ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу и устройству для изготовления бумаги с покрытием при нанесении жидкости на лентоподобное полотно бумаги с формованием полос на полотне.
УРОВЕНЬ ТЕХНИКИ
Одним примером такой бумаги с покрытием является оберточная бумага с низкой склонностью к воспламенению для сигарет.
В последние годы оберточная бумага с низкой склонностью к воспламенению сигарет стала широко известной, и такая оберточная бумага имеет антипирен, нанесенный на определенные ее участки. Когда сигарета, использующая оберточную бумагу с низкой склонностью к воспламенению, зажигается, распространение огня к ближайшему или вставляемому в рот концу сигареты ограничивается. В частности, оберточная бумага с низкой склонностью к воспламенению для сигарет получается при нанесении антипирена в жидкой форме на лентоподобное полотно бумаги таким образом, что участки с нанесенным антипиреном отстоят на определенные интервалы друг от друга в продольном направлении полотна и идут в направлении ширины полотна (подобно полосам), и затем проведением послеобработки полотна, такой как сушка.
Часто требуется, чтобы оберточная бумага с низкой склонностью к воспламенению имела полосы антипирена, расположенные с интервалами, определенными как стандарт (далее называемые как конструктивный шаг полос). Например, когда получаемые сигареты требуют, чтобы используемая оберточная бумага с низкой склонностью к воспламенению имела полосы, согласующиеся с конструктивным шагом полос, оберточная бумага с низкой склонностью к воспламенению с низкой, имеющая полосы с нерегулярным шагом полос или в несоответствии с конструктивным шагом полос, отбрасывается и не используется.
Известно устройство, которое предназначено для контроля ширины и интервалов полос антипирена на полотне в способе изготовления сигаретной оберточной бумаги (патентный документ 1). Также известна бумагоделательная машина для изготовления сигаретной бумаги, в которой ширина полос, формованных на полотне, контролируется контрольным устройством с регулированием количества наносимого антипирена с формованием полос (патентный документ 2).
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ДОКУМЕНТОВ
ПАТЕНТНАЯ ЛИТЕРАТУРА
Патентный документ 1: Международная заявка РСТ - японский перевод №2001-509366
Патентный документ 2: Нерассмотренная Японская заявка № 2009-148759
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
В способе получения оберточной бумаги со склонностью к низкому воспламенению для сигарет, однако, после того, как жидкое покрытие наносится на полотно с формованием полос, предопределенный способ, такой как способ сушки, как установлено выше (далее указывается как послеобработка), осуществляется на полотне, так что полотно усаживается в процессе последующей переработки. Соответственно, размер в продольном направлении лентоподобного полотна варьируется в процессе получения. Также имеется ряд типов полотен и антипиренов, используемых для оберточной бумаги со склонностью к низкому воспламенению, и степень усадки зависит от типа используемых полотна или антипирена.
Поскольку усадка полотна находится под влиянием различных факторов, как установлено выше, трудно получить оберточную бумагу, имеющую полосы в согласовании с определенным конструктивным шагом полос.
Ни один из вышеуказанных патентных документов 1 и 2 не указывает на проблему усадки полотна, возникающую в процессе получения, и последующие трудности в получении оберточной бумаги со склонностью к низкому воспламенению, имеющей полосы в согласовании с конструктивным шагом полос.
Настоящее изобретение создано ввиду вышеуказанных обстоятельств, и его целью является создание способа получения бумаги с покрытием, в результате которого, даже если полотно усаживается в процессе получения, бумага с покрытием может быть окончательно выполнена с полосами с шагом полос, эквивалентным конструктивному шагу полос, и создание устройства для получения бумаги с покрытием, предназначенного для осуществления способа получения.
РЕШЕНИЕ ПРОБЛЕМЫ
Для достижения вышеуказанной цели настоящее изобретение предусматривает способ получения бумаги с покрытием при нанесении жидкого покрытия на лентоподобное полотно бумаги с формованием множества полос, идущих в направлении ширины полотна и отстоящих друг от друга в продольном направлении полотна, содержащий:
стадию нанесения покрытия для нанесения жидкого покрытия на полотно с формованием полос с шагом полос покрытия, более узким, чем конструктивный шаг полос, определенный как стандарт для бумаги с покрытием;
стадию послеобработки, осуществляемую после стадии нанесения покрытия, для сушки полотна; и
стадию прикладывания натяжения, осуществляемую после стадии послеобработки, для увеличения шага полос полотна при прикладывании натяжения к полотну, чтобы вызвать сближение шага полос полотна с конструктивным шагом полос.
Стадия послеобработки может дополнительно содержать разглаживание морщин в полотне.
На стадии прикладывания натяжения натяжение может быть приложено к полотну намоточным устройством, соединенным с приемной бобиной для намотки на нее полотна.
Бумагой с покрытием может быть оберточная бумага с низкой склонностью к воспламенению для сигарет, полученная при нанесении антипирена на полотно на стадии нанесения покрытия.
На стадии прикладывания натяжения контроль обратной связи может быть осуществлен таким образом, что детектируется шаг полос полотна, подвергнутого стадии послеобработки, и на основании полученного результата регулируется натяжение, прикладываемое к полотну.
Для достижения вышеуказанной цели настоящее изобретение также предусматривает устройство для изготовления бумаги с покрытием при нанесении жидкого покрытия на лентоподобное полотно бумаги с формованием множества полос, идущих в направлении ширины полотна и отстоящих друг от друга в продольном направлении полотна, содержащее:
устройство для нанесения покрытия, предназначенное для нанесения жидкого покрытия на полотно с формованием полос с шагом полос покрытия, более узким, чем конструктивный шаг полос, определенный как стандарт для бумаги с покрытием;
устройство послеобработки, предназначенное для сушки полотна с нанесенным жидким покрытием; и
устройство прикладывания натяжения, предназначенное для увеличения шага полос полотна при прикладывании натяжения к полотну, подаваемому от устройства послеобработки.
Устройство послеобработки может дополнительно содержать устройство для разглаживания морщин, предназначенное для разглаживания морщин в полотне.
Устройство для нанесения покрытия может содержать устройство для нанесения покрытия, имеющее профильный валок, предназначенный для нанесения жидкого покрытия, причем профильный валок имеет гравированный участок для нанесения покрытия и негравированный участок, чередующийся с гравированным участком в направлении вращения профильного валка, и шаг полос покрытия, определенный участком с покрытием и непокрытым участком, предпочтительно, выполнен более узким, чем конструктивный шаг полос, уменьшением размера непокрытого участка.
