Область техники, к которой относится изобретение
Это изобретение относится к раствору для кондиционирования поверхности, который используется для обработки стальной детали и особенно резьбового соединения для стальных труб, таких как ТИНМ (трубчатые изделия для прокладки нефтепроводов на местности или трубопроводы для нефтяных скважин), перед фосфатной химической конверсионной обработкой, а также к способу обработки поверхности стальной детали и к стальной детали с обработанной поверхностью и особенно к резьбовому соединению для стальных труб, в которых используется раствор для кондиционирования поверхности. Благодаря проведению кондиционирования поверхности в соответствии с настоящим изобретением может быть значительно улучшена стойкость к истиранию резьбового соединения для стальных труб, таких как ТИНМ.
Уровень техники
Химическая конверсионная обработка стальной детали является химической реакцией стали с каким-либо корродирующим раствором с образованием адгезионного покрытия из продукта коррозии на поверхности стальной детали. В зависимости от типа используемого корродирующего раствора химическая конверсионная обработка включает в себя фосфатную обработку, хроматную обработку, оксалатную обработку и т.п. Среди других обработок фосфатная химическая конверсионная обработка (также называемая фосфатной обработкой или фосфатированием) широко используется в автомобильной промышленности для формирования покрытия подложки для подготовки поверхности перед электроосаждением покрытия на стальной лист.
На стальном листе для автомобиля проводится фосфатная химическая конверсионная обработка для подготовки поверхности перед нанесением покрытия из краски, для того чтобы усилить адгезию электроосажденного покрытия из краски. Желательно для этой обработки сформировать плотное фосфатное покрытие, состоящее из мелких кристаллитов. Чтобы обеспечивалось формирование такого фосфатного покрытия посредством фосфатной химической конверсионной обработки, как известно, стальной лист подвергают перед обработкой кондиционированию поверхности с использованием кондиционирующего раствора, содержащего ионы фосфата и ионы щелочного металла.
Например, JP-A 57-82478 (Документ 1), JP-A 10-245685 (Документ 2) и JP-A 2000-96256 (Документ 3) раскрывают, что может быть сформировано плотное химическое конверсионное покрытие с очень мелкими кристаллитами посредством обработки стального материала раствором для кондиционирования поверхности, содержащим смесь, соответственно, «фосфата щелочного металла как основного компонента и небольшого количества соединения титана и хлората», «мелких фосфатных частиц и соли щелочного металла, аммониевой соли или т.п.» или «мелких фосфатных частиц и ускорителя (органическое соединение)», после чего проводили химическую конверсионную обработку раствором фосфата (фосфатирующая обработка).
Цель каждого из этих способов кондиционирования поверхности заключается в уплотнении и очистке фосфатного покрытия, сформированного фосфатированием, и сам раствор для кондиционирования поверхности содержит как ионы щелочного металла, так и ионы фосфата.
ТИНМ, такие как трубопроводы и оболочки, которые используются при бурении нефтяных скважин, обычно соединяются между собой резьбовыми соединениями. Глубина нефтяных скважин обычно 2000-3000 метров, но в последние годы она иногда достигает 8000-10000 метров в глубоких нефтяных скважинах в офшорных нефтяных полях и т.п.
Когда они размещены в среде, для которой предназначены, такие резьбовые соединения, связывающие ТИНМ, продолжают испытывать воздействие составляющих давлений, включая растягивающие усилия в осевом направлении, возникающие из-за массы ТИНМ и самих соединений, и внутренние и внешние поверхностные давления, а также подземное тепло. Поэтому требуются соединения для поддержания герметичности по отношению к газам и жидкостям без разрушения даже при таких условиях окружающей среды. Во время опускания труб и оболочек в скважину возникают случаи, когда уже уплотненное соединение нужно ослабить и затем снова затянуть. В соответствии с нормами API (Американский нефтяной институт) требуется, чтобы герметичность в отношении газов и жидкостей поддерживалась без возникновения задиров и истираний, что приводит к тяжелому заеданию, которое не может быть устранено, даже когда затягивание (сочленение) и ослабление повторяют 10 раз для соединения трубопроводов или 3 раза для соединения оболочек.
Типовое резьбовое соединение для ТИНМ имеет конструкцию в виде штыря и коробки, которая может образовать контактное уплотнение металла с металлом. В таком соединении наружная резьба сформирована на конце трубы нефтяной скважины, служащей штырем, а внутренняя резьба образована на внутренней поверхности резьбового соединительного элемента (связки), служащего коробкой, и на конце штыря предусмотрена металлическая контактная часть без резьбы и в соответствующей позиции на коробке. При соединении этих двух элементов металлические контактные части без резьбы штыря и коробки контактируют одна с другой и образуют контактное уплотнение металла с металлом. Во время уплотнения наносится жидкая смазка, называемая компаундным жиром, содержащая порошок тяжелого металла, чтобы улучшить стойкость по отношению к задирам и истираниям, и герметичность в отношении газов и жидкостей. Имеются также резьбовые соединения, которым не требуется сочленение и которые снабжены наружной резьбой и металлической контактной частью без резьбы на одном конце стальной трубы для образования штыря и снабжены внутренней резьбой и металлической контактной частью без резьбы на другом конце трубы для образования коробки.
Части с резьбой и металлические контактные части без резьбы резьбового соединения иногда подвергаются фосфатной химической конверсионной обработке и особенно химической конверсионной обработке фосфатом марганца, преимущественно с целью улучшения их способности удерживать на себе компаундный жир и таким образом улучшать скользящие свойства (стойкость к истиранию) и герметичность соединения по отношению к газам и жидкостям. Однако, если вышеупомянутые способы фосфатной химической конверсионной обработки, разработанные для подготовки поверхности стального листа для автомобилей перед нанесением покрытия из краски и для осуществления кондиционирования поверхности перед фосфатной обработкой, применяются без их модифицирования, то можно не достичь вышеуказанной цели.
Было несколько предложений по фосфатной химической конверсионной обработке с целью улучшения стойкости к истиранию резьбового соединения для ТИНМ.
Например, JP-A 5-117870 (Документ 4) раскрывает улучшение стойкости к истиранию и износостойкости посредством образования поверхностных неровностей со средней шероховатостью 20-60 мкм на поверхности соединения для ТИНМ, перед тем как эта поверхность была подвергнута фосфатной химической конверсионной обработке.
JP-A 2001-335956 (Документ 5) раскрывает следующее стандартное кондиционирование поверхности или придание шероховатости поверхности, осуществляя химическую конверсионную обработку поверхности соединения для ТИНМ из стали, содержащей хром, с использованием раствора для фосфатной химической конверсионной обработки, имеющего полное кислотное число, свободное кислотное число и кислотное отношение, подогнанные под заданный диапазон. Покрытие, полученное в результате химической конверсионной обработки фосфатом марганца, является плотным и состоит из мелких кристаллитов.
JP-A 60-121385 (Документ 6), JP-A 6-346988 (Документ 7) и JP-A 7-139665 (Документ 8) раскрывают возможность повышения стойкости к истиранию резьбового соединения для ТИНМ, изготовленного из высокохромистой нержавеющей стали с содержанием хрома по меньшей мере приблизительно 10 мас.%, посредством, соответственно, «гальванического нанесения покрытия из Fe, которое может содержать диспергированные частицы и последующего формирования фосфатного покрытия», «формирования нитридного слоя и последующего нанесения противоистирающего покрытия (нанесение покрытия из фосфата марганца или Zn или Sn)», или «гальванического нанесения слоя железа или сплава железа и последующего формирования химического конверсионного покрытия из фосфата марганца».
JP-A 8-103724 (Документ 9) и JP-A 8-105582 (Документ 10) раскрывают, что улучшение стойкости к истиранию достигается посредством формирования химического конверсионного покрытия из фосфата марганца или нитридного слоя и химического конверсионного покрытия из фосфата марганца на резьбовые части и на уплотняющие части контакта металла с металлом резьбового соединения для стальных труб и последующего формирования расположенного поверх них покрытия из смолы, содержащей твердую смазку (твердое смазывающее покрытие).
JP-B 5-40034 (Документ 11) раскрывает получение соединения для стальных труб, имеющего отличную стойкость к истиранию, износостойкость, прочность и т.п. без проведения кондиционирования поверхности, посредством осуществления химической конверсионной обработки с использованием фосфатирующего раствора из фосфата марганца, к которому добавлялись ионы фторида, и тем самым формировалось фосфатное химическое конверсионное покрытие, имеющее крупные кристаллиты (20-50 мкм) на поверхности резьбового соединения.
JP-A 2003-231974 (Документ 12) раскрывает возможность формирования на резьбовом соединении для ТИНМ, изготовленном из стали, содержащей хром, химического конверсионного покрытия, имеющего высокую адгезию, посредством проведения химической конверсионной обработки без осуществления кондиционирования поверхности с использованием цинкового или фосфатного химического конверсионного обрабатывающего раствора, содержащего заданное количество соли калия, для формирования фосфатного химического конверсионного покрытия, содержащего калий, причем это химическое конверсионное покрытие является плотным и имеет мелкие кристаллиты.
Документ 1: JP-A 57-82478 (1982)
Документ 2: JP-A 10-245685 (1998)
Документ 3: JP-A 2000-96256 (2000)
Документ 4: JP-A 5-117870 (1993)
Документ 5: JP-A 2001-335956 (2001)
Документ 6: JP-A 60-121385 (1985)
Документ 7: JP-A 6-346988 (1994)
Документ 8: JP-A 7-139665 (1995)
Документ 9: JP-A 8-103724 (1996)
Документ 10: JP-A 8-105582 (1996)
Документ 11: JP-A 5-40034 (1993)
Документ 12: JP-A 2003-231974 (2003)
Сущность изобретения
При кристаллическом покрытии, подобном фосфатному химическому конверсионному покрытию, по мере того как увеличивается число кристаллов на единицу площади, которое осаждается в начальной стадии реакции, может быть сформировано более плотное покрытие, имеющее кристаллиты меньшего диаметра, в короткий промежуток времени. Для этой цели предпочтительно, чтобы размер частиц вещества, которые служат в качестве зародышей кристаллизации, должен быть как можно меньше.
