Настоящее изобретение относится к узловой сборке, состоящей из крепежного элемента и части из листового металла, а также к способу для выполнения такой узловой сборки. Повседневной практикой, в производстве корпусов легковых автомобилей, является работа с крепежными элементами, которые представлены в виде элементов заклепки, пробивающих и заклепывающих элементов или запрессовывающихся элементов.
Что касается заклепочного элемента, то элемент вставляется в предварительно пробитую часть из листового металла и заклепывается на части из листового металла с помощью загибания буртика по заклепочной секции крепежного элемента. Сам крепежный элемент имеет крепежную часть, то есть либо внутреннюю резьбу, либо стержень анкера с внешней резьбой, посредством чего дополнительная составная часть может быть прикреплена к части из листового металла, используя болт или гайку, соответственно. Пробивающий или заклепывающий элементы выполнены самопробивающими, то есть элемент сам прорезает отверстие в части из листового металла и, впоследствии, заклепывается на части из листового металла. Что касается запрессовывающихся элементов, то часть из листового металла снова также предварительно пробивается, и элемент затем продавливается через отверстие и запрессовывается вместе с частью из листового металла, таким образом, материал листового металла проходит в прорезанные канавки запрессовывающегося элемента и стопорит запрессовывающийся элемент относительно части из листового металла таким образом, что он жестко прикрепляется к части из листового металла и не может быть непосредственно выдавлен из части из листового металла.
Такие крепежные элементы имеют, в конструкции легковых автомобилей, в значительной мере смещенные сварные элементы, которые были предварительно приварены к корпусным частям из листового металла или т.п. Приваривание элементов, с одной стороны, является сложным для внедрения в производство отдельных составных частей с помощью механической деформации и также приводит к нежелательному загрязнению части из листового металла. Дополнительно, сварные элементы не могут быть использованы с различными частями из листового металла, например, когда они предварительно окрашиваются или состоят из двух слоев листового металла, дополнительно с пластмассовой мембраной, размещенной между ними. Они также не могут быть использованы, когда часть из листового металла представляет собой часть с высокой прочностью, так как тепло, которое связано с процессом сварки, приводит к неприемлемому снижению свойств листового металла в области расположения сварного шва. При изготовлении частей из листового металла для легковых автомобилей требуется большое количество частей, и толщины листового металла, о которых идет речь, обычно, составляют от 0,6 мм до 2,5 мм, иногда за этими пределами, до 3 мм или немного больше.
Крепежный элемент в виде гаечного элемента раскрыт в патенте США № 5251370 и имеет фланцевую часть большего диаметра и часть типа вала меньшего диаметра, которая отходит от фланцевой части и соединяется на своем конце, удаленном от фланцевой части, с цилиндрической заклепочной секцией, внешняя сторона которой лежит приблизительно на одном уровне с внешней стороной части типа вала, т.е. имеет такой же диаметр, при этом сторона фланцевой части прилегает к части типа вала, образуя контактное плечо из листового металла, и элементы, обеспечивающие защиту от вращения, обеспечены на части типа вала и/или в области контактного плеча из листового металла.
Крепежный элемент такого типа присоединяется к части из листового металла, в соответствии с указанным патентом США, с помощью так называемого процесса заклепывания крепежного отверстия. Для этой цели часть из листового металла предварительно пробивается, и область вокруг пробивания приобретает форму конической выступающей части или конического кольцевого выступа. Во время прохождения заклепочной секции элемента в часть из листового металла, которая начинается от стороны конической выступающей части, заклепочная секция загибается буртиком и расширяется и, одновременно, коническая выступающая часть, по меньшей мере, частично выворачивается, посредством чего отверстие конической выступающей части уменьшается в диаметре. Тип неподвижного соединения имеет место между частью из листового металла и крепежным элементом и предназначен для превосходных механических свойств соединения между крепежным элементом и частью из листового металла. Коническая выступающая часть частей из листового металла выполняется по-разному для разных толщин листового металла, таким образом, что коническая выступающая часть может охватывать различные толщины листового металла с помощью одного элемента.
В описании изобретения к патенту отмечено, что элемент может использоваться с толщинами листового металла до 4 мм и, как изложено выше, толщины листового металла больше, чем 3 мм являются относительно редким в конструкции легкового автомобиля.
Заклепочные элементы также используются в производстве грузовых автомобилей, однако, в гораздо меньшем объеме. По существу, использование заклепочных элементов известно только из производства легковых автомобилей, которые также используются в тонких частях из листового металла грузовых автомобилей, например, в области кабины водителя. Более прочные части из листового металла грузовых автомобилей, то есть с толщинами листового металла больше, чем 3 мм и, обычно, больше, чем 4 мм и больше (если вообще имеются), обеспечены с заклепочными элементами только в самых редких случаях, так как заклепочные элементы, которые доступны для приобретения, не предназначены для таких толстых частей из листового металла. Более того, значительно меньше грузовых автомобилей производится по сравнению с легковыми автомобилями. Способы, использующиеся в производстве грузовых автомобилей, приводят к доминированию сварных элементов.
Задачей настоящего изобретения является создание узловой сборки, состоящей из заклепочного элемента и части из листового металла, и также способ для выполнения такой узловой сборки, которая представляет выгодное ценовое решение, даже при небольших количествах, и которая может экономично использоваться.
Для того чтобы удовлетворить эту цель, предложена узловая сборка, изначально обозначенного вида, в соответствии с изобретением, которая характеризуется тем, что крепежный элемент предназначен для использования с частями из листового металла, имеющими толщины 3 мм и более, при этом часть из листового металла лежит в одной плоскости, по меньшей мере, в области присоединения крепежного элемента, до и после присоединения крепежного элемента, и
а) для относительно тонких частей из листового металла, при этом часть из листового металла имеет гладкое, пробитое, цилиндрическое отверстие, которое имеет диаметр, который соответствует, по меньшей мере, по существу диаметру части типа вала, при этом цилиндрическая заклепочная секция имеет другую форму заклепочного буртика, который взаимодействует со стороной части из листового металла, удаленной от контактного плеча из листового металла, или
b) для частей из листового металла средней толщины, при этом часть из листового металла имеет ступенчатое отверстие с частью цилиндрического отверстия, прилегающей к контактному плечу из листового металла и меньшего диаметра, который соответствует, по меньшей мере, по существу диаметру части типа вала, и с областью отверстия большего диаметра, которая размещает заклепочную секцию, которая была отбортована для образования заклепочного буртика, или
с) для относительно толстых частей из листового металла, в которых часть из листового металла имеет толщину, которая соответствует, по меньшей мере, по существу общей длине части типа вала и заклепочной секции, или толще, при этом часть из листового металла выполнена с коническим отверстием, которое отклоняется в направлении от стороны части из листового металла, лежащей напротив контактного плеча из листового металла, к стороне, удаленной от контактного плеча из листового металла, при этом цилиндрическая заклепочная секция имеет другую форму конического заклепочного буртика, который проходит в коническое отклоняющееся отверстие.
Таким образом, предложен крепежный элемент, который, допустимо, имеет основную форму, которая, по существу, является известной, но который также может использоваться с частями из листового металла, которые имеют толщину более 3 мм, когда часть из листового металла соответственно подготовлена.
Очень важно, чтобы часть из листового металла лежала в одной плоскости, в области присоединения крепежного элемента как до, а также после присоединения крепежного элемента, то есть часть из листового металла не обеспечивается с конической выступающей частью, как при заклепывании крепежного отверстия, а, наоборот, часть из листового металла остается в одной плоскости как во время предварительной пробивки, а также во время присоединения элемента.
Предположительно, это не предотвращает листовой металл от приобретения другой формы, до и после процесса пробивания, утолщения, при этом крепежный элемент присоединяется к плоской основной области утолщения, а, предпочтительнее, означает, что часть из листового металла лежит в одной плоскости как в непосредственной близости присоединения крепежного элемента, так и в радиальных направлениях, расположенных рядом с местом присоединения.
Что касается относительно тонких частей из листового металла, которые, например, могут иметь толщины от 3 мм до 4,5 мм, то заклепочная секция, которая выступает от стороны части из листового металла, удаленной от контактного плеча из листового металла, отбортована заклепочным буртиком, при этом заклепочный буртик потом взаимодействует с нижней стороной листового металла, когда контактное плечо из листового металла фланцевой части взаимодействует с верхней стороной листового металла. Для того чтобы достичь плоского резьбового соединения в этом случае, приходится либо использовать шайбу с отверстием, которая размещает заклепочный буртик, либо работать с расширенным отверстием в составной части, подлежащей нарезанию резьбы для образования соединения.
Диаметр резьбы крепежного элемента не ограничен какими-либо конкретными размерами, хотя в конструкции грузовых автомобилей, с более толстыми частями из листового металла, редко используются болты, которые имеют резьбу меньше, чем М8, при этом не являются редкостью размеры резьбы М20 и более.
Для весьма более толстых частей из листового металла, например, в пределах от 4,5 мм и до 6,5 мм, используется ступенчатое отверстие в части из листового металла, в соответствии с изобретением, при этом заклепочный буртик размещается в области отверстия большего диаметра, то есть не выступая от нижней стороны части из листового металла. Это делает излишним использование конкретной шайбы или обеспечение конкретного углубления в составной части, подлежащего нарезанию резьбы.
Для толстых частей из листового металла, например, имеющих толщину более 6,5 мм, отверстие в части из листового металла, предпочтительно, выполняется с помощью процесса пробивания, при этом отверстие выполняется коническим, отклоняющимся в направлении, проходящем от стороны части из листового металла, которая прилегает к контактному плечу из листового металла, к отдаленной стороне части из листового металла. Заклепочная секция, в таком случае, не формируется в загнутый заклепочный буртик, а, наоборот, в коническую форму таким образом, что заклепочная секция проходит в коническое, отклоняющееся отверстие и, таким образом, предотвращает крепежный элемент от выдавливания из части из листового металла.
Крепежный элемент, обычно, образован в виде гаечного элемента, то есть как фланцевая часть, так и часть типа вала полой формы, выполнены полыми, с пустым пространством, с наличием внутренней резьбы. Однако резьба не проходит в заклепочную секцию, поскольку, в противном случае, она будет деформироваться при загибании буртика заклепочной секции. Взамен, заклепочная секция, обычно, проходит через кольцевое плечо и коническую фаску в полую часть типа вала, то есть резьбу. Обеспечение такого кольцевого плеча позволяет, с одной стороны, сохранять заклепочную секцию с подходящим размером в радиальной толщине и сохранять ее быстро деформируемой. Однако часть типа вала должна быть выполнена в достаточной мере толстой таким образом, чтобы крепежный элемент обладал достаточной прочностью и, таким образом, использовался в грузовом автомобиле.
В частности, этот вариант осуществления является предпочтительным, поскольку коническое отклоняющееся отверстие этого типа может быть выполнено, в соответствии с изобретением, относительно просто, с помощью технического процесса штамповки, и более того в пределах значительного диапазона толщин листового металла, при этом конический заклепочный буртик располагается в точке отверстия, соответствующей общей длине части типа вала с заклепочной секцией. Просто необходимо выбрать стержень пресс-формы, подходящий для соответствующей толщины листового металла для того, чтобы обеспечить расширение заклепочной секции в коническую форму.
При присоединении крепежного элемента к соответствующей части из листового металла, какие-либо выступы, обеспечивающие защиту от вращения, которые обеспечены на крепежном элементе, продавливаются в часть из листового металла и там образуют соответствующие углубления, которые, в сочетании с выступами, обеспечивающими защиту от вращения, обеспечивают требуемую защиту от вращения.
Выступы, обеспечивающие защиту от вращения, проходят, предпочтительно, в осевом направлении части типа вала, вдоль последней, и/или они проходят в радиальных направлениях на контактном плече из листового металла.
С этой точки зрения следует отметить то, что не обязательно проектировать элемент таким образом, чтобы более тонкие части из листового металла находились в диапазоне от 3 до 4,5 мм, чтобы части из листового металла средней толщины находились в диапазоне от 4,5 до 6,5 мм, и более толстые части из листового металла имели толщину более 6,5 мм.
Утверждение, что при более тонких частях из листового металла, имеющих толщину от 3 до 4,5 мм, заклепочный буртик располагается на нижней стороне части из листового металла, означает, что часть типа вала элемента спроектирована таким образом, что она имеет длину приблизительно 3 мм, тогда как заклепочная секция, аналогичным образом, имеет осевую длину, равную приблизительно 2,5 мм. Так как общая длина резьбы устанавливается осевой высотой фланцевой части и осевой длиной части типа вала, причем высота фланцевой части может быть увеличена, а длина части типа вала может быть уменьшена, заклепочный буртик, на нижней стороне части из листового металла, может соединяться даже с более тонкими частями из листового металла, в результате того, что части из листового металла средней толщины, в этом случае, будут начинаться на более низких толщинах, например, теперь с 4 мм, так как ступенчатое отверстие также может быть уменьшено в зависимости от толщины листового металла, причем область отверстия большего диаметра также подходит для получения отбортованной заклепочной секции. Таким образом, как объяснено выше, поверхность плоского винтового соединения получена вместе с преимуществами, которые исходят отсюда. Однако это будет также означать, что, в таком случае, можно подготовить коническое отклоняющееся отверстие для частей из листового металла для толщины, например, в 5,5 мм, таким образом, ступенчатое отверстие, которое является более сложным для изготовления, совсем не будет являться необходимым.