Бумага с покрытием может содержать оберточную бумагу с низкой склонностью к воспламенению для сигарет, полученную нанесением антипирена на полотно.
Устройство может дополнительно содержать: детектор шага, предназначенный для детектирования шага полос полотна, подаваемого от устройства послеообработки; и контроллер, предназначенный для осуществления контроля обратной связи таким образом, что на основе результата детектирования, обеспеченного детектором шага, контроллер определяет натяжение, которое необходимо приложить к полотну устройством прикладывания натяжения.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В способе получения бумаги с покрытием настоящего изобретения жидкое покрытие наносят на полотно с формованием полос с шагом полос покрытия, более узким, чем конструктивный шаг полос, и после того, как полотно подвергается последующей стадии послеобработки, осуществляется стадия прикладывания натяжения к полотну для того, чтобы заставить шаг полос полотна сблизиться с конструктивным шагом полос, в результате чего может быть получена бумага с покрытием с шагом полос, эквивалентным конструктивному шагу полос.
Устройство для получения бумаги с покрытием настоящего изобретения содержит устройство прикладывания натяжения, предназначенное для прикладывания натяжения к полотну, на который нанесено жидкое покрытие, с формованием полос с шагом полос покрытия, более узким, чем конструктивный шаг полос, определенный как стандарт для бумаги с покрытием, и который был подвергнут послеобработке, и контроллер, предназначенный для контроля устройства прикладывания натяжения, так что шаг полос полотна может быть сближен с конструктивным шагом полос, определенным как стандарт для бумаги с покрытием, поэтому устройством может быть получена бумага с покрытием с шагом полос, эквивалентным конструктивному шагу полос.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
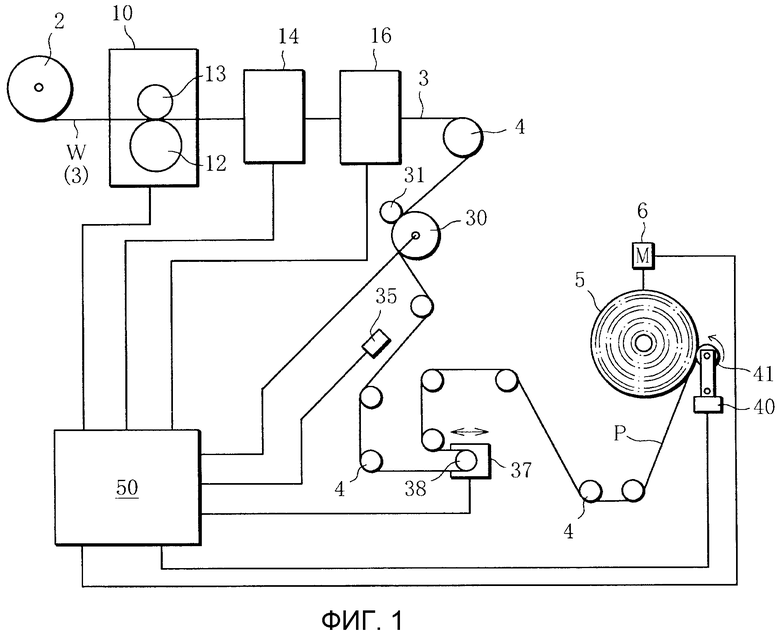
На фиг. 1 показано устройство для изготовления оберточной бумаги с низкой склонностью к воспламенению, в качестве устройства для изготовления бумаги с покрытием согласно предпочтительному варианту настоящего изобретения.
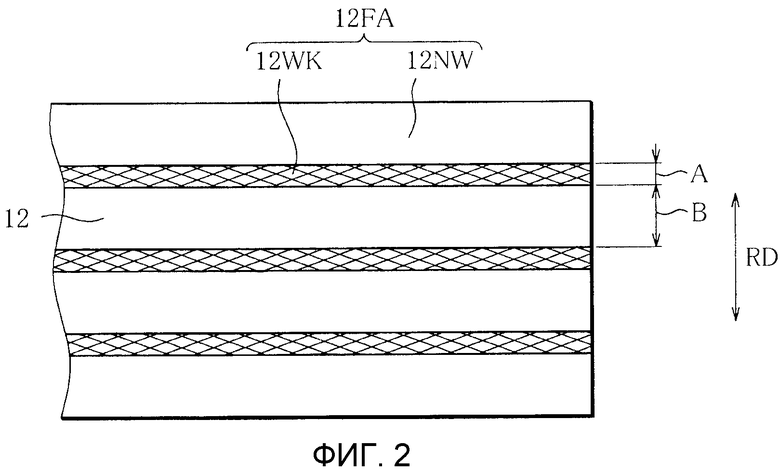
На фиг. 2 представлен увеличенный вид части поверхности профильного валка, используемого в устройстве для нанесения покрытия, показанном на фиг. 1.
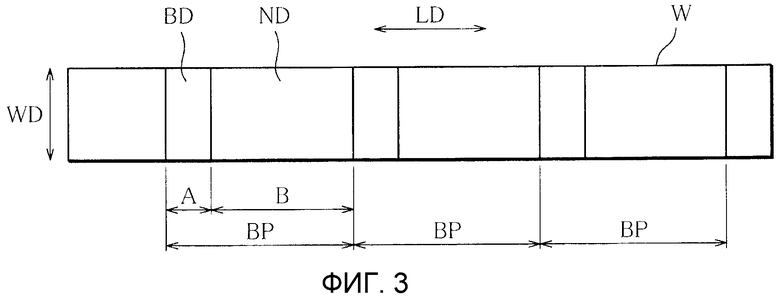
На фиг. 3 показана поверхность полотна с нанесенным антипиреном.
