ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к машине и способу производства слаботлеющего полотна, которая придает сигаретам свойство слабого тления, и к способу производства слаботлеющей оберточной бумаги, используемой для сигарет.
УРОВЕНЬ ТЕХНИКИ
Недавно приобрела популярность слаботлеющая оберточная бумага для сигарет. Такая слаботлеющая оберточная бумага предотвращает распространение огня на горючие материалы, если зажженная сигарета с такой оберточной бумагой упадет на горючий материал. Сигарета содержит курительный материал, такой как резаный табак, и бумажную обертку, в которую обернут курительный материал. Такая бумага является слаботлеющей (например, см. Фиг.2 патентного документа 1).
Более конкретно, слаботлеющая оберточная бумага, раскрытая в патентном документе 1, содержит бумажное полотно и полоски, которые разнесены по полотну в продольном направлении с заданными интервалами. Эти полоски сформированы путем нанесения на полотно ингибитора горения. Ингибитор горения по существу наносится в форме водного раствора. Полотно с нанесенным ингибитором горения сушат в сушильном устройстве для формирования слаботлеющей оберточной бумаги.
После сушки ширина оберточной бумаги уменьшается приблизительно на 3-7% в результате усадки. Например, если первоначальная ширина оберточной бумаги составляла 1040 мм, то при усадке на 3% эта ширина составит 1010 мм, а при усадке на 7% ширина составит 970 мм. Высушенное полотно разрезают на ленты шириной 27 мм и наматывают в рулоны оберточной бумаги, каждый из которых имеет ширину 27 мм. Если бумагу сушат с величиной усадки 3%, то получают 37 рулонов шириной 27 мм, а если усадка составит 7%, будет получено 35 рулонов. Таким образом, разная величина усадки дает разное количество рулонов оберточной бумаги, что приводит к дестабилизации производства. Кроме того, поскольку ингибитор горения наносится на полотно в фиксированном количестве и с постоянными интервалами, если количество произведенных рулонов от одного полотна к другому будет различным, количество нанесенного ингибитора горения также будет неодинаковым от рулона к рулону. Это не позволяет производить оберточную бумагу со стабильным качеством.
Для того чтобы поддерживать постоянную величину усадки регулируют температуру сушки и натяжение полотна. Однако, приходится менять уставки температуры в зависимости от времени года и в зависимости от времени суток. Поддержание постоянной величины усадки является трудоемкой задачей.
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: Японская патентная публикация № 2004-512849
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМА, РЕШАЕМАЯ ИЗОБРЕТЕНИЕМ
Настоящее изобретение было сделано в свете вышеописанного прототипа. Целью настоящего изобретения является создание машины и способа производства слаботлеющего полотна, способной сохранять постоянный коэффициент усадки после сушки, независимо от условий окружающей среды, и способа производства слаботлеющей оберточной бумаги для сигарет.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМЫ
Для достижения вышеуказанной цели согласно настоящему изобретению предлагается машины для производства слаботлеющего полотна, содержащая путь, по которому перемещается бумажное полотно; аппликатор, расположенный на пути и используемый для нанесения на полотно ингибитора горения; и сушильное устройство для сушки полотна с нанесенным на него ингибитором горения. Машина далее содержит детектор, который измеряет параметр, указывающий на ширину полотна, проходящего сквозь сушильное устройство; и контроллер, который регулирует параметр сушки на основе результатов измерений, произведенных детектором, так, чтобы ширина полотна находилась в допустимых пределах.
Согласно предпочтительному варианту, детектор является датчиком, который непосредственно измеряет ширину полотна.
Согласно предпочтительному варианту, контроллер содержит вычислительную секцию, которая получает результаты измерений от датчика и находит коэффициент усадки в направлении ширины полотна, определяющую секцию, которая определяет, находится ли коэффициент усадки в допустимых пределах, и регулирующую секцию, которая изменяет параметр сушки в сушильном устройстве, когда коэффициент усадки выходит за допустимые пределы.
Согласно предпочтительному варианту, датчик является CCD (ПЗС) датчиком с лазерным лучом.
Согласно предпочтительному варианту, параметром сушки является температура сушки.
Согласно предпочтительному варианту, температура сушки является температурой внутри сушильной печи или температурой горячего воздуха, подаваемого в сушильные печи.
