Изобретение относится к порошковой металлургии, в частности к получению композиционных материалов с металлической матрицей, армированной тугоплавким наполнителем, которые могут применяться в качестве конструкционных материалов во многих областях промышленности, таких как медицина, химия, биохимия, оборонная техника, защита экологии, и особенно в атомной энергетике для изготовления нейтронно-защитных экранов, в транспортно-упаковочных контейнерах (ТУКах), нейтронно-поглощающих перегородках в хранилищах тепловыделяющих сборок и отработанного ядерного топлива, а также для биологической защиты персонала, обслуживающего ядерно-энергетические установки и различные источники радиоактивности.
Проблема состоит в том, что в Российской Федерации ТУКи изготавливаются из композиционных материалов, матрица которых из нержавеющей стали армирована борсодержащими материалами (см. «Импульсные ядерные реакторы РФЯЦ-ВНИИТФ». Б.Г.Леваков, А.В.Лукин, Э.П.Магда и др. Под редакцией А.В.Лукина. Снежинск, Изд-во РФЯЦ-ВНИИТФ, 2002). Такие контейнеры имеют большой вес и малую загрузку. Дорого обходится и способ получения такого композита.
В настоящее время созданы литейные сплавы борированного алюминия [IAEA Regulations for the Transport of Radioactive Material - 1985 Edition (A mended 1990) Safety Series No 6 (Vienna: IAEA) (1990) Roland V. and Issard H. Use of Boron in Structural Material for Transport Packaging's. In Proc. PATRAM 95 has Vegas. December 1995. p 1455 (1996)]. Однако использование этого материала значительно изменяет конструкцию ТУКов, что потребует больших затрат.
Известен способ изготовления металломатричного композита, по которому при подготовке усиливающих элементов в виде порошка, подготовке материала матрицы в виде порошка, смешивании и перемешивании порошков и последующей термообработке полученной смеси в качестве материала матрицы используют нанопорошок размером 1-150 нм в количестве 1-100 мас.% от массы материала матрицы; смешивание порошков осуществляют в процессе получения нанопорошка материала матрицы; причем смешивание порошков осуществляют в консерванте, а после перемешивания удаляют консервант вакуумированием; после получения смеси порошков осуществляют обработку давлением полученной смеси магнитно-импульсным прессованием; после получения смеси порошков осуществляют обработку давлением полученной смеси взрывным методом; после магнитно-импульсного прессования осуществляют обработку взрывом, при этом давление при обработке взрывом превышает давление при магнитно-импульсном прессовании в 1,1-20 раз, а скорость увеличения нагрузки - в 1,1-10 раз; после получения смеси порошков ее нагревают до расплавления материала матрицы, а затем полученную суспензию, состоящую из твердых усиливающих элементов и расплавленного материала матрицы, перемешивают и охлаждают; при перемешивании суспензии, состоящей из твердых усиливающих частиц и расплавленного материала матрицы, в нее добавляют порошок материала матрицы. Обеспечивается повышение прочностных характеристик и износостойкости композита (патент РФ №2188248, кл. С22С 1/04, С22С 1/10, опубл. 2002 г.).
Этот способ имеет следующие недостатки: сложен в осуществлении, так как включает в себя много операций, магнитно-импульсное прессование не дает надежного давления для получения крупных заготовок, а обработка взрывом, кроме того, требует особых условий, специального помещения, дорогого оборудования. Расплавление матрицы и проведение консервации - лишние операции, в результате которых происходит конгломерация порошков. То есть способ и дорогой, и сложный для производства.
Известен композиционный материал (варианты) и способ его изготовления, сущность которого состоит в том, что композиционный материал включает в качестве армирующего наполнителя стеклоткань, а в качестве связующего - эпоксидный компаунд и тонкодисперсный порошкообразный вольфрам, при этом наполнитель пропитывают связующим, пропитанные слои наполнителя собирают в пакеты и укладывают на формирующую оправу. Полученную заготовку формируют по температурно-временному режиму термореактивного связующего (см. патент РФ №2239895, кл. G21F 1/10, опубл. 2004 г.).
Однако конструкционная прочность и радиационно-защитные свойства полученного материала недостаточны для использования его в качестве конструкционного материала для ТУКов. Способ же его изготовления требует высокой культуры производства, технология сложна и требует много времени.
