as to о J
ладной головки и производственными инструкциями на выполнение заклепочных соединений. Так выступание ступени 5 для заполнения гнезда во втулке должно быть равно 1,2 d. Длина ступени 6 стержня /2 5 выбрана равной 0,4 от диаметра стержня заклепки, т.е. ,,2D, так как в процессе расклепывания заклепки ступень б стержня испытывает нагружение усилием клепки через вкладыш. Длина деформируеИзобретение относится к машиностроению, в частности к заклепкам для высокоресурсных соединений.
Цель изобретения - повышение прочности заклепочного соединения.
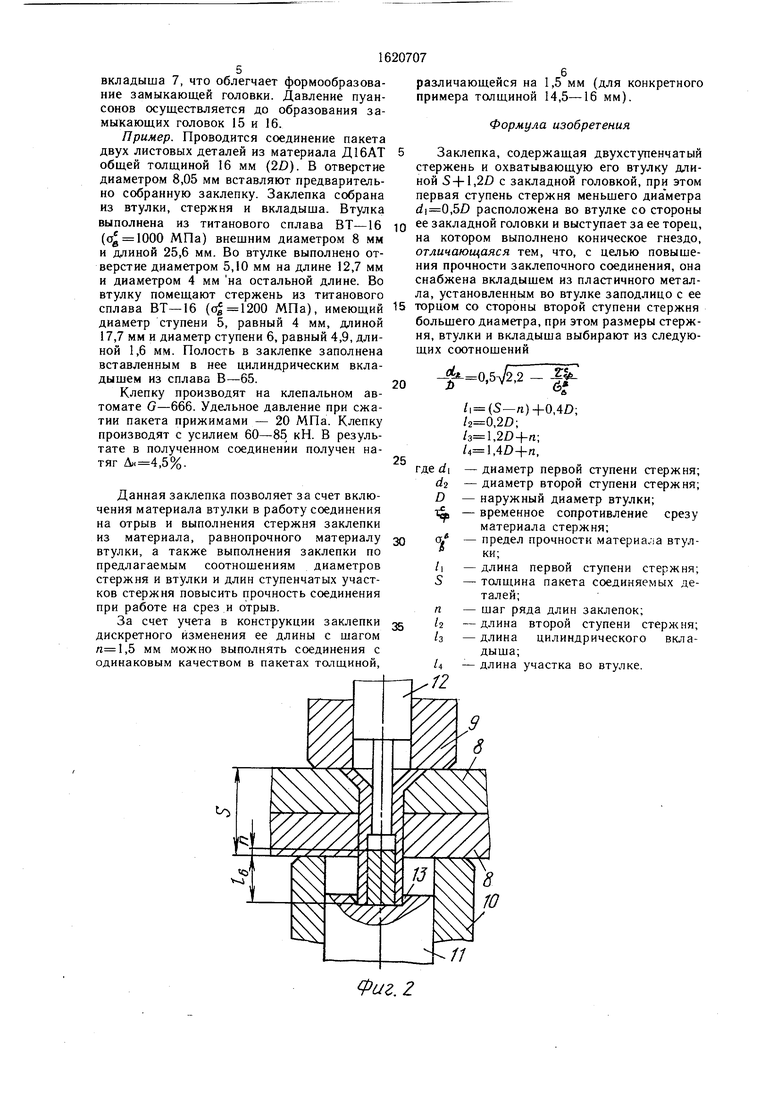
На фиг. 1 представлена заклепка, общий вид; на фиг. 2 - заклепка, установленная в пакет толстостенных деталей перед образованием замыкающих головок; на фиг. 3 - заклепка в момент замыкания объема материала вкладыша; на фиг. 4 - заклепка с 10 мого участка втулки, из которого образу- расклепанными замыкающими головками. ется замыкающая головка, выбрана равной
Заклепка состоит из втулки 1, выполнен- ,2D, следовательно, ,2D, а величина заглубления торца ступени 6 стержня выбрана с учетом шага ряда заклепок п равной .2Ј)+/г.
во втулке выполнено ступенчатым с диа- Отсюда
метром с/2 на длине U и диаметром d на ос-l k- з-/2+l,2di(S-rc)+0,4D;
тальной части втулки. Во втулке размещен двухступенчатый стержень 4, который выполнен со ступенью 5 меньшего диаметра d и ступенью 6 большого диаметра d%. Во вту л- 20 ку также помещен со стороны торца ступени 6 стержня цилиндрический вкладыш 7. Диаметр ступени 5 выбран равным ,5D и обеспечивает (при расклепывании заклепки) радиальную раздачу втулки со стороны закладной головки.
ной с закладной головкой 2, коническим гнездом 3, концентричным отверстию во втулке со стороны закладной головки. Отверстие
+ /2-1.4Я + Я.
Сборку заклепки производят следующим образом.