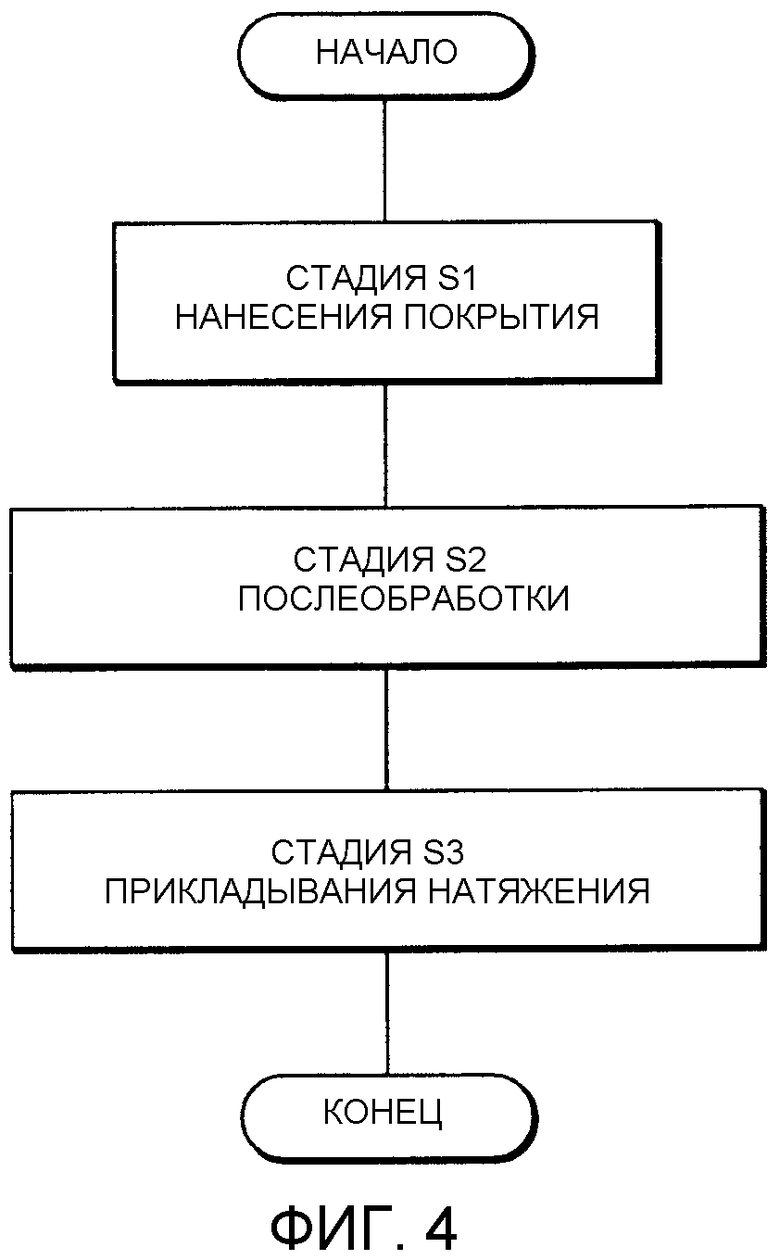
На фиг. 4 представлена блок-схема, показывающая основной контроль, осуществляемый когда система контроля действует как контроллер.
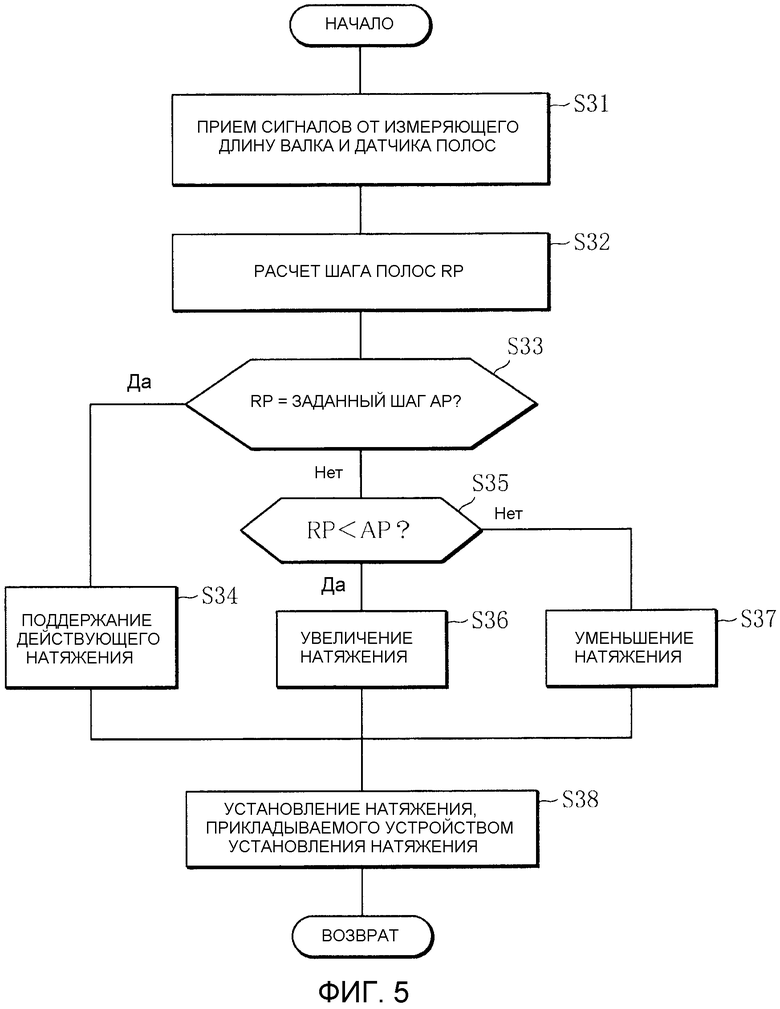
На фиг. 5 представлена блок-схема, показывающая типичный способ, осуществляемый на стадии подведения натяжения системой контроля.
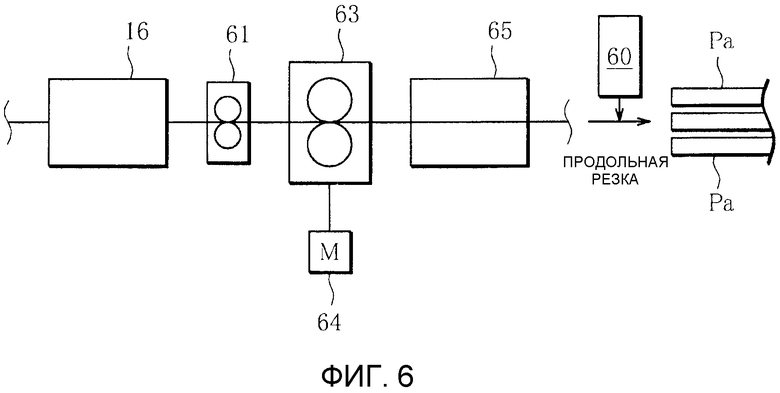
На фиг. 6 показано устройство для изготовления бумаги с покрытием согласно второму предпочтительному варианту настоящего изобретения, где иллюстрация элементов и частей, идентичных элементам и частям первого варианта опущена.
ОПИСАНИЕ ВАРИАНТОВ
На фиг. 1 показано устройство для изготовления оберточной бумаги с низкой склонностью к воспламенению, в качестве устройства для изготовления бумаги с покрытием согласно предпочтительному варианту настоящего изобретения.