Известен также способ получения композиционных материалов, который включает смешение керамического наполнителя и металлического расплава, содержащего металл или элемент, являющийся ионом наполнителя, и/или вещество, являющееся восстановителем для наполнителя. При этом используют наполнитель с мелкодисперсными и крупнодисперсными частицами. Металлический расплав смешивают сначала с мелкодисперсными частицами, а затем с крупнодисперсными. Вторым вариантом получения материала является пропитка крупнодисперсных частиц металлическим расплавом, смешанным с мелкодисперсными частицами. Полученную смесь охлаждают до затвердевания в изложнице заданной формы. Техническим результатом является получение материалов с широким диапазоном составов и высоким уровнем эксплуатационных свойств (см. пат. РФ №2288964, кл. С22С 1/05, С04В 35/653, B22F 3/26, опубл. 2006 г.).
Однако и этот способ требует для осуществления своего производства дорогих исходных материалов, оборудования и его технология сложна и имеет высокую себестоимость.
По своей технической сущности и достигаемому результату к предложению заявителя наиболее близким является способ получения композиционного материала с металлической матрицей, армированной тугоплавкими упрочнителями, включающий приготовление смеси порошка матричного металла с керамическими упрочнителями, брикетирование полученной смеси и горячую экструзию брикетов, по которому упрочнитель берут в виде порошка. Приготовленную смесь матричного металла и керамического упрочнителя перед брикетированием подвергают механическому легированию с получением композиционных гранул и последующей дегазации в вакууме при температуре выше температуры солидуса матричного сплава, причем в качестве матричного металла выбирают металл из группы, содержащей Al, Cu, Fe, Ti, Ni или их сплавы, или их интерметаллиды, а в качестве керамического упрочнителя выбирают карбиды, оксиды, бориды или нитриды с дисперсностью 1-20 мкм (см. пат. РФ №2246379, кл. B22F 3/20, опубл. 2005 г.).
Этот способ по сравнению с предыдущими, которые описаны выше, характеризуется более коротким циклом технологии его получения, но он не может обеспечить полученному материалу для изготовления ТУКов требуемые механические свойства, так как дегазацию композиционных гранул осуществляют при температуре выше температуры солидуса матричного сплава, то есть высокой равномерности распределения керамического усилителя в металле матрицы достигнуть невозможно, что плохо сказывается на механических свойствах материала.
Способ получения композиционного материала, защищенный патентом РФ 2246379, выбран заявителем за прототип.
Так как в настоящее время потребность в ТУКах значительно увеличивается, то задача состоит в разработке дешевого и простого способа получения композиционного материала, который будет обладать малым удельным весом, высокой теплопроводностью, повышенной гамма- и нейтронной поглощаемостью, высокими механическими свойствами. Это позволит увеличить загрузку контейнеров без изменения конструкции, а значит значительно снизить затраты на транспортировку отработанного ядерного топлива из реакторов и значительно повысить при этом безопасность обслуживающего персонала и окружающей среды.
Технический результат от использования изобретения заключается в улучшении физических, механических и эксплуатационных свойств требуемого для изготовления ТУКов композиционного материала с помощью простой недорогой технологии, которая резко снижает себестоимость материала, достигается сочетанием удачно выбранного и определенного опытным путем состава металлов исходного материала в определенном количестве и определенной размерности, порядка проведения механохимического легирования получаемой композиционной смеси и выбора режимов выполняемых операций в течение всего технологического процесса.