Во втулку 1 вставляют стержень 4 до упора в ступеньку в отверстии втулки и помещают в полость над торцом ступени 6 стержня вкладыш 7. В качестве материала вкладыша выбран легкий пластичный сплав. Вкладыш вставляют в полость втулки по 25 легкопрессовой осадке. Для постановки в пакет заклепка поступает как единое целое. Стержень заклепки обеспечивает при расклепывании радиальную раздачу втулки, т.е. создает радиальный натяг в пакете соедиВеличина отношения диаметра ступени 6 стержня к наружному диаметру втулки
о я
pLg CL,
определяется из условия обесВо втулку 1 вставляют стержень 4 до упора в ступеньку в отверстии втулки и помещают в полость над торцом ступени 6 стержня вкладыш 7. В качестве материала вкладыша выбран легкий пластичный сплав. Вкладыш вставляют в полость втулки по 25 легкопрессовой осадке. Для постановки в пакет заклепка поступает как единое целое. Стержень заклепки обеспечивает при расклепывании радиальную раздачу втулки, т.е. создает радиальный натяг в пакете соедипечения равнопрочности соединения при ра- 30 няемых деталей. Вкладыш служит для обботе его на отрыв замыкающей головки и на срез. Втулка и стержень выполнены из одного материала.
Усилие, воспринимаемое соединением при его работе на отрыв, равно усилию разрыва втулки в виде полого стержня
Ј - -)).
Усилие, воспринимаемое соединением при его работе на срез, определяется соотноше35
легчения формообразования замыкающей головки заклепки, предотвращения ее скола и в работе соединения не участвует.
Сборка заклепочного соединения производится следующим образом.
Втулку 1 вместе с расположенным в ней стержнем 4 и вкладышем 7 устанавливают в отверстие жесткого пакета толстостенных деталей 8. Пакет помещают между прижимами пресса: верхним 9 и нижним 10, сжимают этими прижимами. Включают рабочий
нием с учетом того, что в заклепке на срез 40 Х°А пуансонов: верхнего 12 и нижнего 11.
работают два элемента - втулка и стержень.
$еЈ), при
(Ј&
,5Ј
(0,75 +0,25тсРс ). При условии равнопрочности
Рср Ротр
и так как 0,6ст/.
°ВА D2- сЈ rf| 0,450Ј02 + 0,2502тср di Н
1
,45+0,25-ff; в
d.
-0,5л&2 fST1
,. - s у л у - Г - ИЛИ
а
Длина /1 ступени 5 стержня с диаметром d определяется из условия создания замыкающей головки во втулке со стороны закПри этом в момент заполнения объема, ограниченного коническим гнездом 3 и верхним пуансоном 12 (для верхней замыкающей головки), материалом стержня, начи- . нается совместная осадка втулки 1 и размещенного в ней вкладыша нижним пуансоном 11 с деформированием торца втулки заклепки лункой 13. При этом на нижней границе пакета ,14 происходит перехват радиальной деформации втулки материалом пз- 50 кета. Вкладыш и стержень заклепки оказываются в замкнутом объеме, ограниченным сверху торцом пуансона 12, сбоку - внутренней поверхностью отверстия во втулке, а снизу - лункой 13 обжимки 11. Дальнейшее
увеличение усилия расклепывания приводит
,2- &&- 55 к радиальной деформации втулки. Причем 1б дополнительный участок втулки деформируется как тонкостенная оболочка, нагруженная внутренним растягивающим давлением, создаваемым несжимаемым материалом
ладной головки и производственными инструкциями на выполнение заклепочных соединений. Так выступание ступени 5 для заполнения гнезда во втулке должно быть равно 1,2 d. Длина ступени 6 стержня /2 выбрана равной 0,4 от диаметра стержня заклепки, т.е. ,,2D, так как в процессе расклепывания заклепки ступень б стержня испытывает нагружение усилием клепки через вкладыш. Длина деформируемого участка втулки, из которого образу- ется замыкающая головка, выбрана равной
l k- з-/2+l,2di(S-rc)+0,4D;
+ /2-1.4Я + Я.
Сборку заклепки производят следующим образом.
Во втулку 1 вставляют стержень 4 до упора в ступеньку в отверстии втулки и помещают в полость над торцом ступени 6 стержня вкладыш 7. В качестве материала вкладыша выбран легкий пластичный сплав. Вкладыш вставляют в полость втулки по легкопрессовой осадке. Для постановки в пакет заклепка поступает как единое целое. Стержень заклепки обеспечивает при расклепывании радиальную раздачу втулки, т.е. создает радиальный натяг в пакете соединяемых деталей. Вкладыш служит для обняемых деталей. Вкладыш служит для об
легчения формообразования замыкающей головки заклепки, предотвращения ее скола и в работе соединения не участвует.
Сборка заклепочного соединения производится следующим образом.
Втулку 1 вместе с расположенным в ней стержнем 4 и вкладышем 7 устанавливают в отверстие жесткого пакета толстостенных деталей 8. Пакет помещают между прижимами пресса: верхним 9 и нижним 10, сжимают этими прижимами. Включают рабочий
Х°А пуансонов: верхнего 12 и нижнего 11.