В автомобильной промышленности для улучшения внешнего вида продукции после нанесения покрытия из краски и придания антикоррозионных свойств желательно, чтобы кристаллиты были как можно меньше, и чтобы поверхность была как можно более гладкой. Способы, описанные в каждом из вышеприведенных документов 1-3, включают в себя проведение кондиционирования поверхности для осаждения большого числа мелких зародышей кристаллов, чтобы сформировать очищенное плотное фосфатное химическое конверсионное покрытие.
Резьбовое соединение для ТИНМ, которое используется при суровых окружающих условиях, должно быть в состоянии поддерживать герметичность в отношении газов и жидкостей в таких окружающих условиях и в то же время обеспечивать длительную стойкость к истиранию, что может предотвратить истирание даже при повторно проводимых затягиваниях и расслаблениях. Однако в настоящее время невозможно полностью исключить истирание, когда затягивание и ослабление резьбового соединения проводятся повторно.
Например, если резьбовое соединение для ТИНМ подвергается перед фосфатной обработкой кондиционированию поверхности с использованием кондиционирующего раствора, содержащего ионы щелочного металла и фосфатные ионы в соответствии со способами, описанными в вышеприведенных документах 1-3, которые были разработаны для использования на стальных листах для автомобилей, то на поверхности резьбового соединения, как и в случае стального листа, может быть сформировано плотное фосфатное покрытие, состоящее из мелких кристаллитов. Однако при фосфатном покрытии невозможно предотвратить истирание, когда повторно проводят затягивание и ослабление резьбового соединения.
Чтобы исследовать причину этого явления резьбовая часть была вырезана, и поверхность и сечение покрытия на ней были рассмотрены с помощью сканирующего электронного микроскопа. В результате этого исследования было обнаружено следующее: (i) Диаметр кристаллитов фосфатного химического конверсионного покрытия чрезвычайно мал (преимущественно максимально 1-2 мкм), (ii) поверхность гладкая, без неровностей, и (iii) толщина покрытия мала и составляет преимущественно 0,6-1,3 мкм. Тонкое химическое конверсионное покрытие с поверхностью, не имеющей никаких неровностей, не может удержать подходящее количество смазки (компаундного жира). Поэтому смазывание становится неэффективным и, когда соответствующие резьбы скользят относительно друг друга при высоком поверхностном давлении, полагают, что фосфатное покрытие не может противостоять механическому давлению и оно отслоится или износится, тем самым приводя к контакту одного металла с другим и поэтому - к возникновению истираний и задиров.
В свете этого факта было обнаружено, что для улучшения стойкости к истиранию и для предотвращения возникновения истираний предпочтительно, чтобы фосфатное химическое конверсионное покрытие имело кристаллиты большого диаметра для увеличения неровностей на поверхности покрытия и, следовательно, увеличения количества компаундного жира, которое может быть удержано покрытием.
Как раскрыто в документе 4, даже если неровности на поверхности резьбового соединения, на которой сформировано покрытие, были увеличены обработкой для повышения шероховатости, такой как струйная обработка, диаметр кристаллитов самого фосфатного химического конверсионного покрытия не увеличивался, поэтому его способность удерживать компаундный жир не может быть соответствующим образом повышена, и влияние его на повышение стойкости к истиранию является ограниченным.
При химической конверсионной обработке фосфатом марганца, описанной в документе 5, если фосфатная обработка проводится в течение по меньшей мере 60 минут с использованием высокотемпературного фосфатирующего раствора при 93°С, доведенного до высокой кислотной концентрации, т.е. до полной кислотной силы в 80 пунктов, свободной кислотной силы 7,6-10,0 пунктов и кислотного отношения 6,7-12,0, может быть сформировано фосфатное химическое конверсионное покрытие, которое частично имеет большую толщину 60 мкм и кристаллиты большого диаметра. Однако толщина покрытия не равномерна, и могут локально возникать в покрытии оголенные участки (места, где обнажена металлическая основа) и неровности, поэтому улучшение стойкости к истиранию является недостаточным. Более того, такая обработка при высокой концентрации кислоты и высокой температуре в течение долгого периода не является подходящей для промышленного применения. Если концентрация кислоты уменьшается и длительность обработки становится меньше, то увеличивается равномерность получаемого химического конверсионного покрытия, но поверхность покрытия становится сравнительно гладкой и улучшения стойкости к истиранию не получает.
Как раскрыто в документах 6-8, если гальванически нанесенный слой или нитридный слой формируется в качестве подслоя для фосфатного химического конверсионного покрытия, то стойкость к истиранию резьбового соединения для ТИНМ может быть увеличена. Этот способ дает возможность применить фосфатную химическую конверсионную обработку к стали с высоким содержанием Cr или к нержавеющей стали с содержанием Cr по меньшей мере 10 мас.%, на которой в прошлом нельзя было сформировать фосфатное химическое конверсионное покрытие. Однако, если даже такой подслой сформирован, нужно было проводить кондиционирование поверхности перед фосфатной химической конверсионной обработкой. Формирование гальванически осажденного слоя или нитридного слоя является дорогой и длительной операцией, поэтому даже по отношению к стали с высоким содержанием хрома или нержавеющей стали с содержанием хрома по меньшей мере 10 мас.% чрезвычайно предпочтительна с промышленной точки зрения возможность проведения с ними фосфатной химической конверсионной обработки только с кондиционированием поверхности и без проведения подготовки поверхности посредством формирования подслоя гальваническим осаждением или нитрированием.
В случае углеродистой стали или стали, содержащей Cr максимально до 10 мас.%, на ней может быть сформировано фосфатное химическое конверсионное покрытие без предшествующей подготовки поверхности посредством формирования подслоя, например, гальваническим осаждением или нитрированием, благодаря проведению известного кондиционирования поверхности перед фосфатной химической конверсионной обработкой. Однако, как сказано выше, химическое конверсионное покрытие, сформированное как равномерное тонкое покрытие с чрезвычайно мелкими кристаллитами, не может поэтому сообщать требуемую стойкость к истиранию соединению для ТИНМ.
В документах 9-10 раскрывается твердое смазывающее покрытие, сформированное поверх фосфатного химического конверсионного покрытия, при этом применение компаундного жира становится ненужным. Однако, чтобы сформировать твердое смазывающее покрытие, нужно добавить операции → высокотемпературная термообработка → охлаждение, которые неизбежно требуют больших капиталовложений в оборудование, и нужная трудоемкость и затраты становятся большими, поэтому трудно проводить такой способ в промышленном масштабе с точки зрения экономики.
В документе 11 описано, что если фосфатная химическая конверсионная обработка проводится с использованием химического конверсионного обрабатывающего раствора фосфата марганца, содержащего ионы фторида, без предшествующего кондиционирования поверхности, то может быть сформировано химическое конверсионное покрытие, имеющее крупные кристаллиты размером 20-50 мкм и сообщающее тем самым резьбовому соединению для стальных труб отличную стойкость к истиранию, износостойкость, прочность и т.п. В соответствии с результатами, показанными на рисунках в этом документе, чем выше концентрация ионов фторида в растворе, тем больше уменьшается толщина химического конверсионного покрытия. Стойкость к истиранию становится максимальной, когда концентрация ионов фторида составляет 1,0 грамм/литр, и она резко уменьшается при значениях концентрации ионов фторида выше и ниже этого уровня. Поэтому предсказывается, что стойкость к истиранию будет колебаться даже при меньшем изменении концентрации ионов фторида в растворе фосфата.
Когда изобретатели настоящего изобретения провели дальнейшие испытания этого способа, результаты в отношении стойкости к истиранию (количество повторений затягивания и ослабления) заметно изменялись, даже когда обработка проводилась в одинаковых условиях. При рассмотрении через микроскоп химические конверсионные покрытия фактически состояли из крупных кристаллитов, но на отдельных участках были обнаружены голые места без кристаллитов фосфата марганца. Поэтому считают, что, когда соответствующие резьбы скользят одна по другой при высоком поверхностном давлении, возникает контакт металла с металлом при механическом давлении, что приводит к истиранию в тех местах, где присутствует только компаундный жир между резьбами, но не фосфатные кристаллиты. Следовательно, способ, раскрытый в документе 11, является сомнительным и недостаточно надежным. Эта проблема, по-видимому, вызвана тем фактом, что используемый раствор для химической конверсионной обработки фосфатом марганца содержит много компонентов, включая фосфат марганца и другие добавки помимо ионов фторида. Считается, что, если тонкий баланс между этими компонентами является хорошим, формируются требуемые крупные фосфатные кристаллиты, но расход компонентов локально изменяется, и возникают оголенные места на участках, где нарушен этот баланс.
