ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к сушильному устройству, используемому при производстве, например, сигаретной оберточной бумаги, имеющей низкую поджигающую способность, и к машине для производства сигаретной оберточной бумаги, использующей данное сушильное устройство.
УРОВЕНЬ ТЕХНИКИ
[0002] В процессе производства оберточной бумаги для имеющих низкую поджигающую способность сигарет на (бумажное) полотно наносят ингибитор горения. Полотно затем сушат, разглаживают для устранения морщин и сматывают в ролик (в качестве примера см. патентный документ 1). Сушку осуществляют, используя сушильное устройство, и полотно высыхает по мере его перемещения при постоянной скорости через сушильное устройство. Однако полотно подвергается усадке по мере его высыхания, и, таким образом, если полотно перемещается при постоянной скорости, обязательно происходит разрыв полотна, уменьшение ширины полотна вследствие натяжения в продольном направлении или образование мелких морщин, которые трудно устранять, когда полотно перемещается вниз по потоку.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003] Патентный документ 1: международная публикация PCT № WO/2010/124879
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ЗАДАЧА ИЗОБРЕТЕНИЯ
[0004] Настоящее изобретение предлагает сушильное устройство, способное к подавлению разрыва полотна и образования морщин в полотне, а также машину для производства сигаретной оберточной бумаги, использующую данное сушильное устройство.
РЕШЕНИЕ ЗАДАЧИ
[0005] По изобретению предложено сушильное устройство, содержащее путь перемещения, по которому перемещается бумажное полотно с нанесенной на него покрывающей жидкостью, множество сушильных печей, расположенных бок о бок по пути перемещения для сушки полотна с нанесенной на него покрывающей жидкостью; множество транспортирующих роликов, обеспеченных в каждой из сушильных печей для перемещения полотна по пути перемещения; множество роликовых узлов, каждое из которых состоит из одного или более транспортирующих роликов, и которые отделены друг от друга по пути перемещения; и множество транспортирующих двигателей, соединенных с соответствующими роликовыми узлами для вращения транспортирующих роликов, причем один из роликовых узлов, расположенных дальше по ходу относительно пути перемещения, вращается с меньшей скоростью вращения, чем расположенный раньше по ходу один из роликовых узлов.
[0006] Предпочтительно покрывающая жидкость представляет собой ингибитор горения, и ее наносят на множество участков полотна таким образом, что содержащие нанесенный ингибитор горения участки равномерно разнесены в продольном направлении полотна, и каждый продолжается в направлении ширины полотна.
Предпочтительно один из роликовых узлов связан с одной из сушильных печей.
[0007] Предпочтительно один из роликовых узлов связан с двумя или более сушильными печами.
Предпочтительно роликовые узлы включают первый узел, находящийся на расположенном раньше по ходу участке пути перемещения, и второй узел, находящийся дальше по ходу относительно первого узла, и скорость вращения транспортирующих роликов второго узла составляет от 97,0% до 99,5% скорости вращения транспортирующих роликов первого узла.
[0008] По изобретению, предложена также машина для производства сигаретной оберточной бумаги, использующая сушильное устройство по п.1 формулы изобретения, содержащая подающую бобину, расположенную в начале пути перемещения и предназначенную для подачи полотна; устройство для нанесения покрытия, расположенное между подающей бобиной и сушильным устройством и предназначенное для нанесения ингибитора горения, который ограничивает горение полотна; разглаживающее морщины устройство, расположенное дальше по ходу относительно сушильного устройства и предназначенное для разглаживания морщин в полотне; и приемную бобину, расположенную в конце пути перемещения и предназначенную для наматывания на нее полотна.
ТЕХНИЧЕСКИЙ РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
[0009] Изобретение позволяет предотвращать обрыв полотна и образование морщин в полотне.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Фиг. 1 - схематичный вид сушильного устройства согласно варианту выполнения изобретения.
Фиг. 2 - схематичный вид машины для производства сигаретной оберточной бумаги согласно варианту выполнения изобретения.
