Л
Л
2f
W
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Профилегибочный стан | 1992 |
|
SU1819171A3 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства гнутых профилей закрытого типа, и может быть использовано при изготовлении деталей типа скребков трубчатого снчения на- возоуборочных машин в машиностроении для животноводства. Цель изобретения - упрощение переналадки стана при переходе с одного типоразмера на другой. Стан содержит рабочие клети и шестеренные клети, связанные кинематически с рабочими клетями. Между 6aS6 se (Л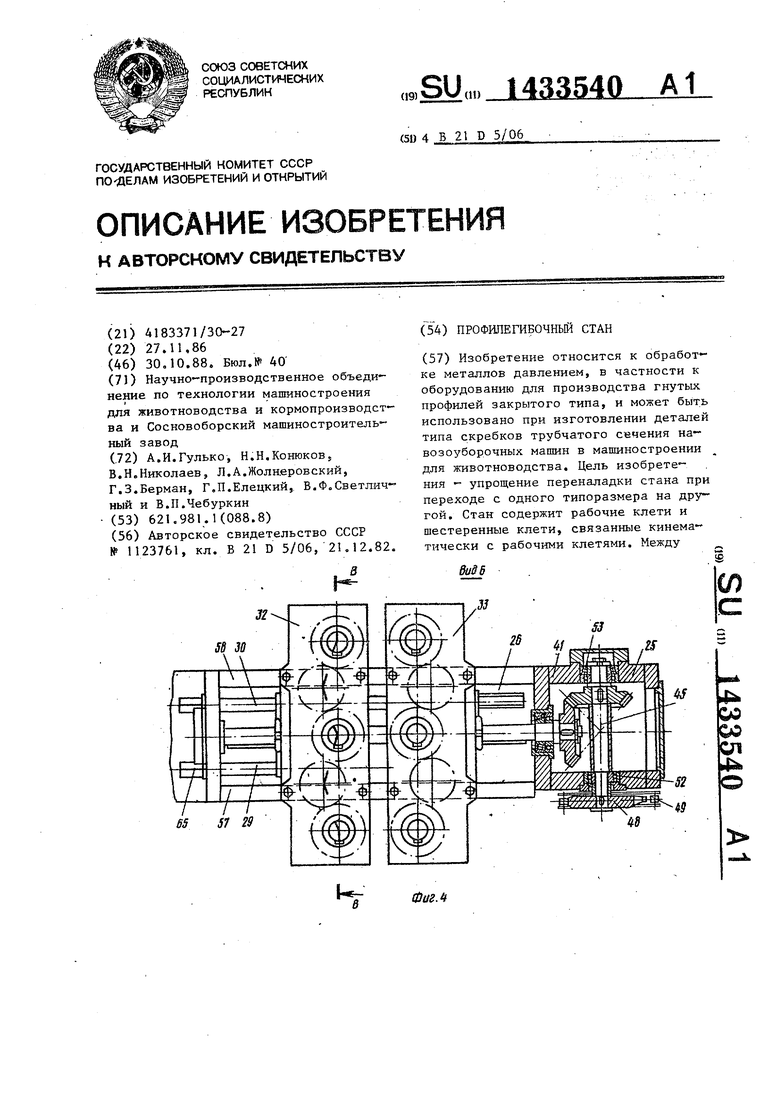
ч
ФигЛ
рабочими клетями размещены столы с ;неприводными роликами и столы с при- ;водными роликами, установленными в
съемных блок-касетах. Рабочие валы :приводных роликов кинематически свя- ;заны между собой посредством блока I шестерен 66-68, размещенных внутри
корпусов блок-кассет 77; На нижней I части центральных рабочих валов 34 установлены конические шестернИз свя- 1
Изобретение относится к обработке Металлов давлением, в частности к Оборудованию для производства гнутых Ьрофилей закрытого типа, преимущест - ренно замкнутых труб, и может быть |использовано при изготовлений дета«- ей типа скребков трубчатого сечения авозоуборочных машин в машиностров - Ьши для животноводства.
I Целью изобретения является упрощение переналадки стана при переходе с одного типоразмера на другой.