Согласно предпочтительному варианту, аппликатор содержит первый и второй резервуары, сообщающиеся друг с другом и содержащие ингибитор горения; подающий путь для подачи ингибитора горения из первого резервуара; наносящее устройство для непосредственного ингибитора горения непосредственно на полотно через подающий путь; измеритель количества для измерения количества ингибитора горения в первом резервуаре, когда ингибитор горения наносится на полотно; и регулирующее устройство, которое регулирует количество ингибитора горения, подаваемого из второго резервуара в первый резервуар так, чтобы количество ингибитора горения в первом резервуаре, которое определяется измерителем количества, оставалось постоянным.
Согласно предпочтительному варианту, машина далее содержит измеритель влажности, который измеряет содержание влаги в полотне.
Согласно настоящему изобретению далее предлагается способ производства слаботлеющего полотна, содержащий этапы нанесения, на котором направляют бумажное полотно по пути перемещения и наносят на полотно ингибитор горения; и этап сушки, на котором сушат полотно с нанесенным на него ингибитором горения. Способ далее содержит этап регулирования, на котором после этапа сушки измеряют ширину полотна и регулируют параметр сушки на стадии сушки на основе результата измерений так, чтобы ширина полотна оставалась в допустимых пределах.
Согласно предпочтительному варианту на стадии нанесения на полотно наносят ингибитор горения, имеющий постоянную вязкость.
Согласно настоящему изобретению далее предлагается способ производства слаботлеющей оберточной бумаги для сигарет, содержащий этап разглаживания, на котором с слаботлеющего полотна удаляют морщины, и этап разрезания, на котором разглаженное полотно разрезают на ленты определенной ширины и формируют из них оберточную бумагу для сигарет.
ТЕХНИЧЕСКИЙ РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
Машина для производства слаботлеющего полотна по настоящему изобретению имеет детектор, который измеряет параметр, указывающий на ширину полотна, прошедшего через сушильное устройство, и контроллер, который регулирует параметр сушки в сушильном устройстве на основе результатов измерений, полученных от детектора, чтобы ширина полотна находилась в допустимых пределах. Параметр сушки, таким образом, можно правильно регулировать, чтобы обеспечить заданный коэффициент усадки, отражающий ширину высушенного полотна. Это позволяет производить оберточную бумагу стабильного качества.
В качестве детектора используется датчик, фактически измеряющий ширину полотна.
Имея вычислительную, определяющую и регулирующую секции, контроллер имеет возможность точно распознавать состояние полотна, находя коэффициент усадки высушенного полотна и, на основании этого, изменять параметр сушки. Следовательно, можно производить оберточную бумагу более стабильного качества.
Используя CCD датчик с лазерным лучом, можно точно измерять ширину полотна.
Кроме того, поскольку конкретным параметром, регулируемым контроллером, является температура сушки, можно простым способом производить полотно с требуемым коэффициентом усадки.
Регулируемая температура сушки является температурой внутри печи или температурой горячего воздуха, поэтому можно простым способом производить полотно с требуемым коэффициентом усадки.
Благодаря постоянному количеству ингибитора горения в первом резервуаре, расположенном в аппликаторе, ингибитор горения, наносимый на полотно, имеет постоянную вязкость. Соответственно, полотно, проходящее сквозь сушильное устройство, имеет постоянное качество, что обусловливает постоянное качество высушенного полотна. Это значит, что коэффициент усадки полотна можно поддерживать с высокой точностью, просто регулируя параметр сушки.
Поскольку для определения содержания влаги имеется измеритель влажности, можно измерять влажность высушенного полотна и контроллер регулирует параметр сушки, отражающие содержание влаги. Таким образом, параметр сушки регулируют так, чтобы высушенное полотно имело заданный коэффициент усадки. Это позволяет производить оберточную бумагу стабильного качества.
С помощью способа производства слаботлеющего полотна по настоящему изобретению можно правильно регулировать параметр сушки для достижения заданного коэффициента усадки, отражающей ширину высушенного полотна. Это позволяет производить оберточную бумагу стабильного качества.
Кроме того, высушенное полотно имеет постоянное качество, поскольку вязкость ингибитора горения, нанесенного на полотно, поддерживается постоянной. Поскольку на коэффициент усадки полотна влияет только параметр сушки, коэффициент усадки можно с высокой точностью поддерживать постоянным, просто регулируя параметр сушки.