Фиг. 3 - схематичный вид полотна с нанесенным на него ингибитором горения.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
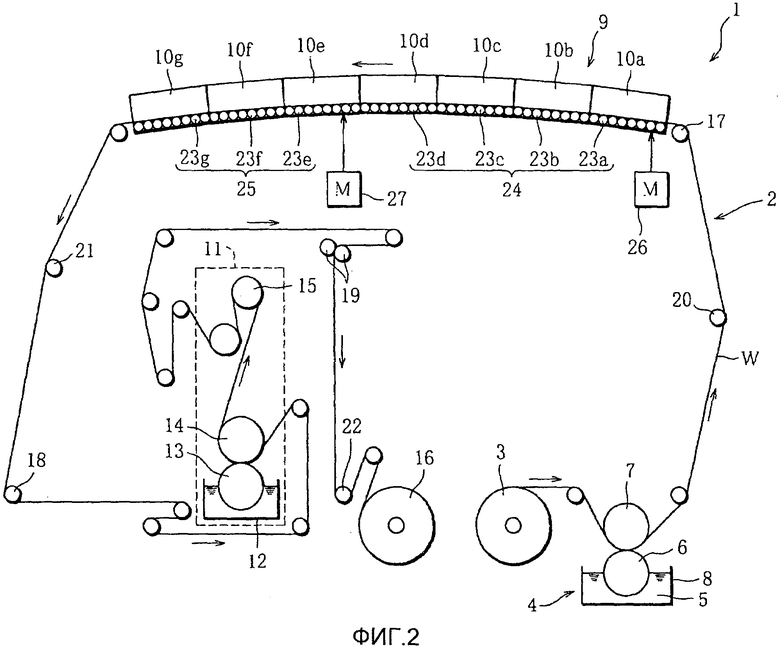
[0011] Как показано на Фиг. 1, сушильное устройство 9 по изобретению имеет путь перемещения 2, по которому перемещается бумажное полотно W, как показано стрелкой на Фиг. 1. Для полотна W часто используют бумагу, у которой поверхностная плотность составляет от 20 до 60 г/м2, более конкретно, бумагу, у которой поверхностная плотность составляет от 20 до 30 г/м2. Сушильное устройство 9 включает множество сушильных печей 10 (на Фиг. 1 представлены семь сушильных печей 10a-10g), расположенных бок о бок по пути перемещения 2. При прохождении через сушильные печи полотно W нагревается и высыхает. Сушильные печи 10a-10g оборудованы соответствующими транспортирующими роликовыми узлами 23a-23g, причем каждое устройство включает множество транспортирующих роликов для перемещения полотна W по пути перемещения 2 (в примере, показанном на Фиг. 1, и каждое из транспортирующих роликовых узлов 23a-23g, связанное с соответствующей печью из сушильных печей 10a-10g, включает восемь транспортирующих роликов). Соседние сушильные печи 10 расположены под малым углом друг относительно друга таким образом, что расположение сушильных печей в целом образует дугу. За счет расположения сушильных печей 10 в форме дуги становится возможным регулирование скорости перемещения полотна W только посредством регулирования скорости транспортирующих роликов 23, в отличие от сушильного устройства, которое сконструировано, например, таким образом, что полотно W должно опускаться в середине в процессе прохождения через сушильное устройство. Таким образом, скорость перемещения полотна W можно регулировать в надлежащей степени в соответствии с усадкой полотна W посредством изменения только скорости вращения транспортирующих роликов 23.
[0012] Среди транспортирующих роликов 23 один или более транспортирующих роликов по пути перемещения 2 сгруппированы и образуют роликовый узел. Роликовый узел может состоять из единственного транспортирующего ролика 23 или из множества последовательных транспортирующих роликов 23 по пути перемещения 2. Например, роликовый узел может быть связан с множеством сушильных печей 10 (роликовый узел 28a на Фиг. 1). В качестве альтернативы роликовый узел может быть связан с единственной сушильной печью 10 (роликовый узел 28b на Фиг. 1). Кроме того, роликовый узел может представлять собой единственный транспортирующий ролик 23 (роликовый узел 28c на Фиг. 1). Таким образом, сушильное устройство 9 оборудовано роликовыми узлами, из которых каждое включает один или более транспортирующих роликов 23. Сушильное устройство 9 может быть оборудовано вышеупомянутым сочетанием роликовых узлов 28a-28c.
[0013] Роликовые узлы соединены с соответствующими транспортирующими двигателями 29. Транспортирующие ролики 23 вращаются выходными валами транспортирующих двигателей 29. Когда транспортирующие ролики 23 вращаются, полотно W перемещается от расположенной раньше по ходу стороны к расположенной дальше по ходу стороне пути перемещения. Поскольку транспортирующие двигатели 29 связаны с соответствующими роликовыми узлами, скорость вращения транспортирующих роликов 23 можно индивидуально регулировать для отдельных роликовых узлов, и в результате этого натяжение полотна W, перемещающегося по пути перемещения 2, можно поддерживать на надлежащем уровне. Таким образом, можно защищать полотно W от разрывов и морщин. В частности, в процессе прохождения через сушильное устройство 9 полотно W высыхает, и в нем развивается усадка, и, таким образом, если скорость перемещения на расположенном дальше по ходу участке сушильного устройства 9 равняется скорости на расположенном раньше по ходу участке сушильного устройства 9, натяжение, воздействующее на полотно W, увеличивается по мере того, как полотно W перемещается вниз по потоку. Если установить скорость вращения расположенных дальше по ходу транспортирующих роликов 23 ниже, чем скорость расположенных раньше по ходу транспортирующих роликов 23, становится возможным уменьшение натяжения, воздействующего на полотно W, и в результате этого может быть достигнут вышеупомянутый полезный эффект.