Из вышеизложенных объяснений может быть замечено то, что не требуется использовать все три возможности, в соответствии с изобретением, и что, в частности, при отверстии с коническим отклоняющимся отверстием, получаются конкретные преимущества, в частности, так как коническая форма этого типа может быть относительно просто изготовлена.
Фланцевая часть крепежного элемента имеет закругленную форму, в общем смысле, круглую форму в сечении, перпендикулярном к продольной оси. Таким образом, элемент может быть преимущественно изготовлен с помощью холодного деформирования из круглой заготовки материала. При изготовлении из круглой заготовки материала фланцевая часть может иметь закругленную форму на виде сбоку, которая, с одной стороны, обеспечивает достаточную прочность фланцевой части для холодного деформирования и, с другой стороны, достаточную радиальную протяженность для контактного плеча из листового металла, таким образом, контактная поверхность давления может сохраняться небольшой. Исключение острых кромок, которые не возникают при закругленной форме, является преимуществом.
Таким образом, можно установить три различных вида присоединения крепежного элемента для выполнения узловой сборки. Что касается более тонкой части из листового металла, то она пробивается пуансоном для изготовления отверстий для того, чтобы образовать гладкое пробитоеемцилиндрическое отверстие, которое имеет диаметр, который соответствует, по меньшей мере, по существу диаметру части типа вала, при этом часть типа вала крепежного элемента затем продавливается через цилиндрическое отверстие, пока контактное плечо из листового металла фланцевой части не будет взаимодействовать с одной стороной части из листового металла, и элементы или выступы, обеспечивающие защиту от вращения, не войдут в часть из листового металла, и цилиндрическая заклепочная секция не приобретает другую форму посредством подходящего стержня пресс-формы для образования заклепочного буртика, который взаимодействует со стороной части из листового металла, удаленной от контактного плеча из листового металла.