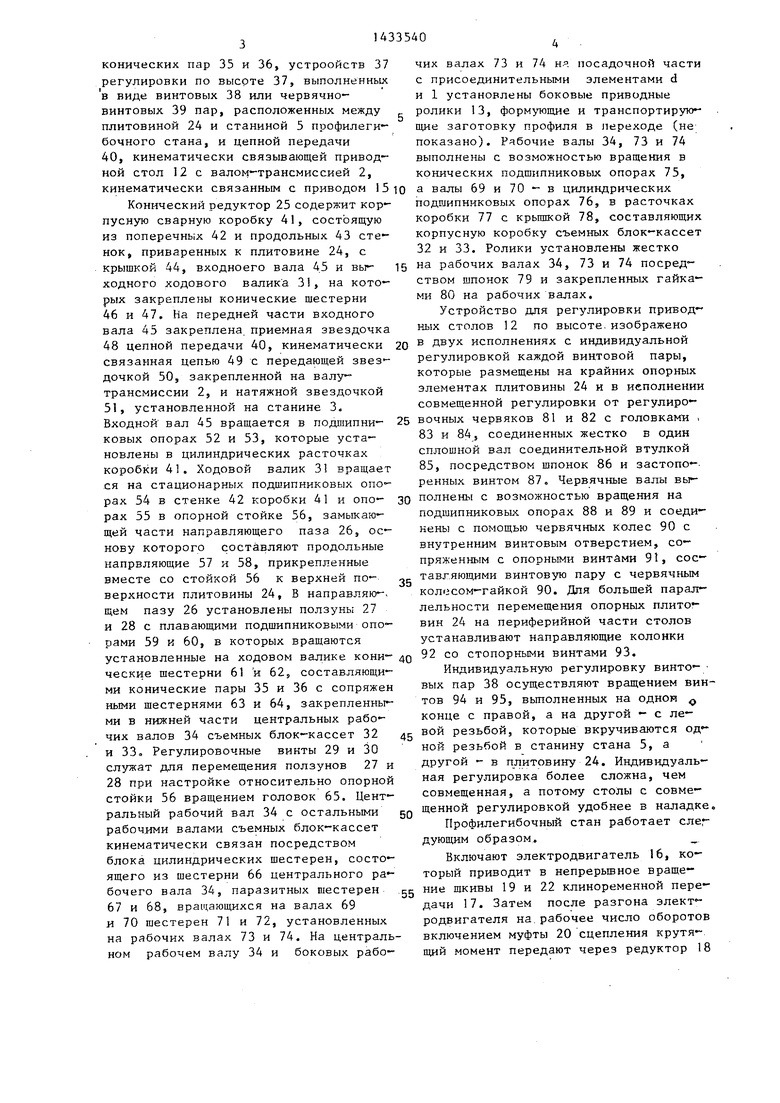
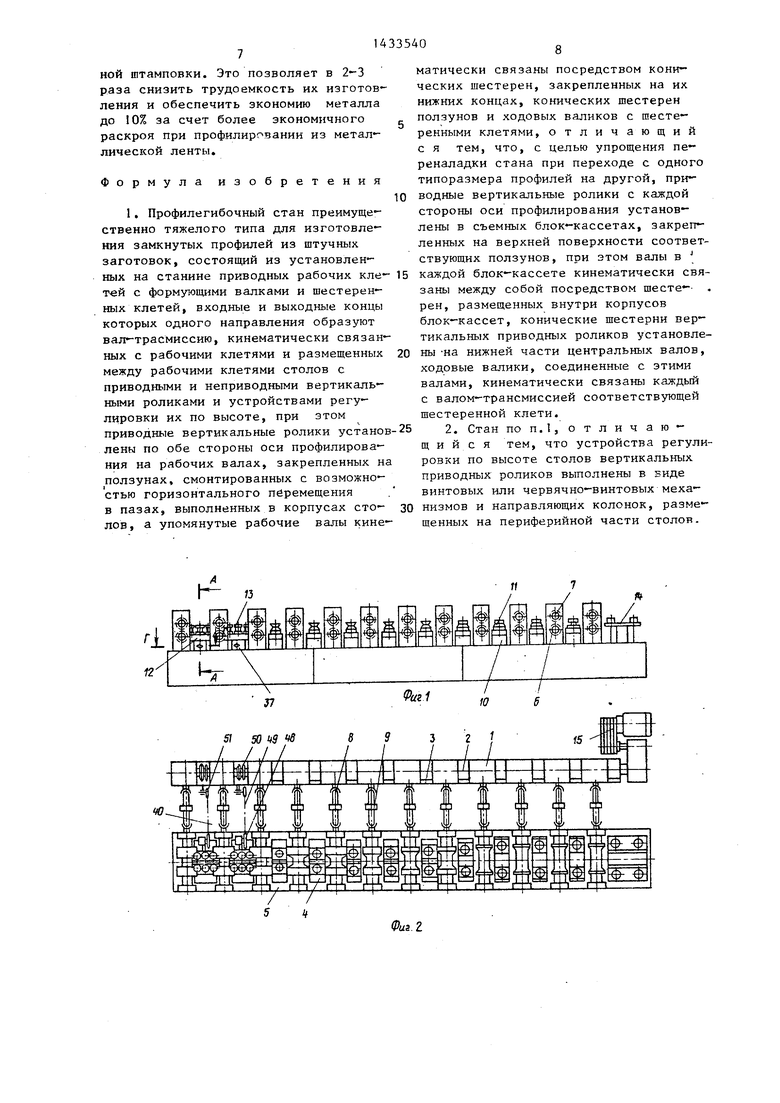
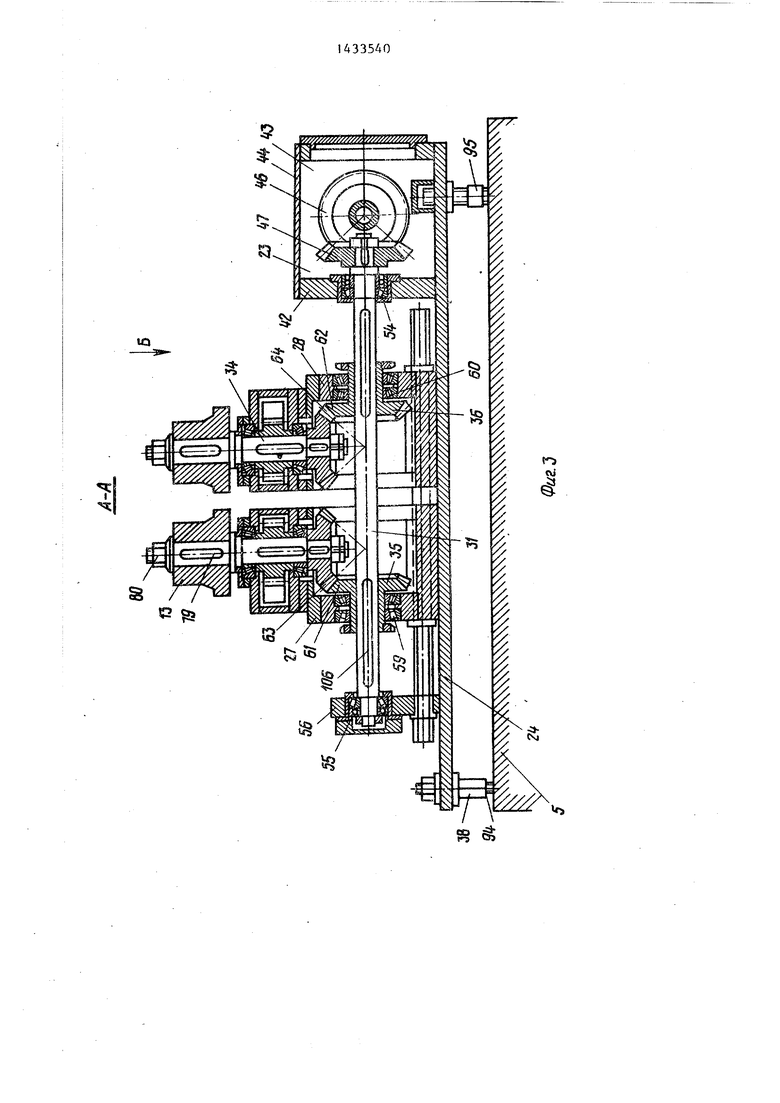
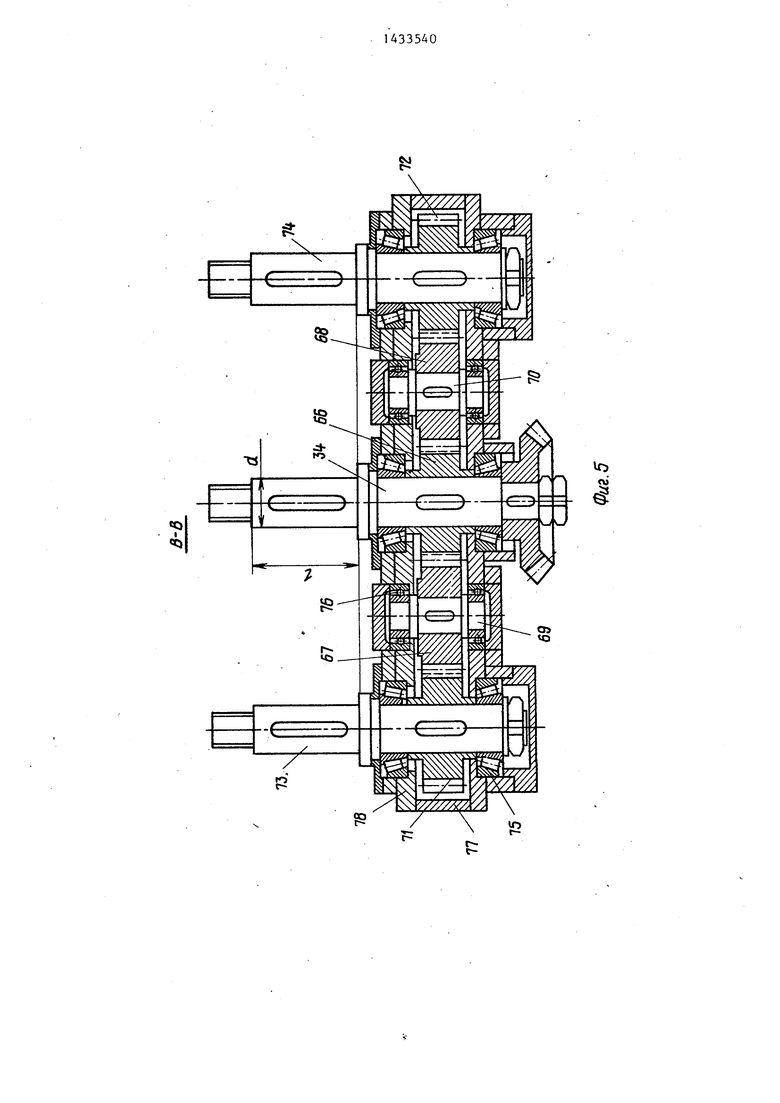