С помощью способа производства слаботлеющей оберточной бумаги по настоящему изобретению можно из полотна производить оберточную бумагу для сигарет со стабильным коэффициентом усадки, применяя этап разглаживания морщин и этап разрезания, на котором разрезают разглаженное полотно на ленты заданной ширины. Следовательно, можно производить слаботлеющую оберточную бумагу стабильного качества.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - схематичный вид машины для производства слаботлеющей оберточной бумаги по настоящему изобретению.
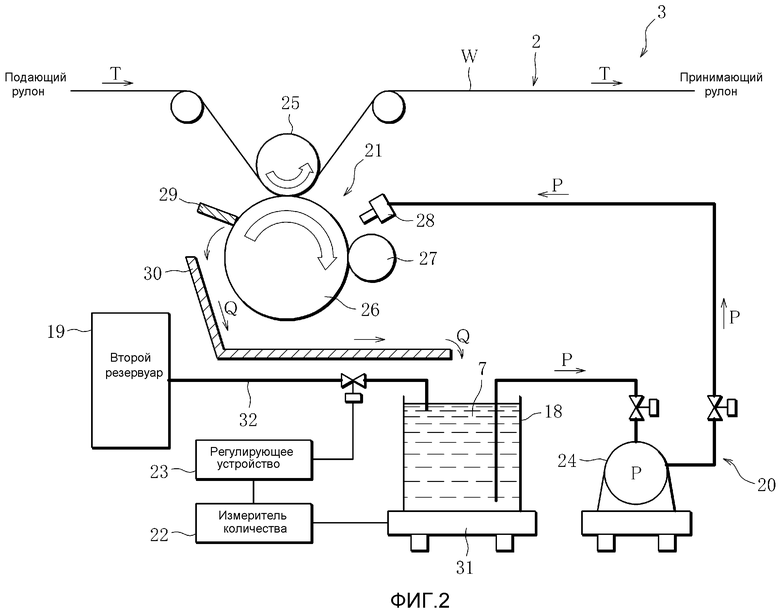
Фиг. 2 - схематичный вид аппликатора.
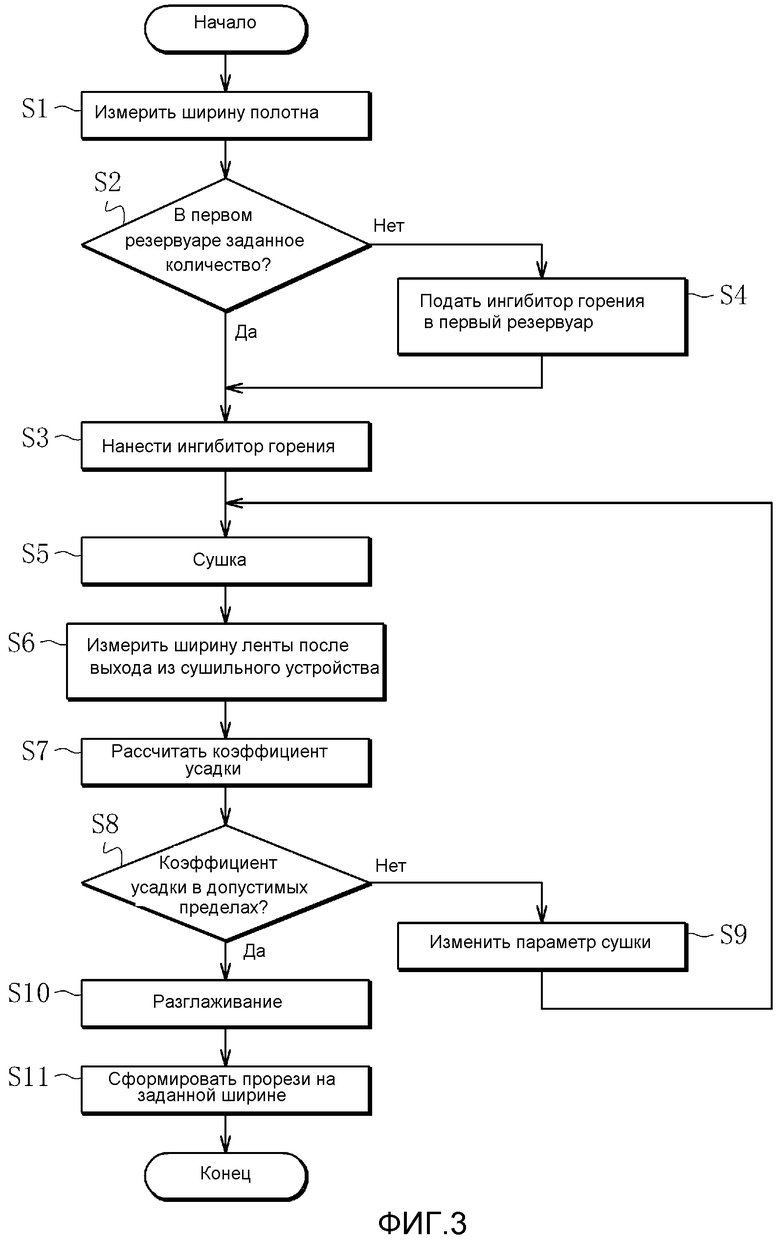
Фиг. 3 - диаграмма последовательности процесса производства оберточной бумаги с использованием машины для производства слаботлеющей оберточной бумаги по настоящему изобретению.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг. 1 представлен схематичный вид в плане. Машина для производства слаботлеющего полотна по настоящему изобретению является частью машины 1 для производства слаботлеющей оберточной бумаги. Машина 1 содержит путь 2, аппликатор 3, сушильное устройство 4, разглаживающее устройство 5 и устройство 6 для формирования прорезей. Машина для производства слаботлеющего полотна образована аппликатором 3, сушильным устройством 4 и контроллером 10, который будет описан ниже. Аппликатор 3, сушильное устройство 4, разглаживающее устройство 5 и устройство 6 для формирования прорезей расположены на пути 2. Полотно W выполнено из бумаги и разматывается с исходного рулона (не показан) так, чтобы перемещаться по пути 2 в направлении, показанном стрелкой Т. Ширина бумаги сначала измеряется датчиком 34. Полотно W затем проходит через аппликатор 3. Аппликатор 3 частично наносит ингибитор 7 горения на полотно W. Ингибитор 7 горения наносится на множество положений на полотне W, разнесенных в продольном направлении полотна W, и проходит в направлении ширины полотна W. Полотно W с нанесенным ингибитором горения проходит через сушильное устройство 4. Сушильное устройство 4 снабжено множеством сушильных печей (не показаны). Полотно W проходит через эти сушильные печи для сушки. После сушки полотно W разглаживают в разглаживающем устройстве 5. Затем в полотне W делают прорези в устройстве 6 для формирования прорезей и наматывают в рулоны 8 оберточной бумаги.