Способ, раскрытый в документе 11, имеет другую проблему в отношении использования в нем высококоррозионных ионов фторида. При использовании раствор фосфата марганца, содержащий ионы фторида, вызывает коррозию резервуаров для обработки, трубопроводов, соединений для труб и т.п. из-за присутствия ионов фторида в растворе, тем самым увеличивая частоту замены и ремонта этих деталей. Поэтому повышение трудоемкости и уменьшение производительности из-за временных остановок производства и т.п. является неизбежным. Если оборудование заменяется другим, которое является стойким к ионам фторида, то проблемы в отношении оборудования будут решены, но величина капиталовложений становится огромной. Кроме того, трудно избавляться от ионов фторида во время удаления жидких отходов раствора фосфата марганца, содержащего ионы фторида, поэтому затраты на удаление жидких отходов по необходимости становятся чрезвычайно высокими. Помимо этого, когда фосфатный раствор содержит ионы фторида, то считается, что ионы фторида останутся в химическом конверсионном покрытии из фосфата марганца, которое образуется из раствора, и в таком случае ускоряется коррозия ионами фторида резьбовой поверхности, которая обрабатывается до очень высокой точности, и возникает озабоченность в отношении возможности соответствия точности обработки резьбовой поверхности стандартам API.
Целью настоящего изобретения является обеспечение способа фосфатной химической конверсионной обработки, подходящего для стальных труб, таких как ТИНМ, в котором устранены вышеприведенные проблемы.
Более конкретной целью изобретения является формирование фосфатного химического конверсионного покрытия, которое может придать стойкость к истиранию даже резьбовому соединению, изготовленному из высокохромистой стали или из нержавеющей стали с содержанием Cr по меньшей мере 10 мас.%, без необходимости подготовки поверхности посредством формирования подслоя, например, гальваническим способом или нитрированием и без использования компонентов, таких как ионы фторида, которые являются коррозионными и затрудняют удаление жидких отходов, благодаря обработке, которая может проводиться с низкими затратами и может, безусловно, улучшить стойкость к истиранию резьбового соединения.
В документе 12 изобретатели настоящего изобретения ранее предложили, что если к раствору для фосфатной химической конверсионной обработки добавляется соединение калия, такое как тетраборат калия, то на поверхности стали, содержащей Cr, может быть сформировано прочное фосфатное химическое конверсионное покрытие, не имеющее оголенных участков или неровностей, без предшествующего кондиционирования поверхности. Сформированное химическое конверсионное покрытие имело мелкие кристаллиты и было плотным. В противоположность этому соединение натрия было не эффективным.
В последующем исследовании было обнаружено, что, если проводится кондиционирование поверхности с использованием этого соединения перед фосфатной химической конверсионной обработкой, которая осуществляется обычным образом, в противоположность вышеприведенным результатам, образуется химическое конверсионное покрытие, состоящее из крупных кристаллитов, и тем самым создается возможность достигнуть вышеуказанных целей, и этот эффект получают не только с солями калия, но также и с солями других щелочных металлов, таких как натрий, и в результате этого было достигнуто настоящее изобретение.
С точки зрения одного аспекта настоящее изобретение заключается в растворе для кондиционирования поверхности стальной детали, который должен быть использован перед фосфатной химической конверсионной обработкой, отличающийся тем, что этот раствор является водным раствором, содержащим соль щелочного металла и не содержащим ионов фосфата. Соль щелочного металла является предпочтительно тетраборатом щелочного металла.
Из другого аспекта настоящее изобретение относится к способу изготовления стальной детали с обработанной поверхностью, отличающемуся тем, что стальная деталь обрабатывается вышеприведенным раствором для кондиционирования поверхности перед проведением фосфатной химической конверсионной обработки стальной детали.
Фосфатная химическая конверсионная обработка является предпочтительно химической конверсионной обработкой фосфатом марганца.
Настоящее изобретение также относится к стальной детали с обработанной поверхностью, отличающейся тем, что она имеет химическое конверсионное покрытие из фосфата марганца, которое сформировано вышеприведенным способом на поверхности стальной детали, при этом покрытие имеет кристаллиты со средним диаметром 10-110 мкм.
В настоящем изобретении стальной деталью является предпочтительно резьбовое соединение для стальных труб, таких как ТИНМ, но настоящее изобретение может быть также применено к другим стальным деталям, к которым прикладывается высокое поверхностное давление. Хотя стальные трубы для ТИНМ представляют основной интерес, настоящее изобретение может быть также применено к резьбовым соединениям для стальных труб, не относящихся к ТИНМ.
В соответствии с настоящим изобретением благодаря кондиционированию поверхности стальной детали, такой как резьбовое соединение для стальных труб, с использованием водного раствора, содержащего одно соединение в виде соли щелочного металла, такой как тетраборат калия, перед фосфатной химической конверсионной обработкой может быть равномерно сформировано на поверхности стальной детали без возникновения оголенных мест фосфатное химическое конверсионное покрытие, имеющее кристаллиты большого размера (и, следовательно, способные хорошо удерживать компаундный жир).
Считается, что кондиционирование поверхности в соответствии с настоящим изобретением вызывает уменьшение числа кристаллитов на единицу площади, которые осаждаются в начальной стадии реакции в последующей фосфатной химической конверсионной обработке, и тем самым увеличиваются расстояние между кристаллитами во время их роста и промежуток времени, через который кристаллиты коснутся один другого, поэтому размер кристаллитов фосфата возрастает. Предполагаемый механизм этого явления будет описан ниже.
Раствор для кондиционирования поверхности в соответствии с настоящим изобретением может быть водным раствором одного соединения, поэтому возможность проявления его эффектов мало изменяется локально или с течением времени и вышеприведенные эффекты могут быть достигнуты стабильно и безусловно. Кроме того, в связи с тем, что кондиционирующий раствор не обязательно должен содержать чрезвычайно коррозионное соединение, такое как фторид, фосфатная химическая конверсионная обработка может проводиться без увеличения трудоемкости с использованием существующего оборудования для фосфатной химической конверсионной обработки без модификации и с использованием кондиционирующего раствора в соответствии с настоящим изобретением на этапе кондиционирования поверхности. Удаление жидких отходов также может быть осуществлено таким же образом, как и в существующем процессе.
Более того, раствор для кондиционирования поверхности в соответствии с настоящим изобретением также эффективен и по отношению к высокохромистой стали или нержавеющей стали, имеющей содержание Cr 10 мас.% или выше, по мере того как концентрация соли щелочного металла в растворе увеличивается. Поэтому имеется возможность провести фосфатную химическую конверсионную обработку стальной детали из высокохромистой стали тем же способом, который использовался и для обычной стали без осуществления подготовки поверхности посредством формирования подслоя, например нитрированием или гальваническим осаждением, так как принято проводить по отношению к высокохромистой стали или нержавеющей стали.
В соответствии с настоящим изобретением возникает возможность проводить при низких затратах кондиционирование поверхности и химическую конверсионную обработку резьбового соединения для ТИНМ, изготовленного из всех типов стали - от обычной стали до высоколегированной стали - посредством такой же последовательности операций, какая используется в общепринятом процессе, применяемом к обычной стали. Таким образом, может стабильно придаваться резьбовому соединению для ТИНМ отличная стойкость к истиранию, и в результате можно уверенно исключить возникновение истираний во время операции по опусканию ТИНМ в нефтяную скважину.
Краткое описание чертежей
На фиг.1 показано пояснительное изображение штыря и дисковых испытательных деталей для испытания на истирание.
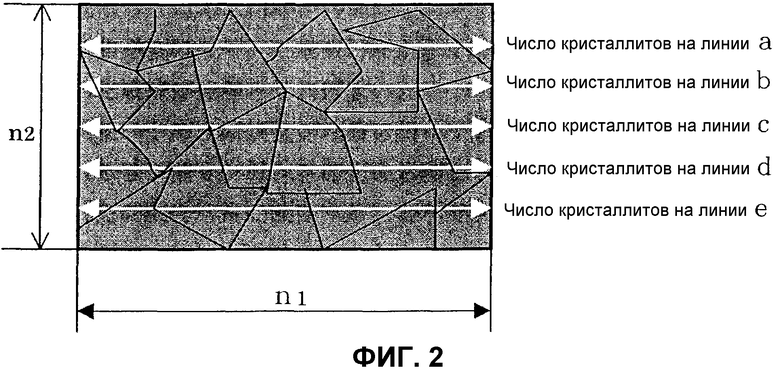
На фиг.2 представлено пояснительное изображение, иллюстрирующее способ определения среднего диаметра кристаллита фосфатного химического конверсионного покрытия.
Лучший режим осуществления изобретения
Укрупнение кристаллитов химического конверсионного покрытия особенно предпочтительно в случае нанесения фосфатного химического конверсионного покрытия на резьбовое соединение для ТИНМ, поэтому ниже настоящее изобретение будет объяснено по отношению к этому режиму. Однако, как сказано выше, стальная деталь, на которую наносится раствор для кондиционирования поверхности, не ограничена резьбовым соединением для ТИНМ, и это может быть резьбовое соединение для стальных труб другого назначения, или это может быть стальная деталь, но не резьбовое соединение. Резьбовое соединение может быть таким, в котором используется или не используется соединительный элемент (связка).
Раствор для кондиционирования поверхности в соответствии с настоящим изобретением содержит соль щелочного металла и не содержит ионы фосфата. В качестве соли щелочного металла предпочтителен борат, и в особенности наиболее предпочтителен тетраборат (тетраборат калия, тетраборат натрия, тетраборат лития и т.п.). Может использоваться одна или больше солей щелочного металла.
Примеры солей щелочного металла, кроме бората, которые могут быть использованы, включают в себя соли органических кислот, такие как оксалаты и ацетаты, и соли неорганических кислот, такие как нитраты и сульфаты. Они могут быть использованы по отдельности, но предпочтительно, чтобы они использовались совместно с боратом. Ниже настоящее изобретение будет описано, где в качестве примера используется предпочтительно соль щелочного металла: тетраборат калия.
Механизм, с помощью которого соль щелочного металла, такая как тетраборат калия, используемая в растворе для кондиционирования поверхности, воздействует на формирование фосфатного химического конверсионного покрытия, как полагают, следующий.
