Область техники
Настоящее изобретение относится к способу и устройству для изготовления оберточной бумаги для сигарет, обладающей низкой способностью к воспламенению.
Предшествующий уровень техники
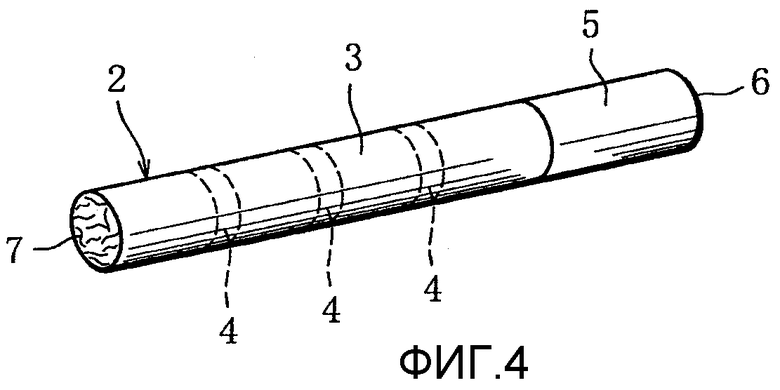
В последние годы была создана сигарета, обладающая низкой способностью к воспламенению, при использовании которой уменьшается возможность распространения огня в воспламеняемом материале, если непогашенная сигарета упала на этот материал (см., например, патентный документ 1). Низкую способность к воспламенению сигареты этого типа обеспечивают посредством расположения с заданными интервалами в осевом направлении сигареты множества полосок 4, сформированных из замедлителя горения на оберточной бумаге 3, в которую завернут резаный табак 1 в виде стержня для формирования сигареты 2, как это изображено, например, на фиг.4. На фиг.4 изображена сигарета, обладающая так называемой низкой способностью к воспламенению, с фильтром 6, который прикрепляют к концу сигареты 2 с помощью бумаги 5 для приклеивания фильтра.
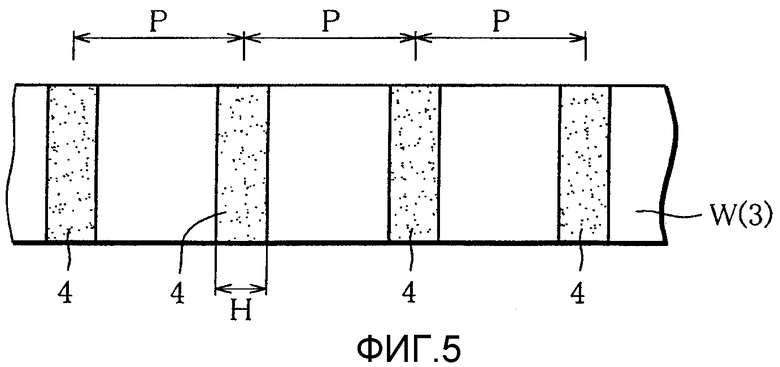
Оберточную бумагу 3, содержащую полоски 4, изготавливают посредством нанесения жидкого замедлителя горения (например, раствора альгината натрия) на полотно во время транспортирования полотна, которое преобразуют в оберточную бумагу 3, для формирования полосок 4, а затем сушат полоски 4 вместе с полотном. Более конкретно, полоски 4 проходят по всей окружности сигареты 2 в виде ленточек в направлении ширины W полотна и имеют заданную ширину, например, H, как это изображено на фиг.5, таким образом, чтобы они были расположены с заданным шагом в осевом направлении сигареты 2 в виде рисунка из лент, т.е. повторяющегося с шагом P.
В патентом документе 1 качество оберточной бумаги 3 обеспечено посредством нанесения и сушки замедлителя горения более одного раза. Другими словами, даже если происходит усадка в обработанных областях полотна, на которые был нанесен замедлитель горения, морщины, образовавшиеся в необработанных областях, доводят до минимума. Необработанные области, в отличие от обработанных областей, таким образом, защищают от неблагоприятного воздействия.