Что касается части из листового металла средней толщины, то способ осуществляется таким образом, что ступенчатое отверстие выполняется в части из листового металла с областью цилиндрического отверстия меньшего диметра, прилегающей к контактному плечу из листового металла, который соответствует, по меньшей мере, по существу диаметру части типа вала, и с областью отверстия большего диаметра, при этом часть типа вала крепежного элемента продавливается через отверстие, пока контактное плечо из листового металла не будет взаимодействовать с одной стороной части из листового металла, и элементы или выступы, обеспечивающие защиту от вращения, не войдут в часть из листового металла, и цилиндрическая заклепочная секция затем не приобретет другую форму, посредством подходящего стержня пресс-формы, для образования заклепочного буртика, который размещен в области отверстия большого диаметра.
Ступенчатое отверстие выполняется, например, с помощью процесса сверления или с помощью процесса выдавливания за два этапа.
Что касается толстой части из листового металла, то часть из листового металла пробивается пунсоном для изготовления отверстий или иным образом для того, чтобы образовать коническое отверстие, которое отклоняется в направлении от стороны части из листового металла, прилегающей к контактному плечу из листового металла, к стороне, удаленной от него, причем отверстие имеет диаметр на стороне, прилегающей к контактному плечу из листового металла, который соответствует, по меньшей мере, по существу диаметру части типа вала, при этом часть типа вала крепежного элемента продавливается через отверстие, пока контактное плечо из листового металла фланцевой части не будет взаимодействовать с одной стороной части из листового металла, и элементы или выступы, обеспечивающие защиту от вращения, не войдут в часть из листового металла, и цилиндрическая заклепочная секция затем не приобретет другую форму, посредством подходящего стержня пресс-формы, в конический заклепочный буртик, который проходит в коническое отклоняющееся отверстие.
