Изобретение относится к порошковой металлургии, обработке металлов давлением и может быть использовано при получении материалов, используемых при разработке изделий атомной, авиакосмической и военной техники, в т.ч. при разработке конструкций, предназначенных для эффективной защиты от тепловых нейтронов.
В последние годы значительный интерес вызывают методы получения алюмоматричных дисперсно-упрочненных композитов, в том числе боралюминиевых, методами механического легирования (Калошкин С.Д., Чердынцев В.В., Горшенков М.В., Гульбин В.Н. Металломатричные сложнонаполненные композиционные материалы на основе алюминиевых сплавов / Сборник докладов Международного форума по нанотехнологиям РОСНАНО, Москва, 2008. - T.1. - С.447-449; Попов В.А., Кобелев А.Г., Чернышев В.Н. Нанопорошки в производстве композитов / М.: Интермет Инжиниринг, 2007. - 336 с.). Типовая технологическая схема получения композитов включает механическое легирование порошков алюминия карбидом бора; компактирование - статическое или динамическое формование композиционного порошка и спекание; дальнейшее горячее прессование и, при необходимости, горячую прокатку. Механическое легирование порошков алюминия и карбида бора, осуществляемое в высокоэнергетических планетарных мельницах, имеет довольно низкую производительность и повышенную энергоемкость. Компактирование композиционных порошков, основанное на приложении высоких статических или динамических давлений (взрывного), также отличается высокой энергоемкостью и требует изготовления специального нестандартного оборудования. Дополнительно следует отметить, что указанные технологии ориентированы, в основном, на изготовление мелких деталей из боралюминиевого композиционного материала, а не на получение листового боралюминиевого композита.
Известен способ получения листовых заготовок из алюминиевого порошка, основанный на способе горячей прокатки (Патент РФ №2206430. МПК7 B22F 3/18. Опубликован 20.06.2003 г.). По данному способу алюминиевый порошок в виде гранул с размером 50-200 мкм засыпают в оболочку в виде корытообразного лотка с крышкой, изготовленную из листовой стали толщиной 0,5-2,0 мм с равными или различными толщинами стенок, контактирующих при обжатии с валками. Затем уплотняют порошок, нагревают замкнутую оболочку с порошком до температуры не ниже 500°C, после чего обжимают ее в валках прокатного стана, охлаждают, разрезают оболочку и извлекают из нее готовую листовую алюминиевую заготовку.
Общим для известного и заявленного способов является размещение гранулированного порошка алюминия в металлической оболочке, уплотнение порошка, нагрев и горячая прокатка замкнутой оболочки с порошком.
Листовые заготовки из алюминиевого порошка, полученные известным способом, предназначены для изготовления материалов и изделий, применяемых в машиностроении, в том числе атомном. Однако состав и структура материала заготовок, полученных известным способом, не дает возможности использовать его для эффективной защиты от тепловых нейтронов. Кроме того, стальная оболочка является лишь формой для алюминиевой заготовки и требует дополнительных операций по разрезанию оболочки и извлечению из нее заготовки.
Наиболее близким по технической сущности к заявленному способу является способ получения боралюминиевого композита горячей прокаткой, разработанный Carbide and Carbon chemical corporation для Комитета по атомной энергетике (см. Отчет № ORNL-242 "Бораль: новая защита от тепловых нейтронов"; с.6-11. http://www.ornl.gov/info/reports/1949/3445603603768.pdf).
Согласно рассматриваемому способу смесь порошков карбида бора и алюминия помещают в оболочку из алюминиевой фольги, размещенную в алюминиевой рамке, которая сверху и снизу покрыта одиночным оберточным листом, образуя пакет. Пакет был прогрет до температуры 610°C в течение одного часа, затем прокатан при той же температуре в несколько проходов с промежуточным нагревом в течение 10 минут. В известном способе в качестве исходных составляющих порошковой смеси использовали порошок карбида бора и алюминиевый порошок достаточно крупных размеров: в микронном диапазоне.
Общим для известного и заявленного способов является приготовление порошковой смеси карбида бора и алюминия, размещение ее в оболочке из алюминийсодержащего материала, уплотнение, нагрев и горячая прокатка полученной заготовки не менее чем в два прохода при той же температуре.