Документы, предшествующего уровня техники
Патентный документ
Патентный документ 1: Нерассмотренная Японская патентная публикация (Kohyo) № 2004-512849
Сущность изобретения
Проблема, решаемая с помощью изобретения
Согласно способу изготовления, в соответствии с изобретением, раскрытым в патентном документе 1, требуется использование множества аппликаторов и сушилок, установленных вдоль пути транспортирования полотна, для нанесения на полотно более одного раза и для сушки замедлителя горения во время транспортирования полотна. Согласно этому способу дополнительно требуется, чтобы аппликаторы действовали синхронно для совмещения соответствующих наносимых с их помощью областей замедлителя горения на полотне W. Для этого устройство изготовления, предназначенное для осуществления упомянутого выше способа, должно иметь большие размеры. По этой причине возникла проблема, заключавшаяся в том, что невозможно производить бумагу для сигарет, обладающую низкой способностью к воспламенению, при низкой ее стоимости. Целью настоящего изобретения является создание способа и устройства для изготовления оберточной бумаги для сигарет, посредством которых решалась бы упомянутая выше проблема и обеспечивалось бы стабильное и недорогое изготовление несморщенной высококачественной оберточной бумаги для сигарет, обладающей низкой способностью к воспламенению.
Средства для решения проблемы
Для достижения цели создан способ изготовления оберточной бумаги для сигарет согласно изобретению, в соответствии с которым полотно, подлежащее преобразованию в оберточную бумагу для сигарет, транспортируют, и жидкий замедлитель горения наносят на полотно во время транспортировки полотна для формирования полосок из замедлителя горения, проходящих в направлении ширины полотна, с заданными интервалами в направлении транспортирования полотна, отличающийся тем, что:
на полотно наносят замедлитель горения, а затем сушат (первый этап); на сторону полотна, противоположную стороне, на которой были сформированы полоски на первом этапе, наносят воду (второй этап); и полотно, проведенное через второй этап, сушат, при этом сжимая и растягивая между сушильными и нажимными валами (третий этап).
Более конкретно, второй этап осуществляют посредством растяжения полотна, проведенного через первый этап, в направлении его ширины с помощью вала, а затем на всю поверхность стороны полотна, противоположной стороне, на которой были сформированы полоски, равномерно наносят заданное количество воды. В качестве вала для растяжения полотна в направлении ширины предпочтительно используют вал с вогнутым профилем. Желательно, чтобы полотно вступало в плотный контакт с поверхностью сушильного вала, в то время как оно находится в растянутом состоянии в направлении ширины, посредством использования, в качестве нажимного вала, вала из теплостойкого каучука, поверхность которого имеет участки, обладающие различной твердостью, например мягкие участки, идущие по спирали от середины вала к обоим его концам, в то время как положения мягких участков смещены в окружном направлении вала с каучукового вала.
Предпочтительно, чтобы было подготовлено два нажимных вала и чтобы эти нажимные валы были расположены у места подвода полотна к сушильному валу и у места отвода полотна от сушильного вала, расположенного на пути транспортирования полотна, таким образом, чтобы они были обращены к сушильному валу. Также желательно, чтобы было подготовлено множество сушильных валов и чтобы эти сушильные валы были расположены в виде многоступенчатого расположения вдоль пути транспортирования полотна.
Устройство для изготовления оберточной бумаги для сигарет согласно изобретению, в котором полотно, подлежащее преобразованию в оберточную бумагу для сигарет, транспортируют, и жидкий замедлитель горения наносят на полотно во время транспортирования полотна для формирования полосок из замедлителя горения, проходящих в направлении ширины полотна с заданными интервалами в направлении транспортирования полотна, отличается тем, что оно содержит:
- механизм для нанесения замедлителя горения, предназначенный для нанесения замедлителя горения на полотно, для формирования полосок;
- сушилку для сушки замедлителя горения, нанесенного на полотно с помощью механизма для нанесения замедлителя горения;
- механизм для нанесения воды, расположенный ниже по ходу от сушилки, для нанесения воды на сторону полотна, противоположную стороне, на которой были сформированы полоски; и
- сушильный механизм, содержащий сушильный вал и нажимной вал, для сушки полотна, на которое была нанесена вода с помощью механизма для нанесения воды, в то время как полотно, зажатое между сушильным валом и нажимным валом, подвергают растяжению.
Устройство для изготовления оберточной бумаги для сигарет согласно изобретению отличается тем, что, в дополнение к описанной выше конфигурации, содержит валковый механизм, расположенный выше по ходу от механизма для нанесения воды, для растяжения полотна, подлежащего вводу в механизм для нанесения воды, в направлении ширины, с помощью вала.
Вал с вогнутым профилем, например, является валом, пригодным для растяжения полотна в направлении его ширины. Механизм для нанесения воды выполнен с возможностью равномерного нанесения заданного количества воды на всю поверхность стороны полотна, противоположной стороне, на которой были сформированы полоски.