В устройстве 1 для изготовления оберточной бумаги, показанном на фиг. 1, полотно W, которое используется для изготовления оберточной бумаги с низкой склонностью к воспламенению для сигарет, подается с подающей бобины 2 и транспортируется по пути 3 перемещения, где подвергается различным обработкам. Множество направляющих валков 4, 4, … размещаются вдоль пути 3 перемещения, и оберточная бумага F с низкой склонностью к воспламенению, которая получается при формовании на лентоподобном полотне W бумаги, полосы антипирена, размещенные в продольном направлении полотна W, наматывается на приемную бобину 5.
Устройство 10 нанесения покрытия размещается на верхней стороне пути 3 перемещения и содержит профильный валок 12 и прижимной валок 13, установленные таким образом, чтобы удерживать полотно W на пути 3 перемещения между ними. Когда полотно W проходит между профильным валком 12 и прижимным валком 13, профильный валок 12 наносит антипирен в жидкой форме как жидкое покрытие на одну сторону, т.е. одну поверхность, полотна W. Антипирен наносится на полотно W с заданными интервалами в направлении перемещения полотна W.
В частности, как видно из увеличенного вида на фиг. 2, где показана часть поверхности профильного валка 12, профильный валок 12 имеет неровную поверхность 12FA валка, сформированную гравированием или подобным способом, так что полосоподобные участки 12WK покрытия размещаются на поверхности 12FA валка с регулярными интервалами в направлении вращения RD профильного валка 12 для обеспечения нанесения антипирена на полотно.
Более конкретно, наносящий покрытие участок 12WK и участок негравированной гладкой поверхности (далее называемый как не наносящий покрытие участок 12NW) сформированы с чередованием на профильном валке 12, как видно в направлении вращения RD профильного валка 12. Например, каждый наносящий покрытие участок 12WK имеет размер А на окружности, а каждый не наносящий покрытие участок 12NW имеет размер В на окружности. Сумма (А + В) называется здесь шагом полосы. На фиг. 2 показан шаг полосы профильного валка 12 (далее называется шагом полосы покрытия).
На фиг. 3 показано, как антипирен наносится на поверхность полотна W. Как показано на фиг. 3, часть BD полосы с нанесенным антипиреном и непокрытая часть ND расположены с чередованием на полотне W. Части BD полосы идут в направлении ширины WD полотна W по существу через всю ширину полотна W и отстоят друг от друга на заданные интервалы (с постоянным шагом) в направлении LD перемещения полотна W. Полотно W перемещается в том же направлении LD, как (или параллельно) направление RD вращения профильного валка 12.
В полотне W, показанном на фиг. 3, размер А каждой части BD полосы и размер В каждой непокрытой части ND, как измерено в направлении LD перемещения, соответствуют соответствующим размерам шага полосы профильного валка 12, показанного на фиг. 2.
Сразу после нанесения антипирена шаг ВР полосы является по существу идентичным шагу полосы покрытия профильного валка 12, но к тому времени, когда полотно наматывается как оберточная бумага Р с низкой склонностью к воспламенению на приемную бобину 5, шаг полосы отличается. Это будет пояснено подробно далее.
Пояснение будет продолжено со ссылкой на фиг. 1. Сушильное устройство 14 для сушки антипирена, нанесенного на полотно W, расположено на пути 3 перемещения в положении ниже по потоку от устройства 10 нанесения покрытия, так что полотно W с нанесенным антипиреном может проходить через сушильное устройство 14. Множество форсунок горячего воздуха (не показано) размещаются внутри сушильного устройства 14 для впрыска горячего воздуха в сушильное устройство 14. Соответственно, когда полотно W проходит через сушильное устройство 14, антипирен, нанесенный на полотно W, т.е. части BD полосы, может быть высушен сушильным устройством 14. В ходе сушки полотно W усаживается.
Кроме того, устройство 16 разглаживания морщин расположено на пути 3 перемещения в положении ниже по потоку от сушильного устройства 14, и полотно W проходит через устройство 16 разглаживания морщин после сушки. Используемое устройство 16 разглаживания морщин специально не ограничивается и может быть любого желаемого типа, если оно способно удалять морщины в полотне W. Например, устройством 16 разглаживания морщин может быть устройство, которое содержит устройство нанесения воды (не показано) и нагретый валок (например, Yankee цилиндр) (не показано), размещенный ниже по потоку от устройства нанесения воды и предназначенный для вращения при подведении натяжения и для нагревания полотна W, и который способен разглаживать морщины в полотне W. Когда полотно W подвергается разглаживанию морщин после сушки указанным образом, полотно W удлиняется в ходе разглаживания морщин. Таким образом, настоящее изобретение может быть преимущественно применено в тех случаях, когда послеобработка включает разглаживание морщин, поскольку имеется дополнительный фактор, который вызывает изменение конструктивного шага полос.
Полотно W, который подвергается вышеуказанным обработкам, выполнен из бумаги и имеет основную массу, например, 20-70 г/м2, поэтому полотно W подвержен удлинению и усадке, когда он подвергается обработкам при перемещении по пути 3 перемещения. Таким образом, даже если шаг полос в направлении перемещения полотна W устанавливается при заданном шаге (например, конструктивном шаге полос) во время нанесения покрытия, шаг полос полотна W изменяется после этого. Трудно прогнозировать изменение шага полос, и фактом является то, что шаг полос оберточной бумаги Р с низкой склонностью к воспламенению (шаг полос продукта), намотанной на приемную бобину 5, вряд ли находится в соответствии с конструктивным шагом полос.
Устройство 1 для изготовления оберточной бумаги согласно настоящему изобретению имеет конструкцию, описанную ниже, так что оберточная бумага Р с низкой склонностью к воспламенению, подвергнутая послеобработке, может иметь шаг полос, близкий к конструктивному шагу полос.
В устройстве 1 для изготовления оберточной бумаги устройство 10 нанесения покрытия наносит антипирен на полотно W с формованием частей полос с шагом полос покрытия, более узким, чем конструктивный шаг полос, и предусмотрено устройство прикладывания натяжения, предназначенное для прикладывания натяжения к полотну W после того, как полотно W подвергается послеобработке в сушильном устройстве 14 и устройстве 16 разглаживания морщин (устройства послеобработки), и до того, как полотно W наматывается на приемную бобину 5. Контроллер (система 50 контроля, описанная далее) предназначен для контроля устройства прикладывания натяжения, так что шаг полос полотна может стать близким к конструктивному шагу полос.