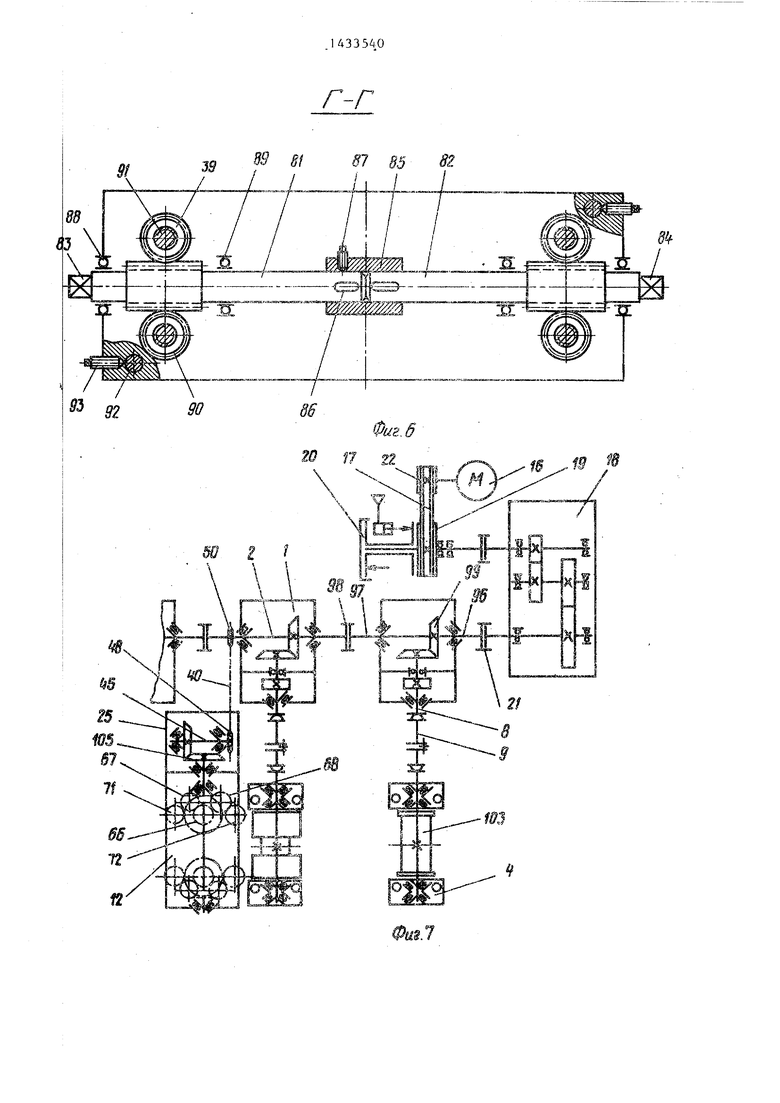
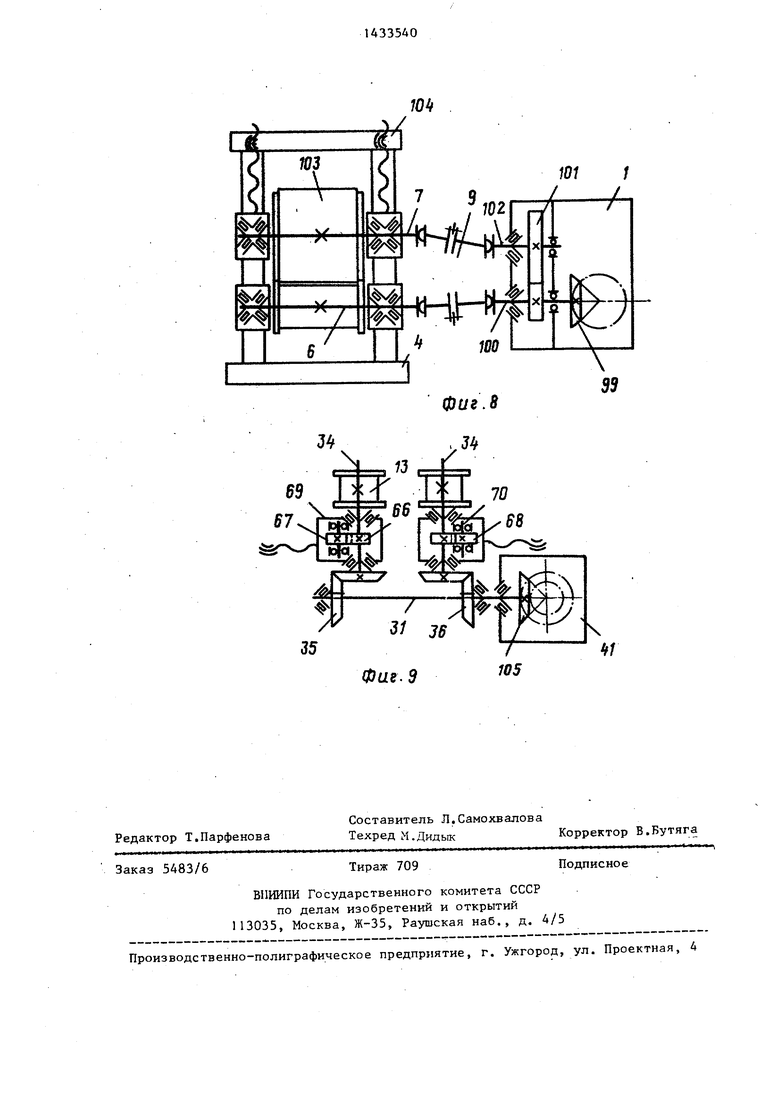
На фиг.1 изображен профилегибоч- ный стан, общий вид; на фиг.2 - то ке, вид сверху; на фиг.З - разрез А-А на фиг.1| на фиг.4 - вид Б на фиг.З; на фиг.З - разрез В-В на фиг.4; .6 - разрез Г-Г на фиг,1; на 1)иг.7 - кинематическая схема про филет гибочного стана; на фиг.8 - кинемати 1ческая схема профилегибочной клети; Иа фиг.9 - кинематическая схема природного стола.