В частности, предпочтительно, когда коническое отклоняющееся отверстие присоединяет область цилиндрического отверстия, которая образована рядом с контактным плечом из листового металла. Цилиндрическая область, которая имеет, по меньшей мере, по существу, такой же диаметр как часть типа вала, служит, с одной стороны, для ровного направления части типа вала крепежного элемента и, с другой стороны, для того, чтобы получилась наиболее возможная защита от вращения в этой области, так как выступы, обеспечивающие защиту от вращения, в таком случае, обеспечивают соответствующие канавки в стенке отверстия по всех их радиальной глубине.
Коническое пробивание отверстия, предпочтительно, выполняется посредством использования пуансона для изготовления отверстий с диаметром, соответствующим диаметру части типа вала в сочетании со стержнем пресс-формы большего диаметра. Конструкция этого типа затем приводит к прорезанию пуансоном для изготовления отверстий отверстия с гладкой стенкой в начальной области отверстия и, впоследствии, конической пробивающей заготовки от оставшейся толщины части из листового металла, при этом максимальный диаметр пробивающей заготовки определяется диаметром отверстия стержня пресс-формы. Конусность пробиваемой заготовки определяется толщиной листового металла, диаметром пуансона для изготовления отверстий и диаметром отверстия стержня пресс-формы.
Далее изобретение будет описано более подробно со ссылкой на варианты его осуществления и на чертежи, на которых:
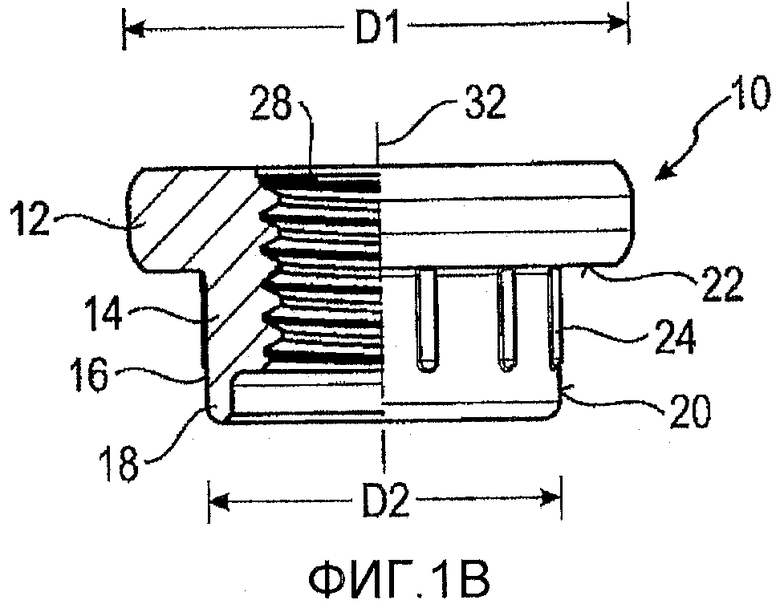
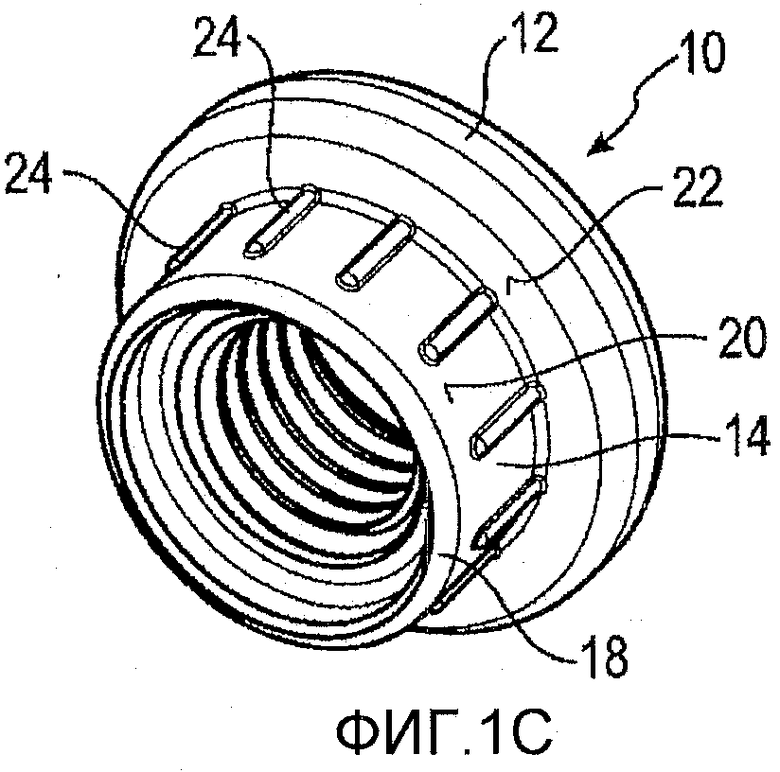
Фиг. 1А-1С - крепежный элемент, который может быть соединен, в соответствии с изобретением, с частью из листового металла для образования узловой сборки и, более того, на виде сбоку с заклепочной секцией на Фиг. 1А, на виде сбоку с частичным сечением в осевом направлении, в соответствии с Фиг. 1В, и на виде в перспективе на Фиг. 1С;
