Изобретение относится к обработке металлов давлением, а именно к способам изготовления фланцевых гаек с полым цилиндрическим подголовком.
Известен способ изготовления фланцевых гаек, при котором на первой позиции заготовку осаживают с выравниванием торцов, на второй позиции заготовку осаживают, формируя шестигранник, на третьей позиции на одном торце выполняют набор металла конической формы, затем переносят заготовку на четвертую позицию с переворотом на 180o и формируют осадкой фланец, расширяющий конический участок в диаметральном направлении, одновременно выполняя на торцах наружные и внутренние фаски и наметки отверстия, которое пробивают на последней позиции (Япония (B2) 57 25295, кл. B 21 K 1/70).
Недостатками данного способа являются:
низкая стойкость инструмента при формообразовании шестигранника методом закрытой осадки при использовании высокопрочных сталей;
низкая стойкость инструмента на 4 позиции при осадке фланца из-за дополнительного упрочнения материала на предыдущей позиции при наборе конической формы заготовки;
накопление деформации на 3 и 4 позиции приводит к уменьшению ресурса пластичности материала и как следствие к трещинообразованию на боковой поверхности фланца.
Наиболее близким техническим решением является способ изготовления самоконтрящейся гайки, заключающийся в отрезке заготовки круглого сечения, выравнивании торцов на первой позиции, в закрытой осадке шестигранника с оформлением предварительной наметки на одном торце, а на противоположном - выдавливание цилиндрического подголовка, а между ними предварительный набор металла под последующее выдавливание фланца, в обратном выдавливании полости со стороны торца цилиндрического подголовка с одновременным круговым боковым выдавливанием фланца и окончательном калибровании предварительно выполненной наметки со стороны торца шестигранника для последующей пробивки отверстия, которое выполняется на последней позиции [1]
Недостатками известного решения являются:
низкая стойкость инструмента на второй позиции при одновременном выдавливании цилиндрического подголовка, предварительном наборе металла под выдавливание фланца и закрытой осадке заготовки;
низкое качество заполнения шестигранника по диаметру описанной окружности при использовании высокопрочных сталей;
образование трещин на фланце на третьей позиции.
Изобретение решает задачу повышения качества деталей, а именно гарантированного заполнения шестигранника по диаметру описанной окружности и исключения образования трещин на фланце, а также повышения стойкости инструмента.
Поставленная задача решена тем, что в способе изготовления многогранных гаек с фланцем и полым цилиндрическим подголовком, включающем отрезку круглой заготовки, выравнивание торцов, выдавливание фланца, оформление цилиндрического подголовка и многогранника и пробивку отверстия под резьбу, полый цилиндрический подголовок выдавливают одновременно с получением со стороны противоположного торца участка цилиндрической формы, из которого после параллельного переноса заготовки на другую позицию выдавливают многогранник, после чего на следующей позиции после параллельного переноса выдавливают фланец и оформляют наметки под пробивку отверстия с торцов многогранника и цилиндрического подголовка, а пробивку отверстия под резьбу производят после поворота заготовки на 180o, при этом диаметр исходной заготовки и диаметр перехода под выдавливание многогранника выбирают из условия
D1= (0,94-0,96)D2
D3= (1,09-1,13)S,
где D1 диаметр исходной заготовки;
D2 наружный диаметр полого цилиндрического подголовка гайки;
D3 диаметр перехода под выдавливание многогранника;
S размер гайки под "ключ".
На чертеже представлен технологический процесс изготовления гайки.
Способ осуществляют следующим образом.