Сушильный механизм предпочтительно содержит, например, сушильный вал, расположенный на пути транспортирования полотна, и два нажимных вала, расположенных у места подвода полотна к сушильному валу и у места отвода полотна от сушильного вала таким образом, чтобы они были обращены к сушильному валу.
Предпочтительно, чтобы было подготовлено множество сушильных валов и чтобы эти сушильные валы были расположены в виде многоступенчатого расположения вдоль пути транспортирования полотна.
Технические преимущества изобретения
Посредством использования способа и устройства для изготовления оберточной бумаги для сигарет согласно изобретению можно изготавливать несморщенную высококачественную оберточную бумагу для сигарет без осложнений, так как полотно сушат в то время, как его зажимают и растягивают между сушильным валом и нажимными валами после того, как на полотно был нанесен замедлитель горения и оно было подвергнуто сушке, и после того, как на это полотно была нанесена вода на сторону полотна, противоположную стороне, на которую был нанесен замедлитель горения. После сушки полотна вместе с замедлителем горения, нанесенным на полотно, на него наносят воду и сушат в то время, как его растягивают в направлении его ширины посредством использования сушильного вала и нажимных валов, таким образом, чтобы морщины, появившиеся в полотне в результате нанесения и сушки замедлителя горения, могли быть эффективно разглажены.
Обработку, заключающуюся в нанесении замедлителя горения, и обработку, заключающуюся в сушке полотна, требуется выполнить только один раз. Соответственно конфигурация устройства, предназначенного для осуществления описанного выше способа изготовления, может быть также упрощена. Если имеются морщины в полотне в местах, где были сформированы полоски, то содержание влаги в полотне можно легко регулировать, так как полотно подвергают сушке в то время, как его растягивают после нанесения воды. Следовательно, способ обладает преимуществом, заключающимся в том, что посредством его использования можно получать высококачественную оберточную бумагу для сигарет при низкой ее стоимости.
Краткое описание чертежей
На фиг.1 изображен схематический вид основной части устройства для изготовления, в котором используется способ изготовления оберточной бумаги для сигарет согласно одному варианту осуществления изобретения;
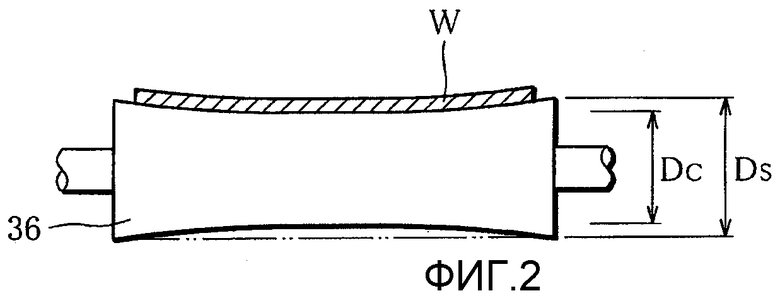
на фиг.2 - вид одного примера вогнутого сводообразного вала;
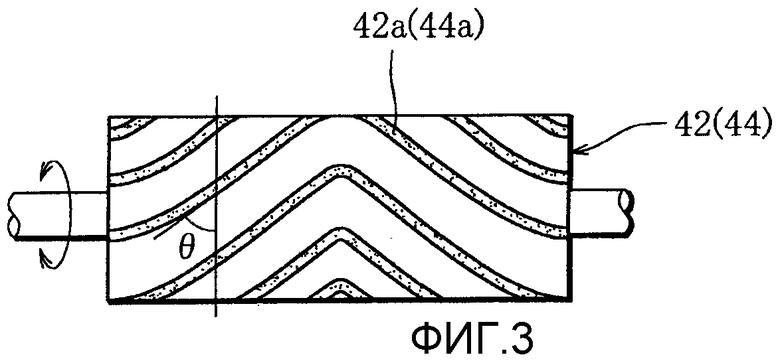
на фиг.3 - вид одного примера нажимного вала;
на фиг.4 - схематический вид сигареты, обладающей низкой способностью к воспламенению; и
на фиг.5 - вид части полотна, подлежащего преобразованию в оберточную бумагу.
Наилучший способ осуществления изобретения
Способ и устройство для изготовления оберточной бумаги для сигарет согласно одному варианту осуществления изобретения описаны ниже со ссылками на прилагаемые чертежи.
