Изобретение относится к литейному. производству, а именно к процессам изготовления литейных форм, и может быть использовано при отливке крупногабаритной оснастки с кривол гнейнымн поверхностями.
.Целью изобретения является удешевление процесса изготовления литейных полуформ с рабочей поверхностью двои- ной кривизны.
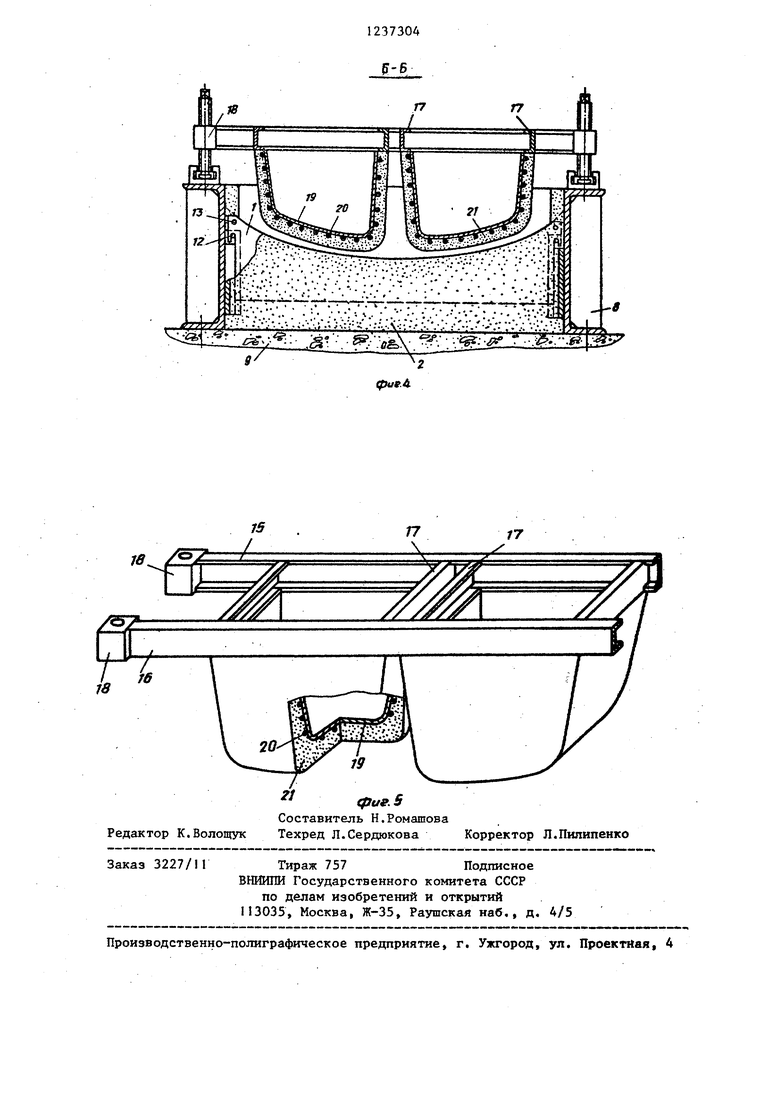
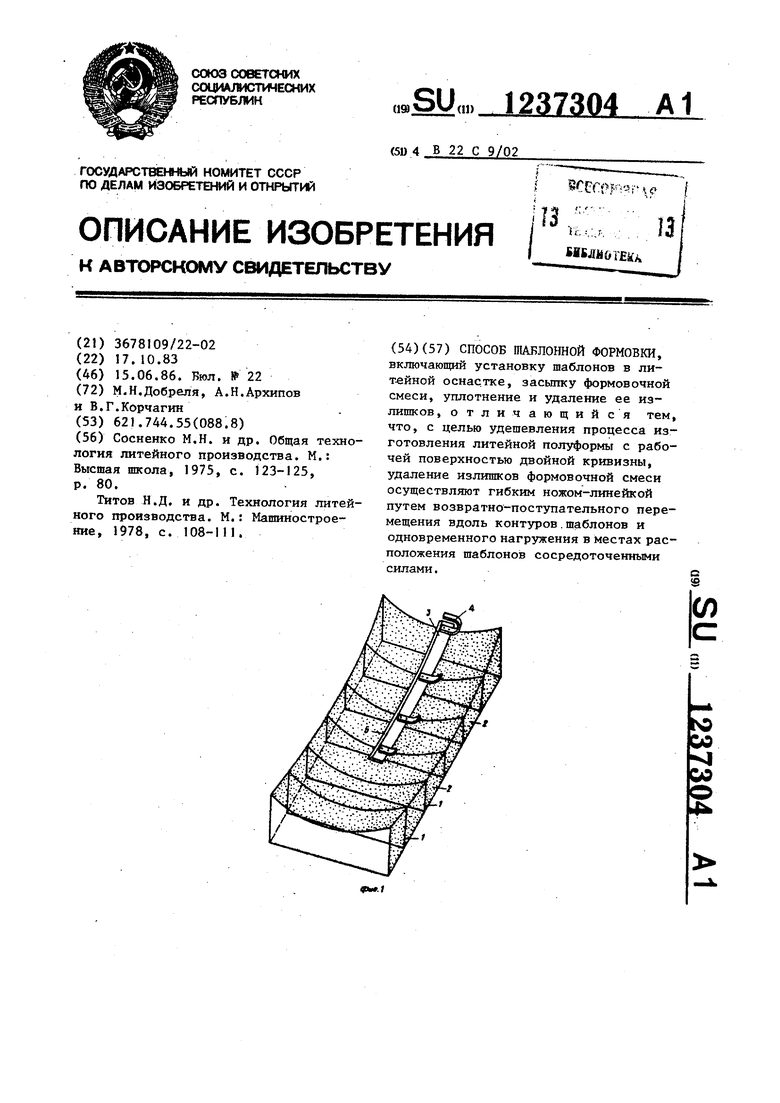
На фиг. показана схема процесса изготовления поверхности двойной кривизны; на фиг.-2 -. литейная форма в плане; на фиг.З - разрез А--Анафиг.2 (по регулировочному винту стержневой рамы и опорной планке); на фиг.4 - раз рез Б-Б на фиг. 2; на фиг.З - аксонометрический вид спаренного стержня с частичным разрезом,
К рабочим контурам шаблонов Ij установленных в формовочной массе 2, прижат нож-линейка 3 с рукоятками- поручнями. 4 и режзпцей кромкой 5.
Направляющие 6 и 7, представляющие Собой швеллеры, полки которых подкреплены ребрами 8, закреплены на бетонном полу 9 анкерными болтами Сне показаны). К концам направляющих 6 и 7 прикреплены торцовые стенки 10. К внутренним сторонам направляющих 6 и 7 прикрегшены винтами (не показа- ны) кронштейны 1, представляющие собой Т-образнь й профиль, в толстом ребре которого выполнена по всей длине прорезь на глубину, меньш то высоты ребра. В верхней части кронштейнов 11 прорези выполнены на всю высоту профиля, а в ребрах сделаны отверстия, в которых установлены штифты 12.