Профилегибочный стан разработан |на основе типового -профилегибочного Ьтана тяжелого типа для машинострон- гельных заводов и состоит из привод- Йых шестеренных клетей j входные и рыходные концы которых одного направ« цения образуют вал-трансмиссию 2 и :Смонтированы на отдельной станине 3, рабочих клетей 4, установленных на другой станине 5, с рабочими валками,, установленными на нижнем рабочем валу 6 и верхнем 7, приводимыми в движение от выходных концов 8 шестеренных клетей 1 посредством шарнирных валов 9, а также рабочих столов. О с непривод - ными роликами 1 1 и приводными рабочи занные с ходовыми валиками, соединенными через коническую и цепную передачи с валом-трансмиссией шестеренных клетей. Столы с вертикальными приводными роликами снабжены устройством для перемещения их по высоте. Устройство обеспечивает надежное тяговое ycs-шие приводных вертикальных роликов и улучшение условий формовки. 1 з.п, ф-лы, 9 ил.
ми столами 12 с роликами 13 и входных направляюпшх 14, Рабочие столы непри- водные 10 и приводные 12 размещены в пространстве между парами валков рабочих клетей 4 и снабжены устройст- вами регулировки по высоте. Привод 15 профилегибочного стана кинематически связан с валом-трансмиссией 2 шестеренных клетей 1 и состоит иэ электродвигателя 16, клиноременной передачи 17, редузстора 18, на входном конце которо го смонтирован шкив 19, с встроенной муфтой 20 сцепления, а выходной конец редуктора соединен соединительной муфтой 21 с валом-трансмиссией 2. Шкив 22 клиноременной передачи 17 установлен на валу электродвигателя 16„
В межклетьевом пространстве стана с первой по десятую пары валков размещены неприводные столы 10, а после десятой и одиннадцатой клетей установлены приводные столы 12, улучщаю- цие условия профилирования в профиле- гибочных станах Фяжелого типа. Приводной стол 12 состоит из приводного устройства 23, содержащего плитовину 24 с коническим редуктором 25 и направляющим пазом 26, ползунов 27 и 28, установленных с возможностью перемещения в направляющем пазу 26 посредством регулировочных винтов 29 и 30, кинематически связанных через ходовой валик 31 с коническим редуктором 25, съемных блок-кассет 32 и 33, установленных на верхней поверхности ползунов 27 и 28, кинематически связанных через центральный рабочий вал 34 с ходовым валиком 31 с помощью
,1433540
j4
конических пар 35 и 36, устроойств 37чих валах 73 и 74 н.я посадочной части
регулировки по высоте 37, выполненныхс присоединительными элементами d
в виде винтовых 38 или червячно-и 1 установлены боковые приводные
винтовых 39 пар, расположенных междуролики 13, формующие и транспортирую плитовиной 24 и станиной 5 профилеги-щие заготовку профиля в переходе (не
бочного стана, и цепной передачипоказано). Рабочие валы 34, 73 и 74
40, кинематически связывающей привод-выполнены с возможностью вращения в
ной стол 12 с валом-трансмиссией 2,конических подшипниковых опорах 75,
кинематически связанным с приводом 15ioа валы 69 и 70 - в цилиндрических
Конический редуктор 25 содержит кор-подшипниковых опорах 76, в расточках пусную сварную коробку 41, состоящуюкоробки 77 с крьщгкой 78, составляющих из поперечных 42 и продольных 43 сте-корпусную коробку съемных блок-кассет нок, приваренных к плитовине 24, с32 и 33. Ролики установлены жестко крышкой 44, входноего вала 45 и вы- 15 рабочих валах 34, 73 и 74 посред- ходного ходового валика 31, на кото-ством шпонок 79 и закрепленных гайка- рых закреплены конические шестерни 0 на рабочих валах, 46 и 47, На передней части входного Устройство для регулировки привод- вала 45 закреплена, приемная звездочка столов 12 по высоте, изображено 48 цепной передачи 40, кинематически 20 исполнениях с индивидуальной связанная цепью 49 с передающей звез-регулировкой каждой винтовой пары, дочкой 50, закрепленной на валу-которые размещены на крайних опорных трансмиссии 2, и натяжной звездочкойэлементах плитовины 24 и в исполнении 51, установленной на станине 3,совмещенной регулировки от регулиро- Входной вал 45 вращается в подшипни- 25ночных червяков 81 и 82 с головками , ковых опорах 52 и 53, которые уста-83 и 84, соединенных жестко в один новлены в цилиндрических расточкахсплошной вал соединительной втулкой коробки 41. Ходовой валик 31 вращает85, посредством шпонок 86 и