Указанный выше технический результат достигается тем, что способ получения композиционного материала, содержащего матрицу из алюминия или его сплавов и керамический упрочнитель из борсодержащих материалов, преимущественно нитрида бора или карбида бора, включает приготовление исходной смеси порошка матричного металла с порошком керамического упрочнителя, механохимическое легирование до получения композиционной смеси, дегазацию приготовленной смеси в вакууме, спекание и горячую экструзию. Согласно изобретению, вначале изготавливают смесь порошка керамического упрочнителя, для чего берут 2-25 вес.% порошка борсодержащего материала размерностью 1,0-100 нм, в него вводят 1-30 вес.% порошка вольфрама той же размерности и осуществляют механохимическое легирование до получения композиционной смеси упрочнителя с равномерностью 75-85%, затем в полученную композиционную смесь вводят порошок алюминия или его сплавов размерностью 0,1-100 мкм, образуя 100 вес.% состава исходной смеси порошка упрочнителя и порошка алюминия или его сплавов, и продолжают механохимическое легирование до той же равномерности, которое осуществляют в течение 0,5-5 ч со скоростью 100-1000 об/мин, при этом дегазацию полученной композиционной смеси осуществляют в вакууме при температуре (0,6-0,8) Тпл температуры плавления алюминия в течение 0,5-1,0 ч, спекание осуществляют в течение 1-5 ч при температуре 450-550°С, а горячую экструзию через фильеру осуществляют под давлением 3000-15000 МПа на прессе мощностью не менее 500 т.
Проведение механохимического легирования осуществляют в два этапа: вначале берут 2-25 вес.% борсодержащего материала размерностью 1,0-100 нм, вводят в него 1-30 вес.% вольфрама той же размерности и осуществляют механохимическое легирование до получения композиционной смеси керамического упрочнителя равномерностью 75-85%, а затем вводят в эту смесь порошок алюминия или его сплавов размерностью 0,1-100 мкм, образуя 100 вес.% состав исходной смеси упрочнителя и матричного металла, и продолжают механохимическое легирование, в течение 0,5 - 5 ч со скоростью 100-1000 об/мин, что позволяет создать наилучшие условия для исключения агломерации композиционной смеси и улучшить проблемы взаимной адгезии, в результате чего резко улучшается структура получаемого композиционного материала, увеличивается его плотность, гомогенность и материал в результате имеет высокие физические и механические свойства, одинаковые по всем направлениям. Режим механохимического легирования определен опытным путем из условий целесообразности.
Сочетание в составе композиционного материала алюминия для металла матрицы в виде порошков определенной размерности, а также наноразмерных порошков борсодержащих материалов и вольфрама для керамического упрочнителя в определенных количествах позволили значительно увеличить теплопроводность, снизить удельный вес, увеличить механические свойства, увеличить гамма- и нейтронно-защитные свойства полученного материала, состав которого и режимы технологических операций, а также порядок их выполнения выбраны из условий целесообразности, себестоимости всего процесса и полученного композиционного материала.
Выполнение дегазации композиционной смеси при температуре (0,6-0,8) Тпл температуры плавления алюминия исключило необходимость образования жидкого металла и, следовательно, насыщение его газами из окружающей среды, что также положительно сказалось на свойствах полученного композиционного материала, физические, механические, гамма- и нейтронно-защитные свойства которого одинаковые по всем направлениям.
Режимы дегазации, спекания и экструзии через фильеру определены опытным путем исходя из условий целесообразности и, как и все другие операции предлагаемого способа, выбраны из наилучших условий возможности выполнения способа в производственных условиях.
Признаки, заявленные в формуле изобретения, являются необходимыми и достаточными для достижения указанного выше технического результата (по сравнению с прототипом) - разработан новый способ получения композиционного материала с матрицей на основе алюминия или его сплавов, армированной смесью борсодержащего материала BN или В4С и W, которые позволили значительно снизить себестоимость его производства и при этом улучшить его физические, механические и эксплуатационные свойства.
Таким образом, заявлено новое техническое решение поставленной задачи.
Заявленное техническое решение соответствует всем критериям патентоспособности изобретения.
Наличие отличительных признаков по отношению к выбранному прототипу свидетельствует о соответствии заявленного технического решения критерию «новизна» по действующему законодательству. В процессе анализа современного уровня техники указанная в формуле совокупность существенных признаков не выявлена.
Изобретение соответствует критерию «изобретательский уровень», так как для специалиста оно явным образом не следует из уровня техники. Более того, создание такого способа получения конкретного матричного композита для атомной энергетики производственно необходимо.
Изобретение промышленно применимо, так как оно может быть использовано в промышленности. Заявленное изобретение характеризуется конкретными признаками: новым порядком выполняемых операций технологического процесса (механохимического легирования в два этапа), конкретным новым составом исходных материалов в виде наноразмерных порошков керамического упрочнителя и порошка матричного материала, а также выбором опытным путем их количества, режима дегазации полученной композиционной смеси, спекания, горячей экструзии через фильеру и мощности пресса, каждый из которых выполним, воспроизводим и не противоречит применению в промышленных условиях.