[0014] Далее описан случай, в котором вышеупомянутое сушильное устройство 9 используется в машине для производства сигаретной оберточной бумаги.
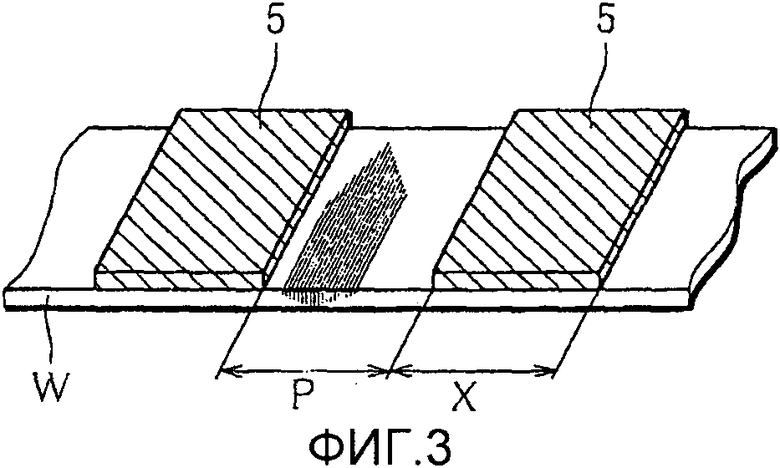
Как показано на Фиг. 2, машина для производства сигаретной оберточной бумаги 1 по изобретению имеет путь перемещения 2, по которому перемещается бумажное полотно W, как показано стрелками на данном чертеже. Подающая бобина 3 расположена в начале пути перемещения 2. Подающая бобина 3 содержит исходный бумажный ролик, с которого поступает полотно W. Полотно W, которое намотано на подающую бобину 3, поступает на путь перемещения 2 с подающей бобины 3. Устройство 4 для нанесения покрытия расположено дальше по ходу относительно подающей бобины 3. Устройство 4 для нанесения покрытия наносит ингибитор горения 5 (см. Фиг. 3), такой как водный раствор пектина или водный раствор альгината натрия, на участки полотна W. Устройство 4 для нанесения покрытия включает рифленый ролик 6 и прижимной ролик 7. Полотно W пропускается между рифленым роликом 6 и прижимным роликом 7. Рифленый ролик 6 имеет часть, которая погружается в ингибитор горения 5, содержащийся в контейнере 8, и в процессе вращения рифленого ролика ингибитор горения 5 наносится на полотно W, находящееся в контакте с рифленым роликом 6. Ингибитор горения 5 служит для ограничения горения полотна. В частности, ингибитор горения 5 наносят на множество участков полотна W таким образом, что покрытые ингибитором участки равномерно разнесены друг от друга в продольном направлении полотна W, и каждый продолжается в направлении ширины полотна W. То есть на полотне W образуются полоски ингибитора горения 5 посредством рифленого ролика 6, как представлено на Фиг. 3. Длина X каждой полоски ингибитора горения 5 в направлении перемещения полотна W составляет от 5 мм до 7 мм. Расстояние P между соседними полосками ингибитора горения 5 составляет от 17 мм до 20 мм. Таким образом, полотно W, к которому относится настоящее изобретение, является насколько хрупким, что ингибитор горения 5 не следует наносить на всю поверхность полотна W. Соответственно, огромную важность приобретает регулирование натяжения полотна, которое обсуждается ниже.
[0015] После выхода из устройства 4 для нанесения покрытия полотно W перемещается по пути перемещения 2 и проходит через вышеупомянутое сушильное устройство 9. Сушильное устройство 9 расположено дальше по ходу относительно устройства 4 для нанесения покрытия и предназначено для сушки полотна W с нанесенным на него ингибитором горения 5. Температура струй горячего воздуха, который используют для сушки полотна, составляет, например, приблизительно 150°C, а температура внутри сушильных печей 10a-10g составляет, например, приблизительно 130°C. Кроме того, скорость перемещения полотна W внутри сушильное устройство 9 регулируют на уровне, составляющем, например, приблизительно 150 м/мин.