В прорезях кронштейнов 11 установлены шаблоны 1 криволинейной поверхности отливаемого изделия. На торцовых сторонах шаблонов 1 вьтол- нены в верхней части закругле:нные пазы, которыми шаблоны 1 как бы навешены на штифтах 12. Вблизи торцов в шаблонах 1 вьтолнены также отверстия 13 для зацепления крючьями при извлечении по окончании формовки,
Каждая из стержневых рам 14 сварена из двух продольных 15 и 16 и четырех поперечных 17 швеллеров. На концах продольных швеллеров 15 и 16 приварены бобьшпси 18 с резьбовыми отверстиями. К окнам рамы, образованным продольными 15 и 16 и поперечными 17-швеллерами, приварены два
373042
короба 9, выполненные из листового материала. На наружной поверхности коробов 19 закреплена (приварена) обрешетка 20, служащая для усиления
5 сцепления с коробами 19 облицовочного слоя 21, вьтолненного из стержневой смеси. Обрешетка 20 представляет собой металлические прутки, изогнутые по форме поверхности коробов
10 19 и размещенные на ней с шагом 50- 100 мм. Б отверстиях бобьш1ек 18 ввинчены регулировочные винты 22, на нижних концах которых вьтолнена опорная сферическая пятка и проточка, на
15 верхних - квадрат под ключ.
К направляющим 6 и 7 прикреплены (приварены) сверху опорные планки 23, в которых выполнены сквозные Т-образные пазы, куда введены опор- 20 ные KOHLT i регулировочных винтов 22 и зафиксированы от осевого перемещения вильчатыми фиксаторами 24, взаимодействующими с буртами проточек регулировочных винтов 22 и плечиками
25 Т-образных пазов опорных планок 23.