Основным недостатком известного способа является невозможность получения листового боралюминиевого композита, обусловленная рядом технологических режимов и операций. Так, применение малых величин обжатий в каждом проходе при многоэтапной прокатке не создает требуемого сочетания уровня давлений и сдвиговых деформаций, обеспечивающих надежное сцепление порошка внутри слоя и с оболочкой композита на первых этапах прокатки. Включения твердых частиц крупных размеров приводят к снижению прочности алюмоматричных композитов, поскольку это обусловлено преимущественным зарождением трещин на поверхностях раздела или в участках скопления наполнителей. Кроме того, отсутствовало необходимое сцепление порошков при горячей прокатке, так как известно, что карбид бора практически не смачивается алюминием.
Задачей изобретения является получение качественного листового боралюминиевого композиционного материала, характеризующегося неразъемным соединением листовой оболочки из алюминиевого сплава с прослойкой из порошковой смеси алюминия и карбида бора, обладающего повышенными прочностными свойствами и обеспечивающего эффективную защиту от тепловых нейтронов. Дополнительной задачей является упрощение способа и снижение стоимости получения боралюминиевого композита.
Для решения поставленных задач способ получения листового боралюминиевого композита включает приготовление порошковой смеси из карбида бора и алюминия, размещение ее в оболочке из алюминийсодержащего материала, уплотнение, нагрев и горячую прокатку полученной заготовки не менее чем в два прохода при той же температуре. Содержание карбида бора в порошковой смеси составляет не более 25% и по отношению к высокодисперсной фракции алюминиевого порошка не превышает 2:1. Горячую прокатку порошковой смеси в оболочке осуществляют с обжатием не менее 50% в первом проходе и 30-40% во втором. Порошковую смесь готовят из наноразмерного порошка карбида бора с размерами частиц не более 0,1 мкм (100 нм), высокодисперсного порошка алюминия - не более 5 мкм и гранулированного порошка алюминия, с размером гранул 50-200 мкм. Оболочку для порошковой смеси изготавливают из листового проката деформируемых, термически упрочняемых алюминиевых сплавов. Толщина стенок оболочки составляет не менее 30% от толщины слоя порошковой смеси.
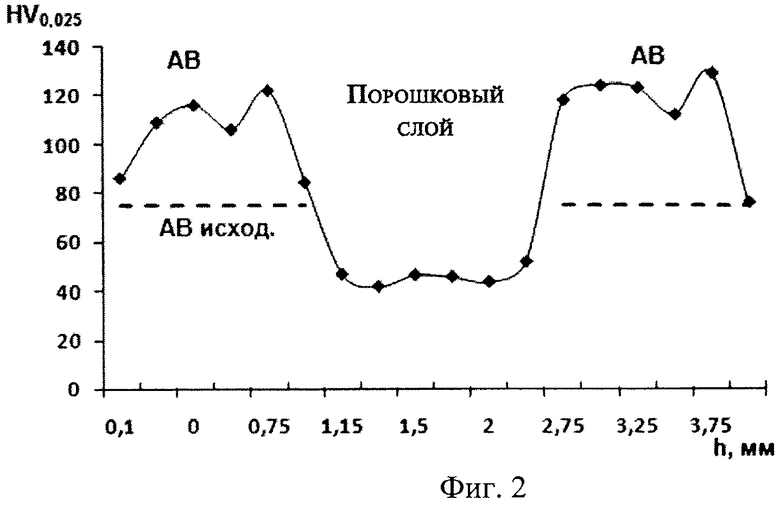
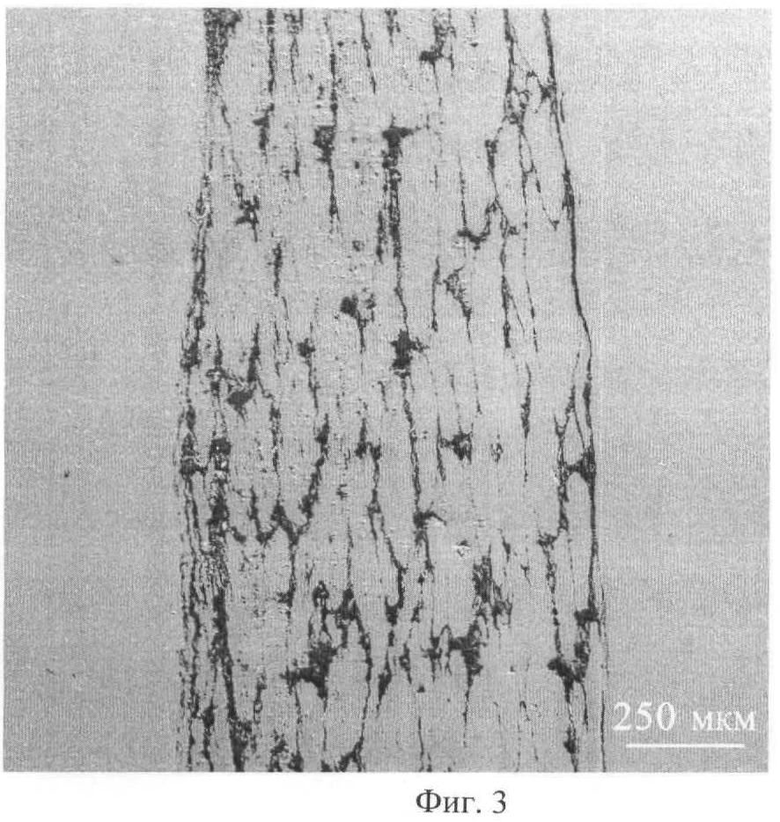
Способ поясняется графическими материалами: фиг.1, фиг.2 и 3. На фиг.1 представлена схема прокатки листового боралюминиевого композита. Цифрами обозначены: 1 - наноразмерный порошок карбида бора с размером частиц не более 0,1 мкм (100 нм); 2 - высокодисперсный алюминиевый порошок с размером частиц не более 5 мкм; 3 - гранулированный алюминиевый порошок с размером гранул 50-200 мкм; 4 - замкнутая листовая оболочка из алюминиевого сплава; 5 - валки прокатного стана; 