Многогранную гайку M10 x 1,25 изготавливают на холодновысадачном автомате М16Г. От бунта легированной стали 20Г2Р отрезают мерную заготовку, на первой позиции производят выравнивание торцов с оформлением одного торца по радиусу R, затем заготовку переносят на вторую позицию с поворотом на 180o, где выдавливают полый цилиндрический подголовок с одновременным получением со стороны противоположного торца заготовки участка цилиндрической формы, затем заготовку параллельно переносят на третью позицию и, опирая дном ранее полученной полости подголовка, на поддерживающий пуансон выдавливают многогранник, на следующую позицию заготовку переносят параллельно, где выдавливают фланец и окончательно оформляют наметки под пробивку отверстия, на последнюю позицию заготовку переносят с поворотом на 180o, где пробивают отверстие.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2194593C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 1997 |
|
RU2122917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК САМОКОНТРЯЩИХСЯ ГАЕК С НЕЙЛОНОВЫМ КОЛЬЦОМ И ФЛАНЦЕМ | 2003 |
|
RU2254199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2185916C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2084305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 2000 |
|
RU2191088C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ | 1995 |
|
RU2071863C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА НАКОНЕЧНИКА ТОРМОЗНОГО ШЛАНГА | 2010 |
|
RU2428273C1 |
Изобретение относится к обработке металлов давлением, а именно к способам изготовления фланцевых гаек с полым цилиндрическим подголовком. Изобретение решает задачу повышения качества деталей, а именно гарантированного заполнения шестигранника по диаметру описанной окружности и исключения образования трещин на фланце, а также повышения стойкости инструмента. Сущность изобретения: в способе изготовления многогранных гаек с фланцем и полым цилиндрическим подголовком, заключающемся в отрезке круглой заготовки, выравнивании торцов на первой позиции, выдавливании фланца и пробивке отверстия, на второй позиции выдавливают полый цилиндрический подголовок с одновременным получением со стороны противоположного торца заготовки участка цилиндрической формы, затем заготовку параллельно переносят на следующую позицию и выдавливают многогранник. На следующую позицию заготовку переносят параллельно, где выдавливают фланец и оформляют наметки под пробивку отверстия с торцов многогранника и цилиндрического подголовка, на окончательную позицию заготовку переносят с поворотом на 180o, где производят пробивку отверстия под резьбу, 1 ил.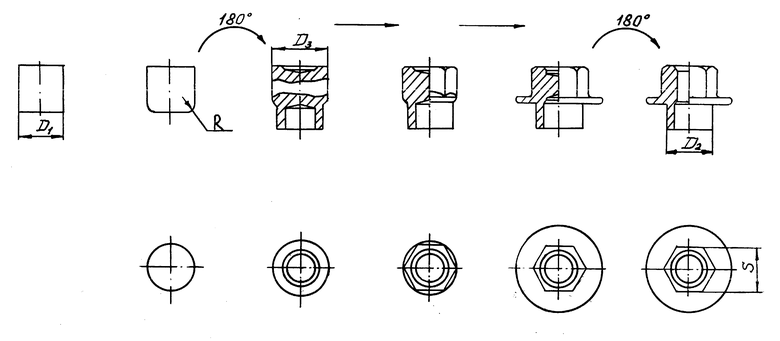
Способ изготовления многогранных гаек с фланцем и полым цилиндрическим подголовком, включающий отрезку круглой заготовки, выравнивание торцов, выдавливание фланца, оформление цилиндрического подголовка и многогранника и пробивку отверстия под резьбу, отличающийся тем, что полый цилиндрический подголовок выдавливают одновременно с получением со стороны противоположного торца участка цилиндрической формы, из которого после параллельного переноса заготовки на другую позицию выдавливают многогранник, после чего на следующей позиции после параллельного переноса выдавливают фланец и оформляют наметки под пробивку отверстия с торцов многогранника и цилиндрического подголовка, а пробивку отверстия под резьбу производят после поворота заготовки на 180o, при этом диаметр исходной заготовки и диаметр перехода под выдавливание многогранника выбирают из условия
D2 (0,94 0,96)D2;
D3 (0,09 1,13)S,
где D1 диаметр исходной заготовки, мм;
D2 наружный диаметр полого цилиндрического подголовка гайки, мм;
D3 диаметр перехода под выдавливание многогранника, мм;
S размер гайки под ключ, мм.
| JP, заявка, 5-25577, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