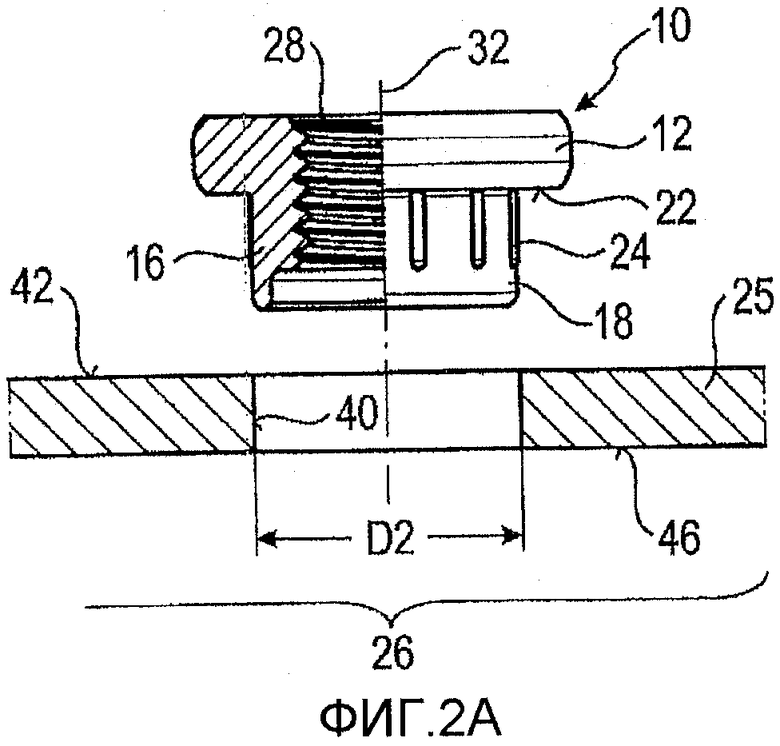
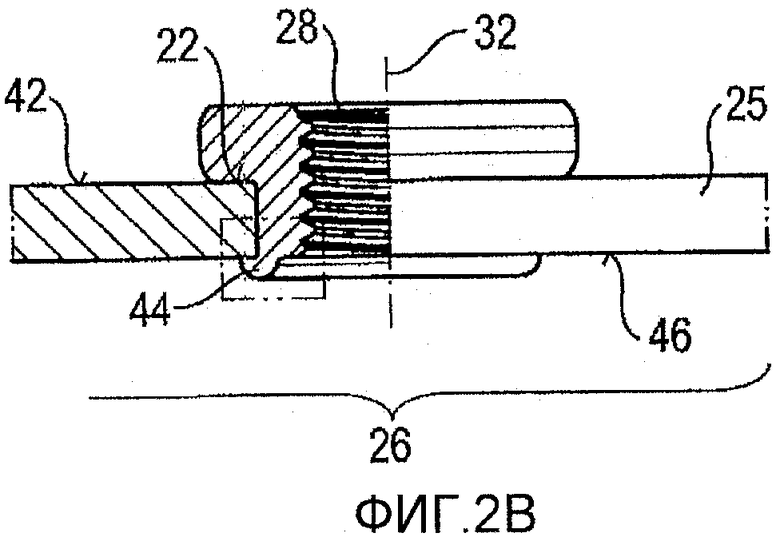
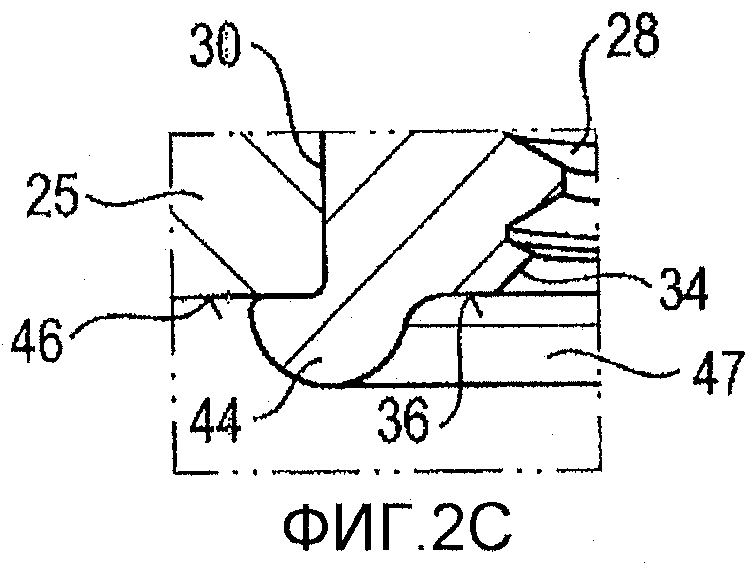
Фиг. 2А-2С - последовательность чертежей, иллюстрирующая присоединение крепежного элемента к тонкой части из листового металла;
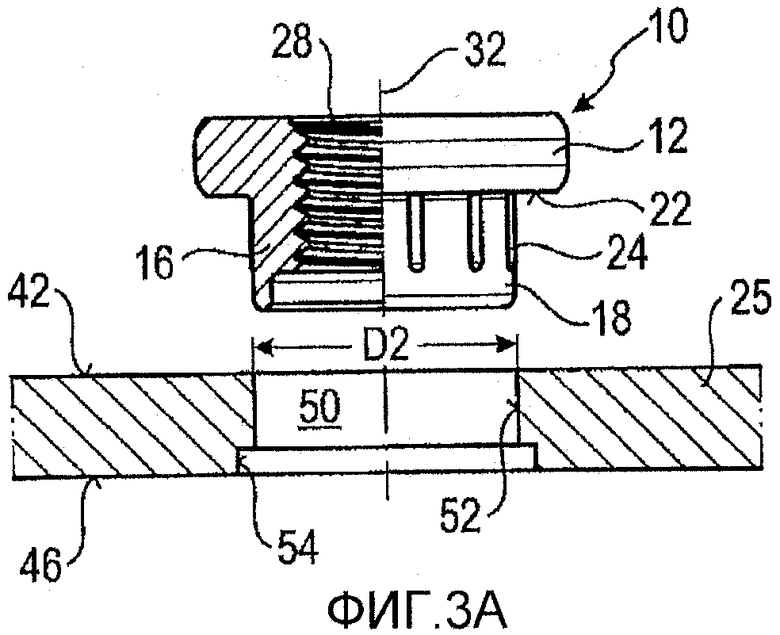
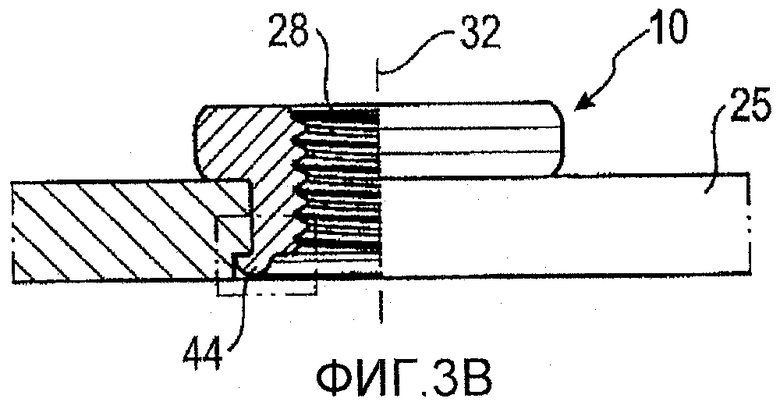
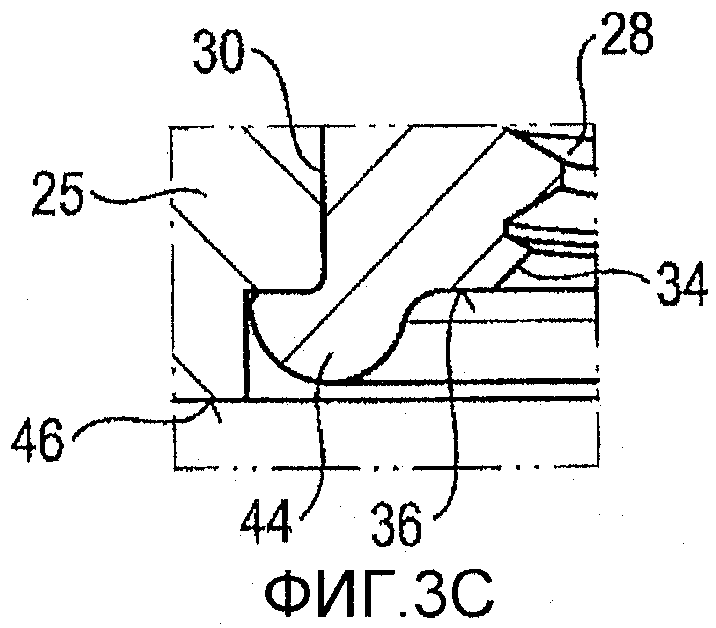
Фиг. 3А-3С - последовательность чертежей, иллюстрирующая присоединение крепежного элемента, в соответствии с Фиг. 1А-1С, к части из листового металла средней толщины;
Фиг. 4А-4D - последовательность чертежей, иллюстрирующая присоединение крепежного элемента, в соответствии с Фиг. 1А-1С, к части из листового металла средней толщины или большей толщины;
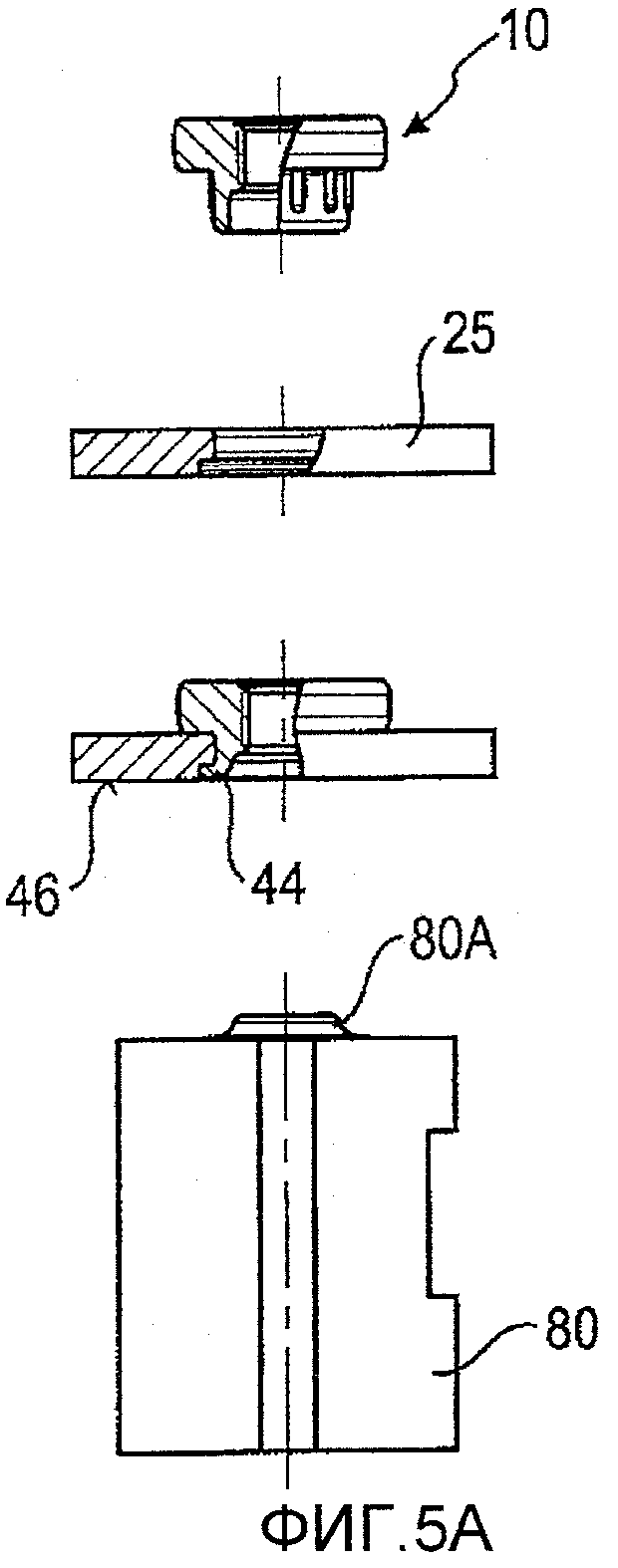
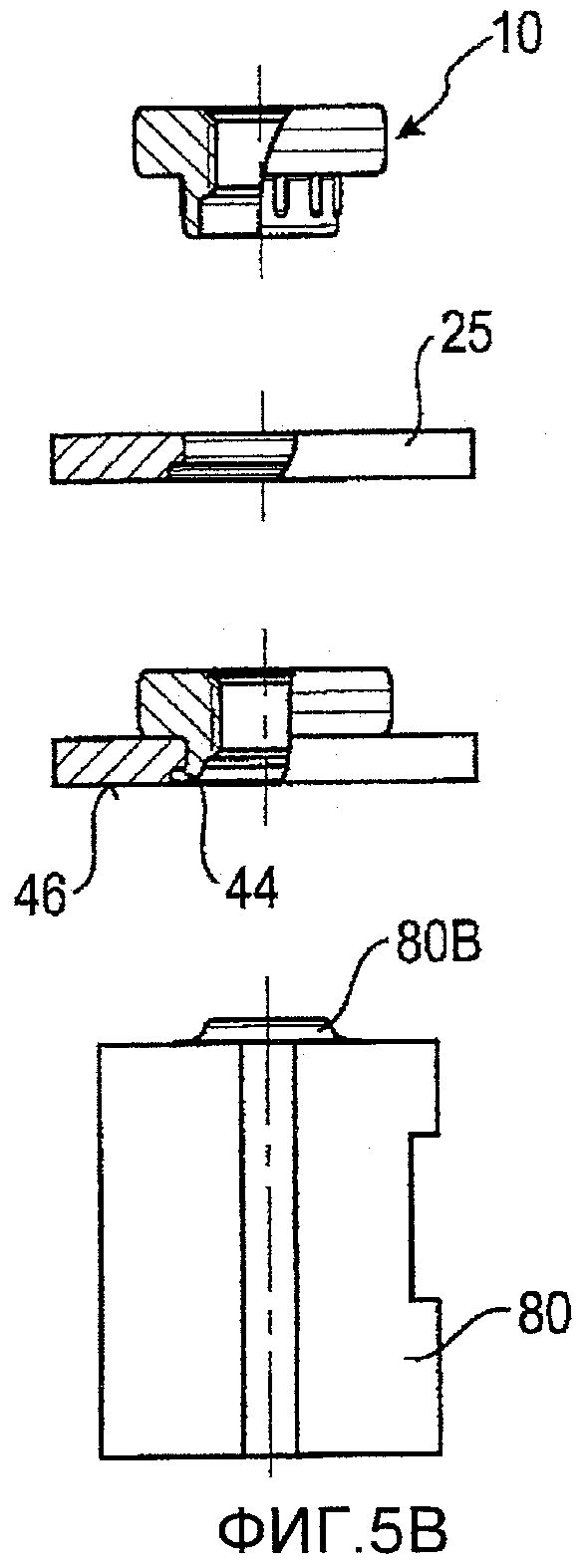
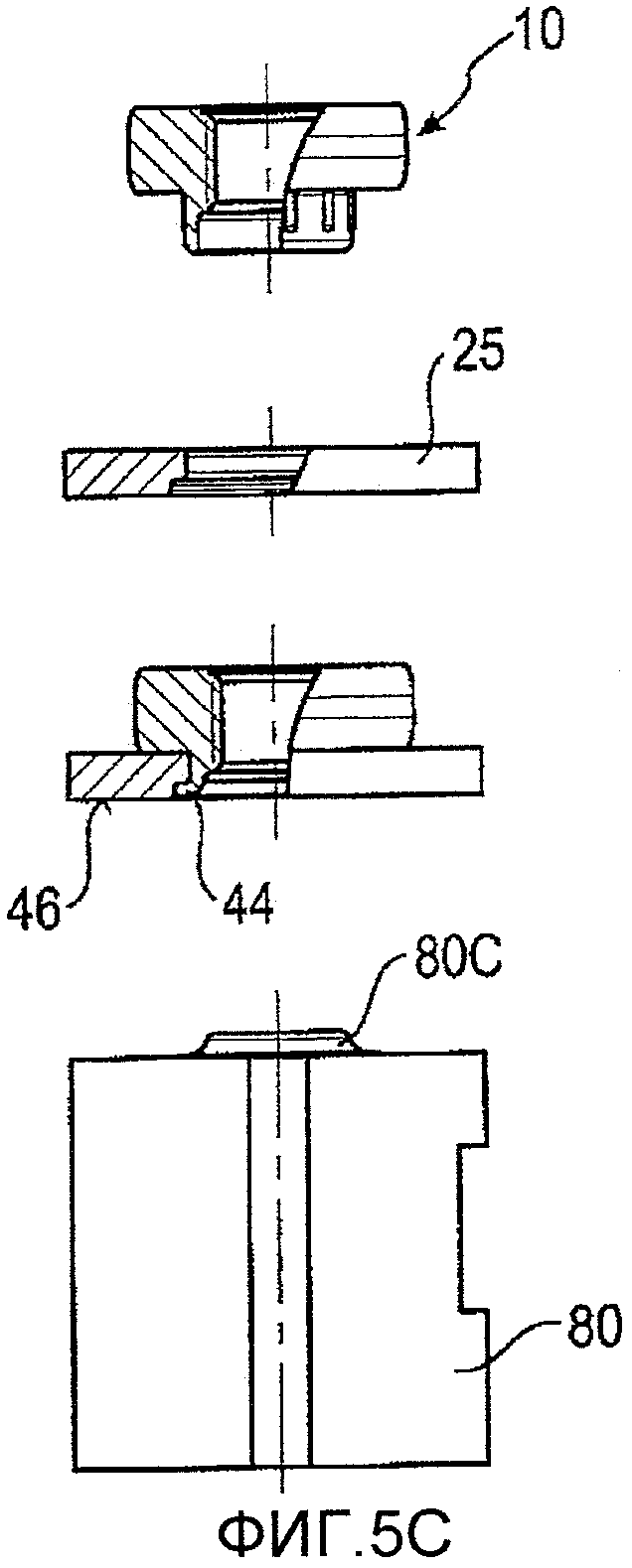
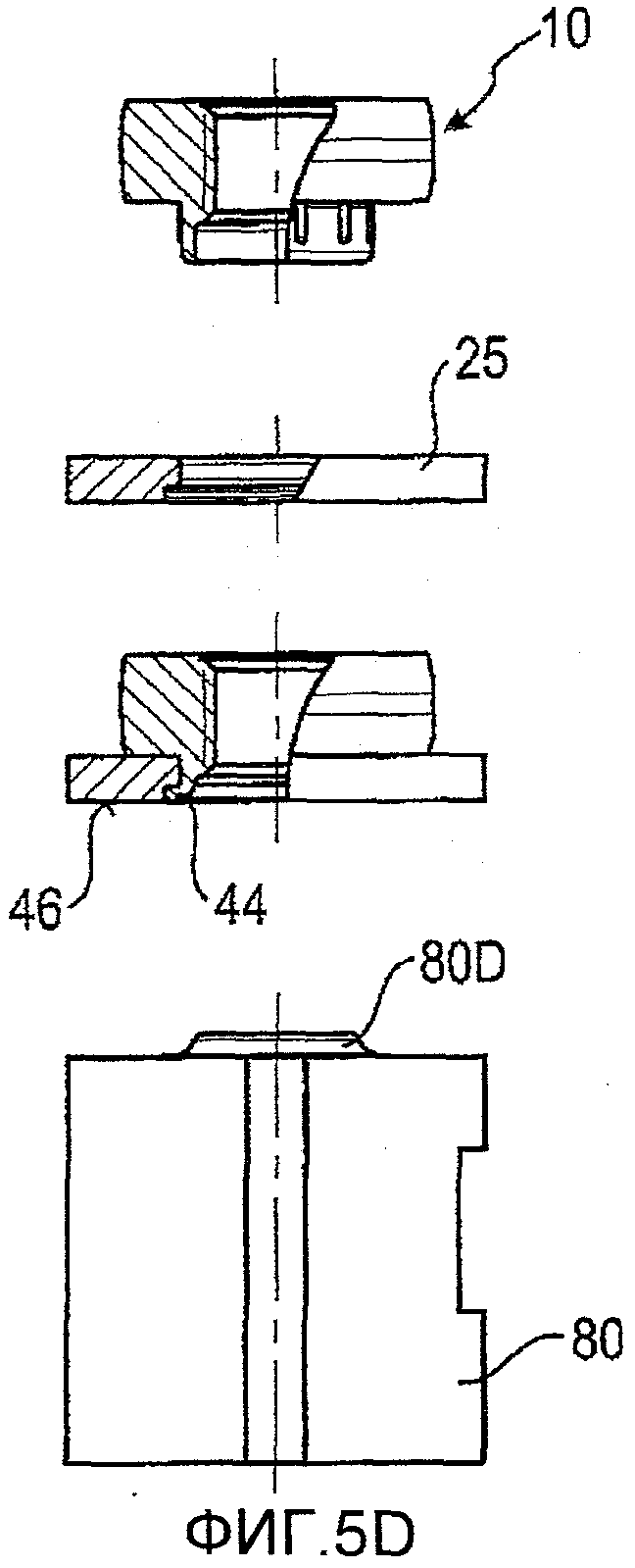
Фиг. 5А-5D - виды, аналогичные видам с Фиг. 3А-3С, но включая стержень пресс-формы, использующийся для этой цели и для размеров резьбы М8 (Фиг. 5А), М10 (фиг. 5В), М12 (Фиг. 5С), М14 (Фиг. 5D);
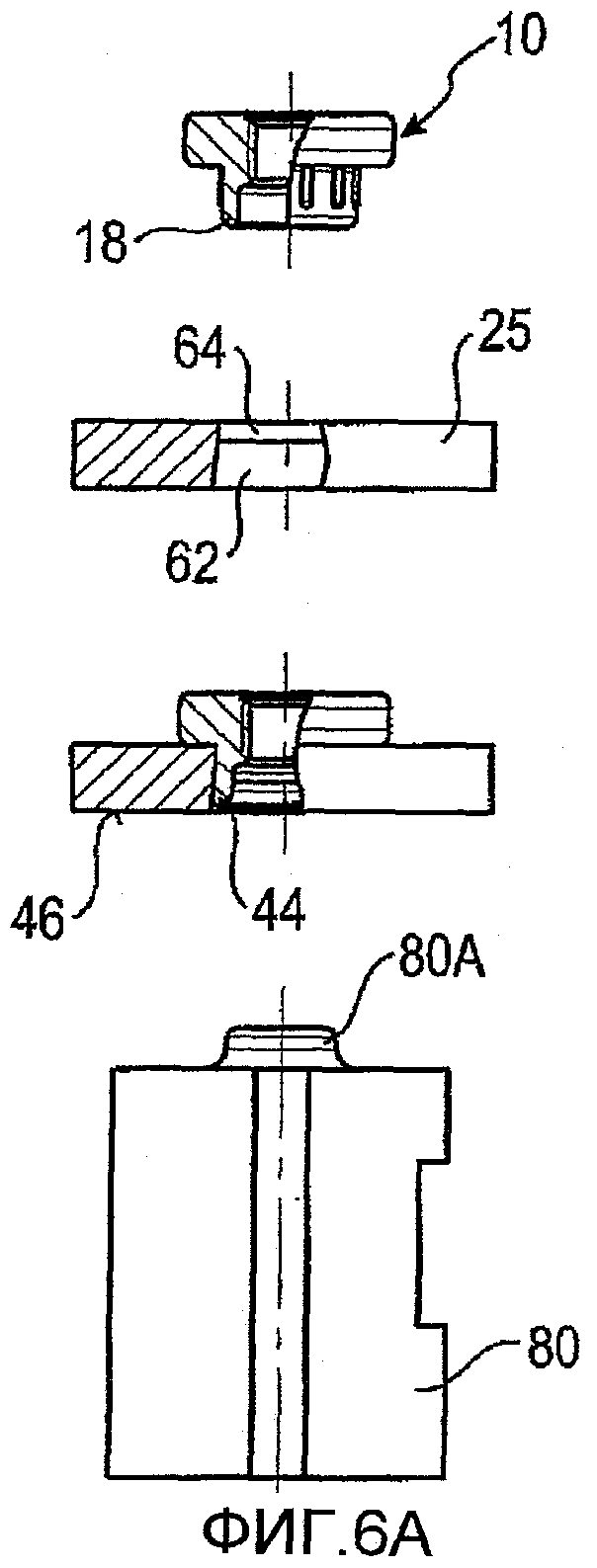
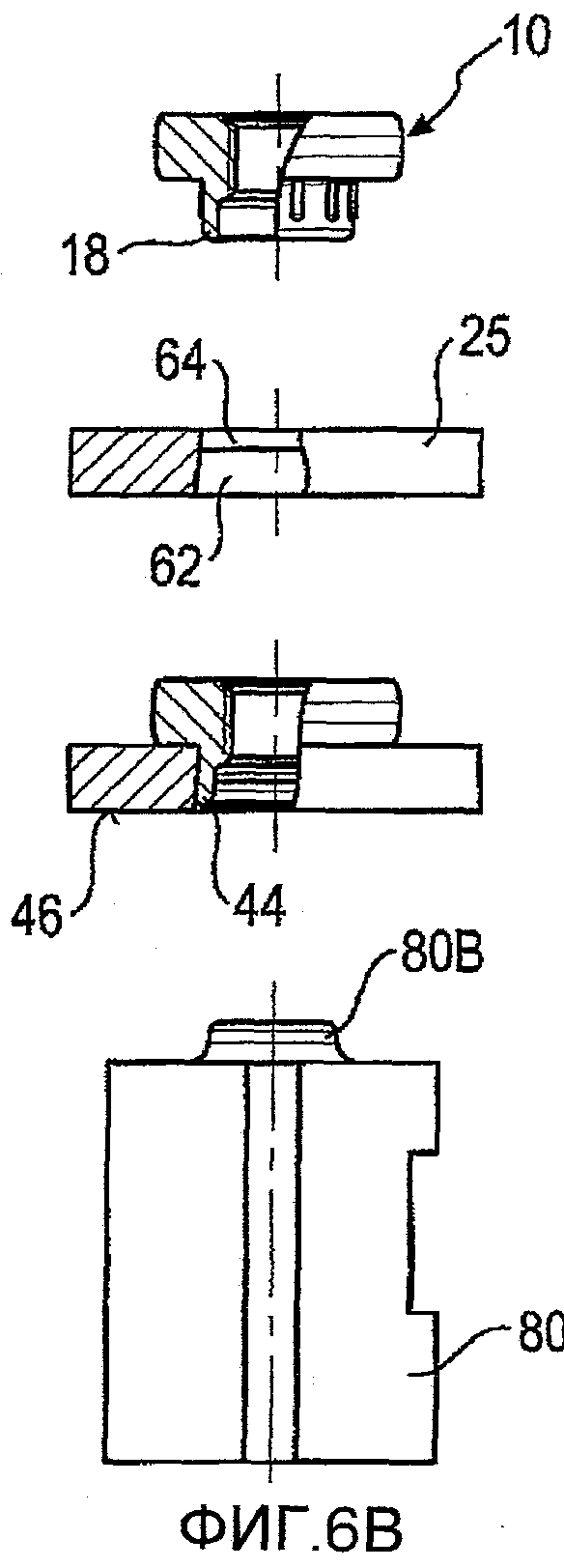
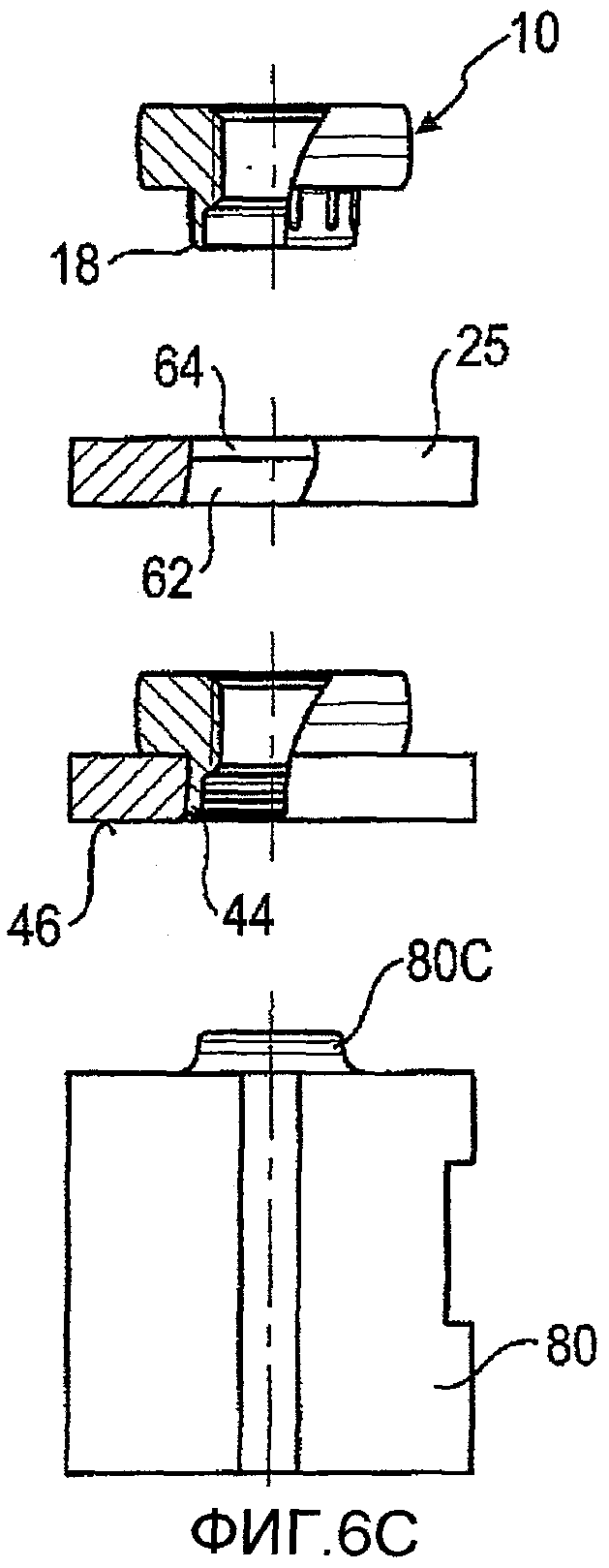
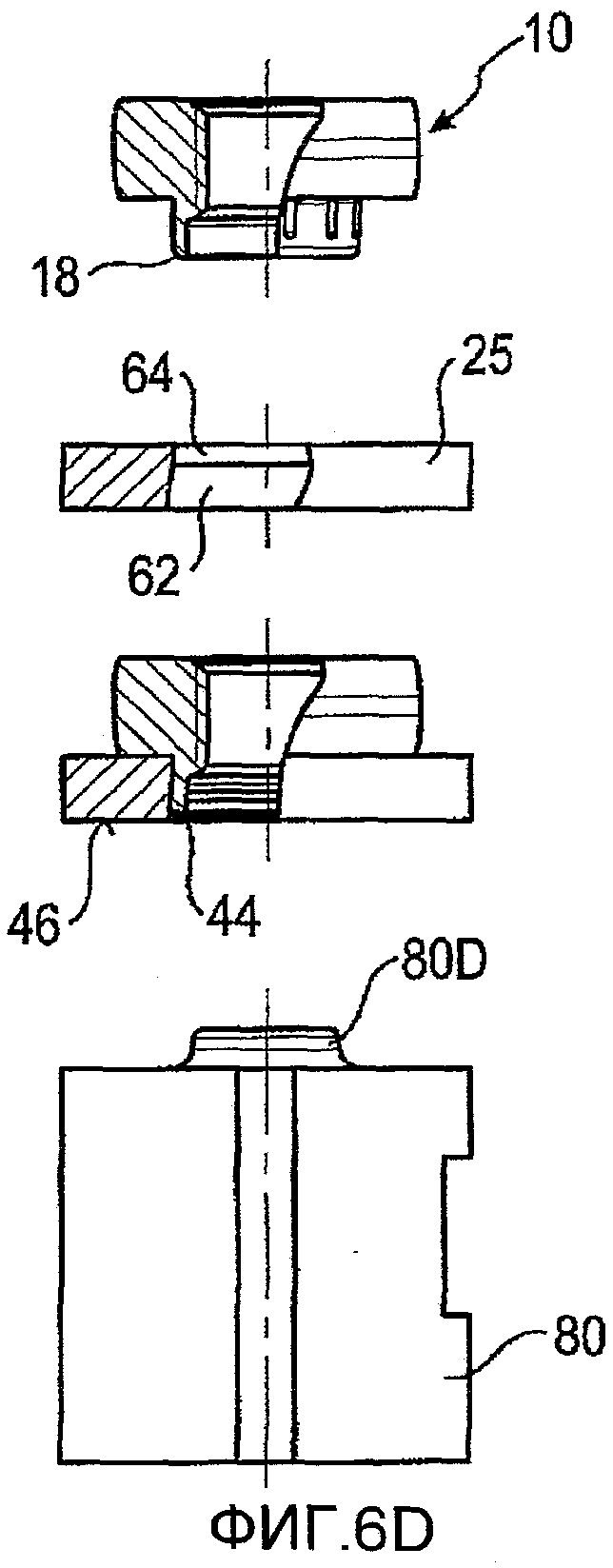
Фиг. 6А-6D - виды, аналогичные видам с Фиг. 4А-4С, но включая стержень пресс-формы, использующийся для этой цели и для размеров резьбы М8 (Фиг. 6А), М10 (фиг. 6В), М12 (Фиг. 6С), М14 (Фиг. 6D); и
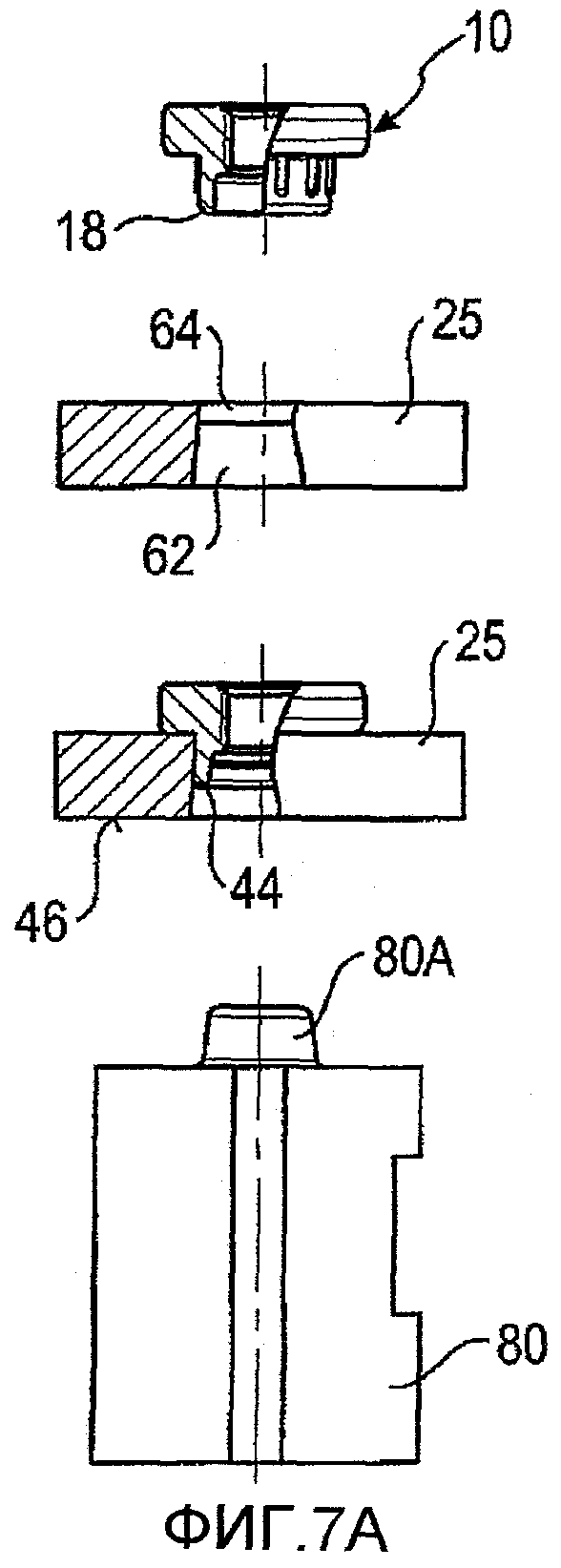
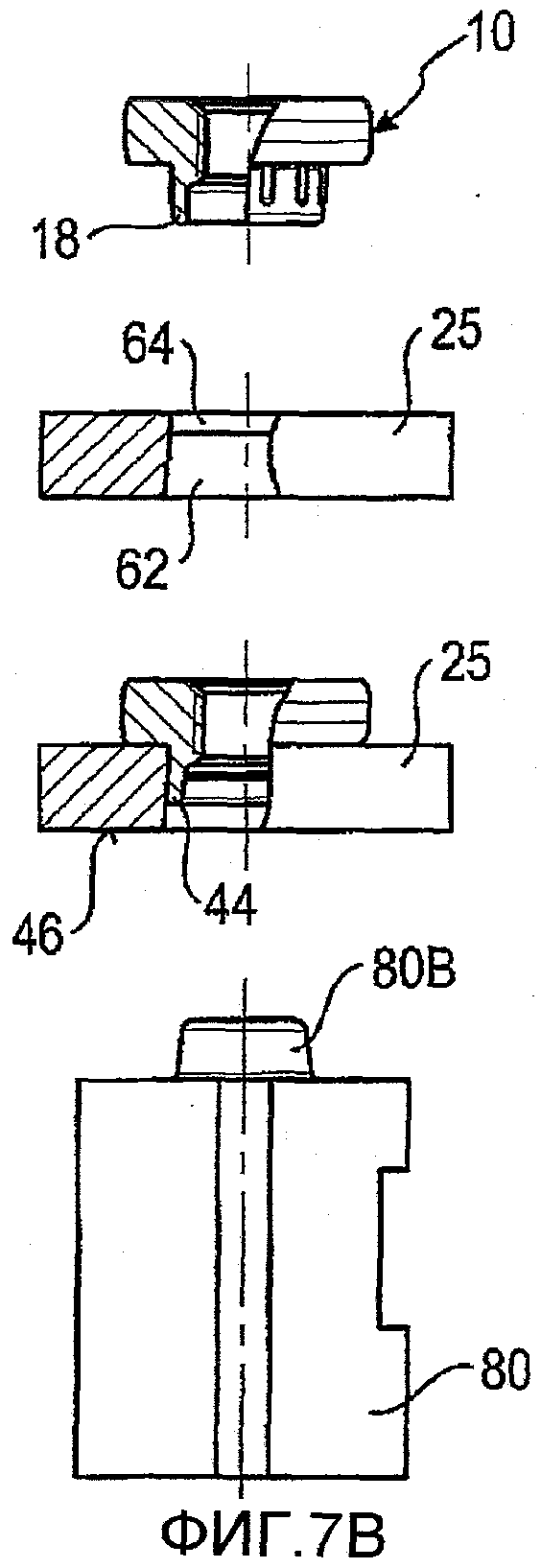
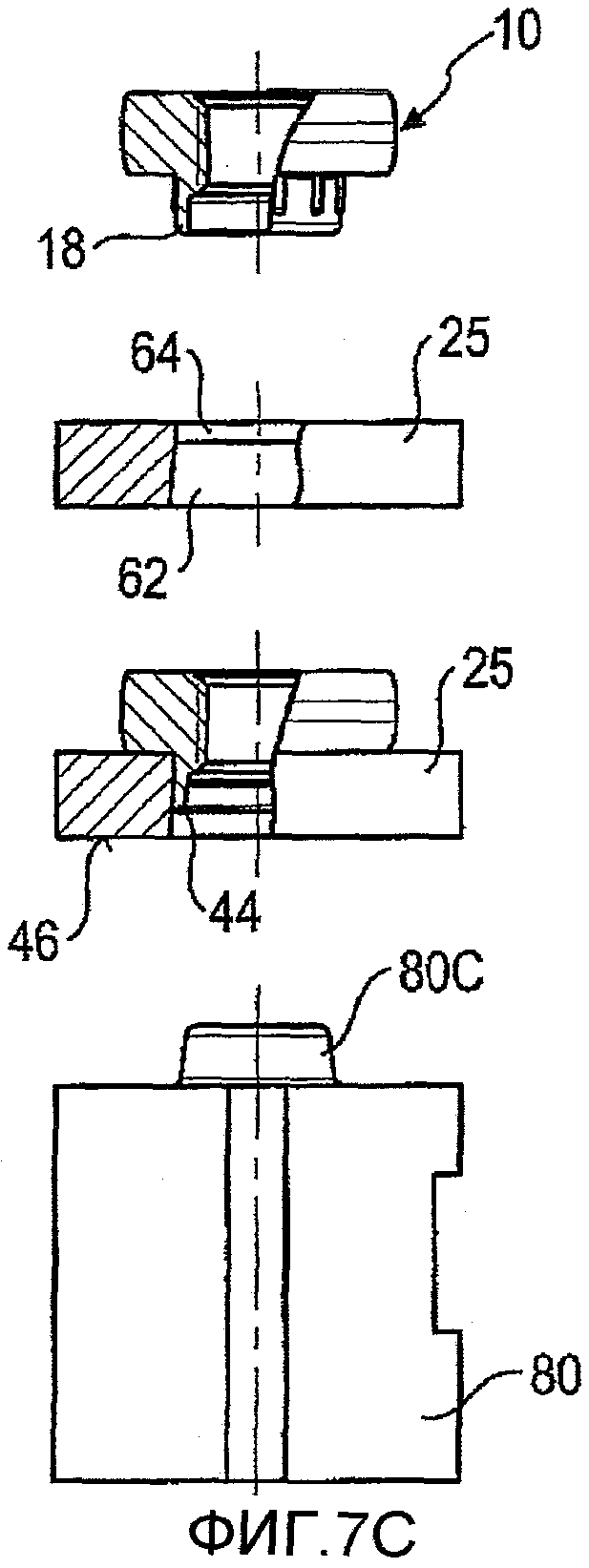
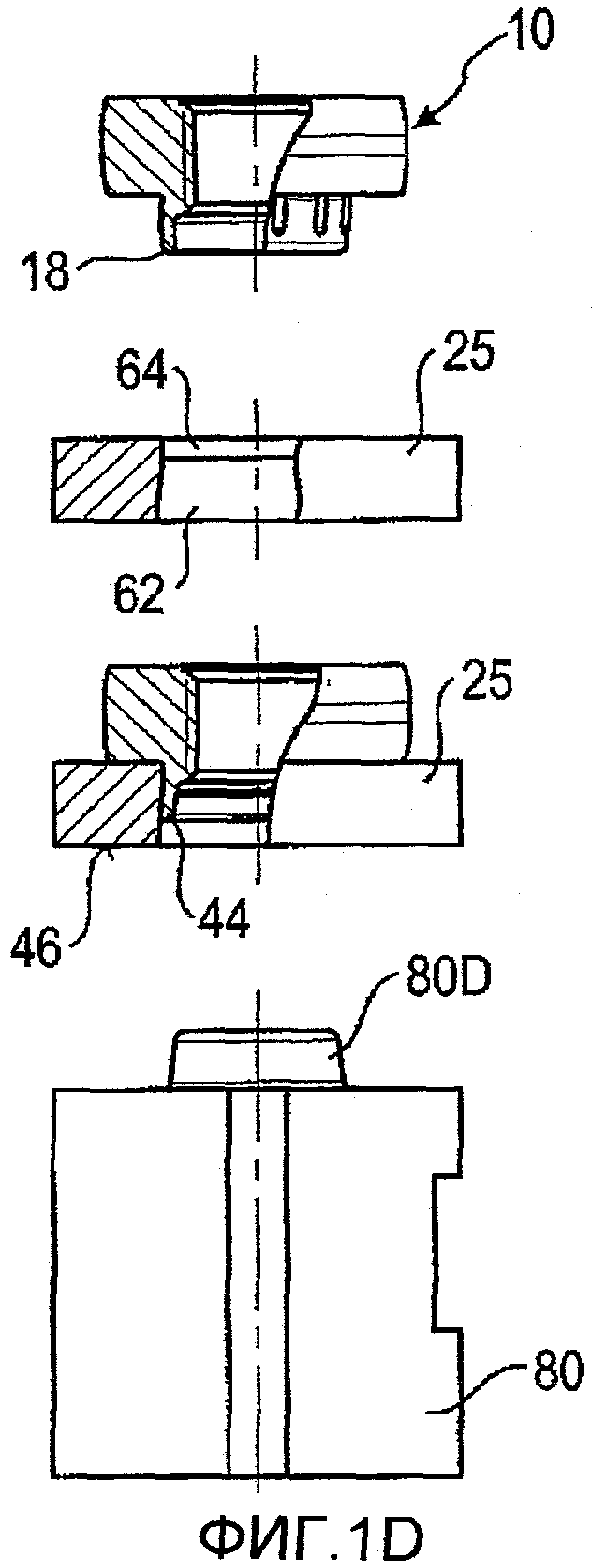
Фиг. 7А-7D - последовательность чертежей, соответствующих Фиг. 6А-6D, но для присоединения крепежного элемента, соответствующего Фиг. 1А-1С, к более толстой части из листового металла, со стержнями пресс-формы, использующимися для этой цели и для размеров резьбы М8 (Фиг. 7А), М10 (фиг. 7В), М12 (Фиг. 7С), М14 (Фиг. 7D).
