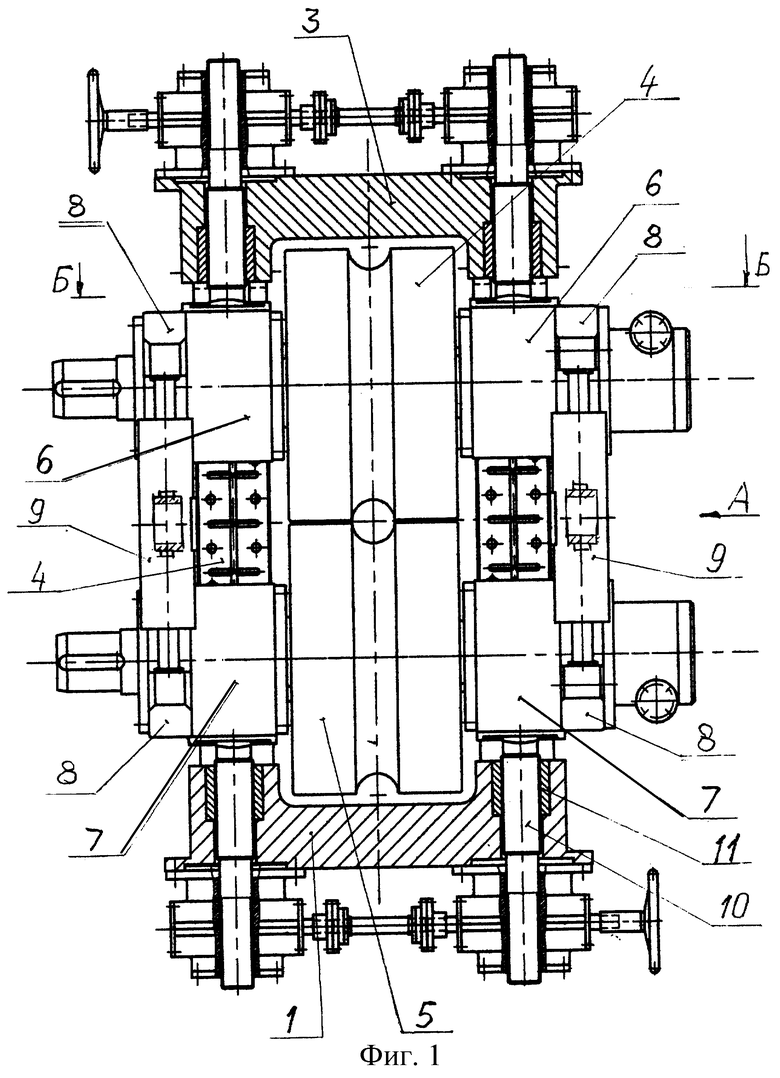
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых: на фиг.1 - изображен общий вид предварительно напряженной прокатной клети, на фиг.2 - то же, вид сбоку по стрелке А на фиг.1, на фиг.3 - то же в разрезе Б-Б на фиг.1.
Предварительно напряженная прокатная клеть содержит станину 1 открытого типа с вертикальными стойками 2 и крышкой 3. Между вертикальными стойками 2 станины 1 размещены верхний 4 и нижний 5 рабочие валки с подушками 6, 7. Части подушек, выступающие за пределы вертикальных стоек станины, выполнены Т-образной формы с выступами 8, охватывающими вертикальные стойки станины с наружной стороны. На вертикальных стойках 2 станины 1 шарнирно закреплены четыре гидроцилиндра 9 предварительного напряжения, контактирующие с выступами 8. На станине 1 закреплены четыре (два верхних и два нижних) нажимных винта 10 с гайками 11. Подушка каждого рабочего валка опирается на два нажимных винта 10 с гайками 11.
Характерными являются следующие режимы работы.
Перед прокаткой рабочие валки 4, 5 с необходимой точностью выставляются относительно теоретической оси прокатки путем их перемещения с помощью нажимных винтов 10 и нажимных гаек 11, после чего гидроцилиндры 9 переводят в режим предварительного напряжения, последние, воздействуя на выступы 8 T-образных частей подушек 6 и 7, предварительно напрягают последовательно нажимные винты 10, гайки 11, станину 1 со стойками 2 и крышкой 3. При прокатке валки 4, 5 вращаются, производя калибровку предусмотренных изделий. При замене валков сбрасывается давление в гидроцилиндрах 9 и их переводят в положение перевалки “а” (фиг.3) из зоны расположения выступов 8 Т-образных частей подушек 6 и 7. Затем снимают крышку 3 вместе с верхними нажимными винтами 10 и гайками 11 и, после чего, с помощью грузоподъемного устройства вынимают валки 4, 5 с подушками 6, 7 движением вверх. На их место устанавливается новый комплект рабочих валков и все операции повторяются в обратной последовательности.
Предложенная предварительно напряженная прокатная клеть по сравнению с известными позволит сократить ее продольный габарит, а следовательно, уменьшить продольный габарит линии калибровочного стана в целом на величину, кратную количеству рабочих клетей в этой линии, и соответственно уменьшить производственные площади. Уменьшение продольного габарита прокатной клети снижает грузоподъемность подъемного крана и нагрузки на несущие конструкции здания цеха и фундамент.
Предложенная конструкция предварительно напряженной прокатной клети позволит расширить технологические возможности, осуществляя калибровку как листов, полос, так сортового проката и труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТА | 1991 |
|
RU2010635C1 |
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU899175A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU882672A1 |
| РАБОЧАЯ КЛЕТЬ | 2011 |
|
RU2463119C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Рабочая клеть стана продольной прокатки | 1988 |
|
SU1687320A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
Использование: изобретение относится к предварительно напряженным прокатным клетям, в частности, к предварительно напряженным рабочим клетям калибровочных станов при производстве сортового проката и труб, в которых при изменении нагрузок в очаге прокатки отсутствует дополнительная деформация в системе станина - нажимные винт-гайка. Сущность: предварительно напряженная прокатная клеть содержит станину с вертикальными стойками и верхними нажимными винтами с гайками, верхний и нижний рабочие валки с подушками и гидроцилиндры предварительного напряжения, шарнирно закрепленные на вертикальных стойках станины, при этом части подушек, выступающие за пределы вертикальных стоек станины, выполнены Т-образной формы с выступами, охватывающими вертикальные стойки станины с наружной стороны и контактирующими с гидроцилиндрами предварительного напряжения, а станина выполнена с открытой крышкой и снабжена нижними нажимными винтами с гайками, при этом нажимные винты установлены в контакте с подушками рабочих валков. Изобретение обеспечивает сокращение продольных габаритов клети и расширение технологических возможностей. 3 ил.
Предварительно напряженная прокатная клеть, содержащая станину с вертикальными стойками и верхними нажимными винтами с гайками, верхний и нижний рабочие валки с подушками и гидроцилиндры предварительного напряжения, шарнирно закрепленные на вертикальных стойках станины, отличающаяся тем, что части подушек, выступающие за пределы вертикальных стоек станины, выполнены Т-образной формы с выступами, охватывающими вертикальные стойки станины с наружной стороны и контактирующими с гидроцилиндрами предварительного напряжения, а станина выполнена с открытой крышкой и снабжена нижними нажимными винтами с гайками, при этом нажимные винты установлены в контакте с подушками рабочих валков.
| US 3373591 A, 19.03.1968 | |||
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1470377A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ УНИВЕРСАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1994 |
|
RU2077761C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2120829C1 |
| US 3422655 A, 21.01.1969. | |||