Обращаясь теперь к фиг. 2 и 3, где шаг ВР полос покрытия устанавливается более узким, чем конструктивный шаг полос, размер А наносящего покрытие участка 12WK профильного валка 12, показанного на фиг. 2, предпочтительно, остается неизменным (идентичным конструктивному шагу полос), а размер В не наносящего покрытие участка 12NW снижается. Таким образом, даже хотя шаг ВР полос покрытия снижается, количество покрытия антипирена, нанесенного на полотно W, остается таким же, так что антипирен может сохранять свою функцию.
Предпочтительно, профильный валок 12, используемый в устройстве 10 нанесения покрытия, имеет шаг полос покрытия короче на 0,05-0,30 мм, чем конструктивный шаг полос, т.е. размер В не наносящего покрытие участка 12NW является уменьшенным на 0,05-0,30 мм. Шаг полос покрытия является, предпочтительно, короче примерно на 0,15 мм, чем конструктивный шаг полос.
Как показано на фиг. 1 измеряющий длину валок 30 предусмотрен для измерения длины полотна W, которое проходит мимо. Измеряющий длину валок 30 связан с прижимным валком 31, так что полотно W удерживается между измеряющим длину валком 30 и прижимным валком 31, и измеряющий длину валок 30 делает число оборотов, соответствующее длине движущегося полотна W. Устройство определения числа оборотов, такое как круговой датчик (не показано), вводится в измеряющий длину валок 30. Таким образом, измеряющий длину валок обеспечивает подтверждение количества перемещения, при котором полотно W движется в определенное время (например, в одну секунду).
Выходной сигнал, показывающий количество перемещения (длину) полотна W, определенное измеряющим длину валком 30, посылается в систему 50 контроля, служащую в качестве контроллера и описанную далее.
Датчик 35 полосы расположен ниже по потоку от измеряющего длину валка 30. Используемый датчик 35 полосы специально не ограничивается и может быть любым желаемым детектирующим устройством, если оно способно детектировать части BD полос движущегося полотна W. Может использоваться подходящее детектирующее устройство, известное в уровне техники. Для датчика 35 полосы может быть использовано детектирующее устройство, которое включает, например, светоизлучатель для излучения инфракрасного света на движущееся полотно W и приемник света для получения инфракрасного света, отраженного от полотна W. Отраженный свет, полученный приемником света, имеет различную интенсивность в зависимости от того, отражен ли инфракрасный свет частью BD полосы с нанесенным антипиреном или непокрытой частью ND. Таким образом, датчик 35 полос может различимо детектировать покрытую часть BD и непокрытую часть ND движущегося полотна W.
Датчик 35 полос предназначен для начала операции по синхронизации с заданным временем, в течение которого измеряющий длину валок 30 измеряет длину полотна W. Как указано выше по отношению к фиг. 3, размер одной пары покрытой части BD полосы и непокрытой части ND полосы равен шагу ВР полос. Поэтому можно получить шаг ВР полос по числу пар, определенных датчиком 35 полос и количеству движения (длине) полотна, затем измеренному измеряющим длину валком 30. Т.е. шаг ВР полос полотна W, подвергнутого послеобработке, может быть установлен на стороне вниз по потоку от устройства 10 нанесения покрытия перед тем, как полотно W наматывается на приемную бобину 5.
Выходной сигнал от датчика 35 полос также посылается в систему 50 контроля, и вышеуказанный процесс расчета шага ВР полос осуществляется системой 50 контроля. Измеряющий длину валок 30 и датчик 35 полос составляют детектор шага.
Устройство 37 детектирования натяжения для детектирования натяжения, действующего на полотно W, может быть размещено ниже по потоку от датчика 35 полос. Устройство 37 детектирования натяжения может иметь конструкцию, в которой валок 38 приводится в контакт с полотном W пружинным элементом (не показано) в заданном направлении (вправо на фиг. 1) с постоянным давлением, так что, когда сильное натяжение действует на полотно W, валок 38 может двигаться в противоположном направлении (влево) на расстояние, соответствующее величине натяжения. Натяжение, приложенное к полотну W, может регулироваться также относительно натяжения, определенного устройством 37 детектирования натяжения.
Устройство 1 изготовления оборудовано устройством прикладывания натяжения для увеличения натяжения полотна W, когда необходимо. Используемое устройство прикладывания натяжения специально не ограничивается и может быть любым желаемым устройством, если оно способно соответственно прикладывать натяжение к движущемуся полотну W. Например, электродвигатель 6 для намотки полотна на приемную бобину 5 может использоваться в качестве устройства прикладывания натяжения. В частности, натяжение, действующее на полотно W, может быть увеличено при увеличении натяжения намотки, прикладываемого электродвигателем 6 (при увеличения скорости намотки электродвигателя). Когда на полотно W действует такое увеличенное натяжение, его шаг полос расширяется. Работа электродвигателя 6 (намоточного устройства) регулируется системой 50 контроля.
Предпочтительно, устройство 1 для изготовления обеспечено устройством 40 регулирования плотности рулона для ограничения колебаний плотности полотна W (оберточной бумаги), намотанного на приемную бобину 5. Устройство 40 регулирования плотности рулона содержит, как показано на фиг. 1 в качестве примера, контактный валок 41 для прижатия к приемной бобине 5 полотна W, наматываемого на приемную бобину 5. Устройство 40 регулирования плотности рулона увеличивает или снижает усилие прижатия контактного валка 41 в обратной пропорции к натяжению, действующему на полотно W. Например, когда натяжение, действующее на полотно W, снижается, что может привести к снижению плотности и ослаблению рулона полотна, усилие прижатия, оказываемое контактным валком 41, увеличивается, поэтому снижение плотности продукта, наматываемого на приемную бобину 5, компенсируется. Работа устройства 40 регулирования плотности рулона может также регулироваться системой 50 контроля.
Устройство 1 для изготовления оберточной бумаги содержит систему 50 контроля, как указано выше. Система 50 контроля, которой является, например, микрокомпьютер для осуществления общего контроля устройства для изготовления, контролирует операции вышеуказанных устройств, включая устройство 10 нанесения покрытия, устройство 14 сушки и устройство 16 разглаживания морщин, а также действует как контроллер для регулирования натяжения, действующего на полотно, так что получаемая оберточная бумага может иметь полосы с шагом полос, эквивалентным конструктивному шагу полос.
На фиг. 4 представлена блок-схема, показывающая основной контроль, осуществляемый когда система контроля действует как контроллер. Основной контроль может быть пояснен со ссылкой на фиг. 4.
Во-первых, система 50 контроля осуществляет стадию (S1) нанесения покрытия. На стадии нанесения покрытия работает устройство 10 нанесения покрытия. В частности, на данной стадии (S1) антипирен (жидкое покрытие) наносится на полотно W с формованием частей BD полос (см. фиг. 2 и 3) с шагом полос покрытия, более узким, чем конструктивный шаг полос, который определен как стандартный шаг полос оберточной бумаги со склонностью к низкому воспламенению.
