Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления гофрированных листовых профилей.
Известен бесклетевой профилегибочный стан для изготовления гофрированных профилей, содержащий сходящиеся по ходу профилирования нижние и верхние направляющие, вертикально замкнутые тяговые цепи, шарниры которых, устроенные в виде роликов-вальцев, служат приводными профилирующими элементами, которые при их качении по беговым дорожкам в нижних направляющих имеют возможность профилирующего взаимодействия с батареями неприводных формующих элементов в виде контрроликов, стационарно установленных в верхних направляющих. При этом беговые дорожки в нижних направляющих снабжены антифрикционным покрытием (патент 2312726, бюл. №35, 2007).
Недостатком этого известного бесклетевого стана является высокая материалоемкость и станко-трудоемкость изготовления вертикально замкнутых тяговых цепей со звездочками и большим количеством профилирующих роликов-вальцев с подшипниками качения и еще более многочисленных в батареях верхних стационарных формирующих роликов. Соответственно возрастают и эксплуатационные расходы.
Технической задачей изобретения является удешевление изготовления и сокращение расходов на эксплуатацию бесклетевого профилегибочного стана за счет уменьшения его металлоемкости и станко-трудоемкости производства и ремонтно-восстановительных работ.
Решение поставленной задачи достигается следующей заявляемой совокупностью существенных признаков, имеющих конструктивную новизну относительно известного стана по патенту №2312726:
- предлагаемый стан содержит только две вертикально-замкнутые тяговые цепи с шарнирами в виде роликов-вальцев, движущихся в нижних направляющих, установленных по краям стана равноудаленно от его продольной оси, при этом ролики-вальцы в шарнирах этих цепей служат приводными кромкопрофилирующими элементами во взаимодействии с установленными над ними батареями стационарных неприводных роликов с фасонными ободами, обеспечивающими надежное замковое защемление кромок листовой заготовки;
- гофрообразующие верхние и нижние формующие элементы, расположенные между верхними ветвями тяговых цепей, выполнены неприводными в виде прямых, сходящихся в плане сборных полозьев, изготовленных из антифрикционного металлографитового композиционного материала, например, из номенклатуры железо-меднографитовых марок Ж1р1Д3, Ж1р2Д2,5 [1] или других композитов; при этом полозья составляются из отдельных фрагментов-вкладышей, которые проставляются и фиксируются в верхних и нижних направляющих-обоймах.
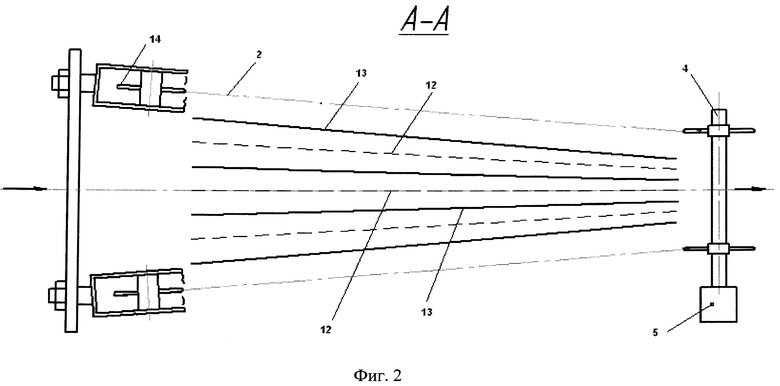
На фиг.1 изображен предлагаемый стан - главный вид, на фиг.2 схематично разрез А-А на фиг.1, на фиг.3 сечение Б-Б на фиг.2.
Стан состоит из станины 1, вертикально-замкнутых тяговых цепей 2 с шарнирами в виде кромкопрофилирующих роликов-вальцев 3, приводных звездочек 4 с приводом 5, боковых нижних направляющих 6 с беговыми дорожками 7 из антифрикционного материала, боковых верхних направляющих 8 со стационарно закрепленными на них батареями неприводных роликов 9 с фасонными ободами (кроме нескольких гладких на заправочном участке стана), верхних 10 и нижних 11 направляющих-обойм с закрепленными в них верхними 12 и нижними 13 гофропрофилирующими полозьями. Обе вертикально-замкнутые цепи 2 снабжены индивидуальными натяжными звездочками 14. Верхние направляющие боковые 8 и направляющие-обоймы 10 соединены поперечными балками 15, которые связаны со станиной 1 установочными шпильками 16 с фиксирующими гайками 17.
Профилегибочный стан работает следующим образом.