Датчик 9, служащий в качестве детектора, расположен рядом с выходом из сушильного устройства 4. Датчик 9 измеряет ширину полотна W, прошедшего через сушильное устройство 4. Датчик 9 соединен с контроллером 10. Контроллер 10 регулирует параметр сушки и соединен с сушильным устройством 4. В кратком изложении, контроллер 10 на основе результатов измерений датчика 9 регулирует параметр сушки в сушильном устройстве 4 так, чтобы ширина полотна W находилась в допустимых пределах. Можно производить оберточную бумагу 8 стабильного качества, осуществляя сушку с требуемым параметром, в соответствии с шириной высушенного полотна W.
Более конкретно, контроллер 10 содержит вычислительную секцию 11, определяющую секцию 12 и регулирующую секцию 13. Вычислительная секция 11 получает результаты измерения параметра, указывающего на ширину (фактическую ширину полотна W) от датчиков 34 и 9, и находит коэффициент усадки высушенного полотна W. Для этого датчики 34 и 9 непосредственно соединены с вычислительной секцией 11. Определяющая секция 12 определяет, находится ли коэффициент усадки высушенного полотна W в допустимых пределах. Заранее заданный допуск коэффициента усадки соответственно изменяют в зависимости от типа производимой оберточной бумаги или разных других условий. Когда коэффициент усадки полотна W выходит за допустимые пределы, регулирующая секция 13 изменяет параметр сушки в сушильном устройстве 4. Коэффициент усадки высушенного полотна W является следствием параметра сушки, поэтому можно производить полотно W с постоянным коэффициентом усадки. Как описано выше, состояние полотна W точно распознается путем определения коэффициента усадки высушенного полотна W, и на основе этого состояния изменяется параметр сушки. Следовательно, можно производить оберточную бумагу 8 более стабильного качества. Поскольку коэффициент усадки остается постоянным, из каждого исходного рулона можно получить одинаковое количество рулонов оберточной бумаги. Кроме того, если предварительно зафиксировать эту функцию, количество наносимого ингибитора 7 горения соответственно становится равномерным для каждого рулона, что позволяет производить оберточную бумагу 8 стабильного качества.