застопо-. ся на стационарных подшипниковых опо-ренных винтом 87. Червячные валы вьр- рах 54 в стенке 42 коробки 41 и опо- 30полнены с возможностью вращения на pax 55 в опорной стойке 56, замыкаю-подшипниковых опорах 88 и 89 и соеди- щей части направляющего паза 26, ос-кены с помощью червячных колес 90 с нову которого составляют продольныевнутренним винтовым отверстием, со- напрвляющие 57 и 58, прикрепленныепряженным с опорными винтами 91, сое- вместе со стойкой 56 к верхней по- -,птавгяющими винтовую пару с червячньм верхности плитовины 24, В направляю-,кол -сом-гайкой 90, Дпя большей парал - щем пазу 26 установлены ползуны 27лельности перемещения опорных плито- и 28 с плавающими подшипниковыми опо-вин 24 на периферийной части столов рами 59 и 60, в которых вращаютсяустанавливают направляющие колонки установленные на ходовом валике кони- до°2 со стопорными винтами 93, ческие шестерни 61 и 62, составляющи- Индивидуальную регулировку винто- ми конические пары 35 и 36 с сопряженвых пар 38 осуществляют вращением винными шестернями 63 и 64, закрепленны-тов 94 и 95, вьшолненных на одной ми в нижней части центральных рабо-конце с правой, а на другой - с ле- чих валов 34 съемных блок-кассет 32 резьбой, которые вкручиваются од- и 33, Регулировочные винты 29 и 30ной резьбой в станину стана 5, а служат для перемещения ползунов 27 иДРУгой - в плитовину 24, Индив1здуаль- 28 при настройке относительно опорнойная регулировка более сложна, чем стойки 56 вращением головок 65. Цент-совмещенная, а потому столы с совме- ральный рабочий вал 34 с остальными 50«енной регулировкой удобнее в наладке, рабочими валами съемных блок-кассет Профилегибочный стан работает слег кинематически связан посредствомдующим образом, блока цилиндрических шестерен, состо- Включают электродвигатель 16, ко- ящего из шестерни 66 центрального ра -торый приводит в непрерьшное враще- бочего вала 34, паразитных шестерен 55ние щкивы 19 и 22 клиноременной пере- 67 и 68, вращающихся на валах 69 дачи 17, Затем после разгона элект- и 70 шестерен 71 и 72, установленныхродвигателя на.рабочее число оборотов на рабочих валах 73 и 74, На централь-включением муфты 20 сцепления крутя- ном рабочем валу 34 и боковых рабо-щий момент передают через р гдуктор 18
и соединительную муфту 2S на входной конец 96 первой шестеренной клети и далее через выходной конец 97 этой клети на соединительную муфту 98 к входному концу второй шестеренной клети и таким образом крутящий момент передается всем входным валам, разукяцим вал-трансмиссию 2, остальных
шестеренных клетей 1. В каждой шесте- Ю го типа, применяемых в машиностроении рейкой клети производится отбор мощ- без существенных доработок. Для этого
ности привода через конические пары
99на нижний вал 100 шестеренной клети 1 и через косозубую цилиндрическую пару 101 верхнему в.алу 102 той
же шестеренной клети 1. От нижнего
100и верхнего 102 валов шестеренной клети 1 через шарнирные валы 9 враща:тельное движение передается нижнему 6 и верхнему 7 рабочим валам каждой рабочей клети 4. На нижнем 6 и верх-. Нем 7 рабочих валах установлены рабочие валкк 103, формующие и транспортирующие профиль в переходе от предьг- дущей к последующей к)1ети. Верхний вал при наладке регулируют по высоте. с помощью нажимных винтов 104
Отбор мощности от вала-трансмиссии 2 к приводным столам 12 производят через передаюшзяе, звездочки 50, уста- новленные на выходном конце 97 шее- 5 еренкой клети i, и передачу 4 40 ка приемную звездочку 48s закреп ленную на входном валу 45 конического
редуктора 25, далее вращательное жение передают через коническую пару 105 на ходовой валик 31 с направляю- лщми шпонками 1,06, от которог о произ- I водят отбор мощности с помощью кони-
45
ческих передач 35 и 36 на центральные 49 нарушается целостность покрытия, что
: рабочие валы 34 съемных блок-кассет 32 и 33, внутри которых от шестерен 66 через паразитные шестерни 67 и 68
i и шестерни 71 и 72 вращательное движение передают осталёным рабочим валам 73 и 74, на которых, как и на центральном рабочем валу 34, установлены формующие приводные боковые ролики 13, которые осуществляют гибку тех вертикальных элементов формуемого замкнутого профиля, которые недоступны или труднодоступны воздействию валков в завершающей стадии формовки профиля.