[0016] Полотно W, высушенное в сушильном устройстве 9, затем проходит через разглаживающее морщины устройство 11. Разглаживающее морщины устройство 11 расположено дальше по ходу относительно сушильного устройства 9 для разглаживания морщин в полотне W. В частности, чтобы предварительно смачивать полотно W, полотно W пропускают вдоль рифленого ролика 13, который частично погружен в воду, содержащуюся в контейнере 12. При этом полотно W приводится в контакт с рифленым роликом 13 посредством прижимного ролика 14. После этого полотно W нагревается и одновременно разглаживается посредством американских сушильных барабанов 15. Согласно данному варианту осуществления, используют два американских сушильных барабана 15, и их скорости вращения можно регулировать независимо друг от друга. После разглаживания морщин полотно W перемещается по пути перемещения 2 и наматывается на приемную бобину 16, находящуюся в конце пути перемещения 2.
[0017] Скорость перемещения, при которой полотно W перемещается через сушильное устройство 9, и которая определяется скоростью вращения транспортирующих роликовых узлов 23a-23g для перемещения полотна W, не является одинаковой для всех сушильных печей 10a-10g. Внутри сушильного устройства 9 полотно W подвергается усадке по мере высыхания, как указано выше. Таким образом, если полотно W перемещается при одинаковой скорости через все сушильные печи 10a-10g, вероятными становятся разрывы полотна W, уменьшение ширины полотна W вследствие натяжения действующего на полотно W в продольном направлении, или образование мелких морщин, которые трудно устраняются, по мере того, как полотно W перемещается по направлению к расположенному дальше по ходу участку сушильного устройства 9. Для предотвращения таких недостатков оказывается предпочтительным регулирование надлежащим образом скорость перемещения, при которой полотно W перемещается через сушильное устройство 9.
[0018] В частности, скорость вращения транспортирующих роликов сушильных печей, находящихся на расположенном дальше по ходу участке сушильного устройства 9, устанавливается ниже, чем скорость вращения транспортирующих роликов сушильных печей, находящихся на расположенном раньше по ходу участке сушильного устройства 9, и в результате этого можно уменьшать натяжение полотна W, решая вышеупомянутую проблему. Например, как показано на Фиг. 2, расположенный раньше по ходу первый узел 24 и расположенный дальше по ходу второй узел 25 оборудованы вышеупомянутыми роликовыми узлами. Первый узел 24 включает сушильные печи 10a-10d, и второй узел 25 включает сушильные печи 10e-10g. Транспортирующие двигатели 26 и 27, каждый из которых приводит транспортирующие ролики в сушильных печах, предназначены для соответствующих узлов 24 и 25. В качестве транспортирующих двигателей 26 и 27 можно использовать серводвигатели. Выходные валы этих транспортирующих двигателей установлены таким образом, что число оборотов в единицу времени транспортирующих роликовых узлов 23e-23g сушильных печей 10e-10g, которые принадлежат ко второму узлу 25, меньше, чем число оборотов в единицу времени транспортирующих роликовых узлов 23a-23d сушильных печей 10a-10d, которые принадлежат к первому узлу 24. Например, если число оборотов в единицу времени транспортирующих роликовых узлов 23a-23d принимается равным 100%, то число оборотов в единицу времени транспортирующих роликовых узлов 23e-23g составляет от 97,0% до 99,5%, предпочтительно от 98,0% до 99,0%. В результате чрезмерное натяжение не воздействует на полотно W при прохождении через расположенный дальше по ходу второй узел 25, и, таким образом, можно предотвратить разрывы полотна W и аналогичные проблемы, возникающие в сушильном устройстве 9. В частности, в том случае, когда путь сушки имеет большую протяженность, и установлено множество сушильных печей, важно разделять сушильное устройство 9 на множество узлов и устанавливать скорости перемещения соответствующих узлов на надлежащем уровне, таким образом, чтобы можно было правильно перемещать полотно W. Если под действием первого регулировочного ролика 17, описанного ниже, возникает провисание в полотне W, поступающем в сушильное устройство 9, скорость вращения транспортирующих роликовых узлов 23a-23d первого узла 24 можно увеличивать, чтобы устранить данное провисание. В таком случае скорость вращения транспортирующих роликовых узлов 23a-23d можно автоматически регулировать в сочетании со скоростью вращения первого регулировочного ролика 17.
[0019] Машина 1 по изобретению дополнительно включает первый, второй и третьи регулировочные ролики 17, 18 и 19, которые расположены, соответственно, между устройством 4 для нанесения покрытия и сушильным устройством 9, между сушильным устройством 9 и разглаживающим морщины устройством 11 и между разглаживающим морщины устройством 11 и приемной бобиной 16. Регулировочные ролики 17-19 предназначены для регулирования натяжение полотна W надлежащим образом в соответствующих частях машины 1.