вкладыша 7, что облегчает формообразование замыкающей головки. Давление пуансонов осуществляется до образования замыкающих головок 15 и 16.
Пример. Проводится соединение пакета двух листовых деталей из материала Д16АТ общей толщиной 16 мм (2D). В отверстие диаметром 8,05 мм вставляют предварительно собранную заклепку. Заклепка собрана из втулки, стержня и вкладыша. Втулка выполнена из титанового сплава ВТ-16 (Og 1000 МПа) внешним диаметром 8 мм и длиной 25,6 мм. Во втулке выполнено отверстие диаметром 5,10 мм на длине 12,7 мм и диаметром 4 мм на остальной длине. Во втулку помещают стержень из титанового сплава ВТ-16 (оЈ 1200 МПа), имеющий диаметр ступени 5, равный 4 мм, длиной 17,7 мм и диаметр ступени 6, равный 4,9, длиной 1,6 мм. Полость в заклепке заполнена вставленным в нее цилиндрическим вкладышем из сплава В-65.
Клепку производят на клепальном автомате G-666. Удельное давление при сжатии пакета прижимами - 20 МПа. Клепку производят с усилием 60-85 кН. В результате в полученном соединении получен натяг ,5%.
Данная заклепка позволяет за счет включения материала втулки в работу соединения на отрыв и выполнения стержня заклепки из материала, равнопрочного материалу втулки, а также выполнения заклепки по предлагаемым соотношениям диаметров стержня и втулки и длин ступенчатых участков стержня повысить прочность соединения при работе на срез и отрыв.
За счет учета в конструкции заклепки дискретного изменения ее длины с шагом ,5 мм можно выполнять соединения с одинаковым качеством в пакетах толщиной,
различающейся на 1,5 мм (для конкретного примера толщиной 14,5-16 мм).
Формула изобретения
Заклепка, содержащая двухступенчатый стержень и охватывающую его втулку длиной 5 + 1,21) с закладной головкой, при этом первая ступень стержня меньшего диа метра ,5Z) расположена во втулке со стороны
Q ее закладной головки и выступает за ее торец, на котором выполнено коническое гнездо, отличающаяся тем, что, с целью повышения прочности заклепочного соединения, она снабжена вкладышем из пластичного металла, установленным во втулке заподлицо с ее
торцом со стороны второй ступени стержня большего диаметра, при этом размеры стержня, втулки и вкладыша выбирают из следующих соотношений
20
,572,2 -
d2 D
Ъ
0
От -
/, 5
п
/2 /3
/i(S-rc)+0,4D; ,2D; , ,,
-диаметр первой ступени стержня;
-диаметр второй ступени стержня;
-наружный диаметр втулки;
-временное сопротивление срезу материала стержня;
предел прочности материала втулки;
-длина первой ступени стержня;
-толщина пакета соединяемых деталей;
-шаг ряда длин заклепок;
-длина второй ступени стержня;
-длина цилиндрического вкладыша;
-длина участка во втулке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заклепка | 1988 |
|
SU1545013A1 |
| Заклепка | 1986 |
|
SU1350386A1 |
| Стержневая заклепка | 1988 |
|
SU1636607A1 |
| Способ клепки | 1985 |
|
SU1359051A1 |
| Способ клепки | 1990 |
|
SU1696081A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Способ клепки | 1987 |
|
SU1447514A1 |
| Способ ремонта заклепочного соединения с потайной головкой | 1988 |
|
SU1532177A1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2049593C1 |
| Заклепка | 1987 |
|
SU1439307A1 |

Изобретение относится к машинострое нию, в частности к заклепкам для высокоресурсных соединений Цель изобретения - повышение прочности заклепочного соети- нения Заклепка содержит втулку 1 и раз мещенные в ней стержень 4 и вкладыш ™ Втулка 1 выполнена с закладной голлвкой 2 с коническим гнездом 3 и со с.уптчгтым отверстием в ней Стержень 4 выполнен со ступенью 5 меньшего диаметра и ступенью 6 большего диаметра, которая утоплена во втулку ниже уровня пакета соединяемых деталей Вкладыш 7 размещен во втулке под ступенью 6 стержня. Заклепку устанавливают в отверстия соединяемых деталей, которые сжимают прижимами пресса Замыкающие головки образуются пуансонами, причем нижний пуансон имеет для деформирования торца втулки заклепки Материал стержня и вкладыша оказывается в замкнутом объеме межд гпянсонами Происходит деформация стержня, втулки и вкладыша Вктадыш выполняет Цнкцию активно деформирующего элемента облег формообразование замыкающей ютов кн заклепки Образуется радиальный натяг Замыкающая юловк заклепки обратится из материала и вкла шша, за счет чего увеличивается прочность соединения 4 ил (О (Л
Фиг. 2
фиг.з
16
Фиг А
| Заклепка | 1986 |
|
SU1350386A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