Примеры осуществления заявленного способа получения композиционного материала, содержащего матрицу из алюминия или его сплавов, армированную упрочнителем из борсодержащих материалов и вольфрама в виде наноразмерных частиц.
Пример 1
Берем 30 г порошка карбида бора (ГОСТ 5744-85) размерностью М5, засыпаем в помольный стальной барабан высокоскоростной планетарной мельницы Fritsch Pulverisette 5, который заполнен стальными мелющими телами, и производим размельчение карбида бора до размерности 1-100 нм. Затем полученный нанопорошок карбида бора в количестве 20 г засыпаем в смешивающий агатовый барабан мельницы Fritsch Pulverisette 5, добавляем 10 г нанопорошка вольфрама размерностью менее 68-90 нм, изготовленного фирмой US Research Nanomaterials Inc., и производим механохимическое легирование до получения композиционной смеси с равномерностью 75-85%. Механохимическое легирование карбида бора и нановольфрама производим в течение 10 циклов: смешивание-охлаждение, в итоге суммарное время механохимического легирования составило не менее 30 минут. После проведение данной операции в полученную композиционную смесь, находящуюся в смешивающем агатовом барабане мельницы Fritsch Pulverisette 5, вводим порошок алюминия или его сплава размерностью 0,1-100 мкм в количестве 970 г и продолжаем механохимическое легирование в течение 30 минут со скоростью вращения водила барабана 100 об/мин с многократной цикличностью: смешивание-охлаждение. Затем приготовленную композиционную смесь размещаем в алюминиевую ампулу и в дегазаторе осуществляем дегазацию в вакууме в течение 1 часа при температуре (0,6-0,8) температуры плавления использованного при приготовлении смеси алюминия или его сплава. Процесс спекания композиционной смеси происходит одновременно с дегазацией этой смеси. После этого дегазированную и спеченную из композиционной смеси пресс-заготовку размещаем в пресс-форму, задняя стенка которой является фильерой. Пресс-форму размещаем на горизонтальном прессе мощностью не менее 500 т и под давлением 3000-15000 МПа осуществляем экструзию пресс-заготовки для получения рабочей заготовки нужного профиля (цилиндр, труба, полоса и др.). Мощность и давление пресса обусловлены массой, размерами и механическими свойствами материала пресс-заготовки. После экструзии рабочая заготовка имела состав 1 вес.% нановольфрама, 2 вес.% наноразмерного карбида бора и 97 вес.% алюминия или его сплава, а равномерность распределения компонентов достигала 75-85%. Предел прочности на разрыв полученного материала составил 350-450 МПа при использовании порошка алюминиевого сплава марки В 95; 300-400 МПа при использовании порошка алюминиевого сплава марки АМг6, при этом значительно снижен удельный вес и повышена теплопроводность. Этот материал имеет не только наилучшие физико-механические свойства, но и повышенные радиационно-защитные показатели: коэффициент поглощения нейтронного излучения увеличился в 2-3 раза относительно обычного, а коэффициент рассеивания гамма-излучения увеличился на 28-45%, что подтверждено радиационными испытаниями этого и других образцов путем гамма и нейтронного облучения, проведенного в РНЦ «Курчатовский институт».