Изготовление литейной формы производят в следующей последовательности. Шаблоны 1 криволинейной поверхности отливаемого изделия устанавливают
30 в прорези кронштейнов I1, опуская сверху до упора закруглений пазов на торцах шаблонов 1 в штифты 12. Проме- жутки между шаблонами-1 заполняют формовочной смесью 2, например формоJJ вочной зеготей, и утрамбовьшают. Уровень формовочной смеси 2 должен быть на 5-20 мм вьште рабочего контура шаблонов 1, Гибкий упругий нож-линейку 3 располагают поперек шаблонов 1 и при40 жимают к их рабочему контуру, прикла- дьюая усилие к рукояткам-поручням 4, Избыток формовочной смеси 2 срезают речкущей кромкой 5 ножа-линейки 3, пос- тупатепъно перемещая его вдоль рабо45 чего контура шаблонов 1, и удаляют за пределы формы. После формовки криволинейной поверхности рабочий контур шаблонов 2 целесообразно покрыть разделительным составом, например гли50 нист&ву раствором, или жидким стеклом.
Для формовки боковых и торцовых стенок полости параллельно направляющим б и 7 и торцовым стенкам 10 устанавливают, вьщерживая необходимые 55 размеры, доски (не показаны) и производят набивку пространства между дос- каьи направляющими 6 и 7 и торцовыми стенками 10 формовочной смесью 2.
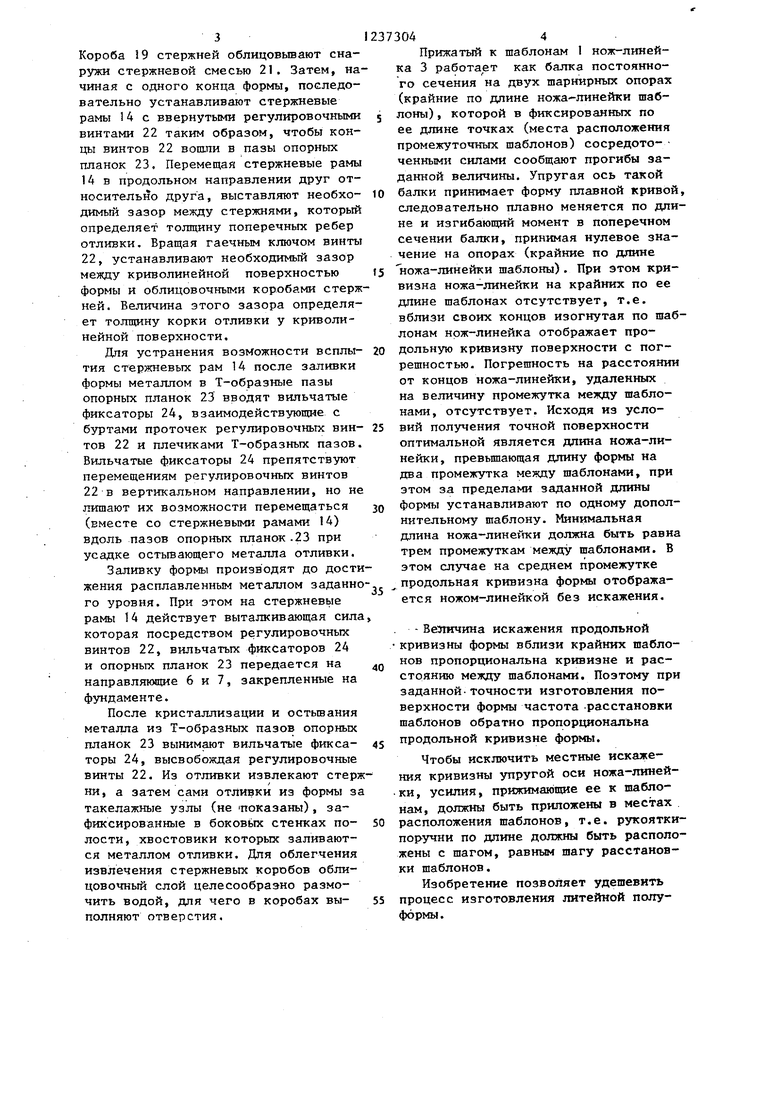
Короба 19 стержней облицовьшают снаружи стержневой смесью 21. Затем, начиная с одного конца формы, последовательно устанавливают стержневые рамы 14 с ввернутыми регулировочными винтами 22 таким образом, чтобы концы винтов 22 ВОШ.ПИ в пазы опорных планок 23, Перемещая стержневые рамы 14 в продольном направлении друг относительно друга, выставляют необходимый зазор между стержнями, который определяет толщину поперечных ребер отливки. Вращая гаечным ключом винты 22, устанавливают необходимый зазор между криволинейной поверхностью формы и облицовочными коробами стержней. Величина этого зазора определяет толщину корки отливки у криволинейной поверхности.