6 - заглушка оболочки. На фиг.2 - приведена кривая распределения микротвердости по сечению боралюминиевого композита, полученного горячей прокаткой, и значения микротвердости для сплава АВ в исходном состоянии. На фиг.3 показан общий вид боралюминиевого композита, полученный заявленным способом. Представлены зоны соединения листовой оболочки из сплава АВ с порошковой смесью после горячей прокатки. Фото получено на оптическом микроскопе "NEOPHOT-21" при увеличении ×100.
Способ осуществляется следующим образом. Готовили смесь порошков из наноразмерного порошка карбида бора, высокодисперсного алюминиевого порошка и гранулированного алюминиевого порошка механическим смешиванием порошков в той же последовательности. Наноразмерный порошок карбида бора с размером частиц не более 0,1 мкм (100 нм) синтезирован в ФГУП «УНИХИМ с ОЗ» (г.Екатеринбург). Алюминиевый высокодисперсный порошок с размерами частиц 4÷5 мкм выпускается промышленностью по ГОСТ 5494. Порошок алюминиевый АПВ-86, выпускаемый промышленностью по ТУ 48-5-152-78, состоит из гранул размером фракций от 100 до 120 мкм. Содержание карбида бора в порошковой смеси составило ~10%; соотношение карбида бора и алюминиевой пудры в смеси: 2:1; остальное - гранулированный порошок.
Оболочку изготавливали из листового материала толщиной 3,15 мм. Материалом для оболочки был выбран деформируемый, термически упрочняемый сплав АВ (ГОСТ 4784) из группы авиалей. Высота отверстия в оболочке для засыпки порошка, равная высоте слоя порошка, составила 7,2 мм. Закрыли оболочку с одного торца заглушкой. Засыпали в отверстие оболочки порошок. Провели виброуплотнение порошка в оболочке, подсыпая его в процессе уплотнения до верхнего края. Закрыли второй торец оболочки заглушкой. Замкнутую оболочку с порошком нагрели в печи до 585÷595°C, продолжительность нагрева 20 мин. Осуществили горячую прокатку заготовки по маршруту: 13,5→6,4 мм. Прокатку проводили на прокатном стане ДУО с диаметром валков 255 мм, длиной бочки 200 мм и скорости прокатки 0,01-0,05 м/с.
Толщина оболочки с порошком после 1-ого прохода составила 6,4 мм. Нагревали заготовку до первоначальной температуры, продолжительность нагрева 12 мин. Второй маршрут прокатки составил: 6,4→3,8 мм. Общий маршрут прокатки: 13,5→6,4→3,8 мм. Далее провели калибровочные проходы на стане без нагрева заготовки. Получили листовой боралюминиевый композит. На фиг.3 представлены зоны соединения листовой оболочки из алюминиевого сплава АВ с прослойкой из заявленной смеси порошков после горячей прокатки. И эти зоны соединения являются неразъемными.
Как видно из кривой распределения микротвердости (фиг.2), обработка деформируемого, термически упрочняемого сплава АВ обеспечивает получение прочной оболочки композита. Наличие прочной оболочки гарантирует целостность и прочность полученного листового боралюминиевого композита.