На Фиг. 1А-1С сначала показан крепежный элемент 10, который имеет фланцевую часть 12 большего диаметра D1 и часть 14 типа вала меньшего диаметра D2, которая отходит от фланцевой части 12 и соединяется на своем конце, удаленном от фланцевой части 12, с цилиндрической заклепочной секцией 18, внешняя сторона 20 которой лежит, по меньшей мере, по существу на одном уровне с внешней стороной части 14 типа вала, т.е. имеет такой же диаметр D2. Сторона фланцевой части, прилегающая к части 14 типа вала, образует контактное плечо 22 из листового металла, и элементы 24, обеспечивающие защиту от вращения, обеспечены на части 14 типа вала. Элементы, обеспечивающие защиту от вращения, также могут быть обеспечены на контактном плече из листового металла (не показано) или как на контактном плече 22 из листового металла, и также на части 14 типа вала, например, с прямоугольной формой или с треугольной формой на виде сбоку.
Крепежный элемент 10 предназначен для использования с элементами из листового металла с толщинами 3 мм и более.
Присоединение относительно тонкой части из листового металла теперь будет описано со ссылкой на Фиг. 2А-2С. Как показано на Фиг. 2А и 2В, часть 25 из листового металла лежит, по меньшей мере, в области 26 присоединения крепежного элемента, в одной плоскости как до, так и после присоединения крепежного элемента.
Показанный здесь крепежный элемент представляет собой гаечный элемент с внутренней резьбой 28. Крепежный элемент дополнительно может также применяться в качестве болтового элемента. В этом случае, часть 14 типа вала будет продлеваться резьбовой частью, и цилиндрическая заклепочная секция затем будет применяться известным образом, по сути, в качестве втулки, аналогично, например, такой, как показана на Фиг.8 патента США № 5251370.
Элементы 24, обеспечивающие защиту от вращения, которые образованы посредством выступов, обеспечивающих защиту от вращения, образуют соответствующие углубления в части из листового металла при присоединении крепежного элемента (как показано на Фиг. 2С). Здесь выступы 24, обеспечивающие защиту от вращения, проходят в осевом направлении вала вдоль части типа вала. Вместо этого, или дополнительно, они могут проходить в радиальных направлениях на контактном плече 22 из листового металла (не показано).
Часть из листового металла, в варианте осуществления, в соответствии с Фиг. 2А-2С, рассматривается в качестве более тонкой части из листового металла и имеет толщину от 3 до 4,5 мм.
Более того, из Фиг. 1А-1С и 2А-2С является очевидным, что фланцевая часть является круглой в поперечном сечении, перпендикулярном к продольной оси, и на виде сверху, при этом фланцевая часть имеет закругленную форму на виде сбоку.
Более того, является очевидным, что крепежный элемент 10 имеет полую часть 14 типа вала, и что центральная резьба 28 проходит через фланцевую часть 12 и часть 14 типа вала, и соединяется посредством конической фаски 34 резьбы и радиального плеча 36 с заклепочной секцией 18.
Узловая сборка, в соответствии с Фиг. 2В и 2С, с более тонкой частью 25 из листового металла выполняется таким образом, что часть из листового металла пробивается пуансоном для изготовления отверстий и стержнем пресс-формы для того, чтобы образовать гладкое, пробитое, цилиндрическое отверстие 40, которое имеет диаметр D2, который соответствует, по меньшей мере, по существу диаметру части 14 типа вала. Для этой цели, часть 25 из листового металла вставляется в пресс между стержнем пресс-формы в нижнем приспособлении пресса и пуансоном в верхнем приспособлении пресса или на промежуточной плите пресса, при этом стержень пресс-формы имеет отверстие с диаметром, который только частично больше, чем диаметр пуансона, который соответствует диаметру D2. Во время смыкания пресса пуансон проходит в часть из листового металла и в пробивающий заготовку выступ, который продавливается через отверстие стержня пресс-формы и отводится. Так как отверстие стержня пресс-формы соответствует, по меньшей мере, по существу внешнему диаметру пуансона и только частично больше, чем он, в части из листового металла появляется цилиндрическое отверстие 40 с гладкими стенками.
Следует также отметить то, что также можно присоединить стержень пресс-формы к промежуточной плите пресса и пуансону в верхнем приспособлении пресса, или присоединить пуансон к нижнему приспособлению пресса, а стержень пресс-формы - над пуансоном, к верхнему приспособлению пресса или к промежуточной плите пресса. Пуансон также может быть присоединен к промежуточной плите пресса, а стержень пресс-формы - к верхнему приспособлению пресса. Более того, существует возможность установки стержня пресс-формы и пуансона в так называемую С-образную конфигурацию и осуществления пробивания части из листового металла с помощью соответствующей гидравлической нагрузки одной или другой части, т.е. стержня пресс-формы или пуансона.
Часть 14 типа вала крепежного элемента 10 продавливается через цилиндрическое отверстие 40, пока контактное плечо 22 из листового металла фланцевой части 12 не будет взаимодействовать с одной стороной 42 части из листового металла, и элементы или выступы 24, обеспечивающие защиту от вращения, не войдут в часть из листового металла. Цилиндрическая заклепочная секция 18 приобретает другую форму посредством подходящего стержня пресс-формы (не показан) заклепочного буртика 44, который взаимодействует со стороной 46 части из листового металла, удаленной от контактного плеча 22 из листового металла.
Присоединение крепежного элемента части из листового металла, как правило, также происходит в прессе. Для этой цели крепежный элемент 12, как правило, размещается на посадочной головке, и склепочная пресс-форма располагается снизу части из листового металла и имеет торцевую поверхность, имеющую форму, соответствующую заклепочному буртику 44 на нижней стороне части из листового металла. Стержень пресс-формы может, например, иметь кольцевую канавку на торцевой поверхности, которая похожа на полукруг в радиальном поперечном сечении, также как заклепочный буртик 44. То есть полукруглая кольцевая канавка на торцевой поверхности стержня пресс-формы окружает выступающую часть, которая в области 46 размещается радиально вовнутрь заклепочного буртика 44 и прилегает к кольцевому плечу 36. Снаружи кольцевой канавки имеется плоская поверхность, которая вступает во взаимодействие с нижней стороной 46 части 25 из листового металла. Следовательно, при смыкании пресса, крепежный элемент перемещается из положения над частью 25 из листового металла таким образом, что часть 14 типа вала крепежного элемента перемещается через отверстие 40 пока заклепочная секция 18 не войдет в контакт с кольцевой канавкой не показанного стержня пресс-формы, и заклепочный буртик не приобретет соответствующую форму. Пресс также оказывает усилие, необходимое для того, чтобы продавить выступы 24, обеспечивающие защиту от вращения, через боковую стенку отверстия, посредством чего соответствующие канавки, проходящие в осевом направлении, образуются на цилиндрической боковой стенке отверстия 40 с помощью выступов 24, обеспечивающих защиту от вращения.
Также здесь стержень пресс-формы может быть присоединен к нижнему приспособлению пресса, а посадочная головка к верхнему приспособлению пресса или к промежуточной плите пресса или, в обратном расположении, посадочная головка может быть присоединена к нижнему приспособлению пресса или к промежуточной плите пресса, тогда как стержень пресс-формы устанавливается на промежуточной плите пресса или на верхнем приспособлении пресса, соответственно. Здесь стержень пресс-формы или посадочная головка также может поддерживаться соответствующим исполнительным устройством С-образной конфигурации.
Когда используется пресс, соответствующие приспособления также могут быть выполнены в качестве последовательных приспособлений, при этом пробивание будет осуществляться в первом положении, а крепежный элемент будет вставляться во втором положении в ранее образованное отверстие. Однако последовательное приспособление также может иметь дополнительные положения, таким образом, дополнительные этапы обработки также могут быть одновременно выполнены в прессе. Устройство такого рода функций такое, что часть из листового металла непрерывно перемещается в прессе, таким образом, для каждого хода пресса обрабатывающие процессы могут выполняться одновременно на полосе из листового металла в каждом рабочем положении пресса. Затем после покидания пресса или на прессе отдельные части из листового металла отделяются одна от другой, т.е. от полосы из листового металла.
Выполнение узловой сборки с частью из листового металла средней толщины теперь будет описано со ссылкой на Фиг. 3А-3С. Здесь крепежный элемент 10 представляет собой тот же самый крепежный элемент, как в предшествующих вариантах осуществления. Одинаковые ссылочные позиции используются для идентичных частей и элементов, и следует понимать, что предшествующее описание в одинаковой мере применяется для частей и элементов с одинаковыми ссылочными позициями, если не подразумевается что-либо другое. В этом варианте осуществления ступенчатое отверстие 50 выполнено в части из листового металла с областью 52 цилиндрического отверстия меньшего диаметра D2, который соответствует, по меньшей мере, по существу диаметру D2 части 14 типа вала, прилегающей к контактному плечу из листового металла, и с частью 54 отверстия большего диаметра. Ступенчатое отверстие 50, например, может быть выполнено с помощью процесса сверления или с помощью процесса выдавливания за два этапа.
Изготовление ступенчатого отверстия, показанного типа, посредством фрезерного инструмента или специального земляного бура, является, по существу, хорошо известным. При изготовлении такого отверстия в процессе выдавливания за два этапа, часть 25 из листового металла сначала пробивается пунсоном для изготовления отверстий и стержнем пресс-формы, как описано выше, при этом часть из листового металла пробивается несколько больше, чем требуется, то есть с диаметром, который частично больше D2, или, как описано ниже, пробивается конически, таким образом, что появляется отклоняющееся коническое отверстие. Затем часть из листового металла обрабатывается в последующем положении обработки вторым пуансоном с одной стороны (нижняя сторона 46 на Фиг. 3) для того, чтобы образовать с помощью второго пуансона область отверстия большего диаметра. Во время этой обработки металл проходит в ранее образованное отверстие, таким образом, диаметр отверстия, в части отверстия меньшего диаметра, уменьшается, предпочтительно, до величины, соответствующей D2.
Затем часть 14 типа вала крепежного элемента 10 продавливается через отверстие 50, как описано для варианта осуществления Фиг. 2А-2С, пока контактное плечо 22 из листового металла фланцевой части 12 не будет взаимодействовать с одной стороной 42 части из листового металла, и элементы или выступы 24, обеспечивающие защиту от вращения, не войдут в часть из листового металла, как обозначено с помощью 30. Цилиндрическая заклепочная секция 18 приобретает другую форму для образования заклепочного буртика 44, который размещается в области 54 отверстия большего диаметра. В этом варианте нижняя сторона 46 листового металла образует плоскую поверхность соединения для дополнительной составной части, то есть заклепочный буртик 44 не выступает снизу нижней стороны 46 листового металла.
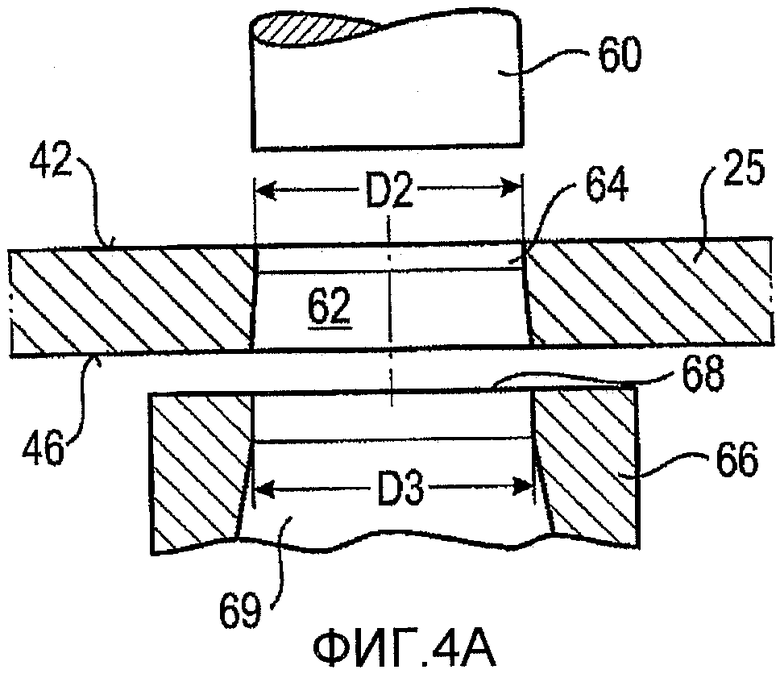
Дополнительный вариант способа выполнения узловой сборки, в соответствии с изобретением, проиллюстрирован на Фиг. 4А-4D. Этот способ может быть использован с более толстыми частями из листового металла или с частями из листового металла средней толщины, при этом здесь показано использование способа с частями из листового металла средней толщины. В этом варианте осуществления часть из листового металла пробивается пунсоном 60 для изготовления отверстий или иным образом для того, чтобы образовать коническое отверстие 62, которое отклоняется в направлении от стороны 46 части 25 из листового металла, прилегающей к контактному плечу 22 из листового металла, к стороне 44, удаленной от него, при этом отверстие 42 имеет диаметр D2 на стороне 64, прилегающей к контактному плечу 22 из листового металла, который соответствует, по меньшей мере, по существу диаметру D2 части 14 типа вала.