[0020] Сначала будет описан первый регулировочный ролик 17. Полотно W проходит участок между устройством 4 для нанесения покрытия и сушильным устройством 9 машины 1 немедленного после того, как ингибитор горения 5 наносится на полотно W устройством 4 для нанесения покрытия, и, таким образом, прочность полотна W является низкой. Следовательно, если чрезмерно высокое натяжение воздействует на полотно W, находящееся в данном участке, полотно W разрывается. Однако если натяжение является чрезмерно низким, то полотно изгибается. В частности, в том случае, когда на полотно W наносят полоски ингибитора горения 5, как описано выше, зачастую расстояние между полосками проверяют, используя оптический датчик, и если полотно W провисает в процессе перемещения, положение полотна W относительно датчику изменяется, и возможно возникает неблагоприятное воздействие на результаты определения расстояния между полосками. Соответственно, за счет использования первого регулировочного ролика 17 натяжение полотна W на участке пути перемещения 2 между устройством 4 для нанесения покрытия и сушильным устройством 9 поддерживается на соответствующем уровне. В частности, регулируется скорость вращения первого регулировочного ролика 17 относительно скорости вращения рифленого ролика 6 устройства 4 для нанесения покрытия, чтобы регулировать натяжение полотна W на данном участке пути перемещения независимо от других участков. Это делает возможным защиту полотна W от разрыва на участке между устройством 4 для нанесения покрытия и сушильным устройством 9, а также уменьшение частоты провисания полотна W в процессе его перемещения. Если всасывающий ролик используют в качестве первого регулировочного ролика 17, натяжение полотна W можно проще регулировать путем изменения скорости вращения всасывающего ролика, к которому полотно W притягивается посредством всасывания. Кроме того, на участке между устройством 4 для нанесения покрытия и сушильным устройством 9 полотно W требуется направлять в сушильное устройство 9, и, таким образом, существуют многочисленные ограничения в отношении пути перемещения полотна W. Поскольку всасывающий ролик способен регулировать натяжение полотна W без необходимости сгибания полотно W под большим углом, использование всасывающего ролика является особенно подходящим для данного участка пути перемещения. Всасывающую силу всасывающего ролика можно различным образом регулировать, используя инверторный регулятор или аналогичное устройство. На поверхность всасывающего ролика предпочтительно наносят термоотверждающийся полимер на кремнийорганической основе или полимер на основе фтора.
[0021] Кроме того, первый регулировочный ролик 17 расположен на одной стороне полотна W, обратной стороне, на которую наносят ингибитор горения 5. Соответственно, первый регулировочный ролик 17 вступает в контакт со стороной полотна W, которая является обратной относительно стороне, на которой находится ингибитор горения 5. Таким образом, хотя полотно W вступает в контакт с первым регулировочным роликом в процессе своего перемещения, это совершенно не действует на ингибитор горения 5. Первый регулировочный ролик 17 расположен на пути перемещения 2 в месте непосредственно перед сушильным устройством 9.
[0022] Чтобы позволить первому регулировочному ролику 17 осуществлять надлежащее натяжение полотна W, используют первый измерительный ролик 20, расположенный между устройством 4 для нанесения покрытия и первым регулировочным роликом 17. Первый измерительный ролик 20 измеряет натяжение полотна W, на которое нанесен ингибитор горения 5 устройством 4 для нанесения покрытия. Натяжение полотна W, измеряемое первым измерительным роликом 20, поступает обратно на первый регулировочный ролик 17, который затем изменяет свою скорость вращения или действует аналогичным образом, чтобы можно было приложить надлежащее натяжение к полотну W. Таким образом, натяжение полотна W можно поддерживать на постоянном уровне, не вызывая разрывов полотна W с нанесенным на него ингибитором горения 5.
[0023] Далее будет описан второй регулировочный ролик 18. Второй регулировочный ролик 18 прилагает надлежащее натяжение к полотну W, которое присутствует и поступает из сушильного устройства 9, чтобы препятствовать разрыву полотна W внутри сушильного устройства 9. Натяжение полотна W внутри сушильного устройства 9, регулируемое вторым регулировочным роликом 18, устанавливают на таком уровне, чтобы не ухудшалось тонкое регулирование натяжения полотна W посредством разности скоростей между вышеупомянутыми многочисленными роликовыми узлами. Хотя можно использовать всасывающий ролик в качестве второго регулировочного ролика 18, как в случае первого регулировочного ролика 17, можно использовать и обычный ролик таким образом, что полотно W сгибается под углом, составляющим 90° или более, в процессе своего перемещения вдоль ролика. На участке между сушильным устройством 9 и разглаживающим морщины устройством 11 отсутствует какое-либо ограничение пути перемещения полотна W, а также, поскольку имеется достаточное пространство, такое перемещение полотна W, при котором полотно W сгибается под углом, составляющим 90° или более, является подходящим для данного участка. Полотно W при перемещении на данном участке приобретает волнообразные изгибы и морщины, которые образуются во время процесса сушки, и, таким образом, не рекомендуется использование роликов таких типов, которые удерживают полотно W между собой, таких как прижимные ролики, для регулирования натяжения, потому что такие ролики усиливают морщины. За счет использования второго регулировочного ролика 18, который описан выше, становится возможным надлежащим образом регулировать натяжение полотна W внутри сушильного устройства 9. В частности, скорость вращения второго регулировочного ролика 18 относительно скорости вращения первого регулировочного ролика 17 регулируют таким образом, чтобы изменять натяжение полотна W на данном участке пути перемещения независимо от других участков. Это позволяет защищать полотно W от разрывов вследствие приложения к нему чрезмерного натяжения, а также уменьшать извилистость полотна W вследствие недостаточного натяжения.