Затем система 50 контроля осуществляет стадию (S2) послеобработки. Т.е. послеобработка, которая включает способ сушки полотна W с помощью сушильного устройства 14 и способ разглаживания морщин с помощью устройства 16 для разглаживания морщин, осуществляется после стадии (S1) нанесения покрытия с установлением формы полотна W.
Затем система 50 контроля осуществляет стадию (S3) прикладывания натяжения. Стадия (S3) прикладывания натяжения является стадией, осуществляемой после стадии (S2) послеобработки с расширением шага полос полотна W при прикладывания натяжения к полотну W, так что шаг ВР полос обработанного полотна W может стать близким к заданному конструктивному шагу полос. Следует отметить, что вышеуказанное пояснение стадий относится к определенной части полотна W, который последовательно подвергается различным обработкам, и поскольку на практике полотно W непрерывно обрабатывается, вышеуказанные стадии являются одновременно осуществляемыми для соответствующих различных частей полотна W.
Предпочтительно, на стадии (S3) прикладывания натяжения контроль обратной связи осуществляется таким образом, что натяжение прикладывается к полотну W при детектировании фактического шага ВР полос полотна W на основе выходных сигналов от измеряющего длину валка 30 и датчика 35 полос (на основании результатов детектирования шага полос). Такой контроль обратной связи обеспечивает прикладываемое натяжение, подходящее для детектированного состояния полотна W, поэтому шаг полос полотна W может быть выполнен приближенным к конструктивному шагу полос.
Как описано выше, шаг полос покрытия устанавливается более узким, чем конструктивный шаг полос, и затем при регулировании системой 50 контроля натяжение прикладывается к полотну W так, что полосы полотна W могут иметь шаг ВР полос, идентичный с или очень близкий к конструктивному шагу полос до того, как полотно W, т.е. оберточная бумага со склонностью к низкому воспламенению, наматывается на приемную бобину 5.
На фиг. 5 представлена блок-схема, показывающая предпочтительный способ, осуществляемый на стадии (S3) прикладывания натяжения системой контроля 50.
Способ, показанный на блок-схеме, начинается при заданных интервалах времени. Сначала система 50 контроля принимает сигналы детектирования от измеряющего длину валка и датчика 35 полос, составляющих детектор (S31) шага, и рассчитывает фактический шаг RP полос полотна W (S32). Шаг RP полос сравнивается с конструктивным шагом АР полос, определенным как стандартный шаг (S33) полос. На основе результата сравнения система 50 контроля определяет натяжение, приложенное к полотну W.
Если шаг RP полос полотна W равен конструктивному шагу АР полос, тогда нет необходимости регулировать натяжение; поэтому система 50 контроля решает, что действующее натяжение должно поддерживаться (S34), и подает сигнал устройству установления натяжения поддерживать действующее натяжение (S38). Соответственно, устройство установления натяжения поддерживает натяжение, прикладываемое в этом случае к полотну W. Устройство установления натяжения соответствует электродвигателю 6 для прикладывания натяжения к полотну W, наматываемому на приемную бобину 5, описанную в отношении фиг. 2.
Если система 50 контроля оценивает, что шаг RP полосы является меньшим, чем конструктивный шаг АР полос (S35), система 50 контроля делает вывод, что натяжение должно быть увеличено (S36), и подает сигнал устройству установления натяжения увеличить натяжение (S38). В этом случае устройство установления натяжения увеличивает натяжение, подводимое к полотну W.
Наоборот, если решено, что шаг RP полосы является большим, чем конструктивный шаг АР полос (S35), система 50 контроля делает вывод, что натяжение должно быть снижено (S37), и подает сигнал устройству установления натяжения снизить натяжение (S38). В этом случае устройство установления натяжения снижает натяжение, подводимое к полотну W.
В устройстве 1 изготовления оберточной бумаги с низкой склонностью к воспламенению согласно настоящему изобретению система 50 контроля осуществляет контроль обратной связи при повторном осуществлении способа, показанного на блок-схеме фиг. 5, поэтому детектированный шаг RP полос может быть выполнен сближенным с конструктивным шагом АР полос. Поэтому можно изготовить такую оберточную бумагу с низкой склонностью к воспламенению, что шаг полос на полотне W является идентичным или очень близким с конструктивным шагом полос.
Устройство 1 изготовления оберточной бумаги, показанное на фиг. 1, сконструировано так, что натяжение прикладывается к полотну W электродвигателем 6 для приведения в действие приемной бобины 5, и, таким образом, полотно W с приложенным натяжением наматывается на приемную бобину 5. Конструкция устройства 1 изготовления оберточной бумаги, к которому применимо настоящее изобретение, не ограничивается только такой конструкцией.
На фиг. 6 показана модификация устройства изготовления оберточной бумаги, в котором процесс продольной резки для резки полотна W на продукт шириной, согласующейся с устройством изготовления сигарет, осуществляется на стороне ниже по потоку от устройства.
Конфигурация модификации на стороне выше по потоку от устройства 16 разглаживания морщин является идентичной с конфигурацией устройства 1 изготовления оберточной бумаги, показанным на фиг. 1, а сторона ниже по потоку данной модификации выполнена по другому. Различие описано ниже.
На фиг. 6 полотно W, подаваемый из устройства 16 разглаживания морщин, наматывается на приемную бобину или подобное для устройства изготовления сигарет после резки на ширину продукта устройством 60 продольной резки, размещенным на конце пути перемещения. В показанной модификации полотно W режется на три ленты для обеспечения простоты иллюстрации; на практике полотно W режется приблизительно на 100-20 лент. В процессе продольной резки данной модификации полотно разрезают в двух местах устройством 60 продольной резки на три ленты Ра, причем каждая является оберточной бумагой для сигарет.
В примере, показанном на фиг. 6, регулирующее натяжение валковое устройство 61, валковое устройство 63 прикладывания натяжения и устройство 65 детектирования шага полос расположены между устройством 16 разглаживания морщин и устройством 60 продольной резки в указанном порядке от стороны выше по потоку. Валковое устройство 61 регулирования натяжения и валковое устройство 63 прикладывания натяжения каждое действует как отключающий валок, способный отключать растягивающее усилие (натяжение), действующее на полотно. В показанном примере валковое устройство регулирования натяжения и валковое устройство прикладывания натяжения являются каждое типа, использующего прижимные валки для удерживания полотна W между ними, но могут быть различного типа, использующего, например, отсасывающий валок.