В настоящем описании параметром сушки, который регулирует контроллер 10, является температура сушки. Температура сушки - это температура, воздействию которой подвергается полотно W. Полотно W с требуемым коэффициентом усадки можно получить просто, меняя температурный параметр. Более конкретно, температура сушки - это температура в печи в сушильном устройстве 4, через которую проходит полотно W, или температура горячего воздуха, подаваемого в сушильные печи. Температура в печи изменяется разными способами, включая подачу воздуха в печь и нагревание печи нагревателем и т.п. Температуру воздуха изменяют путем изменения температуры горячего воздуха, подаваемого в сушильные печи. Регулирующая секция 13 соединена с индикаторами 14 температуры, расположенными в сушильных печах. Для регулировки температуры горячего воздуха регулирующая секция 13 соединена с устройством 15 подачи горячего воздуха, расположенным в сушильном устройстве 4, тем самым регулируя температуру на входе. Как указано выше, поскольку регулируемая температура является температурой в печи или температурой горячего воздуха, с помощью простого способа можно с уверенностью производить полотно W с требуемым коэффициентом усадки. Предпочтительно, температуру в сушильных печах, расположенных ниже по направлению перемещения, задают ниже, чем в печах, расположенных выше по направлению перемещения, и регулируют температуру в печах, расположенных ниже по направлению перемещения, которая влияет на усадку при сушке. Например, температуру в печах, расположенных выше по направлению перемещения, задают на уровне 130оС, а температуру в печах, расположенных ниже по направлению перемещения, задают на уровне 80оС. Можно обеспечить быстрое реагирование, когда регулирующая секция 13 требует изменения параметра сушки, поскольку температура в печах, расположенных ниже по направлению перемещения, равна 100оС или ниже. Следовательно, можно быстро задать нужную температуру.
Датчик 9 является CCD (ПЗС) датчиком с лазерным лучом. В этом случае датчик 9 расположен на каждой стороне (по ширине) полотна W, перемещаемого по пути 2. Этот CCD датчик с лазерным лучом является лазерным датчиком смещения. CCD (ПЗС-устройство с зарядовой связью) служит в качестве приемника света. CCD определяет количество света для каждого пикселя и способно точно определить пиковое количество света. Таким образом, можно с высокой точностью измерить ширину полотна W.
Также рядом с выходом из сушильного устройства 4 имеется измеритель 16 влажности, который работает как датчик. Измеритель 16 влажности измеряет содержание влаги в полотне W, прошедшем через сушильное устройство 4. Измеритель 16 влажности соединен с вычислительной секцией 11 контроллера 10. Вычислительная секция 11 выполнена с возможностью определять процентное содержание влаги в полотне W. Определяющая секция 12 выполнена с возможностью определять, находится ли процентное содержание влаги в допустимых пределах. Когда процентное содержание влаги выходит за допустимые пределы, регулирующая секция 13 изменяет параметр сушки в сушильном устройстве 4 так, чтобы содержание влаги в полотне W вошло в допустимые пределы. Таким способом содержание влаги в высушенном полотне W измеряется измерителем 16 влажности и параметр сушки регулируются контроллером 10 в зависимости от содержания влаги. Таким образом, параметр сушки надлежащим образом регулируется так, чтобы высушенное полотно W имело заданный коэффициент усадки. В результате можно производить оберточную бумагу 8 стабильного качества. Регулирование, основанное на датчике 9 и регулирование, основанное на измерителе 16 влажности, может осуществляться одновременно или поочередно.
Как следует из Фиг. 2, аппликатор 3 имеет первый резервуар 18, второй резервуар 19, подающий путь 20, наносящее устройство 21, измеритель объема 22 и регулирующее устройство 23. Первый и второй резервуары сообщаются друг с другом и содержат ингибитор 7 горения. Подающий путь 20 служит для подачи ингибитора 7 горения из первого резервуара 18 на наносящее устройство 21. Поэтому входной конец подающего пути 20 расположен внутри первого резервуара 18 и ингибитор 7 горения из первого резервуара 18 подается насосом 24 на выходной конец в направлении, показанном стрелкой Р. Наносящее устройство 21 наносит ингибитор 7 горения, подаваемый по пути 20, непосредственно на полотно W.
Далее следует подробное описание способа нанесения с использованием наносящего устройства 21.