Применение наноразмерного порошка карбида бора с размерами частиц не более 0,1 мкм (100 нм) позволяет достичь более плотного и прочного сцепления частиц карбида бора с порошковой алюминиевой матрицей за счет более развитой поверхности. В условиях эксплуатации применение наноразмерного порошка карбида бора обеспечивает повышение эффективности поглощения нейтронов, что позволяет снизить металлоемкость защитных конструкций.
Применение алюминиевого порошка с размерами частиц не более 5 мкм, т.е. сопоставимыми с наноразмерным карбидом бора, позволяет достичь его более полного покрытия алюминием. Обеспечивается обволакивание твердых частиц карбида бора высокодисперсным порошком алюминия, создаются условия для его плотной связи с алюминиевой матрицей при дальнейшей горячей прокатке.
Введение в состав порошковой смеси гранулированного алюминиевого порошка с размером гранул от 50 до 200 мкм обеспечивает формирование алюмоматричной прослойки в центральном слое композита. Горячая прокатка оболочки из алюминиевого сплава, содержащей смесь алюминиевых порошков различных фракций и наноразмерного порошка карбида бора, позволяет получить качественный, достаточно плотный листовой материал с минимальным объемом пустот и других дефектов.
Весовые соотношения между количеством наноразмерного порошка карбида бора, высокодисперсного порошка алюминия и гранулированного порошка алюминия получены из экспериментов и обеспечивают требуемый технологический результат.
В заявленном способе в качестве оболочки применяют листовые заготовки из алюминиевых сплавов толщиной, составляющей не менее 30% от толщины слоя порошковой смеси. Использование листовой заготовки из алюминиевых сплавов толщиной, составляющей не менее 30% от толщины слоя порошковой смеси, в совокупности с выбранными размерами фракционного состава порошковой смеси обеспечивает необходимое уплотнение порошка в процессе горячей прокатки и возможность обжатия при прокатке на 50% в первом проходе и 30-40% во втором с гарантией сохранения целостности заготовки.
При предплавильной для алюминия температуре 585÷595°C алюминиевый порошок переходит в вязко-текучее состояние. За счет применения не менее 50% обжатия в первом проходе горячей прокатки происходят большие сдвиговые деформации частиц алюминиевого порошка под давлением. Осуществляется уплотнение и спекание частиц алюминия между собой и алюминиевого порошкового наполнителя с листовой оболочкой из алюминиевого сплава. Алюминий обволакивает частицы наноразмерного карбида бора и после остывания плотно удерживает их в матрице. Применение обжатия менее 50%, как показывают опытные данные, не позволяет достичь требуемого результата. Применение обжатия более 50% в способе нецелесообразно, так как связано с дополнительными технологическими трудностями. Второй проход прокатки необходим для закрепления полученного результата: улучшения качества сцепления слоев композита. Величина обжатия во втором проходе составляет 30-40%. Применение меньшей величины обжатия во втором проходе безрезультатно, а большей - технологически неоправданно. Обеспечение повышенной прочности боралюминиевого композита возможно при изготовлении оболочки из деформируемых, термически упрочняемых алюминиевых сплавов.
Только при совокупном применении указанных приемов при горячей прокатке порошковой смеси в оболочке твердые наночастицы карбида бора оказываются плотно упакованными в алюминиевой матрице, и это обеспечивает получение дисперсно-упрочненного карбидом бора алюмоматричного композита.