Для устранения возможности всплытия стержневых рам 14 после заливки формы металлом в Т-образные пазы опорных планок 23 вводят вильчатые фиксаторы 24, взаимодействующие с б-уртами проточек регулировочных винтов 22 и плечиками Т-образных пазов. Вильчатые фиксаторы 24 препятствуют перемещениям регулировочных винтов 22 в вертикальном направлении, но не лишают их возможности перемещаться (вместе со стержневыми рамами 14) вдоль пазов опорных планок .23 при усадке остьгаающего металла отливки.
Заливку формы производят до достижения расплавленным металлом заданного уровня. При этом на стержневые рамы 14 действует выталкивающая сила которая посредством регулировочных винтов 22, вильчатых фиксаторов 24 и опорных планок 23 передается на направляющие 6 и 7, закрепленные на фундаменте.
После кристаллизации и остьшания металла из Т-образных пазов опорных планок 23 вынимают вильчатые фиксаторы 24, высвобождая регулировочные винты 22. Из отливки извлекают стержни, а затем сами отливки из формы за такелажные узлы (не показаны), зафиксированные в боковьпс стенках полости, хвостовики которых заливаются металлом отливки. Для облегчения извлечения стержневых коробов облицовочный слой целесообразно размочить водой, для чего в коробах выполняют отверстия.
2373044
Прижатый к щаблонам 1 нож-линейка 3 работает как балка постоянного сечения на двух шарнирных опорах (крайние по длине ножа-линейки шабJ лоны), которой в фиксированных по ее длине точках (места расположения промежуточных шаблонов) сосредото- - ченными силами сообщают прогибы заданной величины. Упругая ось такой
10 балки принимает форму плавной кривой, следовательно плавно меняется по длине и изгибающий момент в поперечном сечении балки, принимая нулевое значение на опорах (крайние по длине
t5 ножа-линейки шаблоны). При этом кривизна ножа-линейки на крайних по ее длине шаблонах отсутствует, т.е. вблизи своих концов изогнутая по шаблонам нож-линейка отображает про20 дольную кривизну поверхности с погрешностью. Погрешность на расстоянии от концов ножа-линейки, удаленных на величину промежутка между шаблонами, отсутствует. Исходя из усло5 ВИЙ получения точной поверхности оптимальной является длина ножа-линейки, превьшающая длину формы на два промежутка меткду шаблонами, при этом за пределами заданной длины
Q формы устанавливают по одному дополнительному шаблону. Минимальная дпина ножа-линейки должна быть равна трем промежуткам между шаблонами. В этом случае на среднем промежутке продольная кривизна формы отобража5
ется ножом-линейкой без искажения.
- Величина искажения продольной кривизны формы вблизи крайних шабло- нов пропорциональна кривизне и расстоянию между шаблонами. Поэтому при заданной-точности изготовления поверхности формы частота расстановки шаблонов обратно пропорциональна продольной кривизне формы.
Чтобы исключить местные искажения кривизны упругой оси ножа-линей- ки, усилия, прижимак1щие ее к шаблонам, долзкны быть приложены в местах расположения шаблонов, т.е. рукоятки- поручни по длине должны быть расположены с шагом, равным шагу расстановки шаблонов.
Изобретение позволяет удешевить процесс изготовления литейной полу- формы.
/ff
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| Станок для изготовления плитки (варианты) | 2022 |
|
RU2794694C1 |
| Устройство для разрушения перемычки в сливном канале литейной формы | 1978 |
|
SU770645A1 |
| Складной контейнер | 1988 |
|
SU1564055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| ЛЁТОЧНЫЙ КИРПИЧ | 2018 |
|
RU2690552C1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1981 |
|
SU980927A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| ЭЛЕКТРОНОЖНИЦЫ | 1993 |
|
RU2080967C1 |
| Транспортное средство | 1990 |
|
SU1735163A1 |

18
.ГЛ1 | гЛгЧУЛшКА«1ЛДЬ
в.Л |.:У.Л| Л Til ViiThTU
,24
фиа.5
1в 2
18
Редактор К.Волощук
фиг. 5
Составитель Н.Ромашова
Техред Л.Сердюкова Корректор Л.Пипипенко
17
Заказ 3227/11 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Сосненко М.Н | |||
| и др | |||
| Общая технология литейного производства | |||
| М.: Высшая школа, 1975, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Титов Н.Д | |||
| и др | |||
| Технология литейного производства | |||
| М.: Машиностроение, 1978, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