Полотно W перемещается по пути 2 (Фиг. 1). В это время полотно W разматывается с подающего рулона и натягивается, попадая на принимающий рулон. Наносящее устройство 21 содержит бумагоопорный валик 25 и вал 26 глубокой печати. Бумагоопорный валик 25 и вал 26 глубокой печати проходят поперек пути 2 перемещения или поперек полотна W. Они выполнены с возможностью вращения в противоположном направлении относительно друг друга. На периферийной поверхности вала 26 глубокой печати имеется рифленый рисунок (не показан). Желобки этого рисунка расположены с равномерными интервалами в направлении окружности вала 26 глубокой печати так, что ингибитор 7 горения наносится на множество мест с ориентированными в продольном направлении интервалами, проходит поперек полотна в направлении ширины.
С внешней периферийной поверхностью вала 26 глубокой печати контактирует с возможностью вращения накатной валик 27. Над накатным валиком 27 расположено сопло 28. Сопло 28 соединено с первым резервуаром 18 через подающий путь 20. Во время работы насос 24 подающего пути 20 подает ингибитор горения из первого резервуара 18 через подающий путь 20 на сопло 28. Сопло 28 подает ингибитор горения в пространство между гравированным роликом и накатным валиком 27.
Над валом 26 глубокой печати расположен ракельный нож 29. Ракельный нож 29 имеет конец, находящийся в скользящем контакте с внешней периферийной поверхностью вала 26 глубокой печати. Под валом 26 глубокой печати и ракельным ножом 29 расположен поддон 30. Поддон проходит до первого резервуара 18. Ингибитор 7 горения, не попавший на полотно W, возвращается в первый резервуар 18 и вновь направляется насосом 24 в подающий путь 20.
Ракельный нож 29 соскребает лишний ингибитор горения с внешней периферийной поверхности вала 26 глубокой печати. Удаленный ингибитор горения возвращается в первый резервуар 18 по поддону 30 (в направлении, показанном стрелкой Q на Фиг. 2). Когда машина 1 работает, ингибитор горения в первом резервуаре 18 находится в постоянном текучем состоянии, циркулируя между положением, в котором он наносится на полотно W (валом 26 глубокой печати), и первым резервуаром 18.
Первый резервуар 18 помещен на весы 31. Вес первого резервуара 18, или количество ингибитора 7 горения, измеряется измерителем 22 количества. Измеритель 22 количества оборудован, например, дисплеем. На основе результатов измерений, дисплей показывает оставшееся количество, или потребленное количество ингибитора горения в первом резервуаре 18. Результат измерения передается на регулирующее устройство 23. Регулирующее устройство 23 регулирует расход ингибитора горения, открывая/закрывая клапан 33 в соединительной трубе 32 между первым и вторым резервуарами 18 и 19 так, что в первом резервуаре 18 всегда находится постоянное количество ингибитора. Труба между первым и вторым резервуарами 18 и 19 подогревается, чтобы иметь постоянную температуру.
Ингибитор 7 горения имеет постоянную температуру и количество ингибитора 7 горения в первом резервуаре 18 поддерживается постоянным, поэтому ингибитор 7 горения, наносимый на полотно W, имеет постоянную вязкость. Поэтому качество полотна W, проходящего через сушильное устройство 4, можно поддерживать постоянным, что позволяет поддерживать постоянное качество высушенного полотна W. Изменение коэффициента усадки, таким образом, вызывается только влиянием сушильного устройства 4, что означает, что коэффициент усадки полотна W можно точно поддерживать постоянным, просто регулируя параметр сушки. Остаточное количество ингибитора 7 горения в первом резервуаре 18 можно измерить, измеряя уровень жидкости в резервуаре или любым другим способом, при условии, что вязкость ингибитора 7 горения остается постоянной.
Далее со ссылками на Фиг. 3 следует описание способа производства слаботлеющей оберточной бумаги с использованием машины 1 по настоящему изобретению. Ссылочные позиции в нижеследующем описании идентичны позициям на Фиг. 1 и 2.