В процессе формовки штучная заготовка или рулонная лента поочередно
.проходя, начиная от стола входных направляющих 14, рабочие клети 4 с валками и установленными за ними непозволяет профилировать вертикальные стенки.профилей самых разнообразных конфигураций из штучных заготовок и металлической ленты, недоступных воздействию валков обычных клетей.
Предлагаемая конструкция профиле- гибочного стана расширяет технологические; возможности профилегибоч- ного стана тяжелого типа за счет соз«
Дания надежного тягового усилия приводных вертикальных роликов и лучших условий формовки, обеспечивая наряду с технологическими преимуществами лучшее качество замкнутых профилей. ее Применение предлагаемого профилегибоч ного стана позволяет профилировать замкнутые профили больших размеров сложных конфигураций с покрытием и без покрытия взамен многооперацион50
приводными столами 10 с роликами до последних рабочих клетей 4, после которых установлены столы 12 с приводными роликами 13, формуется до замкнутого профиля.
Профилегибочный стан с приводными столами может быть создан на базе типовых профилегибочных станов тяжело5
0
о
заменяют столы с неприводными роликами, расположенными между формующими валками5, столами с приводными роликами и кинематически св-язывают их непосредственно с валом-трансмиссией шестеренных клетей. Конструкция приводных столов позволяет их изготавливать с одним и более приводными роликами, которые при переналадке можно снимать и устанавливать по блочной системе с помощью механизированных грузоподъемных средств, как и рабочие валки вместе со съемными 5 валами с подушками,
Наличие привода вертикальных роликов 13 в межклетьевом пространстве последних рабочих клетей позволяет не только осуществлять формовку замкнутого профил я с высокими вертикальными стенками сложных конфигураций, но и прикладывать тяговое усилие для его перемещения. Это, кроме того, позволяет не пережимать замкнутый профиль последними парами валков, освобождая его вертикальные стенки от искажающего контакта с валками, на которых вследствие скоростных перепадов образуются задиры, царапинь;.
5
нарушается целостность покрытия, что
позволяет профилировать вертикальные стенки.профилей самых разнообразных конфигураций из штучных заготовок и металлической ленты, недоступных воздействию валков обычных клетей.
Предлагаемая конструкция профиле- гибочного стана расширяет технологические; возможности профилегибоч- ного стана тяжелого типа за счет соз«
Дания надежного тягового усилия приводных вертикальных роликов и лучших условий формовки, обеспечивая наряду с технологическими преимуществами лучшее качество замкнутых профилей. Применение предлагаемого профилегибоч- ного стана позволяет профилировать замкнутые профили больших размеров сложных конфигураций с покрытием и без покрытия взамен многооперацион
ной штамповки. Это позволяет в 2-3 раза снизить трудоемкость их изготовления и обеспечить зкономию металла до 10% за счет более экономичного раскроя при профилировании из металлической ленты.
Формула изобретения
нь:х клетей, входные и выходные концы которых одного направления образуют вал-трасмиссию, кинематически связанных с рабочими клетями и размещенных между рабочими клетями столов с приводными и неприводными вертикальными роликами и устройствами регулировки их по высоте, при этом приводные вертикальные ролики установ лены по обе стороны оси профилирования на рабочих валах, закрепленных на ползунах, смонтированных с возможностью горизонтального перемещения в пазах, выполненных в корпусах сто- лов, а упомянутые рабочие валы кине0
5 каждой блок-кассете кинематически свя заны между собой посредством шесте -магически связаны посредством конических шестерен, закрепленных на их нижних концах, конических шестерен ползунов и ходовых валиков с шестеренными клетями, отличающий с я тем, что, с целью упрощения переналадки стана при переходе с одного типоразмера профилей на другой, приводные вертикальные ролики с каждой стороны оси профилирования установлены в съемных блок-кассетах, закрепленных на верхней поверхности соответствующих ползунов, при этом валы в
рен, размещенных внутри корпусов блок-кассет, конические шестерни вертикальных приводных роликов установлены -на нижней части центральных валов, ходовые валики, соединенные с этими валами, кинематически связаны каждый с валом-трансмиссией соответствующей шестеренной клети.
«о
«Q
Ю
г-г
П
,5 82
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