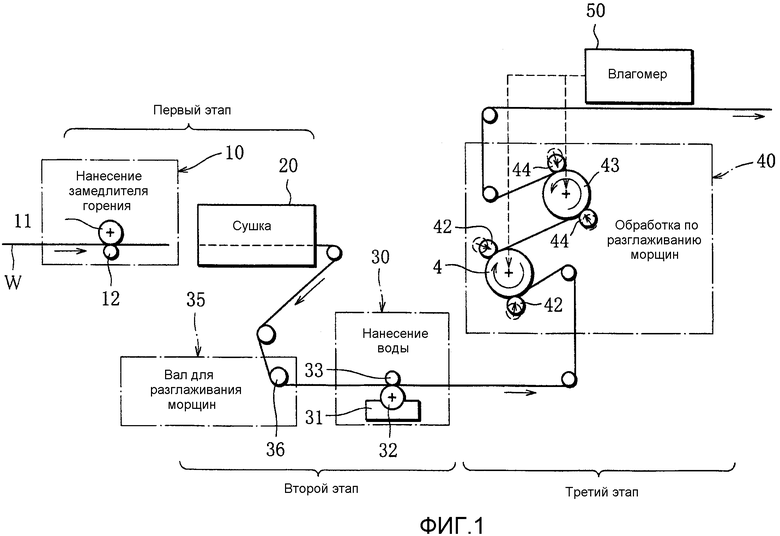
На фиг.1 изображена схематически конфигурация основной части устройства для осуществления способа изготовления согласно изобретению. Устройство для изготовления оберточной бумаги для сигарет согласно изобретению в основном выполнено с возможностью раскатывания полотна W, подлежащего преобразованию в оберточную бумагу 3 для сигареты 2, с питающего рулона и транспортирования полотна W к намоточному устройству (не изображено) вдоль заданного пути транспортирования, и намотки полотна W намоточным устройством, где на полотне W формируют полоски 4. Полотно W, на котором сформированы полоски 4, разрезают на полосы оберточной бумаги 3, каждая из которых имеет заданную ширину, а затем подают в оберточную машину (не изображена) для изготовления сигарет. Таким способом изготавливают сигареты 2, обладающие низкой способностью к воспламенению, содержащие полоски 4.
Устройство для изготовления согласно изобретению, на котором изготавливают оберточную бумагу 3, т.е. полотно W, на котором сформированы полоски 4, содержит: установку 10 для нанесения (механизм для нанесения замедлителя горения) для нанесения жидкого замедлителя горения на полотно W, расположенную на пути транспортирования полотна W выше по ходу на пути транспортирования, как это изображено на фиг.1; и сушилку 20, расположенную на пути транспортирования полотна W, подлежащую расположению ниже по ходу от установки 10 для нанесения. Установка 10 для нанесения содержит, например, рифленый вал 11 и прижимной вал 12, между которыми зажимают полотно W. Когда полотно W, раскатываемое с питающего рулона, пропускают к намоточному устройству через установку 10 для нанесения, с помощью установки 10 для нанесения наносят, например, раствор альгината натрия, используемого в качестве замедлителя горения, на одну сторону полотна W, или на изнаночную сторону оберточной бумаги 3, используя рифленый вал 11 и, таким образом, формируя полоски 4. Сушилка 20 содержит сушильную камеру, например, содержащую проход для полотна W. В сушилке 20 быстро сушат полотно W, пропускаемое через сушильную камеру, используя инфракрасный нагреватель, например, при температуре сушки в диапазоне от 100°C до 200°C или предпочтительно при 170°C. Используя установку 10 для нанесения и сушилку 20, осуществляют первый этап обработки, представляющий основную часть процесса формирования полосок 4 на полотне W.
При формировании лентообразных полосок 4 на полотне W с заданными интервалами в направлении движения полотна W в ходе выполнения первого этапа неизбежно появляются морщины в обработанных областях полотна, на которые был нанесен замедлитель горения, а также в необработанных областях полотна W (областях, на которые не был нанесен замедлитель горения), в зависимости от разницы в усадке между обработанными областями и другими областями. В устройстве согласно изобретению ниже по ходу от сушилки 20 на пути транспортирования полотна W расположен механизм 30 для нанесения воды, предназначенный для нанесения воды на сторону полотна W (переднюю сторону оберточной бумаги 3), противоположную стороне, на которой были сформированы полоски 4. Механизм 30 для нанесения воды содержит вал 32 для нанесения, частично погруженный, например, в емкость 31 с водой, и прижимной вал 33, которым зажимают полотно W между прижимным валом 33 и валом 32 для нанесения. С помощью механизма 30 для нанесения воды наносят заданное количество воды на всю поверхность противоположной стороны полотна W валом 32 для нанесения при пропуске полотна W через механизм 30 для нанесения воды. Количество воды, наносимой на полотно W валом 32 для нанесения, предпочтительно составляет, например, в диапазоне от около 1 г/м2 до 10 г/м2.