Посредством проведения фосфатной химической конверсионной обработки резьбового соединения (стальной детали) для ТИНМ после кондиционирования поверхности водным раствором тетрабората калия возникает реакция между ионами калия и фосфата с образованием фосфата калия на поверхности раздела между стальной деталью и раствором фосфата марганца для химической конверсионной обработки. В результате избыток ионов марганца (недостаток ионов фосфата) проявляется в растворе для химической конверсионной обработки вблизи поверхности стальной детали и образуется взвешенное нерастворимое коллоидное вещество, содержащее фосфат калия.
Образование взвешенного вещества, действительно, может наблюдаться при лабораторных испытаниях. Например, изобретатели настоящего изобретения погружали тестовый образец в виде пластины из стали 435 (Rmax: 5 мкм) в водный раствор тетрабората калия (рН 7,8-9,8) при комнатной температуре на 1 минуту. Затем они погружали тестовый образец в коммерчески доступный раствор фосфата марганца для химической конверсионной обработки (при 95°С) в прозрачном стеклянном сосуде и наблюдали за поверхностью стальной пластины, чтобы исследовать развитие реакции между стальной пластиной и раствором для химической конверсионной обработки.
В результате убедились, что, как только стальная пластина погружалась в раствор для химической конверсионной обработки, на ее поверхности появлялось непрозрачное белое пушистое коллоидное вещество. Затем поверхность стальной пластины начала реагировать с фосфатом марганца в растворе, и после нескольких минут на стальной поверхности равномерно сформировались крупные кристаллиты фосфата марганца. Когда диаметр сформированных кристаллитов был измерен с помощью сканирующего электронного микроскопа нижеописанным способом, он составил от 10 до приблизительно 110 мкм.
Когда поперечное сечение химического конверсионного покрытия, сформированного на поверхности стальной пластины, было проанализировано посредством электронного зондового микроанализа, убедились, что калий (более широко говоря щелочной металл) присутствовал на границе раздела между сталью и химическим конверсионным покрытием из фосфата марганца.
Из вышесказанного предполагается, что химическая конверсионная обработка фосфатом марганца, перед которой проводится кондиционирование поверхности с использованием водного раствора тетрабората калия в соответствии с настоящим изобретением, вызывает образование взвешенного коллоидного вещества, содержащего фосфат калия, на поверхности стали в начальной стадии химической конверсионной обработки, при этом коллоидное вещество действует как зародыши кристаллов для ускорения роста химических конверсионных кристаллитов фосфата марганца, что приводит к образованию химического конверсионного покрытия из фосфата марганца, имеющего кристаллиты большого диаметра.
То есть требуется создать состояние избытка ионов марганца в связи с расходом ионов фосфата вблизи вышеописанной поверхности раздела, чтобы образовалось взвешенное коллоидное вещество. Поэтому соединение, которое используется для кондиционирования поверхности, может быть и другой солью щелочного металла, а не фосфатом. Когда опыт, подобный вышеописанному, был действительно проведен с использованием тетрабората калия и других солей щелочного металла, диаметр кристаллитов образовавшегося химического конверсионного покрытия из фосфата марганца фактически стал больше, и присутствие щелочного металла было обнаружено на поверхности раздела между сталью и химическим конверсионным покрытием. Если раствор для кондиционирования поверхности содержит ионы фосфата, то состояние избытка ионов марганца не возникает, поэтому ионы фосфата не должны вводиться в раствор для кондиционирования поверхности.
Не имеется особых ограничений в отношении концентрации раствора для кондиционирования поверхности, но, когда соль щелочного металла является тетраборатом натрия, предпочтительно, чтобы концентрация была такой, при которой рН кондиционирующего раствора была 7,8-9,8. Если рН кондиционирующего раствора меньше 7,8, то укрупнение кристаллитов фосфатного химического конверсионного покрытия является недостаточным. С другой стороны, если рН кондиционирующего раствора превышает 9,8, то эффект укрупнения кристаллитов становится предельным. Учитывая затраты на химические операции, более предпочтительна величина рН 8,8±0,5.
Когда используемой солью щелочного металла в растворе для кондиционирования поверхности является другое соединение, а не тетраборат калия, диапазон концентраций или рН, в котором эффект укрупнения кристаллитов химического конверсионного покрытия является подходящим, определяется опытом.
Раствор для кондиционирования поверхности предпочтительно не содержит других компонентов, кроме тетрабората калия (и/или другой соли щелочного металла), но может быть введено другое соединение, не содержащее ионов фосфата, если оно не оказывает заметного неблагоприятного влияния на действие раствора. Примерами других соединений, которые могут содержаться в растворе для кондиционирования поверхности, являются соли щелочно-земельных металлов.
Для обработки резьбового соединения для ТИНМ раствором для кондиционирования поверхности, который является водным раствором, содержащим соль щелочного металла и не содержащим ионы фосфата, время контакта между кондиционирующим раствором и резьбовым соединением не особенно ограничено, и оно может быть порядка нескольких секунд. Предпочтительно оно составляет от приблизительно 10 секунд до 5 минут и более предпочтительно от 30 секунд до 1 минуты. Температура кондиционирующего раствора не особенно ограничена и достаточна комнатная температура.
Перед проведением обработки для кондиционирования поверхности поверхность резьбового соединения для ТИНМ обычно очищается обезжириванием и промывкой. Не имеется каких-либо особых ограничений на способ контактирования между раствором для кондиционирования поверхности и резьбовым соединением для ТИНМ и могут быть использованы различные способы, такие как окунание, распыление и разбрызгивание. Например, когда обрабатывают конец стальной трубы, распыление или разбрызгивание предпочтительны окунанию. Таким образом, может быть подобран подходящий способ контакта соответствующей форме обрабатываемой стальной детали.
Затем, предпочтительно без проведения промывки стальную деталь подвергают фосфатной химической конверсионной обработке, такой как химическая конверсионная обработка фосфатом марганца. Эта фосфатная химическая конверсионная обработка может быть проведена обычным образом.
Не имеется особого ограничения в отношении типа стали (химического состава стали) резьбового соединения для ТИНМ, которое может быть обработано раствором для кондиционирования поверхности в соответствии с настоящим изобретением. Этот кондиционирующий раствор обеспечивает заметное воздействие не только на резьбовое соединение, изготовленное из обычной стали (углеродистой стали), но также и на резьбовое соединение для ТИНМ, изготовленное из высоколегированной стали, содержащей по меньшей мере 10 мас.% Cr, которая трудно поддается химической конверсионной обработке общеизвестными способами, если не была проведена подготовка поверхности формированием подслоя, например нитрированием или нанесением гальванического покрытия. В случае обычной стали эффект получают, даже когда мала концентрация тетрабората калия в растворе для кондиционирования поверхности. С другой стороны, в случае высоколегированной стали, содержащей по меньшей мере 10 мас.% Cr, чтобы получить подходящий эффект, нужно повысить концентрацию тетрабората калия до определенной степени. Однако в случае резьбового соединения для ТИНМ, изготовленного из такой высоколегированной стали, подготовка поверхности формированием подслоя, например гальваникой или нитрированием, которая требовалась в прошлом, становится ненужной, и стойкость к истиранию может быть просто получена повышением концентрации раствора для кондиционирования поверхности, поэтому экономия, которую дает настоящее изобретение, является еще более впечатляющей.
Части резьбового соединения для ТИНМ, которые предпочтительно обрабатываются, включают в себя как части с резьбой, так и металлические контактные части без резьбы. Однако также можно обрабатывать эти части лишь частично. Можно подвергать кондиционированию поверхности и фосфатной химической конверсионной обработке как штырь, так и коробку, которые формируются соответственно на конце ТИНМ и в связке, но требуемая стойкость к истиранию может быть получена подходящим образом, если только штырь или коробка подвергаются кондиционированию поверхности и фосфатной химической конверсионной обработке.
Поверхность (подложка) обрабатываемого резьбового соединения может находиться в необработанном состоянии, но также возможно осуществить один или больше типов подготовки поверхности, известных в прошлом, такие как придание поверхности шероховатости струйной обработкой или чем-то подобным, гальваническим нанесением покрытия (например, нанесением слоя Fe или сплава Fe, или слоя Zn), или нитрированием. Однако в настоящем изобретении, даже если такая подготовка поверхности не была проведена, может быть сформировано фосфатное химическое конверсионное покрытие, которое может придать подходящую стойкость к истиранию.
Проведением фосфатной химической конверсионной обработки после кондиционирования поверхности в соответствии с настоящим изобретением на поверхности резьбового соединения для ТИНМ может быть сформировано равномерное фосфатное химическое конверсионное покрытие, имеющее крупные кристаллиты и не имеющее оголенных участков. Это химическое конверсионное покрытие может удерживать на себе большое количество компаундного жира, поэтому оно может обеспечить отличную стойкость к истиранию резьбового соединения для ТИНМ, при которой не происходит истирание даже при повторном затягивании и ослаблении резьбового соединения для ТИНМ. Кроме того, это химическое конверсионное покрытие придает антикоррозионные свойства соединению. Среди возможных покрытий особенно предпочтительно химическое конверсионное покрытие из фосфата марганца, потому что оно имеет очень высокую адгезию и твердость.