Для того чтобы получить это коническое отклоняющееся отверстие 62, здесь используется стержень 66 пресс-формы, который имеет круглое отверстие 68 с диаметром, превышающим диаметр D2 пунсона 60 для изготовления цилиндрических отверстий. Центральный канал 69 стержня пресс-формы ниже отверстия 68 также выполнен коническим (или ступенчатым) для того, что обеспечить возможность пробивающей заготовки проходить насквозь.
Конусность конической отклоняющейся области 62 отверстия в части из листового металла может быть выбрана в пределах требуемых границ с помощью подбора диаметра D3 отверстия 68 стержня пресс-формы, по сравнению с диаметром D1 пуансона. Предпочтительно, стремятся получить прилежащий угол конуса, например, приблизительно, 7°.
Пуансон 60 и стержень 66 пресс-формы, как описано во взаимосвязи с вариантом осуществления Фиг. 2А-2С, могут быть использованы в прессе (в качестве альтернативы этому, С-образная конфигурация также может быть использована), как также описано выше.
Чем больше толщина части из листового металла, тем больше должен быть диаметр D3 отверстия 68 для того, чтобы выполнить отверстие с требуемой конической формой.
При использовании пунсона для изготовления отверстий со стержнем пресс-формы большего диаметра, сначала свободная торцевая поверхность пуансона начинает вырезать пробивающую заготовку из части из листового металла. Как только силы резания превзойдут конкретное значение, материал разрушится таким образом, что коническая пробивающая заготовка выдавится из части из листового металла. Такой тип процесса приводит к ситуации, в которой верхняя область отверстия, как показано с помощью 64, имеет форму кругового цилиндра, соответствующую форме пуансона 60, тогда как в нижней области 62, этого варианта осуществления, отверстие получает требуемую коническую форму.
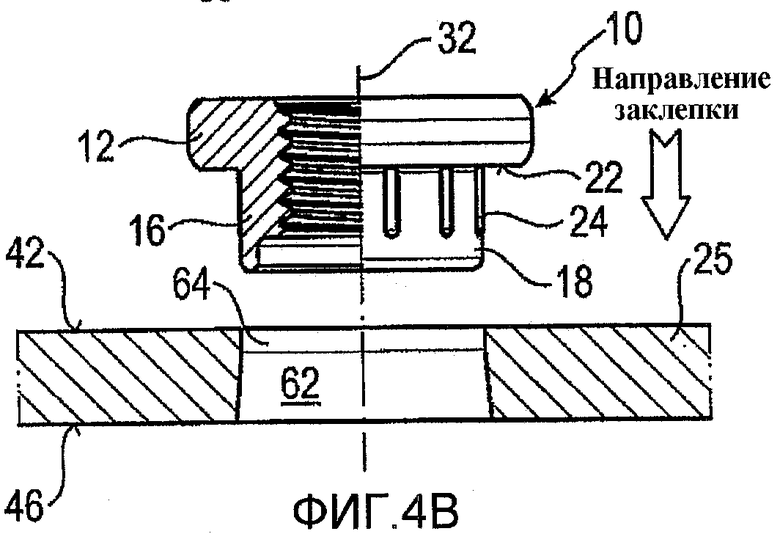
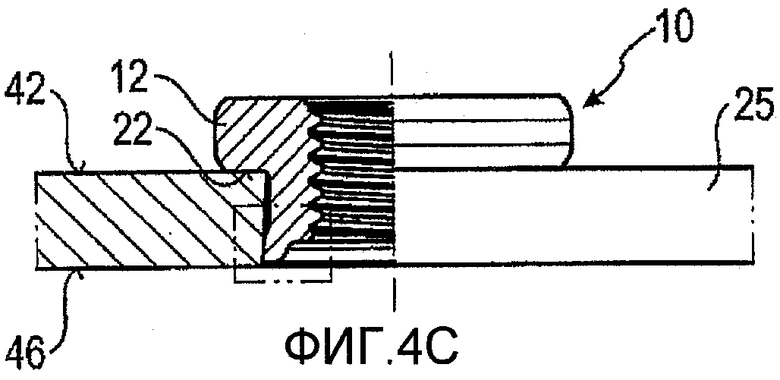
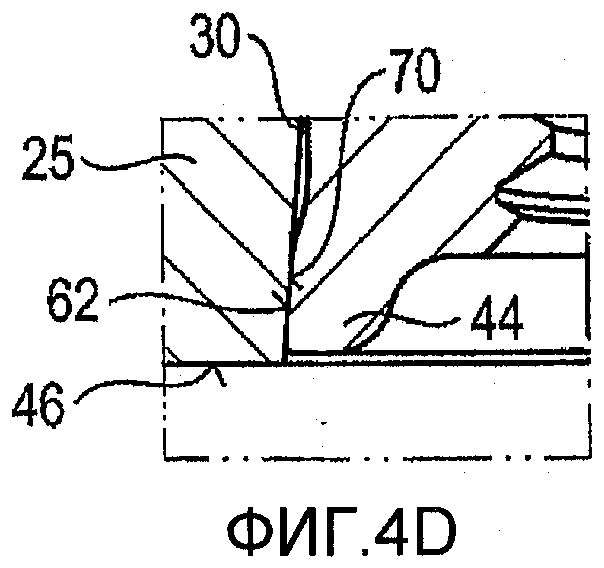
Присоединение крепежного элемента к части из листового металла также осуществляется в прессе, то есть в дополнительном положении того же пресса или в отдельном прессе. Часть 14 типа вала крепежного элемента 10 продавливается через отверстие 62, пока контактное плечо 22 из листового металла фланцевой части 12 не будет взаимодействовать со стороной 42 части 25 из листового металла, и элементы или выступы 24, обеспечивающие защиту от вращения, не войдут в часть 25 из листового металла, как обозначено с помощью 30. Цилиндрическая заклепочная секция 18 приобретает другую форму посредством соответствующего стержня пресс-формы конического заклепочного буртика 44, который закрепляется в коническом отклоняющемся отверстии 62.
Так как заклепочная секция расширяется для образования заклепочного буртика 44, он также получает отклоняющуюся коническую форму на внешней стороне 70, которая сравнима с конической формой отверстия 60. Следует отметить, что заклепочный буртик 44 здесь также полностью взаимодействует над нижней стороной 46 части из листового металла, то есть здесь сторона 46 также образует плоскую сторону резьбового соединения.
В частности, в этом варианте осуществления, предпочтительно, чтобы один и тот же тип крепления мог использоваться с совершенно разными толщинами частей из листового металла без необходимости изменения конструкции крепежного элемента. Просто необходимо подогнать конструкцию стержня пресс-формы к соответствующей толщине части из листового металла. Также стержень пресс-формы должен быть согласован с соответствующим размером резьбы крепежного элемента, то есть с самим крепежным элементом.
Для того чтобы объяснить это место более подробно, сначала делается ссылка на Фиг. 6А-6D, на которых, по существу, показан тот же предмет изучения, как на Фиг. 4В и 4С, но вместе с использующимся соответствующим стержнем 80 пресс-формы. Следует отметить, что, как показано на Фиг. 6С, в соответствии с Фиг. 4С, заклепочный буртик 44 заканчивается непосредственно над нижней стороной 46 части 25 из листового металла. Также следует отметить, из сравнения Фиг. 6А, 6В, 6С и 6D, что стержень пресс-формы соответственно имеет выступающую часть 80А, 80В, 80С и 80D стержня пресс-формы, которая предназначена для загибания буртика, то есть для расширения и деформирования заклепочной секции 18 элемента, при этом выступающая часть 80А стержня пресс-формы согласуется с размером резьбы М8, выступающая часть 80В стержня пресс-формы - с размером резьбы М10, выступающая часть 80С для размера резьбы М12 и стержень 80D пресс-формы - с размером резьбы М14. Однако изобретение никоим образом не ограничивает размер резьбы, а, наоборот, может использоваться со всеми другими размерами резьбы, то есть также с элементами с размерами резьбы М20 и более.
На Фиг. 7 показан тот же способ с более толстой частью из листового металла, где расширенный заклепочный буртик 44 теперь заканчивается значительно выше нижней стороны 46 листового металла, так как здесь часть 25 из листового металла значительно толще, чем часть 25 из листового металла с Фиг. 6А-6D.
Также здесь показаны стержни пресс-формы для размеров резьбы М8, М10, М12 и М14. Следует отметить, что здесь выступающая часть 80А, 80В, 80С и 80D стержня пресс-формы, предположительно, имеет форму, аналогичную форме согласно варианту осуществления с Фиг. 6А-6D, хотя и имеет большую осевую высоту. Таким образом, расширение заклепочной секции крепежного элемента 10 может быть осуществлено требуемым образом и средствами.
В конце концов, на Фиг. 5А-5D показаны стержни пресс-формы, которые используются для размеров резьбы М8, М10, М12 и М14 для того, чтобы образовать заклепочный буртик 44 в пределах области 54 отверстия большего диаметра со ступенчатым отверстием 50. Здесь крепежные элементы подобраны таким образом, чтобы часть 14 типа вала была относительно короткой. Если часть типа вала выполнить более короткой, даже тогда этот вариант осуществления может использоваться с наиболее тонкими листовыми металлами, то есть, например, 3 мм или, частично, больше, например, 4,5 мм толщины, таким образом, можно избежать ситуации, в которой заклепочный буртик выступает за нижнюю сторону 45 части 25 из листового металла. Здесь также показаны стержни пресс-формы для размеров резьбы М8, М10, М12 и М14.
Следует отметить, что указание «более тонкие части из листового металла, части из листового металла средней толщины и толстые части из листового металла» являются относительными указаниями, и что конкретные размеры не могут быть установлены в фиксированном формате, а, наоборот, выбираются в соответствии с конструкцией крепежного элемента. В этой взаимосвязи является важным то, что для одного размера резьбы можно охватить большой диапазон толщин листового металла с помощью одного элемента, например, от 3 мм до 20 мм или более. Таким образом, все-таки можно достичь больших количеств элементов, так что они могут быть изготовлены с выгодной себестоимостью, несмотря на то, что если требуются какие-либо меньшие количества, например, для грузовых автомобилей. Хранение элементов в этом случае также упрощается.
Также следует отметить, что описанные и/или заявленные в настоящей заявке элементы, обеспечивающие защиту от вращения, не нуждаются в осуществлении с помощью выпуклых элементов, но, предпочтительнее, также могут быть осуществлены с помощью углублений на крепежном элементе. В этом случае, крепежный элемент или гаечный элемент должен иметь несколько больший размер относительно отверстия. Сочетание выпуклых и углубленных элементов, обеспечивающих защиту от вращения, также может быть продумано; например, последовательность чередующихся выступов, обеспечивающих защиту от вращения, и углублений, обеспечивающих защиту от вращения, которые расположены по периферии части типа вала и/или на контактном плече из листового металла и, предпочтительно, также как и вышеописанные элементы, обеспечивающие защиту от вращения, располагается на равных интервалах. Общее количество элементов, обеспечивающих защиту от вращения, не является важным. От 2 до 18 и, предпочтительнее, от 3 до 12 элементов, обеспечивающих защиту от вращения, может быть непосредственно предусмотрено вокруг продольной оси крепежного элемента, без ограничения.
Более того, следует отметить, что область применения узловых сборок, заявленных здесь, не ограничивается на производстве грузовых автомобилей, а, наоборот, включает в себя все области, где используются части из листового металла с соответствующими толщинами, которые должны подлежать обеспечению с крепежными элементами.
Во всех вариантах осуществления все материалы могут быть названы как материал для крепежных элементов, который достигает значений прочности класса 8, в соответствии со стандартом ISO или более высоких в контексте холодного деформирования, например сплав 35В2, в соответствии с DIN 1654. Образованные таким образом крепежные элементы подходят, среди прочих вещей, для всех стальных серийных материалов для частей из листового металла, пригодных для глубокой вытяжки и также для алюминия или его сплавов. Для крепежных элементов также могут использоваться алюминиевые сплавы, в частности, которые обладают большей прочностью, например, AlMg5. Также могут быть использованы крепежные элементы из магниевых сплавов более высокой прочности, такие как, например, АМ50.