При включении машины 1 полотно W разматывается с исходного рулона и перемещается по пути 2 перемещения, и перед нанесением ингибитора 7 горения на бумажное полотно W ширину бумажного полотна W измеряют (этап S1). После того как полотно W войдет в аппликатор 3, измеритель 22 производит измерение, чтобы определить, соответствует ли количество ингибитора 7 горения в первом резервуаре 18 заданной величине (этап S2). Если количество равно заданной величине, ингибитор 7 горения наносят непосредственно на полотно W (этап S3). На полотно W непрерывно наносят ингибитор 7 горения, и оно перемещается по пути 2 перемещения. При нанесении ингибитора 7 горения на полотно W количество ингибитора 7 горения в первом резервуаре 18 уменьшается. Количество ингибитора 7 горения в первом резервуаре 18 достигает заданной величины или становится меньше заданной величины. Для поддержания постоянного количества ингибитор 7 горения подают из второго резервуара 19 в первый резервуар 18 (этап S4). Этап нанесения ингибитора 7 горения на полотно W выполняют, отслеживая количество ингибитора 7 горения в первом резервуаре 18. Другими словами, когда на полотно W наносят ингибитор 7 горения в аппликаторе 3, этапы S2-S4 повторяются.
Полотно W подвергается этапу сушки в сушильном устройстве 4 (этап S5), после этапа сушки ширину полотна W, выходящего из сушильного устройства 4, измеряют (этап S6). На основе измеренной ширины путем расчета в вычислительной секции 11 находят коэффициент усадки в результате сушки полотна W (этап S7). Затем, определяющая секция 12 определяет, находится ли этот коэффициент усадки в допустимых пределах (этап S8). Если коэффициент усадки находится в допустимых пределах, этап сушки продолжают. Если коэффициент усадки вышел за допустимые пределы, параметр сушки изменяют так, чтобы коэффициент усадки вернулся в допустимые пределы (этап S9), а затем, продолжают этап сушки. Регулирование, включающее этапы S6 и S9, повторяют в течение этапа сушки, т.е. до тех пор, пока не останется невысушенного полотна W.
Когда невысушенного полотна W не остается, этап сушки в сушильном устройстве 4 завершают. Для разглаживания морщин на подвергшемся усадке полотне W выполняют этап разглаживания на разглаживающем устройстве 5 (этап S10). Устройство 6 для формирования прорезей выполняет этап формирования прорезей, тем самым формируя прорези заданной ширины в полотне W и формируя рулоны оберточной бумаги 8 (этап S11).
ПОЗИЦИИ НА ЧЕРТЕЖАХ
1 - машина для производства слаботлеющей оберточной бумаги
2 - путь перемещения
3 - аппликатор
4 - сушильное устройство
5 - разглаживающее устройство
6 - устройство для формирования прорезей
7 - ингибитор горения
8 - оберточная бумага
9 - датчик
10 - контроллер
11 - вычислительная секция
12 - определяющая секция
13 - регулирующая секция
14 - индикатор температуры
15 - источник горячего воздуха
16 - измеритель влажности
18 - первый резервуар
19 - второй резервуар
20 - подающий путь
21 - узел нанесения (аппликатор)
22 - измеритель количества
23 - регулирующее устройство
24 - насос
25 - бумагоопорный валик
26 - вал глубокой печати
27 - накатной валик
28 - сопло
29 - ракельный нож
30 - поддон
31 - весы
32 - труба
33 - клапан
34 - датчик.
Изобретение может быть использовано в целлюлозно-бумажной и табачной промышленности. Машина для производства слаботлеющего полотна содержит путь перемещения 2, по которому перемещается бумажное полотно W, аппликатор 3 для нанесения ингибитора горения 7 на полотно и сушильное устройство 4 для сушки полотна с нанесенным на него ингибитором горения. Машина далее содержит детектор 9, измеряющий параметр, указывающий на ширину полотна W, прошедшего через сушильное устройство 4. Контроллер 10 регулирует параметр сушки в сушильном устройстве 4 на основе результатов измерений, полученных детектором 9, чтобы ширина полотна находилась в допустимых пределах. Предложенное изобретение позволяет контролировать усадку для обеспечения стабильного качества обёрточной бумаги для сигарет. 3 н. и 8 з.п. ф-лы, 3 ил.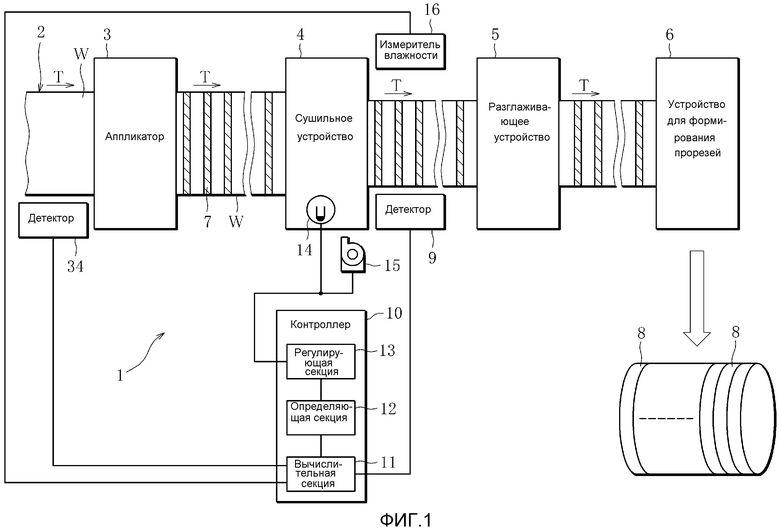