Средний диаметр кристаллитов химического конверсионного покрытия из фосфата марганца предпочтительно составляет по меньшей мере 10 мкм и максимально 110 мкм. Этот средний диаметр кристаллитов сильно меняется в зависимости не только от условий химической конверсионной обработки, но также и от условий кондиционирования поверхности (таких как концентрация тетрабората калия в кондиционирующем растворе или его величина рН) и типа стали, из которой изготовлено резьбовое соединение для ТИНМ. Вообще, средний диаметр кристаллитов фосфатного химического конверсионного покрытия уменьшается по мере увеличения содержания Cr в стали резьбового соединения для ТИНМ. Поэтому в случае обычной стали или стали, содержащей Cr в количестве максимально 3 мас.%, более предпочтительным является средний диаметр кристаллитов по меньшей мере 20 мкм, при этом стойкость к истиранию еще больше улучшается. С другой стороны, средний диаметр кристаллитов фосфатного химического конверсионного покрытия обычно максимально составляет 25 мкм для стали с содержанием Cr около 5 мас.%, и он составляет максимально 20 мкм или даже максимально 15 мкм для стали с содержанием Cr по меньшей мере 10 мас.%. Даже в последнем случае стойкость к истиранию заметно улучшается, если средний диаметр кристаллитов фосфатного химического конверсионного покрытия составляет по меньшей мере 10 мкм. Вообще, толщина фосфатного химического конверсионного покрытия предпочтительно составляет около 8-90 мкм.
Когда стальной деталью является резьбовое соединение для стальных труб, таких как ТИНМ, химической фосфатной конверсионной обработкой является обработка фосфатом марганца, но, в зависимости от типа стальной детали, это может быть обработка фосфатом цинка или обработка смесью фосфата марганца и фосфата цинка. Не имеется особых ограничений в отношении условий проведения фосфатной обработки, и эта обработка может проводиться обычным образом. Когда используется коммерчески доступный раствор для химической конверсионной обработки, то химическая конверсионная обработка может проводиться при стандартных условиях, как рекомендовано фирмой-производителем раствора. В связи с тем, что фосфатная химическая конверсионная обработка включает в себя осаждение кристаллов, она обычно осуществляется окунанием. Обработка обычно проводится при 90-100°С в течение приблизительно 3-20 мин.
Химическое конверсионное покрытие из фосфата марганца, сформированное таким образом, имеет крупные кристаллиты и поэтому может удерживать на себе большое количество жидкой смазки, такой как компаундный жир, давая возможность сильно повысить стойкость к истиранию резьбового соединения для ТИНМ. Когда покрытие из твердой смазки, содержащее твердую смазку (такую как дисульфид молибдена, дисульфид вольфрама, графит, частицы смолы ПТФЭ, нитрид бора и т.п.) в покрытии из смолы (такой как полиамид, полиамид-имид, или фенольная смола), формируется вместо нанесения компаудного жира, то крупные кристаллиты химического конверсионного покрытия под покрытием из твердой смазки проявляют хороший удерживающий эффект и повышают адгезию покрытий из твердой смазки, и такое покрытие из твердой смазки трудно отслаивается, поэтому заметно улучшается стойкость к истиранию. Однако компаундный жир более предпочтителен, чем покрытие из твердой смазки, с точки зрения стоимости.
Поэтому, когда используется компаундный жир или покрытие из твердой смазки, благодаря проведению кондиционирования поверхности резьбового соединения для ТИНМ в соответствии с настоящим изобретением перед фосфатной химической конверсионной обработкой истирание может быть предотвращено и при повторных затягиваниях и ослаблениях резьбового соединения. В результате существующая проблема необходимости замены трубы ТИНМ, которая подверглась истиранию, может быть устранена и операция опускания ТИНМ в нефтяную скважину может быть выполнена гладко и экономично.
Настоящее изобретение иллюстрируется следующими примерами. Однако примеры никоим образом не ограничивают настоящее изобретение. В примерах указаны проценты массовые, пока не будет указано по другому.
Пример 1
Чтобы проверить воздействие кондиционирования поверхности в соответствии с настоящим изобретением перед химической конверсионной обработкой для укрупнения кристаллитов химического конверсионного покрытия из фосфата марганца и для повышения стойкости к истиранию резьбового соединения для ТИНМ, проводилось испытание на истирание, как показано на фиг.1, для определения истирающей нагрузки (нагрузки, при которой происходит истирание).
Для сравнения такое же испытание проводилось с использованием растворов для кондиционирования поверхности, описанных в вышеупомянутых документах 1-3 и предназначенных для фосфатной химической конверсионной обработки в качестве предварительной обработки перед нанесением на автомобиль покрытия из краски, стандартной обработки для кондиционирования поверхности (с использованием коммерчески доступного продукта), проводимой перед химической конверсионной обработкой фосфатом марганца, как предложено в документе 5, подготовки поверхности формированием подслоя, таким как гальваническое осаждение или нитрирование, как описано в документах 6-8, нанесения покрытия из смолы, содержащей твердую смазку, поверх химического конверсионного покрытия из фосфата марганца, как описано в документе 9 (в некоторых случаях проводилась подготовка поверхности), с использованием раствора фосфата марганца для химической конверсионной обработки, к которому добавлялись ионы фторида, как описано в документе 11.
Раствор для кондиционирования поверхности, используемый в испытании, являлся водным раствором, содержащим тетраборат калия, который является боратом щелочного металла, имеющим рН 7,8-10,0. Следует понимать, что чем выше рН раствора, тем выше концентрация в нем тетрабората калия.
Как показано на фиг.1, используемыми тестовыми деталями являлись штыревые и дисковые трущиеся тестовые детали, изготовленные из стали SCM435. Штырь имел цилиндрическую форму, диаметр 20 мм и длину 60 мм. Диск имел цилиндрическую форму большего размера, диаметр 60 мм и длину 70 мм. В центре диска было изготовлено отверстие, идущее через диск в продольном направлении. Одна торцевая поверхность отверстия открыта, чтобы сформировать зенкованием углубление конической формы. Штырь может быть введен в зенкованное углубление. Шероховатость поверхности Rmax торцевой поверхности штыря и зенкованного углубления диска, которые являются частями, подвергающимися истиранию, была 5 мкм.
Каждая из тестовых деталей в виде штыря и диска обезжиривалась и промывалась обычным образом. Затем поверхность конической части (зенкованного углубления) диска, на которую должна быть нанесена жидкая смазка (компаундный жир), подвергалась кондиционированию поверхности и химической конверсионной обработке фосфатом марганца. Штырь был только обезжирен и промыт.
Кондиционирующая обработка поверхности проводилась посредством погружения диска на 1 минуту в проверяемый раствор для кондиционирования поверхности при комнатной температуре. Затем без промывки тестовой детали проводилась обычная химическая конверсионная обработка фосфатом марганца с использованием коммерчески доступного раствора фосфата марганца для химической конверсионной обработки, как рекомендовано фирмой-производителем для формирования химического конверсионного покрытия из фосфата марганца на поверхности зенкованного углубления.
Средний диаметр кристаллитов сформированного химического конверсионного покрытия из фосфата марганца определялся способом, показанным на фиг.2, по изображению, полученному в СЭМ, химического конверсионного покрытия из фосфата марганца, которое было сформировано на поверхности стальной пластины из стали CSM435 (имеющей такую же шероховатость поверхности) при таких же условиях кондиционирования поверхности и при таких же условиях химической конверсионной обработки. Стандартное поле зрения для измерения было n1=600 мкм и n2=452 мкм. Средний диаметр кристаллитов (в мкм) рассчитывался как 5n1/(a+b+c+d+e). В этой формуле a-e являются числом кристаллитов, видимых, соответственно, на линиях a-e на фиг.2. Наличие или отсутствие оголенных участков и неровностей в химическом конверсионном покрытии, сформированном на поверхности стальной пластины, определялось визуально.
Для сравнения обработка тестовых деталей проводилась обычными способами в соответствии с условиями обработки, раскрытыми в каждом из вышеописанных документов. Однако тип фосфатной химической конверсионной обработки был в каждом случае химической конверсионной обработкой фосфатом марганца с использованием такого же раствора для химической конверсионной обработки, как и в вышеприведенном примере.
Испытание на истирание проводилось с использованием штыря и диска, как было описано выше. Сначала компаундный жир, который являлся жидкой смазкой, используемой во время скрепления ТИНМ резьбовым соединением, наносился на зенкованное углубление диска, на котором было сформировано химическое конверсионное покрытие из фосфата марганца. Испытание на истирание проводилось посредством вставления штыря в зенкованное углубление диска, на которое был нанесен компаундный жир, и при прикладывании заданной нагрузки на штырь диск вращали в течение 30 секунд (со скоростью вращения 20 оборотов в минуту). Нагрузка составляла 1000 кгс в начале испытания и затем повышалась ступенями в 100 кгс. Испытание на истирание повторялось, пока не возникало истирание в области контакта между штырем и диском, при этом нагрузка на истирание определялась посредством оценки стойкости к истиранию. Нагрузка в 5 т (5000 кгс), приводящая к истиранию, считается достаточной для практического использования. Поэтому, когда нагрузка достигала 5 тонн и не приводила к возникновению истирания, испытание прекращали.
Стойкость к истиранию определялась как удовлетворительная (обозначалась O), если нагрузка, приводящая к истиранию, была по меньшей мере 4 тонны (4000 кгс), и была неприемлемой (обозначалась X), когда она была меньше 4 тонн.
Результаты испытания стойкости к истиранию и измеренные величины среднего диаметра кристаллитов химического конверсионного покрытия из фосфата марганца показаны в таблице 1.