Валковое устройство 63 прикладывания натяжения, расположенное ниже по потоку от валкового устройства 61 регулирования натяжения, соединено, например, с электродвигателем 64 для прикладывания натяжения к полотну W, когда необходимо. А именно, электродвигатель 64 осуществляет функцию вышеуказанного электродвигателя 6, соединенного с приемной бобиной 5, и натяжение прикладывается к полотну W при увеличении скорости подачи полотна валкового устройства 63 прикладывания натяжения относительно скорости подачи полотна валкового устройства 61 регулирования натяжения. Путем варьирования относительной скорости можно регулировать величину натяжения.
Устройством 65 детектирования шага полос может быть любое желательное устройство, если оно способно детектировать шаг полос. Например, могут быть использованы измеряющий длину валок 30 и датчик 35 полос, описанные выше.
Подобно приведенному выше варианту система контроля (не показано) может быть предназначена для регулирования валкового устройства 63 регулирования натяжения на базе шага полос, определенного устройством 65 детектирования шага полос, так что детектированный шаг RP полос может быть близок к конструктивному шагу АР полос. Таким образом, возможно получение такой оберточной бумаги с низкой склонностью к воспламенению, что шаг полос на полотне W является идентичным или очень близким конструктивному шагу полос. На фиг. 6 устройство 65 детектирования шага полос расположено ниже по потоку от валкового устройства 63 регулирования натяжения, но альтернативно может быть расположено выше по потоку от валкового устройства 63 регулирования натяжения.
Настоящее изобретение не ограничивается вышеуказанными вариантами и может быть модифицировано различными путями.
Например, в вышеуказанном варианте антипирен наносится в качестве жидкого покрытия с получением оберточной бумаги с низкой склонностью к воспламенению, однако настоящее изобретение также применимо для изготовления других типов бумаги с покрытием, получаемых при нанесении жидкости на полотно с формованием полос.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 - устройство изготовления оберточной бумаги
2 - подающая бобина
3 - путь перемещения
6 - электродвигатель (намоточное устройство)
5 - приемная бобина
10 - устройство нанесения покрытия (наноситель)
12 - профильный валок
12WK - наносящий покрытие участок
12NW - не наносящий покрытие участок
14 - сушильное устройство (устройство послеобработки)
16 - устройство разглаживания морщин (устройство послеобработки)
30 - измеряющий длину валок (детектор шага)
35 - датчик полос (детектор шага)
37 - устройство детектирования натяжения
40 - устройство регулирования плотности рулона
50 - система контроля (контроллер)
100 - устройство изготовления сигарет
W - полотно
Р - оберточная бумага с низкой склонностью к воспламенению
BD - часть полосы
ND - непокрытая часть
ВР - шаг полос
Изобретение относится к способу и устройству для изготовления бумаги с формованием полос на полотне. Способ изготовления бумаги с покрытием и нанесением жидкого покрытия на лентоподобное полотно бумаги с формованием множества полос, идущих в направлении ширины полотна и отстоящих друг от друга в продольном направлении полотна, содержит: стадию (S1) нанесения покрытия для нанесения жидкого покрытия на полотно с формованием полос с шагом полос покрытия, более узким, чем конструктивный шаг полос, определенный как стандарт для бумаги с покрытием; стадию (S2) послеобработки, осуществляемую после стадии нанесения покрытия, для сушки полотна; и стадию (S3) прикладывания натяжения, осуществляемую после стадии послеобработки, для увеличения шага полос полотна прикладыванием натяжения к полотну, чтобы заставить шаг полос полотна сблизиться с конструктивным шагом полос. Изобретение позволяет получить бумагу с покрытием имеющую полосы в согласовании с конструктивным шагом полос, даже если полотно усаживается в процессе получения. 2 н. и 26 з.п. ф-лы,6 ил.
1. Способ изготовления бумаги с покрытием нанесением жидкого покрытия на лентоподобное полотно бумаги с формованием множества полос, идущих в направлении ширины полотна и отстоящих друг от друга в продольном направлении полотна, содержащий:
стадию нанесения покрытия для нанесения жидкого покрытия на полотно с формованием полос с шагом полос покрытия, более узким, чем конструктивный шаг полос, определенный как стандарт для бумаги с покрытием;
стадию послеобработки, осуществляемую после стадии нанесения покрытия, для сушки полотна; и
стадию прикладывания натяжения, осуществляемую после стадии послеобработки, для увеличения шага полос полотна прикладыванием натяжения к полотну, чтобы заставить шаг полос полотна сблизиться с конструктивным шагом полос.
2. Способ по п. 1, в котором стадия послеобработки дополнительно включает разглаживание морщин в полотне.
3. Способ по п. 1, в котором на стадии прикладывания натяжения натяжение прикладывается к полотну намоточным устройством, соединенным с приемной бобиной для намотки на нее полотна.
4. Способ по п. 2, в котором на стадии прикладывания натяжения натяжение прикладывается к полотну намоточным устройством, соединенным с приемной бобиной для намотки на нее полотна.
5. Способ по п. 2, в котором бумагой с покрытием является
оберточная бумага с низкой склонностью к воспламенению для сигарет, полученная при нанесении антипирена на полотно на стадии нанесения покрытия.
6. Способ по п. 3, в котором бумагой с покрытием является оберточная бумага с низкой склонностью к воспламенению для сигарет, полученная при нанесении антипирена на полотно на стадии нанесения покрытия.
7. Способ по п. 4, в котором бумагой с покрытием является оберточная бумага с низкой склонностью к воспламенению для сигарет, полученная при нанесении антипирена на полотно на стадии нанесения покрытия.
8. Способ по п. 1, в котором на стадии прикладывания натяжения осуществляется контроль обратной связи таким образом, что детектируется шаг полос полотна, подвергнутого стадии послеобработки, и на основании результата детектирования регулируется натяжение, прикладываемое к полотну.
9. Способ по п. 2, в котором на стадии прикладывания натяжения осуществляется контроль обратной связи таким образом, что детектируется шаг полос полотна, подвергнутого стадии послеобработки, и на основании результата детектирования регулируется натяжение, прикладываемое к полотну.
10. Способ по п. 3, в котором на стадии прикладывания натяжения осуществляется контроль обратной связи таким образом, что детектируется шаг полос полотна, подвергнутого стадии послеобработки, и на основании результата детектирования регулируется натяжение, прикладываемое к полотну.
11. Способ по п. 4, в котором на стадии прикладывания
натяжения осуществляется контроль обратной связи таким образом, что детектируется шаг полос полотна, подвергнутого стадии послеобработки, и на основании результата детектирования регулируется натяжение, прикладываемое к полотну.