Настоящее изобретение относится к узловой сборке, состоящей из крепежного элемента и части из листового металла, а также к способу для выполнения такой узловой сборки. Узловая сборка, содержащая крепежный элемент и часть из листового металла, причем крепежный элемент имеет фланцевую часть и часть типа вала, которая отходит от фланцевой части и соединяется на своем конце, с цилиндрической заклепочной секцией, внешняя сторона которой находится вровень с внешней стороной части типа вала, при этом сторона фланцевой части, прилегающая к части типа вала, образует контактирующее с листовым металлом плечо, обеспечивающее защиту от вращения, при этом крепежный элемент выполнен с возможностью использования с частью из листового металла, имеющей толщину 3 мм и более, и часть из листового металла лежит в одной плоскости, в области присоединения крепежного элемента, до и после присоединения крепежного элемента, а контактирующее с листовым металлом плечо лежит на плоской поверхности части из листового металла, причем толщина части из листового соответствует суммарной длине части типа вала и заклепочной секции или превышает ее, и часть из листового металла имеет коническое расходящееся отверстие, которое расходится в направлении от стороны части из листового металла, соответствующей контактирующему с листовым металлом плечу, к стороне, отдаленной от контактирующего с листовым металлом плеча, а цилиндрическая заклепочная секция выполнена с возможностью изменения формы в конический расходящийся заклепочный буртик, который расклинивается в коническом расходящемся отверстии, имеющем длину, превышающую конический расходящийся заклепочный буртик. Таким образом, заявленное изобретение представляет выгодное ценовое решение, даже при небольших количествах, которое может экономично использоваться. 4 н. и 13 з.п. ф-лы, 7ил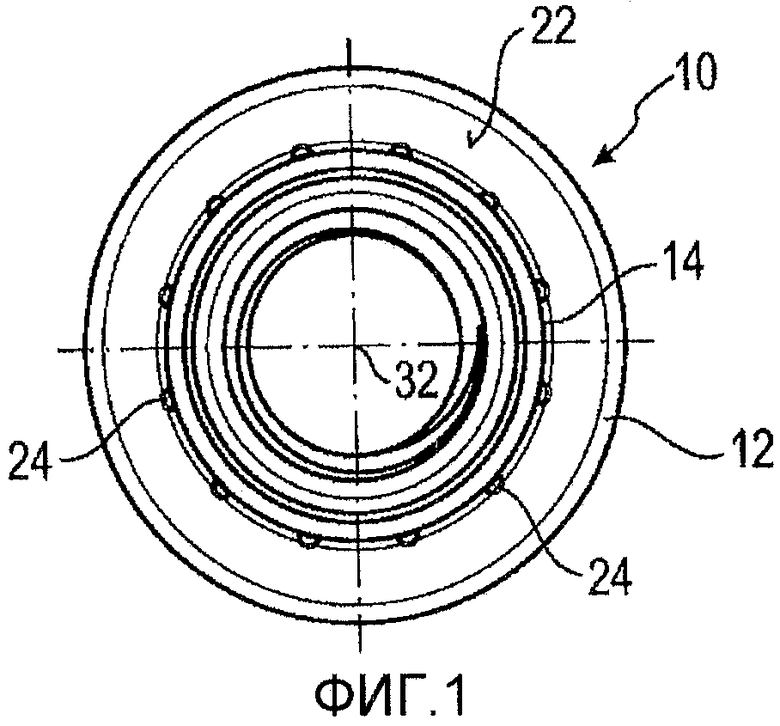
1. Узловая сборка, содержащая крепежный элемент (10) и часть (25) из листового металла, причем крепежный элемент (10) имеет фланцевую часть (12) большего диаметра (D1) и часть (14) типа вала меньшего диаметра (D2), которая отходит от фланцевой части (12) и соединяется на своем конце (16), удаленном от фланцевой части (12), с цилиндрической заклепочной секцией (18), внешняя сторона которой находится, по меньшей мере, по существу вровень с внешней стороной части (14) типа вала, т.е. имеет такой же диаметр (D2), при этом сторона фланцевой части (12), прилегающая к части (14) типа вала, образует контактирующее с листовым металлом плечо (22), и на части (14) типа вала и/или в области контактирующего с листовым металлом плеча (22) выполнены элементы (24), обеспечивающие защиту от вращения, при этом крепежный элемент выполнен с возможностью использования с частью (25) из листового металла, имеющей толщину 3 мм и более, и часть из листового металла лежит в одной плоскости, по меньшей мере, в области присоединения крепежного элемента, до и после присоединения крепежного элемента, а контактирующее с листовым металлом плечо лежит на плоской поверхности части из листового металла, причем толщина части (25) из листового соответствует, по меньшей мере, по существу суммарной длине части (14) типа вала и заклепочной секции (18) или превышает ее, и часть (25) из листового металла имеет коническое расходящееся отверстие (62), которое расходится в направлении от стороны части из листового металла, соответствующей контактирующему с листовым металлом плечу (22), к стороне (42), отдаленной от контактирующего с листовым металлом плеча (22), а цилиндрическая заклепочная секция (18) выполнена с возможностью изменения формы в конический расходящийся заклепочный буртик (44), который расклинивается в коническом расходящемся отверстии (62), имеющем длину, превышающую конический расходящийся заклепочный буртик.
2. Узловая сборка по п.1, в которой крепежный элемент (10) представляет собой гаечный элемент.
3. Узловая сборка по п.1, в которой элементы (24), обеспечивающие защиту от вращения, образованы выступами, обеспечивающими защиту от вращения, которые взаимодействуют с соответствующими углублениями (30), образованными в части из листового материала при присоединении к ней крепежного элемента.
4. Узловая сборка по п.3, в которой выступы (24), обеспечивающие защиту от вращения, проходят в осевом направлении
(32) части (14) типа вала вдоль последней и/или проходят в радиальных направлениях на контактирующем с листовым металлом плече (22).
5. Узловая сборка по п.1, в которой толщина части (25) из листового металла составляет 6,5 мм.
6. Узловая сборка по п.1, в которой фланцевая часть (12) является круглой в радиальном сечении.
7. Узловая сборка по п.9, в которой фланцевая часть (12) имеет закругленную форму на виде сбоку.
8. Узловая сборка по п.1, в которой часть (14) типа вала крепежного элемента (10) выполнена полой и с центральной резьбой (28), проходящей по фланцевой части (12) и части (14) типа вала.
9. Узловая сборка, содержащая крепежный элемент (10) и часть (25) из листового металла, причем крепежный элемент (10) имеет фланцевую часть (12) большего диаметра (D1) и часть (14) типа вала меньшего диаметра (D2), которая отходит от фланцевой части (12) и соединяется на своем конце (16), удаленном от фланцевой части (12), с цилиндрической заклепочной секцией (18), внешняя сторона которой находится, по меньшей мере, по существу вровень с внешней стороной части (14) типа вала, т.е. имеет такой же диаметр (D2), при этом сторона фланцевой части (12), примыкающая к части (14) типа вала, образует контактирующее с листовым металлом плечо (22), и на части (14) типа вала и/или в области контактирующего с листовым металлом плеча (22) выполнены элементы (24), обеспечивающие защиту от вращения, при этом крепежный элемент выполнен с возможностью использования с частью (25) из листового металла, имеющей толщину 3 мм и более, и часть из листового металла лежит в одной плоскости, по меньшей мере, в области присоединения крепежного элемента, до и после присоединения крепежного элемента, а контактирующее с листовым металлом плечо лежит на плоской поверхности части из листового металла, причем толщина части (25) из листового металла соответствует, по меньшей мере, по существу длине части (14) типа вала, и часть (25) из листового металла имеет гладкое, пробитое, цилиндрическое отверстие (40), которое имеет диаметр (D2), соответствующий, по меньшей мере, по существу диаметру (D2) части (14) типа вала, причем цилиндрическая заклепочная секция (18) выполнена с возможностью изменения формы в конический расходящийся заклепочный буртик (44), который взаимодействует со стороной части из листового металла, удаленной от контактирующего с листовым металлом плеча.
10. Узловая сборка, содержащая крепежный элемент (10) и часть (25) из листового металла, причем крепежный элемент (10) имеет фланцевую часть (12) большего диаметра (D1) и часть (14) типа вала меньшего диаметра (D2), которая отходит от фланцевой части (12) и соединяется на своем конце (16), удаленном от фланцевой части (12), с цилиндрической заклепочной секцией (18), внешняя сторона которой находится, по меньшей мере, по существу вровень с внешней стороной части (14) типа вала, т.е. имеет такой же диаметр (D2), при этом сторона фланцевой части (12), прилегающая к части (14) типа вала, образует контактирующее с листовым металлом плечо (22), и на части (14) типа вала и/или в области контактирующего с листовым металлом плеча (22) выполнены элементы (24), обеспечивающие защиту от вращения, при этом крепежный элемент выполнен с возможностью использования с частью (25) из листового металла, имеющей толщину 3 мм и более, и часть из листового металла лежит в одной плоскости, по меньшей мере, в области присоединения крепежного элемента, до и после присоединения крепежного элемента, а контактирующее с листовым металлом плечо лежит на плоской поверхности части (25) из листового металла, а часть (25) из листового металла имеет ступенчатое отверстие (50), включающее в себя цилиндрическую область (52) отверстия, примыкающую к контактирующему с листовым металлом плечу (22), с диаметром (D2), который соответствует, по меньшей мере, по существу диаметру (D2) части (14) типа вала, и длина которого соответствует по существу длине части типа вала, и область (52) отверстия большего диаметра, принимающую заклепочную секцию (18), которая развальцована для образования заклепочного буртика (44).
11. Способ изготовления узловой сборки, содержащей крепежный элемент (10) и часть (25) из листового металла, причем крепежный элемент (10) имеет фланцевую часть (12) большего диаметра (D1) и часть (14) типа вала меньшего диаметра (D2), которая отходит от фланцевой части (12) и соединяется своим концом (16), удаленным от фланцевой части (12), с цилиндрической заклепочной секцией (18), внешняя сторона которой находится, по меньшей мере, по существу, на одном уровне с внешней стороной части (14) типа вала, т.е. имеет такой же диаметр (D2), при этом сторона фланцевой части (12), примыкающая к части (14) типа вала, образует контактирующее с листовым металлом плечо (22), и на части (14) типа вала и/или в области контактирующего с листовым металлом плеча (22) выполнены элементы (24), обеспечивающие защиту от вращения, при этом крепежный элемент выполнен с возможностью использования с частями (25) из листового металла, имеющими толщины 3 мм и более, при этом часть из листового металла лежит в одной плоскости, по меньшей мере, в области присоединения крепежного элемента, до и после присоединения крепежного элемента, причем часть (25) из листового металла имеет толщину, которая соответствует, по меньшей мере, по существу суммарной длине части (14) типа вала и заклепочной секции (18) или превышает ее, при этом согласно способу
выполняют в части (25) из листового металла коническое расширяющееся отверстие (62), которое расходится в направлении от стороны части из листового металла, соответствующей контактирующему с листовым металлом плечу (22), к стороне (42), отдаленной от контактирующего с листовым металлом плеча (22),
вводят цилиндрическую заклепочную секцию (18) в коническое расширяющееся отверстие, и
изменяют форму цилиндрической заклепочной секции на конический расширяющийся заклепочный буртик (44), который расклинивается в коническом расширяющемся отверстии (62).
12. Способ по п.11, согласно которому часть из листового металла пробивают пуансоном (60) для получения конического расширяющегося отверстия (62), имеющего диаметр (D2) со стороны, примыкающей к контактирующему с листовым металлом плечу (22), который соответствует, по меньшей мере, по существу диаметру (D2) части 14 типа вала.
13. Способ по п.11, согласно которому часть (14) типа вала крепежного элемента (10) запрессовывают в отверстие (62) до тех пор, пока контактирующее с листовым металлом плечо (22) фланцевой части (12) не вступит в контакт с одной стороной (42) части (25) из листового металла, а элементы (24), обеспечивающие защиту от вращения, не врежутся в часть (25) из листового металла.
14. Способ по п.11, согласно которому коническое расширяющееся отверстие (62) примыкает к цилиндрической области (64) отверстия, которая выполнена примыкающей к контактирующему с листовым металлом плечу (22).
15. Способ по п.14, согласно которому коническое расширяющееся отверстие (62) и цилиндрическую область получают, используя пуансон (60), имеющий диаметр (D2), соответствующий диаметру части (14) типа вала, в комбинации вырубным штампом (66) большего диаметра (D3) отверстия.
16. Способ по п.11, согласно которому коническое расширяющееся отверстие (62) получают, используя пуансон (60), имеющий диаметр (D2), соответствующий диаметру части (14) типа вала, в комбинации вырубным штампом (66) большего диаметра (D3) отверстия.
17. Способ по п.16, согласно которому коническое расширяющееся отверстие (62) и цилиндрическую область получают, используя пуансон (60), имеющий диаметр (D2), соответствующий диаметру части (14) типа вала, в комбинации вырубным штампом (66) большего диаметра (D3) отверстия.
| US 6318940 B1, 20.11.2001 | |||
| US 5251370, 12.10.1993 | |||
| US 3938239 A1, 17.02.1976 | |||
| US 5528812 A1, 25.06.1996 | |||
| US 20040031551 A1, 19.02.2004 | |||
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЖИДКОСТИ С ИСПОЛЬЗОВАНИЕМ ФИЛЬТРАЦИИ | 2009 |
|
RU2415695C1 |
| US 3535678 A1, 20.10.1970 | |||
| САМОКОНТРЯЩАЯСЯ АНКЕРНАЯ ГАЙКА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2164630C1 |