Как показано в таблице 1, когда химическая конверсионная обработка фосфатом марганца проводилась после обезжиривания и промывки без кондиционирования поверхности, средний диаметр кристаллитов химического конверсионного покрытия был 6 мкм. Посредством проведения кондиционирования поверхности в соответствии с настоящим изобретением диаметр кристаллитов химического конверсионного покрытия из фосфата марганца мог быть увеличен до 10-110 мкм. Наблюдалась тенденция к увеличению диаметра кристаллитов по мере возрастания величины рН раствора для кондиционирования поверхности, т.е. по мере повышения в нем концентрации тетрабората калия. В каждом случае стойкость к истиранию была хорошей, и особенно, когда средний диаметр кристаллитов превосходил 20 мкм, стойкость к истиранию также улучшалась, как было показано нагрузкой, при истирании, которая достигла 5 тонн.
В противоположность этому в сравнительных примерах, в которых проводились кондиционирование поверхности и/или химическая конверсионная обработка обычными способами, нагрузка при истирании была меньше 4 тонн, поэтому стойкость к истиранию была неподходящей (обозначаемой ×) за исключением одного примера.
Более конкретно, в обычных способах A-D, соответствующих способам, описанным в вышеупомянутых документах 1-3, так как они предназначены для рафинирования кристаллитов фосфата, средний диаметр кристаллитов был естественно мал и нагрузка при истирании была меньше 2 тонн, показывающая, что стойкость к истиранию была чрезвычайно низкой.
Однако даже при обычных способах E-K, которые предназначены для укрупнения кристаллитов, вопреки тому факту, что кристаллиты действительно укрупнялись, что указывалось средним диаметром кристаллитов, который был по меньшей мере 10 мкм, нагрузка при истирании была меньше 4 тонн, за исключением одного примера с обычным способом K. Причина этого, как считают, заключается особенно в химическом конверсионном покрытии, в котором средний диаметр кристаллитов превышает 20 мкм, и наблюдались видимые оголенные участки и неровности в покрытии, указывающие, что покрытие было неравномерным. Причина, почему стойкость к истиранию была низкой даже с химическим конверсионным покрытием, в котором не наблюдались оголенные участки и неровности, не ясна, но такие соображения, как плохая адгезия химического конверсионного покрытия, вполне допустимы. Для обычного способа K, когда обработка повторялась три раза при одинаковых условиях для подготовки трех тестовых образцов, равномерное химическое конверсионное покрытие без оголенных участков или неровностей формировалось только на одном тестовом образце, который проявлял хорошую стойкость к истиранию, но для остальных двух образцов, даже хотя средний диаметр кристаллитов был большим, их стойкость к истиранию была низкой из-за возникновения оголенных участков и неровностей. Таким образом, обычный способ K имел нестабильные результаты и он не давал возможности сформировать фосфатное химическое конверсионное покрытие, имеющее несомненную отличную стойкость к истиранию.
Стойкость к истиранию также не улучшалась посредством обычного способа L, в котором проводилось шерохование поверхности стальной подложки струйной обработкой. В обычном способе М использовался тот же самый тетраборат калия, как и в настоящем изобретении, но он добавлялся к раствору фосфата марганца для проведения химической конверсионной обработки. Также и в этом способе не был получен эффект укрупнения кристаллитов фосфатной химической конверсионной обработкой и увеличения нагрузки, приводящей к истиранию. То есть эффект улучшения стойкости к истиранию, достигнутый в настоящем изобретении, получают только при проведении кондиционирования поверхности с использованием тетрабората калия, и это соединение не эффективно, когда используется во время фосфатной химической конверсионной обработки.
Пример 2
В этом примере резьбовое соединение для ТИНМ, изготовленное из стали API J55 (углеродистой стали), подвергалось кондиционированию поверхности в соответствии с настоящим изобретением и последующей химической конверсионной обработке фосфатом марганца, и после нанесения компаундного жира соединение повторно затягивалось и ослаблялось для оценки стойкости к истиранию. Водный раствор тетрабората калия и водный раствор тетрабората натрия использовались в качестве растворов для кондиционирования поверхности.
Резьбовое соединение для ТИНМ, использованное в испытании, имело конструкцию штырь-коробка, которая может образовать контактное уплотнение металла с металлом. Коробка, образующая соединение, имела внутреннюю резьбовую часть и металлическую контактную часть без резьбы и обе имели шероховатость поверхности (Rmax) 5 мкм и были сформированы на внутренней поверхности связки, имеющей внутренний диаметр 7 дюймов (178 мм) и толщину стенки 0,408 дюйма (10,4 мм). Штырь, образующий соединение, имел наружную резьбовую часть и металлическую контактную часть без резьбы, сформированные на конце стальной трубы с наружным диаметром 7 дюймов и толщиной стенки 0,408 дюйма. Кондиционирование поверхности и химическая конверсионная обработка проводились только для коробки (т.е. внутренней поверхности связки), а штырь (конец стальной трубы) был оставлен необработанным (проводились только его обезжиривание и промывка).
После того как коробку подвергли обезжириванию щелочным обезжиривающим раствором и затем промывке обычным образом, проводилось кондиционирование поверхности ее погружением в водный раствор тетрабората калия или тетрабората натрия, имеющий рН 7,8-10,0, при комнатной температуре в течение 1 минуты. После этого коробку непосредственно погружали на 10 минут в коммерчески доступный раствор фосфата марганца для химической конверсионной обработки (при 95°С) для формирования химического конверсионного покрытия из фосфата марганца.
Таким же образом, как было описано в примере 1, определялись посредством СЭМ и визуального наблюдения соответственно средний диаметр кристаллитов и присутствие или отсутствие оголенных участков и неровностей в химическом конверсионном покрытии из фосфата марганца, сформированном на поверхности стальной пластины из такого же типа стали и при таких же условиях кондиционирования поверхности и химической конверсионной обработки.
Испытание на сочленение резьбового соединения для ТИНМ проводилось с использованием коробки, которая подвергалась химической конверсионной обработке фосфатом марганца, как описано выше, и необработанного штыря. Перед затягиванием на поверхность коробки наносилось заданное количество коммерчески доступного компаундного жира в качестве смазки. В испытании на сочленение затягивание, которое осуществлялось со скоростью 10 оборотов в минуту с максимальным крутящим моментом, рекомендованным API, 16740 Н·м, и ослабление, которое осуществлялось с такой же скоростью, повторялись, пока не возникало истирание и затягивание или ослабление уже не было возможно. Стойкость к истиранию оценивалось на основании числа проведенных затягиваний до возникновения истирания. Стойкость к истиранию определялась как хорошая (обозначалась ξ), если затягивание осуществлялось по меньшей мере 10 раз до возникновения истирания, как удовлетворительная (обозначалась Δ), если затягивания проводились 5-9 раз, и как плохая (обозначалась ×), если оно проводилось максимально 4 раза. Величина 1 (один) для числа затягиваний означает, что истирание происходило во время первого затягивания или ослабления. Результаты испытания сведены в таблицу 2.
Резьбовое соединение для ТИНМ, изготовленное из стали J55 (углеродистая сталь)
* ХК покрытие=химическое конверсионное покрытие
** ОУ/Н=оголенные участки/неровности
Как видно из таблицы 2, в случае углеродистой стали при проведении химической конверсионной обработки фосфатом марганца без предшествующего кондиционирования поверхности средний диаметр кристаллитов химического конверсионного покрытия был 9 мкм и были выявлены оголенные участки и неровности в покрытии. Число затягиваний до возникновения истираний было 3, поэтому результаты в отношении стойкости истирания были плохими (обозначено ×).
В противоположность этому благодаря проведению кондиционирования поверхности водным раствором тетрабората калия или тетрабората натрия, имеющего рН по меньшей мере 7,8 в соответствии с настоящим изобретением, перед химической конверсионной обработкой фосфатом марганца было сформировано химическое конверсионное покрытие, имеющее укрупненные кристаллиты со средним диаметром по меньшей мере 10 мкм. В результате число затягиваний до возникновения истираний увеличилось до 13-25, что указывает на очень большое улучшение стойкости к истиранию. Как видно из таблицы 2, влияние этого кондиционирования поверхности на улучшение стойкости к истиранию увеличивалось (т.е. увеличивалось число затягиваний до возникновения истираний), по мере того как повышалась величина рН раствора для кондиционирования поверхности, но этот эффект имел предел при значении рН 9,8; тот же эффект получали, когда раствором для кондиционирования поверхности был водный раствор тетрабората натрия, а не раствор тетрабората калия.
Пример 3
В этом примере резьбовое соединение для ТИНМ, изготовленное из стали API C-110 (сталь 1Cr-0,7Mo), подвергалось кондиционированию поверхности в соответствии с настоящим изобретением и последующей химической конверсионной обработке фосфатом марганца и оценивалась стойкость к истиранию после нанесения компаундного жира посредством повторных затягиваний и ослаблений. В качестве растворов для кондиционирования поверхности использовались водный раствор тетрабората калия и водный раствор тетрабората натрия.
Форма резьбового соединения для ТИНМ, используемого в испытании, способы кондиционирования поверхности и химической конверсионной обработки, испытание при сочленении и способ его оценки были такими же, как и в примере 2. Результаты испытаний показаны в таблице 3.
Резьбовое соединение для ТИНМ, изготовленное из стали С-110 (сталь 1Cr-0,7Mo)
* ХК покрытие=химическое конверсионное покрытие
** ОУ/Н=оголенные участки/неровности
Как можно видеть таблицы 3, в случае стали 1Cr-0,7Mo при проведении химической конверсионной обработки фосфатом марганца без предшествующего кондиционирования поверхности средний диаметр кристаллитов химического конверсионного покрытия был 8 мкм, что даже меньше, чем для углеродистой стали, и в покрытии были оголенные участки и неровности. Число затягиваний до возникновения истираний было равно 2, поэтому стойкость к истиранию была плохой (обозначена ×).