Начало заготовки принимается на ролики-вальцы 3, расположенные в верхних точках натяжных звездочек 14 с заведением под смещенные вперед первые неприводные ролики 9. Включается привод 5, цепи 2 начинают движение, при этом ролики-вальцы 3, двигаясь в направляющих 6 по фрикционным дорожкам 7, начинают вращаться за счет сцепления с ними, создавая во взаимодействии с установленными над ними роликами 9 тяговое усилие для продвижения заготовки вперед, осуществляя одновременное профилированием кромок и гофр в полозьях 12 и 13. При этом зазор взаимодействия между ободами роликов 3 и 9 должен быть равен толщине листовой заготовки минус обязательный «натяг» в пределах упругой деформации материала заготовки на сжатие. Указанный «натяг» создает необходимое нормальное давление P, одинаковое в трех линиях динамического контакта ободов роликов с поверхностями:
- роликов-вальцев 3 с фрикционной беговой дорожкой и нижней поверхностью профилируемой заготовки;
- неприводных роликов 9 с верхней поверхностью заготовки.
Благодаря этому возникают одновременно три момента сил трения качения:
 - относительно поверхности беговой дорожки;
- относительно поверхности беговой дорожки;
 - относительно нижней поверхности листовой заготовки;
- относительно нижней поверхности листовой заготовки;
 - относительно верхней поверхности листовой заготовки;
- относительно верхней поверхности листовой заготовки;
 ,
,  ,
,  , где
, где
P - сила нормального давления ободов роликов на поверхность качения (для стационарных роликов 9 - относительного качения);
f1 - коэффициент сухого трения качения по фрикционной дорожке;
f2 - коэффициент сухого трения качения по поверхностям листовой заготовки;
D - диаметр роликов-вальцев 9;
d - диаметр (приведенный) контрроликов 9 с фасонными ободами.
Именно комбинированное сочетание этих трех моментов с варьированием трех переменных параметров - f1, D и d - обеспечивают вращение кромкообразующих роликов 3 и 9 с передачей тяговых усилий для продвижения листовой заготовки в направлении профилирования без проскальзываний с одновременным формированием гофр в полозьях 12 и 13
Техническим результатом изобретения является удешевление изготовления и сокращение расходов на эксплуатацию бесклетевого профилегибочного стана за счет уменьшения металлоемкости и станко-трудоемкости производства и ремонтно-восстановительных работ.
Литературные источники по ссылкам в описании:
1. В.Д. Зозуля. Смазки для спеченных самосмазывающихся подшипников. - Киев, Наукова думка, 1976, с.8, 10, табл.3.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 2005 |
|
RU2312726C2 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2000 |
|
RU2190490C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| Профилегибочный стан | 1986 |
|
SU1433540A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| ПРОФИЛИРОВАННЫЙ ЛИСТ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ПРОФИЛЕГИБОЧНЫЙ СТАН | 2001 |
|
RU2220803C2 |


Изобретение относится к области обработки металлов давлением и может использоваться при изготовлении элементов легких металлических конструкций гофрированного профиля. Стан содержит установленные по его краям две вертикально замкнутые тяговые цепи, шарниры которых устроены в виде роликов-вальцев, предназначенных во взаимодействии с верхними стационарными неприводными контрроликами и для профилирования кромок. При этом гофропрофилирующие формующие элементы расположены между верхними ветвями цепей и выполнены неприводными в виде полозьев, изготовленных из самосмазывающегося антифрикционного металлографитового композита. Cнижается металлоемкость. 3 ил.
Бесклетевой профилегибочный стан для изготовления гофрированных профилей, содержащий сходящиеся по ходу профилирования нижние и верхние направляющие, вертикально замкнутые тяговые цепи, шарниры которых устроены в виде роликов-вальцев, движущихся в нижних направляющих по беговым дорожкам с антифрикционным покрытием, имеющие возможность профилирующего взаимодействия со стационарно установленными над ними неприводными роликами в виде батарей на верхних направляющих, отличающийся тем, что он содержит две вертикально замкнутые тяговые цепи, а их ролики-вальцы установлены с возможностью перемещения в боковых нижних направляющих, расположенных по краям стана равноудаленно от оси симметрии его профилирующей части, неприводные ролики установлены над роликами-вальцами и во взаимодействии служат для профилирования кромок и передачи тяговых усилий для продвижения листовой заготовки в направлении профилирования, а неприводные гофропрофилирующие формующие элементы расположены между верхними ветвями тяговых цепей и выполнены в виде закрепленных в верхних и нижних направляющих-обоймах полозьев из самосмазывающегося антифрикционного металлографитового композиционного материала, набранных из фрагментов-вкладышей.
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 2005 |
|
RU2312726C2 |
| Профилегибочный стан для производства гнутых профилей проката | 1986 |
|
SU1362535A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННОГО ПРОФИЛЯ И ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146572C1 |
| RU 2062155 C1, 20.06.1996 | |||
| US 4176539 A1, 04.12.1979. | |||