Согласно этому варианту осуществления валковый механизм 35 расположен выше по ходу от механизма 30 для нанесения воды для равномерного нанесения воды на полотно W, в котором появились морщины, как было упомянуто выше. Валковый механизм 35 содержит, например, вал 36, как это изображено на фиг.2. Вал 36 является так называемым валом с вогнутым профилем, содержащим окружную лицевую поверхность (лицевую поверхность вала), изогнутую таким образом, что диаметр центральной части вала 36 меньше диаметра каждого конца вала 36. Валковый механизм 35 содержит вал 36, функцией которого является понуждение полотна W к продвижению вдоль окружной лицевой поверхности вала 36 с заданным натяжением полотна W. Функцией вала 36 с вогнутым профилем является растяжение полотна W в направлении ширины посредством использования разницы в окружной скорости между наружным диаметром Dc центральной части и наружным диаметром Ds каждого конца вала 36. В результате морщины, появившиеся в полотне, автоматически в некоторой степени разглаживаются.
Разумеется, можно также использовать плоский ширитель, спиральной вал или подобное приспособление вместо вала 36 с вогнутым профилем для растяжения полотна W в направлении ширины и автоматического разглаживания морщин в полотне W в некоторой степени.
Устройство приспособлено к растяжению морщин в полотне W, направляемом к механизму 30 для нанесения воды, посредством использования вала 36 с вогнутым профилем валкового механизма 35, с помощью которого обеспечивают как можно более полное разглаживание, а затем осуществляют более равномерное нанесение воды на все полотно W с помощью механизма 30 для нанесения воды. Посредством механизма 30 для нанесения воды, снабженного валковым механизмом 35, расположенным выше по ходу от него, осуществляют второй этап, согласно которому равномерно наносят заданное количество воды на полотно W в виде предварительной обработки для разглаживания морщин, появившихся в полотне W в местах формирования полосок 4.
Сушильный механизм 40 для сушки полотна W, на которое была нанесена вода, при обеспечении растяжения полотна W для удаления морщин расположен ниже по ходу от механизма 30 для нанесения воды на пути транспортирования полотна W. С помощью сушильного механизма 40 осуществляют третий этап способа согласно изобретению. Сушильный механизм 40 в основном содержит сушильный вал 41 барабанного типа и нажимные валы 42, обращенные к сушильному валу 41, с помощью которых прижимают полотно, на которое была нанесена вода посредством механизма 30 для нанесения воды, к сушильному валу 41. Нажимные валы 42 расположены у места подвода полотна к сушильному валу 41 и у места отвода полотна от сушильного вала 41, соответственно, и с их помощью понуждают полотно W к перемещению в плотном контакте полотна W с окружной лицевой поверхностью сушильного вала 41 вдоль заданной длины в окружном направлении сушильного вала 41.
Согласно варианту осуществления первый сушильный вал 41 и второй сушильный вал 43 последовательно расположены вдоль пути транспортирования полотна W. Нажимные валы 44 также расположены у места подвода полотна W ко второму сушильному валу 43 и у места отвода полотна W от второго сушильного вала 43. В этом варианте осуществления посредством двух сушильных валов 41 и 43 осуществляют двухстадийную сушку таким образом, чтобы полотно W содержало заданное количество влаги. Также очевидно, что можно установить другие сушильные валы вдоль пути транспортирования полотна W для осуществления трехстадийной сушки или сушки, включающей большее количество стадий.
Температуры сушки, при которых сушат полотно W посредством первого и второго сушильных валов 41 и 43, регулируют, используя обратную связь в соответствии с содержанием влаги в полотне W, которое измеряют, например, с помощью инфракрасного влагомера, расположенного ниже по ходу от сушильного механизма 40. В результате применения такого регулирования содержание влаги в полотне W, на котором сформированы полоски 4, подвергнутые сушке в сушильном механизме 40, регулируют до достаточного содержания влаги для достижения предписанного качества.