В противоположность этому благодаря кондиционированию поверхности водным раствором тетрабората калия или тетрабората натрия, имеющим рН по меньшей мере 7,8 в соответствии с настоящим изобретением перед химической конверсионной обработкой фосфатом марганца, было сформировано химическое конверсионное покрытие, имеющее укрупненные кристаллиты со средним диаметром по меньшей мере 10 мкм. В результате число затягиваний до возникновения истираний повысилось до 13-25, что указывает на чрезвычайно большое улучшение стойкости к истиранию. Как можно видеть из таблицы 3, влияние этого кондиционирования поверхности на улучшение стойкости к истиранию увеличивалось (т.е. увеличивалось число затягиваний до возникновения истираний), по мере того как возрастала величина рН раствора для кондиционирования поверхности, но этот эффект прекращал свое действие при значении рН 9,8; такой же эффект получали, когда раствором для кондиционирования поверхности был водный раствор тетрабората натрия, а не раствор тетрабората калия.
Пример 4
В этом примере резьбовое соединение для ТИНМ, изготовленное из хромистой стали 3, подвергалось кондиционированию поверхности в соответствии с настоящим изобретением и последующей химической конверсионной обработке фосфатом марганца, и была проведена оценка стойкости к истиранию после нанесения компаундного жира посредством повторного затягивания и ослабления. В качестве растворов для кондиционирования поверхности использовались водный раствор тетрабората калия и водный раствор тетрабората натрия.
Форма резьбового соединения для ТИНМ, использованного в этом испытании, способы кондиционирования поверхности и химической конверсионной обработки, и испытание на сочленение и способ его оценки были такими же, как и в примере 2. Результаты испытаний показаны в таблице 4.
Резьбовое соединение для ТИНМ, изготовленное из хромистой стали 3
* ХК покрытие=химическое конверсионное покрытие
** ОУ/Н=оголенные участки/неровности
Как можно видеть из таблицы 4, в случае хромистой стали 3 при проведении химической конверсионной обработки фосфатом марганца без предшествующего кондиционирования поверхности средний диаметр кристаллитов химического конверсионного покрытия был 8 мкм и имелись в покрытии оголенные участки и неровности. Число затягиваний до возникновения истираний было 4, поэтому стойкость к истиранию была плохой (обозначена ×).
В противоположность этому благодаря проведению кондиционирования поверхности водным раствором тетрабората калия и тетрабората натрия, имеющим рН по меньшей мере 7,8 в соответствии с настоящим изобретением, перед химической конверсионной обработкой фосфатом марганца было сформировано химическое конверсионное покрытие, имеющее укрупненные кристаллиты со средним диаметром по меньшей мере 10 мкм. В результате число затягиваний до возникновения истираний повысилось до 10-21, что указывает на чрезвычайно большое улучшение стойкости к истиранию. Как можно видеть из таблицы 4, влияние этого кондиционирования поверхности на улучшение стойкости к истиранию увеличивалось (т.е. увеличилось число затягиваний до возникновения истираний) по мере того, как повышалась величина рН раствора для кондиционирования поверхности, но этот эффект имел свой предел при величине рН 9,8, и тот же эффект был получен, когда раствором для кондиционирования был водный раствор тетрабората натрия, а не раствор тетрабората калия.
Пример 5
В этом примере резьбовое соединение для ТИНМ, изготовленное из хромистой стали, подвергалось кондиционированию поверхности в соответствии с настоящим изобретением и последующей химической конверсионной обработке фосфатом марганца и была проведена оценка стойкости к истиранию после нанесения компаундного жира посредством затягивания и ослабления. В качестве растворов для кондиционирования поверхности использовались водный раствор тетрабората калия и водный раствор тетрабората натрия.
Форма резьбового соединения для ТИНМ, используемого в испытании, способы кондиционирования поверхности и химической конверсионной обработки, и испытание на сочленение и способ его оценки были такими же, как и в примере 2. Результаты испытаний показаны в таблице 5.
Резьбовое соединение для ТИНМ, изготовленное из хромистой стали 5
обработки
* ХК покрытие=химическое конверсионное покрытие
** ОУ/Н=оголенные участки/неровности
Как можно видеть из таблицы 5, в случае хромистой стали 5 при проведении химической конверсионной обработки без предшествующего кондиционирования поверхности средний диаметр кристаллитов химического конверсионного покрытия имел чрезвычайно малую величину 3 мкм и в покрытии имелись оголенные участки и неровности. Число затягиваний до возникновения истираний было 1, поэтому стойкость к истиранию была плохой (обозначена ×). Таким образом, когда содержание Cr было 5% или больше, стойкость к истиранию значительно уменьшалась.
В противоположность этому благодаря проведению кондиционирования поверхности водным раствором тетрабората калия или тетрабората натрия, имеющим рН по меньшей мере 7,8 в соответствии с настоящим изобретением, перед химической конверсионной обработкой фосфатом марганца было сформировано химическое конверсионное покрытие, имеющее укрупненные кристаллиты со средним диаметром по меньшей мере 10 мкм. В результате число затягиваний до возникновения истираний увеличилось до 10-14, что указывает на очень большое улучшение стойкости к истиранию. Как можно видеть из таблицы 5, влияние этого кондиционирования поверхности на улучшение стойкости к истиранию увеличивалось (т.е. увеличилось число затягиваний до возникновения истираний), по мере того как возрастала величина рН раствора для кондиционирования, но этот эффект имел свой предел при величине рН 9,8, и тот же эффект получали, когда раствором для кондиционирования поверхности был водный раствор тетрабората натрия, а не тетрабората калия.
Пример 6
В этом примере резьбовое соединение для ТИНМ, изготовленное из хромистой стали 13, было подвергнуто кондиционированию поверхности в соответствии с настоящим изобретением и последующей химической конверсионной обработке фосфатом марганца и оценивалась стойкость к истиранию после нанесения компаундного жира посредством повторного затягивания и ослабления. В качестве растворов для кондиционирования поверхности использовались водный раствор тетрабората калия и водный раствор тетрабората натрия.
Форма резьбового соединения для ТИНМ, используемого в испытании, способы кондиционирования поверхности и химической конверсионной обработки, и испытание на сочленение и способ его оценки были такими же, как и в примере 2. Результаты испытаний показаны в таблице 6.
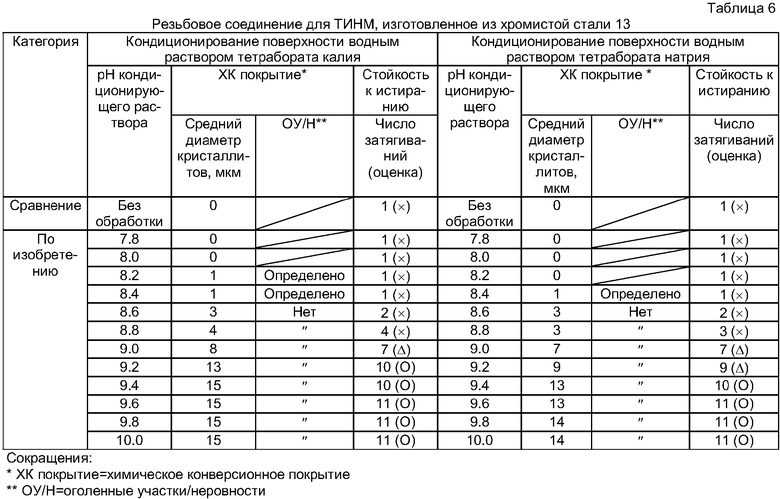
Как можно видеть из таблицы 6, в случае хромистой стали 13 при проведении химической конверсионной обработки фосфатом марганца без предшествующего кондиционирования поверхности, по существу, не происходило образование химических конверсионных кристаллитов и истирание возникало при первом затягивании, поэтому стойкость к истиранию была плохой (обозначалась ×). Таким образом, в случае стали с содержанием Cr больше 10% стойкость к истиранию и дальше заметно уменьшалась.
В противоположность этому благодаря проведению кондиционирования поверхности водным раствором тетрабората калия или тетрабората натрия, имеющего рН по меньшей мере 7,8 в соответствии с настоящим изобретением, перед химической конверсионной обработкой фосфатом марганца могло быть сформировано химическое конверсионное покрытие, имеющее укрупненные кристаллиты со средним диаметром по меньшей мере 10 мкм. Однако в случае стали, имеющей содержание Cr более 10%, для того чтобы получить средний диаметр кристаллитов 10 мкм или больше в химическом конверсионном покрытии, нужно иметь раствор для кондиционирования поверхности высокой концентрации (с высоким рН). В этом примере, когда рН водного раствора превышает 9,0 для тетрабората калия или 9,2 для тетрабората натрия, средний диаметр кристаллитов химического конверсионного покрытия становился по меньшей мере 10 мкм. Когда раствор бората имел рН 8,6 или больше, то можно было сформировать химическое конверсионное покрытие без оголенных участков или неровностей, и особенно когда он имел рН 9,0 или больше, можно было сформировать химическое конверсионное покрытие со средним диаметром кристаллитов по меньшей мере 5 мкм.
Стойкость к истиранию повышалась по мере того, как увеличивался средний диаметр кристаллитов химического конверсионного покрытия. Когда кондиционирование поверхности не проводилось, число затягиваний было 1. Когда средний диаметр кристаллитов химического конверсионного покрытия стал по меньшей мере 5 мкм в результате кондиционирования поверхности в соответствии с настоящим изобретением, число затягиваний увеличилось по меньшей мере до 5, при этом стойкость к истиранию улучшалась до знака Δ. Когда средний диаметр кристаллитов стал 10 мкм или больше, число затягиваний стало по меньшей мере 10, при этом стойкость к истиранию еще больше улучшилась до знака О.