[0024] Кроме того, чтобы позволить второму регулировочному ролику 18 прилагать надлежащее натяжение к полотну W, второй измерительный ролик 21 расположен между сушильным устройством 9 и вторым регулировочным роликом 18. Второй измерительный ролик 21 измеряет натяжение полотна W, которое было высушено в сушильном устройстве 9. Натяжение полотна W, измеряемое вторым измерительным роликом 21, поступает обратно ко второму регулировочному ролику 18, который затем изменяет свою скорость вращения или, аналогичным образом, действует так, чтобы надлежащее натяжение можно было приложить к полотну W. Таким образом, натяжение полотна W можно поддерживать на постоянном уровне, не вызывая разрывов полотна W внутри сушильного устройства. В качестве первого, второго и третьего измерительных роликов 20-22 можно использовать, например, датчики нагрузки.
[0025] Далее будут описаны третьи регулировочные ролики 19. Третьи регулировочные ролики 19 установлены, чтобы надлежащим образом регулировать натяжение полотна W, которое приводится в контакт с расположенным дальше по ходу американским сушильным барабаном 15 разглаживающего морщины устройства 11. Таким образом, после надлежащего разглаживания морщин полотно W можно приводить в тесный контакт с поверхностью американского сушильного барабана 15. В частности, регулируют скорость вращения третьих регулировочных роликов 19 относительно скорости вращения расположенного дальше по ходу американского сушильного барабана 15, чтобы регулировать натяжение полотна W на данном участке пути перемещения независимо от других участков. На участке пути перемещения, на котором расположены третьи регулировочные ролики 19, то есть на участке между разглаживающим морщины устройством 11 и приемной бобиной 16, в полотне W отсутствуют морщины. В качестве третьих регулировочных роликов 19, таким образом, предпочтительно используют прижимные ролики, способные удерживать полотно W между собой, чтобы регулировать натяжение полотна W.
[0026] Машина 1 дополнительно включает третий измерительный ролик 22. Третий измерительный ролик 22 установлен между третьими регулировочными роликами 19 и приемной бобиной 16 и измеряет натяжение полотна W, наматываемого на приемную бобину 16. По мере того, как полотно W наматывается на приемную бобину 16, увеличивается диаметр приемной бобины 16 с намотанным на нее полотном W. Если скорость вращения приемной бобины 16 является фиксированной, несмотря на увеличение ее диаметра, полотно W наматывается на бобину 16 с постоянно возрастающей скоростью, и натяжение полотна W должно увеличиваться. Таким образом, изменяется натяжение полотна W, и изменение этого натяжения поступает обратно в приемную бобину 16, и, следовательно, скорость вращения приемной бобины 16 можно уменьшать для поддержания надлежащего натяжения полотна. Таким образом, становится возможным предотвращение разрывов и подобных дефектов полотна W, которое наматывается на приемную бобину.
[0027] Как отмечено выше, согласно данному варианту осуществления, первый, второй и третьи регулировочные ролики 17-19, каждый из которых позволяет прилагать к полотну W различные натяжения на расположенной раньше по ходу и расположенной дальше по ходу сторонах ролика, расположены, соответственно между устройством 4 для нанесения покрытия и сушильным устройством 9, между сушильным устройством 9 и разглаживающим морщины устройством 11 и между разглаживающим морщины устройством 11 и приемной бобиной 16, таким образом, чтобы было регулировать натяжения соответствующих участков полотна W подходящим способом для отдельных устройств 4, 9 и 11. Таким образом, хотя полотно W содержит нанесенный на него ингибитор горения 5 в процессе производства, можно подавлять разрывы полотна W и образование морщин, и натяжение полотна W можно поддерживать на надлежащем уровне, чтобы соответствовать отдельным процессам. Кроме того, разрывы полотна W, которые сопровождают сушку и последующую усадку полотна W внутри сушильного устройства 9, можно подавлять посредством тонкого регулирования натяжения полотна W, используя разность скоростей между множеством роликовых узлов.