1. Машина для производства слаботлеющего полотна, содержащая:
путь перемещения, по которому перемещается бумажное полотно;
аппликатор, расположенный на пути перемещения, для нанесения ингибитора горения на полотно; и
сушильное устройство для сушки полотна с нанесенным на него ингибитором горения, дополнительно содержащее:
детектор, измеряющий параметр, указывающий на ширину полотна, прошедшего через сушильное устройство; и
контроллер, регулирующий параметр сушки в сушильном устройстве на основе результатов измерений, полученных датчиком, так, чтобы ширина полотна находилась в допустимых пределах.
2. Машина по п.1, в которой детектор является датчиком, непосредственно измеряющим ширину полотна.
3. Машина по п.2, в которой контроллер содержит:
вычислительную секцию, которая получает результат измерений от датчика и находит коэффициент усадки в направлении ширины полотна;
определяющую секцию, которая определяет, находится ли коэффициент усадки в допустимых пределах, и
регулирующую секцию, которая изменяет параметр сушки в сушильном устройстве, когда коэффициент усадки выходит да допустимые пределы.
4. Машина по п.2, в которой датчик является ПЗС-датчиком с лазерным лучом.
5. Машина по п.1, в которой параметром сушки является температура сушки.
6. Машина по п.5, в которой температура сушки является температурой внутри печи сушильного устройства или температурой горячего воздуха, подаваемого в сушильную печь.
7. Машина по п.1, в которой аппликатор содержит:
первый и второй резервуары, сообщающиеся друг с другом и содержащие ингибитор горения;
подающий путь для подачи ингибитора горения из первого резервуара;
наносящее устройство для нанесения ингибитора горения, подаваемого по подающему пути непосредственно на полотно;
измеритель количества для измерения количества ингибитора горения в первом резервуаре, когда ингибитор горения наносится на полотно; и
регулирующее устройство, которое регулирует количество ингибитора горения, подаваемого из второго резервуара в первый резервуар, так, чтобы количество ингибитора горения в первом резервуаре, определяемое измерителем количества, оставалось постоянным.
8. Машина по п.2, дополнительно содержащая в качестве детектора измеритель влажности, при этом измеритель влажности измеряет содержание влаги в полотне.
9. Способ производства слаботлеющего полотна, включающий:
стадию нанесения, которая заставляет бумажную ленту перемещаться по пути перемещения и наносит на полотно ингибитор горения;
стадию сушки, которая сушит полотно с нанесенным на него ингибитором горения, при этом стадия сушки дополнительно включает:
стадию регулирования, которая измеряет ширину полотна после сушки и регулирует параметр сушки на стадии сушки на основе результата измерения так, чтобы ширина полотна находилась в допустимых пределах.
10. Способ по п.9, при котором на стадии нанесения на полотно наносят ингибитор горения, имеющий постоянную вязкость.
11. Способ производства слаботлеющей оберточной бумаги для сигарет, в котором слаботлеющее полотно, полученное способом по п.9, подвергается стадии разглаживания, которая устраняет морщины, и стадии образования прорезей, которая образует прорези в разглаженном полотне и разрезает полотно на заданную ширину, и формируется оберточная бумага для сигарет.
| WO 2009099011 A1, 13.08.2009 | |||
| СИГАРЕТНАЯ БУМАГА С НИЗКИМ РАСПРОСТРАНЕНИЕМ ПЛАМЕНИ | 2006 |
|
RU2357622C1 |
| Машина для ширения и сушки текстильного полотна | 1983 |
|
SU1121336A1 |
| JP 2004115975 A, 15.04.2004 | |||