Сушильный вал 41 (43) и нажимные валы 42 (44) сушильного механизма 40 описаны ниже более подробно. Сушильный вал 41 (43) содержит цилиндрическую обечайку, наружная окружная лицевая поверхность которой сформирована в виде разглаживающей нагревающей лицевой поверхности, и выполняет функцию нагрева лицевой поверхности обечайки до заданной температуры сушки (температуры, при которой нагревают полотно W) посредством подачи тока к индукционной катушке, расположенной внутри цилиндрической обечайки. Нажимные валы 42 (44), особенно - нажимной вал 42 (44), расположенный у места подвода полотна W к сушильному валу 41 (43), сформирован из вала из теплостойкого каучука, которому придана колоннообразная форма поверхности (наружной окружной лицевой поверхности), с частями, имеющими различную твердость, например, мягкими частями 42a и 44a, как это изображено на фиг.3. Мягкие части 42a и 44a проходят по спирали от середины вала к обоим концам вала, а их положения смещены в направлении окружности вала. Имеется множество мягких частей 42a и 44a, где эти мягкие части расположены с заданными шагами в окружном направлении вала. Нажимные валы 42 (44), расположенные у места отвода полотна W от сушильного вала 41 (43), могут быть обычными цилиндрическими валами, выполненными из теплостойкого каучука.
Нажимные валы 42 (44), содержащие спиральные мягкие части 42a (44a), прижимают с заданным давлением к окружной лицевой поверхности сушильного вала 41 (43). С помощью нажимных валов 42 (44) подают полотно W, направляемое к валам 41 и 42 (43 и 44), и зажимают между валами 41 и 42 (43 и 44), растягивая полотно W в направлении ширины валов 41 и 42 (43 и 44) посредством использования спиральных мягких частей 42a (44a). Нажимным валом 42 (44) прижимают полотно W к сушильному валу 41 (43) по всей ширине полотна W, и вращают, постепенно растягивая полотно W в осевом направлении валов 42 (44) от центральной части к их концам, для разглаживания, таким образом, морщин в полотне W вдоль поверхности полотна W в направлении ширины.
Полотно W, подвергающееся растяжению посредством валов 41 и 42 (43 и 44) в направлении ширины, транспортируют к нажимным валам 42 (44), расположенным у места отвода от сушильного вала 41 (43), в плотном контакте с наружной окружной лицевой поверхностью сушильного вала 41 (43) при вращении сушильного вала 41 (43). При этом полотно W, подлежащее сушке, получает тепло от сушильного вала 41 (43).
Другими словами, полотно W подводят к сушильному механизму 40 в зажатом состоянии между сушильным валом 41 (43) и нажимными валами 42 (44) и таким образом разглаживают морщины, появившиеся в результате формирования полосок 4. Таким образом удаляют морщины. С помощью данного варианта осуществления выполняют обработку, раскрытую выше, по удалению морщин в два этапа (множество этапов) таким образом, что сушку выполняют, разглаживая морщины без приложения чрезмерной нагрузки (натяжения) к самому полотну W.
При использовании устройства согласно приведенному выше описанию для изготовления полотна W, на котором формируют полоски 4 из замедлителя горения, обработку по нанесению жидкого замедлителя горения на полотно W требуется выполнять только один раз. Установка 10 для нанесения (механизм для нанесения замедлителя горения) может быть, таким образом, проста по конструкции, в сравнении со случаем, где замедлитель горения наносят более одного раза, как раскрыто в Нерассмотренной Японской патентной публикации (Kohyo) № 2004-512849. Кроме того, так как на полотне W, на котором формируют полоски 4 посредством нанесения замедлителя горения, затем производят равномерную сушку, на всей его поверхности, на которой была нанесена вода для увлажнения, и подвергают дополнительной сушке, при которой разглаживают морщины, посредством сушильного механизма 40 описанной выше конструкции можно осуществлять так называемую обработку по удалению морщин, регулируя содержание влаги в полотне W без осложнений.
Более конкретно, полотно W зажимают между нажимными валами 42 (44) из теплостойкого каучука, содержащим спиральные мягкие части 42a (44a), и сушильным валом 41 (43), и полотно W вводят в плотный контакт с окружной лицевой поверхностью (лицевой поверхностью вала) сушильного вала 41 (43) для растяжения морщин в полотне W. В этом состоянии, во время сушки полотна W, морщины в полотне W могут быть эффективно удалены. Таким образом, можно легко изготавливать высококачественное полотно W с полосками 4, сформированными из замедлителя горения, не содержащее морщин и содержащее отрегулированное количество влаги.