Пример 2
Берем 300 г порошка карбида бора (ГОСТ 5744-85) размерностью М5, засыпаем в помольный стальной барабан высокоскоростной планетарной мельницы Fritsch Pulverisette 5, который заполнен стальными мелющими телами, и производим размельчение карбида бора до размерности 1-100 нм. Затем полученный нанопорошок карбида бора в количестве 250 г засыпаем в смешивающий агатовый барабан мельницы Fritsch Pulverisette 5, добавляем 300 г нанопорошка вольфрама размерностью менее 68-90 нм, изготовленного фирмой US Research Nanomaterials Inc., и производим механохимическое легирование до получения композиционной смеси с равномерностью 75-85%. Механохимическое легирование карбида бора и нановольфрама производим в течение 10-20 циклов: смешивание-охлаждение, в итоге суммарное время механохимического легирования составило не менее 30-60 минут. После проведения данной операции в полученную композиционную смесь, находящуюся в смешивающем агатовом барабане мельницы Fritsch Pulverisette 5, вводим порошок алюминия или его сплава размерностью 0,1-100 мкм в количестве 450 г и продолжаем механохимическое легирование в течение 90-120 минут (время механохимического легирования напрямую зависит от количества наполнителей) со скоростью вращения водила барабана 100 об/мин с многократной цикличностью: смешивание-охлаждение. Затем приготовленную композиционную смесь размещаем в алюминиевую ампулу и в дегазаторе осуществляем дегазацию в вакууме в течение 3 часов при температуре (0,6-0,8) температуры плавления использованного при приготовлении смеси алюминия или его сплава. Процесс спекания композиционной смеси происходит одновременно с дегазацией этой смеси. После этого дегазированную и спеченную из композиционной смеси пресс-заготовку размещаем в пресс-форму, задняя стенка которой является фильерой. Пресс-форму размещаем на горизонтальном прессе мощностью не менее 500 т и под давлением 3000-15000 МПа осуществляем экструзию пресс-заготовки для получения рабочей заготовки нужного профиля (цилиндр, труба, полоса и др.). Мощность и давление пресса обусловлены массой, размерами и механическими свойствами материала пресс-заготовки. После экструзии рабочая заготовка имела состав 30 вес.% нановольфрама, 25 вес.% наноразмерного карбида бора и 45 вес.% алюминия или его сплава, а равномерность распределения компонентов достигала 75-85%. Предел прочности на разрыв полученного материала составил 450-550 МПа при использовании порошка алюминиевого сплава марки В 95; 550-650 МПа при использовании порошка алюминиевого сплава марки АМг6, при этом снижен удельный вес и повышена теплопроводность. Этот материал имеет не только наилучшие физико-механические свойства, но и повышенные радиационно-защитные показатели: коэффициент поглощения нейтронного излучения увеличился в 6-10 раз относительно обычного, а коэффициент рассеивания гамма-излучения увеличился на 45-60%, что подтверждено радиационными испытаниями этого и других образцов путем гамма и нейтронного облучения, проведенного в РНЦ «Курчатовский институт».
Пример 3
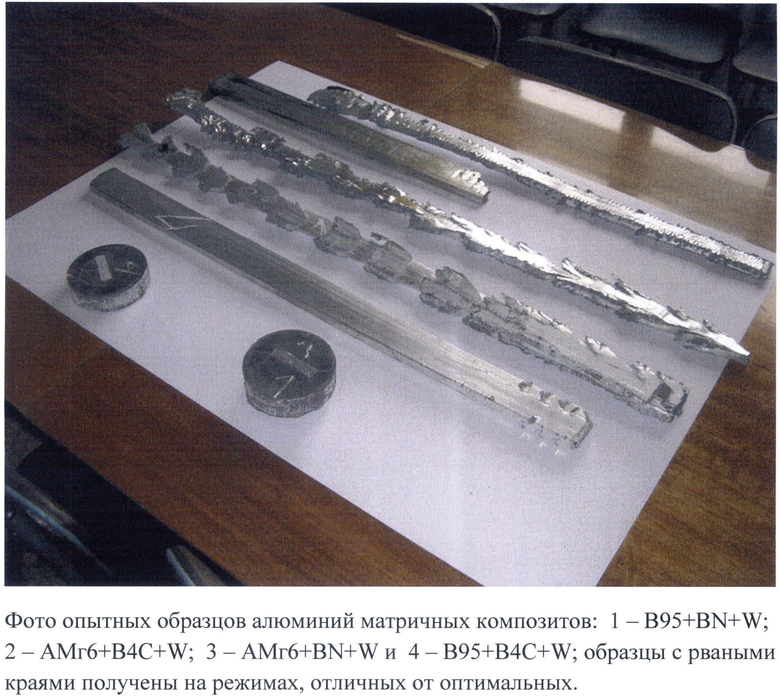
Берем 200 г порошка карбида бора (ГОСТ 5744-85) размерностью М5, засыпаем в помольный стальной барабан высокоскоростной планетарной мельницы Fritsch Pulverisette 5, который заполнен стальными мелющими телами, и производим размельчение карбида бора до размерности 1-100 нм. Затем полученный нанопорошок карбида бора в количестве 180 г засыпаем в смешивающий агатовый барабан мельницы Fritsch Pulverisette 5, добавляем 120 г нанопорошка вольфрама размерностью менее 68-90 нм, изготовленного фирмой US Research Nanomaterials Inc., и производим механохимическое легирование до получения композиционной смеси с равномерностью 75-85%. Механохимическое легирование карбида бора и нановольфрама производим в течение 10-15 циклов: смешивание-охлаждение, в итоге суммарное время механохимического легирования составляло не менее 30-45 минут. После проведения данной операции в полученную композиционную смесь, находящуюся в смешивающем агатовом барабане мельницы Fritsch Pulverisette 5, вводим порошок алюминия или его сплава размерностью 0,1-100 мкм в количестве 700 г и продолжаем механохимическое легирование в течение 60-90 минут со скоростью вращения водила барабана 100 об/мин с многократной цикличностью: смешивание-охлаждение. Затем приготовленную композиционную смесь размещаем в алюминиевую ампулу и в дегазаторе осуществляем дегазацию в вакууме в течение 2 часов при температуре (0,6-0,8) температуры плавления использованного при приготовлении смеси алюминия или его сплава. Процесс спекания композиционной смеси происходит одновременно с дегазацией этой смеси. После этого дегазированную и спеченную из композиционной смеси пресс-заготовку размещаем в пресс-форму, задняя стенка которой является фильерой. Пресс-форму размещаем на горизонтальном прессе мощностью около 1200 т и под давлением 3000-15000 МПа осуществляем экструзию пресс-заготовки для получения рабочей заготовки нужного профиля (полоса, см. фото). Мощность и давление пресса обусловлены массой, размерами и механическими свойствами материала пресс-заготовки. После экструзии рабочая заготовка имела состав 12 вес.% нановольфрама, 18 вес.% наноразмерного карбида бора и 70 вес.% алюминия или его сплава, а равномерность распределения компонентов достигала 75-85%. Предел прочности на разрыв полученного материала составил 500-600 МПа при использовании порошка алюминиевого сплава марки В 95; 650-700 МПа при использовании порошка алюминиевого сплава марки АМг6, при этом снижен удельный вес и повышена теплопроводность. Этот материал имеет не только наилучшие физико-механические свойства, но и повышенные радиационно-защитные показатели: коэффициент поглощения нейтронного излучения увеличился в 6-10 раз относительно обычного, а коэффициент рассеивания гамма-излучения увеличился на 48-73%, что подтверждено радиационными испытаниями этого и других образцов путем гамма и нейтронного облучения, проведенного в РНЦ «Курчатовский институт».
Кроме этого образца были изготовлены другие плоские образцы из композита заявленного состава по заявленному способу по системе: (В95+B4Cn+m+Wn и АМГ6+BNn+m+Wn), испытания которых также подтвердили указанные выше физико-механические свойства и радиационные показатели.
Таким образом, поставленная задача разработки дешевого и простого способа получения материала для изготовления ТУКов решена. Получен металломатричный композит, по сравнению с прототипом обладающий более высокими физико-механическими свойствами при низкой стоимости его производства.
Этот результат достигнут определением опытным путем наилучшего сочетания подобранного состава композиционного материала в виде наноразмерных порошков керамического упрочнителя нитрида бора или карбида бора и вольфрама и порошков матричной основы с двухэтапным механическим легированием, получение композиционной смеси и подборки наилучшего сочетания режимов их дальнейшей обработки на промышленном оборудовании.
По результатам предложенного технического решения из полученного металломатричного композита разработана конструкция ТУК-84 и по сравнению с использующимися в настоящее время ТУКами это позволило снизить вес каждого ТУКа на 20-30%, что ведет к увеличению его загрузки на 10-30%, что значительно снизит потребный парк ТУКов и, следовательно, стоимость обслуживания. При этом улучшены эксплуатационные свойства ТУКов: они более прочные, более легкие, более жесткие и более нейтронно-защитные, что повышает ядерную и экологическую безопасность и улучшает условия труда обслуживающего персонала при их хранении и при их транспортировке.