Технический результат изобретения заключается в получении качественного листового боралюминиевого композиционного материала, характеризующегося неразъемным соединением листовой оболочки из алюминиевого сплава с прослойкой из порошковой смеси алюминия и карбида бора, обладающего повышенными прочностными свойствами и обеспечивающего эффективную защиту от тепловых нейтронов. Заявленный способ создает конкурентоспособную технологию, не требующую изготовления специального оборудования и снимающую ряд операций (формование, спекание), применяемых в существующих технологических процессах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2528926C1 |
| Нейтронно-поглощающий алюмоматричный композитный материал, содержащий гадолиний, и способ его получения | 2017 |
|
RU2679020C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМОМАТРИЧНОГО КОМПОЗИТНОГО МАТЕРИАЛА | 2015 |
|
RU2616315C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2509818C1 |
| Способ получения антифрикционного алюмоматричного композиционного материала | 2022 |
|
RU2796870C1 |
| Способ изготовления изделий из алюмоматричного композита, армированного карбидом кремния | 2021 |
|
RU2766392C1 |
| АЛЮМОМАТРИЧНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ С БОРСОДЕРЖАЩИМ НАПОЛНИТЕЛЕМ | 2012 |
|
RU2496902C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО | 2021 |
|
RU2776244C1 |
| Способ получения литых композиционных алюмоматричных сплавов | 2020 |
|
RU2729267C1 |
| Способ получения композиционного материала Ti/TiB | 2019 |
|
RU2711699C1 |
Изобретение относится к порошковой металлургии, в частности, к получению композиционных листовых боралюминиевых материалов. Может использоваться при разработке изделий атомной, авиакосмической и военной техники, в т.ч. при разработке конструкций, предназначенных для эффективной защиты от тепловых нейтронов. Из карбида бора и алюминия готовят порошковую смесь, содержащую не более 25% карбида бора, причем его содержание по отношению к высокодисперсной фракции алюминиевого порошка не превышает 2:1. Смесь размещают в оболочке из алюминийсодержащего материала, уплотняют, нагревают и подвергают горячей прокатке. Горячую прокатку порошковой смеси в оболочке осуществляют с обжатием не менее 50% в первом проходе и 30-40% во втором. Полученный материал характеризуется неразъемным соединением листовой оболочки с прослойкой из порошковой смеси, обладает повышенными прочностными свойствами и обеспечивает эффективную защиту от тепловых нейтронов. 3 з.п. ф-лы, 3 ил.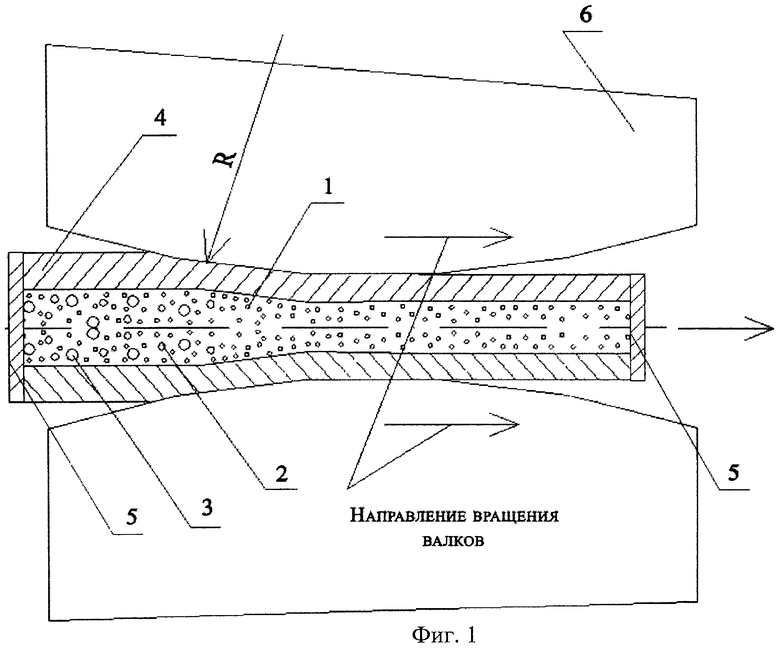
1. Способ получения листового боралюминиевого композита, включающий приготовление порошковой смеси карбида бора и алюминия, размещение ее в оболочке из алюминийсодержащего материала, уплотнение, нагрев и горячую прокатку полученной заготовки не менее чем в два прохода при одинаковой температуре, отличающийся тем, что порошковую смесь готовят из наноразмерного порошка карбида бора, высокодисперсного порошка алюминия и гранулированного порошка алюминия, причем содержание карбида бора в порошковой смеси составляет не более 25%, а по отношению к высокодисперсной фракции алюминиевого порошка составляет не более чем 2:1, при этом горячую прокатку порошковой смеси в оболочке осуществляют с обжатием не менее 50% в первом проходе и 30-40% во втором.
2. Способ по п.1, отличающийся тем, что для приготовления смеси берут порошки с размерами частиц: карбид бора - не более 0,1 мкм; алюминий высокодисперсный - не более 5 мкм и алюминий гранулированный - с размером гранул 50-200 мкм.
3. Способ по п.1, отличающийся тем, что оболочку для порошковой смеси изготавливают из листового проката термически упрочняемых алюминиевых сплавов.
4. Способ по п.2, отличающийся тем, что толщина стенок оболочки составляет не менее 30% от толщины слоя порошковой смеси.
| US 20080050270 A1, 28.02.2008 | |||
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОГО ПОРОШКА | 2001 |
|
RU2206430C1 |
| US 20090214886 A1, 27.08.2009 | |||
| US 6852273 B2, 08.02.2005 | |||
| US 20080131719 A1, 05.06.2008. | |||