12. Способ по п. 5, в котором на стадии прикладывания натяжения осуществляется контроль обратной связи таким образом, что детектируется шаг полос полотна, подвергнутого стадии послеобработки, и на основании результата детектирования регулируется натяжение, прикладываемое к полотну.
13. Способ по п. 7, в котором на стадии прикладывания натяжения осуществляется контроль обратной связи таким образом, что детектируется шаг полос полотна, подвергнутого стадии послеобработки, и на основании результата детектирования регулируется натяжение, прикладываемое к полотну.
14. Способ по п. 6, в котором на стадии прикладывания натяжения осуществляется контроль обратной связи таким образом, что детектируется шаг полос полотна, подвергнутого стадии послеобработки, и на основании результата детектирования регулируется натяжение, прикладываемое к полотну.
15. Устройство для изготовления бумаги с покрытием нанесением жидкого покрытия на лентоподобное полотно бумаги с формованием множества полос, идущих в направлении ширины полотна и отстоящих друг от друга в продольном направлении полотна, содержащее:
устройство для нанесения покрытия, предназначенное для нанесения жидкого покрытия на полотно с формованием полос с шагом полос покрытия, более узким, чем конструктивный шаг полос,
определенный как стандарт для бумаги с покрытием;
устройство послеобработки, предназначенное для сушки полотна с нанесенным жидким покрытием; и
устройство прикладывания натяжения, предназначенное для расширения шага полос полотна прикладыванием натяжения к полотну, подаваемому от устройства послеобработки.
16. Устройство по п. 15, в котором устройство послеобработки дополнительно содержит устройство для разглаживания морщин, предназначенное для разглаживания морщин в полотне.
17. Устройство по п. 15, в котором:
устройство для нанесения покрытия содержит устройство для нанесения покрытия, имеющее профильный валок, предназначенный для нанесения жидкого покрытия,
при этом профильный валок имеет профильный наносящий покрытие участок для нанесения жидкого покрытия и непрофильный не наносящий покрытие участок, чередующийся с наносящим покрытие участком в направлении вращения профильного валка, и шаг полос покрытия, определенный наносящим покрытие участком и не наносящим покрытие участком, выполнен более узким, чем конструктивный шаг полос, уменьшением размера не наносящего покрытие участка.
18. Устройство по п. 16, в котором:
устройство для нанесения покрытия содержит устройство для нанесения покрытия, имеющее профильный валок, предназначенный для нанесения жидкого покрытия,
при этом профильный валок имеет профильный наносящий покрытие участок для нанесения жидкого покрытия и непрофильный
не наносящий покрытие участок, чередующийся с наносящим покрытие участком в направлении вращения профильного валка, и шаг полос покрытия, определенный наносящим покрытие участком и не наносящим покрытие участком, выполнен более узким, чем конструктивный шаг полос, уменьшением размера не наносящего покрытие участка.
19. Устройство по п. 16, в котором бумага с покрытием включает в себя оберточную бумагу с низкой склонностью к воспламенению для сигарет, полученную нанесением антипирена на полотно.
20. Устройство по п. 17, в котором бумага с покрытием включает в себя оберточную бумагу с низкой склонностью к воспламенению для сигарет, полученную нанесением антипирена на полотно.
21. Устройство по п. 18, в котором бумага с покрытием включает в себя оберточную бумагу с низкой склонностью к воспламенению для сигарет, полученную нанесением антипирена на полотно.
22. Устройство по п. 15, которое дополнительно содержит:
детектор шага, предназначенный для детектирования шага полос полотна, подаваемого от устройства послеобработки; и
контроллер, предназначенный для осуществления контроля обратной связи таким образом, что на основании результата детектирования, обеспеченного детектором шага, контроллер определяет натяжение, прикладываемое к полотну устройством прикладывания натяжения.
23. Устройство по п. 16, которое дополнительно содержит:
детектор шага, предназначенный для детектирования шага полос полотна, подаваемого от устройства послеобработки; и
контроллер, предназначенный для осуществления контроля обратной связи таким образом, что на основании результата детектирования, обеспеченного детектором шага, контроллер определяет натяжение, прикладываемое к полотну устройством прикладывания натяжения.
24. Устройство по п. 17, которое дополнительно содержит:
детектор шага, предназначенный для детектирования шага полос полотна, подаваемого от устройства послеобработки; и
контроллер, предназначенный для осуществления контроля обратной связи таким образом, что на основании результата детектирования, обеспеченного детектором шага, контроллер определяет натяжение, прикладываемое к полотну устройством прикладывания натяжения.
25. Устройство по п. 18, которое дополнительно содержит:
детектор шага, предназначенный для детектирования шага полос полотна, подаваемого от устройства послеобработки; и
контроллер, предназначенный для осуществления контроля обратной связи таким образом, что на основании результата детектирования, обеспеченного детектором шага, контроллер определяет натяжение, прикладываемое к полотну устройством прикладывания натяжения.
26. Устройство по п. 19, которое дополнительно содержит:
детектор шага, предназначенный для детектирования шага полос полотна, подаваемого от устройства послеобработки; и
контроллер, предназначенный для осуществления контроля
обратной связи таким образом, что на основании результата детектирования, обеспеченного детектором шага, контроллер определяет натяжение, прикладываемое к полотну устройством прикладывания натяжения.
27. Устройство по п. 20, которое дополнительно содержит:
детектор шага, предназначенный для детектирования шага полос полотна, подаваемого от устройства послеобработки; и
контроллер, предназначенный для осуществления контроля обратной связи таким образом, что на основании результата детектирования, обеспеченного детектором шага, контроллер определяет натяжение, прикладываемое к полотну устройством прикладывания натяжения.
28. Устройство по п. 21, которое дополнительно содержит:
детектор шага, предназначенный для детектирования шага полос полотна, подаваемого от устройства послеобработки; и
контроллер, предназначенный для осуществления контроля обратной связи таким образом, что на основании результата детектирования, обеспеченного детектором шага, контроллер определяет натяжение, прикладываемое к полотну устройством прикладывания натяжения.
| СПОСОБ ПОЛУЧЕНИЯ МАЛОЩЕЛОЧНОГО α-ГЛИНОЗЕМА | 2002 |
|
RU2241672C2 |
| WO 2011117998 A1, 29.09.2011 | |||
| WO 2011004460 A1, 13.01.2011 | |||
| US 4583486 A1, 22.04.1986 | |||
| СПОСОБ НАЛОЖЕНИЯ МАТЕРИАЛА НА ПОЛОТНО И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2124951C1 |