[0028] Вышеупомянутые первый и второй измерительные ролики 20 и 21 расположены в тех местах, где полотно W перемещается в вертикальном направлении. За счет расположения роликов 20 и 21 в таких местах становится возможным уменьшение размера машины 1.
[0029] Описанный ниже способ производства можно осуществлять посредством описанной выше машины 1 для производства сигаретной оберточной бумаги.
Сначала осуществляют процесс подачи полотна W из подающей бобины 3 на путь перемещения 2. Затем осуществляют процесс нанесения, используя устройство 4 для нанесения покрытия, чтобы покрывать полотно W ингибитором горения 5. После этого осуществляют процесс первого регулирования натяжения, используя первый регулировочный ролик 17, чтобы поддерживать надлежащее натяжение полотна W, которое находится между устройством 4 для нанесения покрытия и сушильным устройством 9. В данном процессе осуществляют регулирование с обратной связью с использованием первого измерительного ролика 20 путем измерения натяжения полотна W с нанесенным на него ингибитором горения 5 и, на основании результатов измерения, регулируют натяжение полотна W посредством первого регулировочного ролика 17.
[0030] После этого осуществляют процесс сушки полотна W в сушильном устройстве 9. После этого осуществляют процесс второй регулирования натяжения, используя второй регулировочный ролик 18, чтобы поддерживать надлежащее натяжение полотна W, которое находится между сушильным устройством 9 и разглаживающим морщины устройством 11. В данном процессе осуществляют регулирование с обратной связью, используя второй измерительный ролик 21 путем измерения натяжение полотна W, которое сушат в процессе сушки, и, на основании результатов измерения, регулируют натяжение полотна W посредством второго регулировочного ролика 21.
[0031] После этого осуществляют процесс разглаживания морщин, используя разглаживающее морщины устройство 11, для разглаживания морщин в полотне W. После этого осуществляют процесс третьего регулирования натяжения, используя третьи регулировочные ролики 19, чтобы поддерживать надлежащее натяжение полотна W, которое находится между разглаживающим морщины устройством 11 и приемной бобиной 16. Затем осуществляют процесс наматывания полотна W на приемную бобину 16. В процессе наматывания измеряют натяжение полотна W перед наматыванием на приемную бобину 16 и, на основании результатов измерения, регулируют скорость вращения приемной бобины 16.
СПИСОК УСЛОВНЫХ ОБОЗНАЧЕНИЙ
[0032] 1: машина для производства сигаретной оберточной бумаги
2: путь перемещения
3: подающая бобина
4: устройство для нанесения покрытия
5: ингибитор горения
6: рифленый ролик
7: прижимной ролик
8: контейнер
9: сушильное устройство
10a-10g: сушильные печи
11: разглаживающее морщины устройство
12: контейнер
13: рифленый ролик
14: прижимной ролик
15: американский сушильный барабан
16: приемная бобина
17: первый регулировочный ролик
18: второй регулировочный ролик
19: третьи регулировочные ролики
20: первый измерительный ролик
21: второй измерительный ролик
22: третий измерительный ролик
23a-23g: транспортирующие ролики
24: первый узел
25: второй узел
26: транспортирующий мотор
27: транспортирующий мотор
28a-28c: роликовые узлы
29: транспортирующий мотор
W: полотно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЕРТОЧНОЙ БУМАГИ ДЛЯ СИГАРЕТ | 2009 |
|
RU2476128C1 |
| МАШИНА И СПОСОБ ПРОИЗВОДСТВА СЛАБОТЛЕЮЩЕГО ПОЛОТНА И СПОСОБ ПРОИЗВОДСТВА СЛАБОТЛЕЮЩЕЙ ОБЕРТОЧНОЙ БУМАГИ, ИСПОЛЬЗУЕМОЙ ДЛЯ СИГАРЕТ | 2010 |
|
RU2511391C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БУМАГИ С ПОКРЫТИЕМ | 2012 |
|
RU2574765C1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАГИ С ПОКРЫТИЕМ И СПОСОБ | 2010 |
|
RU2523815C2 |
| Устройство для намотки пленки | 1986 |
|
SU1384510A1 |
| Устройство для намотки пленки | 1987 |
|
SU1509324A1 |
| Устройство для отделения керамической пленки от подложки | 1983 |
|
SU1108520A1 |