При использовании полотна W, обработанного описанным выше способом, в изготовлении сигарет 2, обладающих низкой способностью к воспламенению, содержание влаги в полотне W (оберточной бумаге 3) можно надлежащим образом поддерживать без осложнений. Соответственно, сигареты 2 обладают преимуществом, заключающимся в том, что полоски 4, сформированные из замедлителя горения, не оказывают пагубного воздействия на их аромат. Согласно обычной технологии, когда полоски 4 формируют на полотне W, например, из жидкого замедлителя горения, содержание влаги в полотне W (в оберточной бумаге 3) можно изменять посредством сушки замедлителя горения. Такое изменение содержания влаги становится фактором, который может приводить к изменению аромата сигарет 2, на который оказывает пагубное воздействие оберточная бумага 3.
Согласно способу изготовления в соответствии с изобретением и благодаря использованию устройства согласно изобретению, воду наносят на всю поверхность полотна W, на котором сформированы полоски 4 из надлежащего количества замедлителя горения, и полотно W зажимают между сушильным валом 41 (43) и нажимными валами 42 (44), таким образом, осуществляя сушку с одновременным разглаживанием морщин в полотне W и регулированием содержания влаги в полотне W. Благодаря этому можно изготавливать несморщенное высококачественное полотно W (оберточную бумагу 3), которое не оказывает пагубного воздействия на аромат сигарет 2, и подавать это полотно W для изготовления сигарет 2, обладающих низкой способностью к воспламенению.
Изобретение не ограничено описанным выше вариантом осуществления. Например, механизм 30 для нанесения воды, содержащий вал 32 для нанесения, частично погруженный в емкость 31 с водой, и прижимной вал 33, с помощью которого зажимают полотно W между прижимным валом 33 и валом 32 для нанесения, используют для нанесения воды на всю поверхность полотна W. Однако вместо этого воду можно наносить на одну сторону полотна W посредством распыления. Количество спиральных мягких частей 42a (44a), сформированных в поверхности нажимных валов 42 (44) сушильного механизма 40, и угол наклона θ спиральных мягких частей 42a (44a) относительно направления вращения нажимных валов 42 (44) могут быть заранее определены в соответствии с диаметром и скоростью вращения нажимных валов 42 (44), степенью натяжения полотна W и т.д. Изобретение может быть модифицировано различными способами без отклонения от его сущности.
Перечень ссылочных позиций
2 - Сигарета
3 - Оберточная бумага (полотно W)
4 - Полоски (область с нанесенным замедлителем горения)
10 - Установка для нанесения (механизм для нанесения замедлителя горения)
20 - Сушилка
30 - Механизм для нанесения воды
35 - Валковый механизм (вогнутый сводообразный вал)
40 - Сушильный механизм
41, 43 - Сушильный вал
42, 44 - Нажимной вал
42a, 44a - Спиральная мягкая часть
50 - Инфракрасный влагомер
Изобретение относится к способу изготовления оберточной бумаги для сигарет, согласно которому полотно, подлежащее преобразованию в оберточную бумагу для сигарет, транспортируют и жидкий замедлитель горения наносят на полотно во время транспортирования полотна для формирования полосок замедлителя горения, проходящих в направлении ширины полотна, с заданными интервалами в направлении транспортирования полотна, причем: на первом этапе на полотно наносят замедлитель горения, а затем сушат полотно; на втором этапе наносят воду на сторону, противоположную стороне, на которую был нанесен замедлитель горения на первом этапе; и на третьем этапе производят сушку полотна, проведенного через второй этап, зажимая и растягивая полотно между сушильным и нажимными валами. Технический результат заключается в обеспечении возможности изготавливать несморщенную оберточную бумагу для сигарет. 2 н. и 11 з.п. ф-лы, 5 ил.
1. Способ изготовления оберточной бумаги для сигарет, согласно которому полотно, подлежащее преобразованию в оберточную бумагу для сигарет, транспортируют, и жидкий замедлитель горения наносят на полотно во время транспортирования полотна для формирования полосок замедлителя горения, проходящих в направлении ширины полотна, с заданными интервалами в направлении транспортирования полотна, отличающийся тем, что: на первом этапе на полотно наносят замедлитель горения, а затем сушат полотно; на втором этапе наносят воду на сторону, противоположную стороне, на которую был нанесен замедлитель горения на первом этапе; и на третьем этапе производят сушку полотна, проведенного через второй этап, зажимая и растягивая полотно между сушильным и нажимным валами.