Таким образом, предложенный способ промышленно осуществим, а полученный этим способом материал промышленно применим.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМОМАТРИЧНОГО КОМПОЗИТНОГО МАТЕРИАЛА | 2015 |
|
RU2616315C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМОМАТРИЧНЫХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2023 |
|
RU2808763C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО | 2021 |
|
RU2776244C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2004 |
|
RU2246379C1 |
| Способ получения металлического композиционного материала с дисперсной фазой на основе карбида | 2018 |
|
RU2707055C1 |
| МАТЕРИАЛ НА ПОЛИМЕРНОЙ ОСНОВЕ ДЛЯ КОМБИНИРОВАННОЙ РАДИО- И РАДИАЦИОННОЙ ЗАЩИТЫ | 2015 |
|
RU2605696C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА МОЛИБДЕНА | 2009 |
|
RU2410201C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МАГНИЕВОЙ МАТРИЦЫ | 2009 |
|
RU2410199C1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДНОЙ МАТРИЦЫ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2686831C1 |
| АЛЮМОМАТРИЧНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ С БОРСОДЕРЖАЩИМ НАПОЛНИТЕЛЕМ | 2012 |
|
RU2496902C1 |
Изобретение относится к порошковой металлургии, в частности к получению композиционных материалов с металлической матрицей из алюминия или его сплавов, армированных керамическим наполнителем из нитридов или карбидов бора и вольфрамом. Может применяться в качестве конструкционных материалов в атомной энергетике для изготовления нейтронно-защитных экранов, транспортно-упаковочных контейнеров и нейтронно-поглощающих перегородок. Готовят порошок упрочнителя путем механического легирования смеси нанопорошков борсодержащего материала в количестве 2-25 вес.% состава смеси для получения композиционного материала и вольфрама в количестве 1-30 вес.% состава смеси для получения композиционного материала до получения композиционного порошка равномерностью 75-85%. В полученную смесь вводят порошок алюминия или его сплавов в количестве до 100 вес.% состава смеси для получения композиционного материала и продолжают механохимическое легирование в течение 0,5-5 ч со скоростью 100-1000 об/мин. Полученную смесь дегазируют в вакууме при температуре 0,6-0,8 температуры плавления алюминия, спекают и подвергают горячей экструзии через фильеру под давлением 3000-15000 МПа на прессе мощностью не менее 500 т. Обеспечивается повышение физико-механических свойств материала и улучшение эксплуатационных свойств изделий, повышающих ядерную и экологическую безопасность. 1 ил., 3 пр.
Способ получения композиционного материала, содержащего матрицу из алюминия или его сплавов и керамический упрочнитель из борсодержащих материалов, включающий приготовление исходной смеси порошка матричного металла с порошком керамического упрочнителя, механическое легирование с получением композиционной смеси, дегазацию приготовленной смеси в вакууме, спекание и горячую экструзию, отличающийся тем, что в качестве керамического упрочнителя используют композиционный порошок с равномерностью 75-85%, полученный путем смешивания порошка борсодержащего материала, преимущественно нитрида бора или карбида бора, размерностью 1,0-100 нм в количестве 2-25 вес.% состава исходной смеси и порошка вольфрама той же размерности в количестве 1-30 вес.% состава исходной смеси и механического легирования, который затем смешивают с порошком алюминия или его сплавов размерностью 0,1-100 мкм в количестве до 100 вес.% состава исходной смеси, при этом механическое легирование для получения композиционной смеси осуществляют в течение 0,5-5 ч со скоростью 100-1000 об/мин до равномерности 75-85%, дегазацию полученной композиционной смеси проводят в вакууме при температуре 0,6-0,8 от температуры плавления алюминия в течение 0,5-1,0 ч, спекание осуществляют в течение 1-5 ч при температуре 450-550°С, а горячую экструзию через фильеру осуществляют под давлением 3000-15000 МПа на прессе мощностью не менее 500 т.
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2004 |
|
RU2246379C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО БОРАЛЮМИНИЕВОГО КОМПОЗИТА | 2011 |
|
RU2465094C1 |
| Способ получения композиционного дисперсно-упрочненного материала на основе алюминия | 1990 |
|
SU1803268A1 |
| WO 1992005293 A, 02.04.1992 | |||
| WO 1997013600 A1, 17.04.1997. | |||