| СИГАРЕТОДЕЛАТЕЛЬНАЯ МАШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ СИГАРЕТ | 2004 |
|
RU2300297C2 |
| МАШИНА ДЛЯ УКЛАДКИ ВОЛОКОН | 2016 |
|
RU2714068C2 |
| ВЫДАЧНОЕ УСТРОЙСТВО | 2014 |
|
RU2669038C2 |
Изобретение относится к сушильному устройству, которое содержит путь перемещения, по которому перемещается бумажное полотно с нанесенной на него покрывающей жидкостью; множество сушильных печей, расположенных бок о бок вдоль пути перемещения, для сушки полотна с нанесенной на него покрывающей жидкостью; множество транспортирующих роликов, обеспеченных в каждой из вышеупомянутых сушильных печей, для перемещения полотна вдоль пути перемещения; множество роликовых узлов, каждое из которых состоит из одного или более вышеупомянутых транспортирующих роликов, и которые отделены друг от друга вдоль пути перемещения; и множество транспортирующих двигателей, соединенных с соответствующими роликовыми узлами, для вращения указанных транспортирующих роликов, при этом один из роликовых узлов, расположенный дальше по ходу относительно пути перемещения, вращается с меньшей скоростью вращения, чем расположенный раньше по ходу один из роликовых узлов. Технический результат заключается в обеспечении подавления разрыва полотна и образования морщин в полотне. 2 н. и 4 з.п. ф-лы, 3 ил.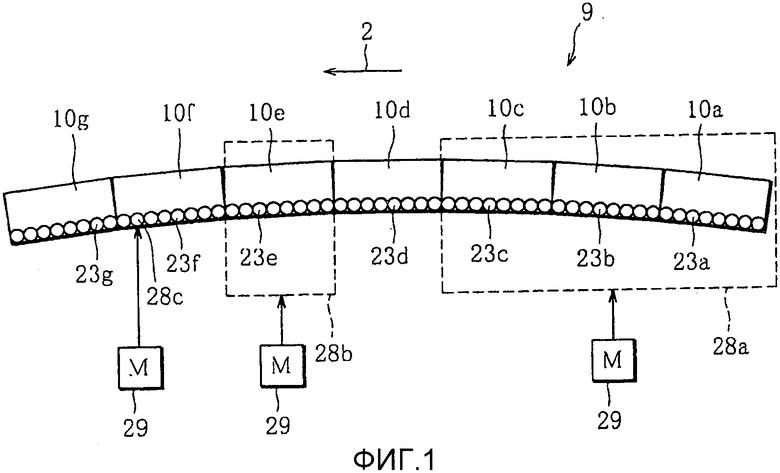
1. Сушильное устройство, содержащее:
путь перемещения, по которому перемещается бумажное полотно с нанесенной на него покрывающей жидкостью;
множество сушильных печей, расположенных бок о бок вдоль пути перемещения, для сушки полотна с нанесенной на него покрывающей жидкостью;
множество транспортирующих роликов, обеспеченных в каждой из вышеупомянутых сушильных печей, для перемещения полотна вдоль пути перемещения;
множество роликовых узлов, каждое из которых состоит из одного или более вышеупомянутых транспортирующих роликов, и которые отделены друг от друга вдоль пути перемещения; и
множество транспортирующих двигателей, соединенных с соответствующими роликовыми узлами, для вращения указанных транспортирующих роликов,
при этом один из роликовых узлов, расположенный дальше по ходу относительно пути перемещения, вращается с меньшей скоростью вращения, чем расположенный раньше по ходу один из роликовых узлов.
2. Сушильное устройство по п.1, в котором покрывающая жидкость представляет собой ингибитор горения, и ее наносят на множество участков полотна таким образом, что покрытые ингибитором горения участки равномерно разнесены в продольном направлении полотна, и каждый продолжается в направлении ширины полотна.
3. Сушильное устройство по п.2, в котором один из роликовых
узлов связан с одной сушильной печью.
4. Сушильное устройство по п.3, в котором один из роликовых узлов связан с двумя или более сушильными печами.
5. Сушильное устройство по п.4, в котором:
указанные роликовые узлы включают первый узел, находящийся на расположенном раньше по ходу участке пути перемещения, и второй узел, находящийся дальше по ходу относительно первого узла, и
скорость вращения транспортирующих роликов второго узла составляет от 97,0% до 99,5% скорости вращения транспортирующих роликов первого узла.
6. Машина для производства сигаретной оберточной бумаги, использующая сушильное устройство по п.2 и содержащая:
подающую бобину, расположенную в начале пути перемещения и предназначенную для подачи полотна;
устройство для нанесения покрытия, расположенное между подающей бобиной и сушильным устройством и предназначенное для нанесения ингибитора горения, который ограничивает горение полотна;
разглаживающее морщины устройство, расположенное дальше по ходу относительно сушильного устройства и предназначенное для разглаживания морщин в полотне; и
приемную бобину, расположенную в конце пути перемещения и предназначенную для наматывания на нее полотна.
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
| Способ резервирования черного анилина | 1926 |
|
SU8871A1 |
| WO 2003016619 A1, 27.02.2003 | |||