То есть, в соответствии с настоящим изобретением, даже с резьбовым соединением, изготовленным из стали с содержанием Cr больше 10% и очень чувствительным к истиранию, как можно убедиться из сравнительного примера, в котором число затягиваний было 1, получался поразительный эффект, когда можно было производить 10 или больше затягиваний и ослаблений.
Пример 7
В этом примере резьбовое соединение для ТИНМ, изготовленное из хромистой стали 25, было подвергнуто кондиционированию поверхности в соответствии с настоящим изобретением и последующей химической конверсионной обработке фосфатом марганца, и оценивалась стойкость к истиранию после нанесения компаундного жира посредством повторных затягиваний и ослаблений. В качестве растворов для кондиционирования поверхности использовались водный раствор тетрабората калия и водный раствор тетрабората натрия.
Форма резьбового соединения для ТИНМ, используемого в испытании, способы кондиционирования поверхности и химической конверсионной обработки, и испытание на сочленение и способ его оценки были такими же, как и в примере 2. Результаты испытаний показаны в таблице 7.
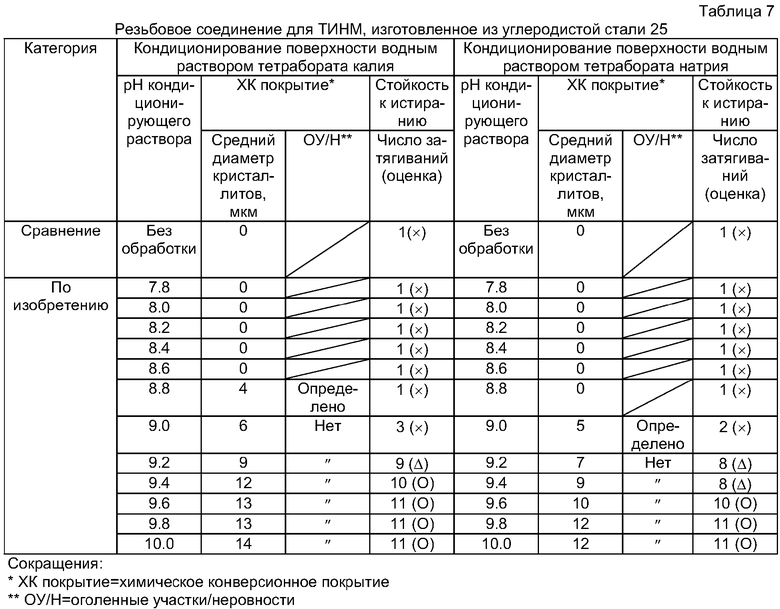
Как можно видеть из таблицы 7, в случае хромистой стали 25, при проведении химической конверсионной обработки без предшествующего кондиционирования поверхности, по существу, при химической конверсионной обработке не образовались кристаллиты и уже при одном затягивании возникло истирание, поэтому стойкость к истиранию была плохой (обозначена ×).
В противоположность этому в соответствии с настоящим изобретением, благодаря проведению кондиционирования поверхности с использованием водного раствора тетрабората калия или тетрабората натрия перед химической конверсионной обработкой фосфатом марганца, можно было сформировать химическое конверсионное покрытие, имеющее укрупненные кристаллиты со средним диаметром по меньшей мере 10 мкм. Однако таким же образом, как и в примере 6, в случае стали с содержанием Cr больше 10%, нужно было, чтобы раствор для кондиционирования поверхности имел высокую концентрацию (высокую величину рН), для того чтобы получить средний диаметр кристаллитов в химическом конверсионном покрытии по меньшей мере 10 мкм. В случае этого примера, в котором содержание Cr в стали было 25%, что даже больше, чем в примере 6, средний диаметр кристаллитов в химическом конверсионном покрытии стал по меньшей мере 10 мкм, когда величина рН водного раствора превышала 9,2 для тетрабората калия или 9,4 для тетрабората натрия. Когда величина рН водного раствора тетрабората калия была 9,0 или выше, или величина рН водного раствора тетрабората натрия была 9,2 или выше, можно было сформировать химическое конверсионное покрытие без оголенных участков или неровностей и со средним диаметром кристаллитов по меньшей мере 5 мкм.
Стойкость к истиранию повышалась по мере того, как увеличивался средний диаметр кристаллитов в химическом конверсионном покрытии. То есть число затягиваний было 1, когда не проводилось кондиционирование поверхности, но когда средний диаметр кристаллитов химического конверсионного покрытия стал по меньшей мере 5 мкм в результате кондиционирования поверхности в соответствии с настоящим изобретением, число затягиваний стало по меньшей мере 5, при этом стойкость к истиранию улучшилась до знака ▵. Когда средний диаметр кристаллитов стал 10 мкм или больше, число затягиваний стало по меньшей мере 10, при этом стойкость к истиранию еще больше повысилась и стала со знаком О.
То есть в соответствии с настоящим изобретением даже с резьбовым соединением для ТИНМ, изготовленным из высоколегированной стали, имеющей чрезвычайно высокое содержание Cr 25% и очень чувствительной к истиранию, как показано в сравнительном примере, в котором число затягиваний было 1, получен поразительный эффект, когда стали возможны по меньшей мере 10 затягиваний и ослаблений.
Изобретение относится к обработке стальных деталей перед фосфатной химической конверсионной обработкой. Стальную деталь для кондиционирования ее поверхности обрабатывают водным раствором, содержащим тетраборат щелочного металла и не содержащим ионы фосфата. Далее фосфатом марганца проводят фосфатную химическую конверсионную обработку стальной детали. Стальная деталь с обработанной поверхностью имеет химическое конверсионное покрытие из фосфата марганца со средним диаметром кристаллитов 10-110 мкм. Изобретение позволяет сформировать фосфатное химическое конверсионное покрытие, придающее резьбовому соединению, изготовленному из высокохромистой стали или из нержавеющей стали с содержанием Cr по меньшей мере 10 мас.%, стойкость к истиранию без необходимости формирования подслоя. 3 н. и 3 з.п. ф-лы, 7 табл., 2 ил.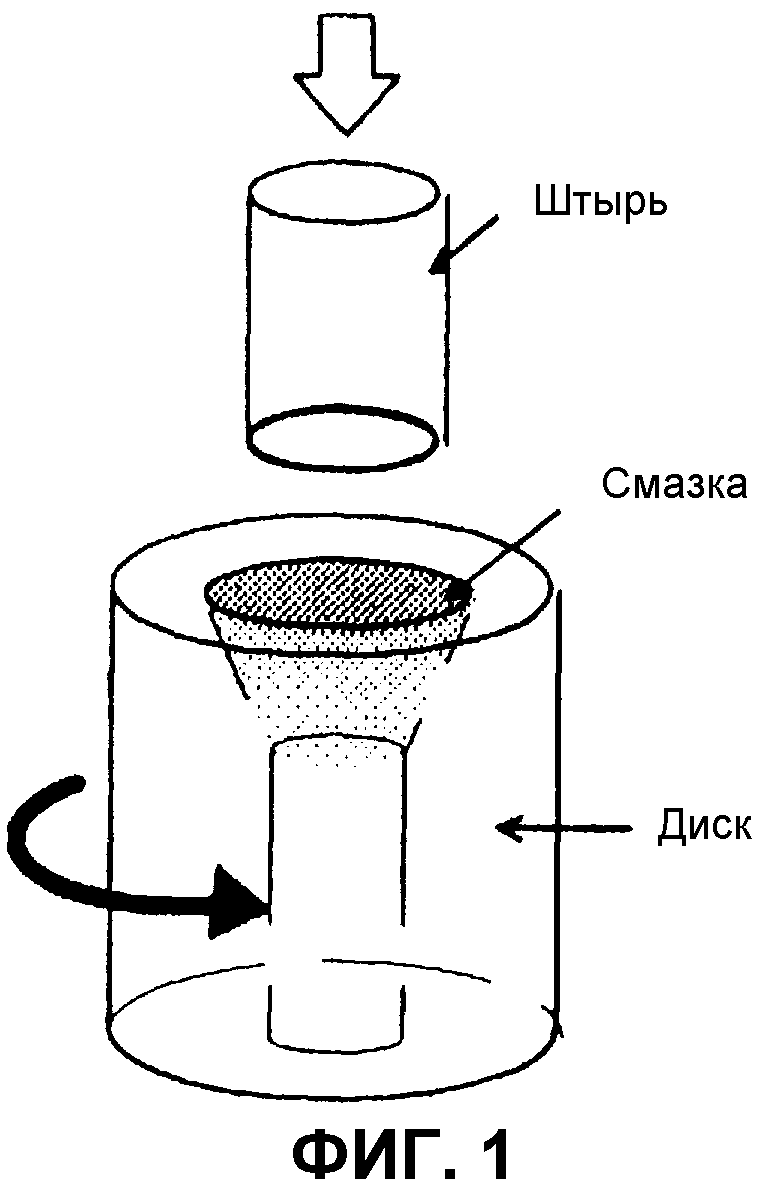
| Стиральная доска | 1922 |
|
SU1434A1 |
| Покрытия гальванические и химические | |||
| Технологические процессы | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| СПОСОБ ПОЛУЧЕНИЯ АКТИВАТОРА ДЛЯ МАРГАНЕЦФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2138439C1 |
| КОНЦЕНТРАТ ДЛЯ ПОЛУЧЕНИЯ ЗАЩИТНОГО МАРГАНЕЦ-ФОСФАТНОГО ПОКРЫТИЯ И КОРРЕКТИРУЮЩИЙ СОСТАВ ДЛЯ НЕГО | 2001 |
|
RU2213803C2 |
| JP 2003231974 А, 19.08.2003. | |||