2. Способ изготовления оберточной бумаги для сигарет по п.1, согласно которому на втором этапе растягивают полотно, проведенное через первый этап, в направлении ширины валами, а затем равномерно наносят заданное количество воды на всю поверхность стороны полотна, противоположной стороне, на которой были сформированы полоски.
3. Способ изготовления оберточной бумаги для сигарет по п.2, согласно которому используют вал с вогнутым профилем в качестве вала для растяжения полотна в направлении ширины.
4. Способ изготовления оберточной бумаги для сигарет по п.1, согласно которому нажимной вал сформирован из вала из теплостойкого каучука, поверхность которого имеет участки различной твердости, которые проходят по спирали от середины вала к обоим его концам, причем положения этих участков смещены в окружном направлении вала, и функция вала заключается во введении полотна в плотный контакт с поверхностью сушильного вала при одновременном растяжении полотна в направлении ширины.
5. Способ изготовления оберточной бумаги для сигарет по п.1, согласно которому подготавливают два нажимных вала, и эти нажимные валы располагают у места подвода полотна к сушильному валу и у места отвода полотна от сушильного вала, расположенного на пути транспортирования полотна, таким образом, чтобы они были обращены к сушильному валу.
6. Способ изготовления оберточной бумаги для сигарет по п.1, согласно которому подготавливают множество сушильных валов, и эти сушильные валы располагают в многоступенчатом расположении вдоль пути транспортирования полотна.
7. Устройство для изготовления оберточной бумаги для сигарет, в котором полотно, подлежащее преобразованию в оберточную бумагу для сигарет, транспортируют, и во время транспортировки полотна на него наносят жидкий замедлитель горения для формирования полосок замедлителя горения, проходящих в направлении ширины полотна с заданными интервалами в направлении движения полотна, отличающееся тем, что оно содержит: механизм для нанесения замедлителя горения, предназначенный для нанесения замедлителя горения на полотно для формирования полосок; сушилку для сушки замедлителя горения, нанесенного на полотно посредством механизма для нанесения замедлителя горения; механизм для нанесения воды, расположенный ниже по ходу от сушилки, для нанесения воды на сторону полотна, противоположную стороне, на которой были сформированы полоски; и сушильный механизм, содержащий сушильный вал и нажимной вал, для сушки полотна, на которое была нанесена вода посредством механизма для нанесения воды, при одновременном растяжении полотна, зажатого между сушильным валом и нажимным валом.
8. Устройство для изготовления оберточной бумаги для сигарет по п.7, отличающееся тем, что оно содержит валковый механизм, расположенный выше по ходу от механизма для нанесения воды, для растяжения полотна, подлежащего подводу к механизму для нанесения воды, с помощью вала в направлении ширины полотна.
9. Устройство для изготовления оберточной бумаги для сигарет по п.8, согласно которому вал для растяжения полотна в направлении ширины является валом с вогнутым профилем.
10. Устройство для изготовления оберточной бумаги для сигарет по любому из п.7 или 8, в котором механизм для нанесения воды выполнен с возможностью равномерного нанесения заданного количества воды на всю поверхность стороны полотна, противоположной стороне, на которой были сформированы полоски.
11. Устройство для изготовления оберточной бумаги для сигарет по любому из п.7 или 8, в котором нажимной вал сформирован из вала из теплостойкого каучука, поверхность которого имеет участки, обладающие различной твердостью, которые проходят по спирали от середины вала к обоим его концам, где положения указанных участков смещены в окружном направлении вала, и функция вала заключается во введении полотна в плотный контакт с поверхностью сушильного вала при одновременном растяжении полотна в направлении ширины.
12. Устройство для изготовления оберточной бумаги для сигарет по любому из п.7 или 8, в котором сушильный механизм содержит сушильный вал, расположенный на пути транспортирования полотна, и два нажимных вала, расположенных у места подвода полотна к сушильному валу и у места отвода полотна от сушильного вала, таким образом, чтобы они были обращены к сушильному валу.
13. Устройство для изготовления оберточной бумаги для сигарет по любому из п.7 или 8, в котором подготовлено множество сушильных валов, и эти сушильные валы расположены в многоступенчатом расположении вдоль пути транспортирования полотна.
| RU 2004130484 A, 10.04.2005 | |||
| Сигарета | 1988 |
|
SU1667622A3 |
| EP 2000589 A2, 10.12.2008. | |||

