Изобретение касается способа изготовления гибридного бесконечного профиля высокой жесткости.
В прошлом были найдены различные технологические способы изготовления волокнистых композитных материалов. Это, с одной стороны, способы высокого давления, в частности литье под давлением, экструзия, а также выдавливание, а с другой стороны, способы низкого давления, такие как, например, метод RTM (Resin Transfer Molding - инжекция смолы в закрытую форму) и автоклавный метод. В то время как способы высокого давления отличаются, в частности, возможными благодаря им высокими скоростями производства, способами низкого давления могут изготавливаться конструктивные элементы с очень высокими параметрами механической прочности. Обеспечение таких свойств конструктивных элементов способами высокого давления невозможно или, соответственно, возможно только со значительными затратами. В способах низкого давления недостатком является необходимое долгое время отверждения применяемых в них полимерных материалов, так как это сокращает объемы выпуска продукции и вместе с тем повышает затраты на изготовление таких конструктивных элементов. Поэтому при сравнении известных в уровне техники способов можно констатировать, что требование крупносерийного производства, с одной стороны, и потребность в очень высокой механической нагрузочной способности изготовленных конструктивных элементов, с другой стороны, взаимно исключаются. При способах низкого давления из-за параметров времени отверждения применяемых систем дуропластичных смол продолжительность охлаждения, определяющая время цикла, существенно больше, чем у термопластов, которые могут перерабатываться способами высокого давления. Кроме того, способы низкого давления требуют, как правило, прерывистого изготовления, которое также негативно сказывается на стоимости производства.
В основу изобретения положена задача создания способа, с помощью которого могут изготавливаться с высокой скоростью производства структурные профили с высокой нагрузочной способностью.
В соответствии с изобретением эта задача решается с помощью способа изготовления гибридного бесконечного профиля высокой жесткости, при котором содержащей усиливающие волокна ровнице придают профилированную форму, после чего профилированную ровницу покрывают в ходе процесса экструдирования слоем полимерного материала.
В соответствии с изобретением экструдируется, как правило, термопластичный слой полимерного материала, причем механическая прочность профиля обеспечивается содержащей усиливающие волокна профилированной ровницей, которая покрывается экструдированным полимерным материалом, предпочтительно полностью. В качестве усиливающих волокон применяются предпочтительно стекловолокна и/или углеродные волокна. При этом ровница, как правило, применяется также в виде бесконечного продукта, так что образуемый с помощью ровницы усиливающий слой пригоден для изготовления бесконечного профиля. «Бесконечный» означает, что длина соответствующего предмета во много раз больше, чем другие его размеры, так что возможен непрерывный технологический процесс. С помощью предлагаемого изобретением технического решения возможно взаимное комбинирование высоких скоростей производства, которые возможны благодаря процессу экструдирования, и высокой механических нагрузочной способности изготовленных при этом конструктивных элементов.
Предпочтительно применяется ровница, которая наряду с усиливающими волокнами содержит также полимерные волокна. У такой гибридной ровницы полимерные волокна могут также обладать термопластичными свойствами. В одном из предпочтительных вариантов осуществления изобретения эти полимерные волокна в процессе изготовления по меньшей мере частично расплавляются, чтобы повысить жесткость ровницы во время профилирования. Это может быть реализовано, например, за счет того, что во время процесса профилирования слоя ровницы одновременно происходит подогрев ровницы.
Предпочтительно применяется ровница, волокна которой перекрещиваются, например плетеная ровница. Такая ровница может представлять собой ткань. В частности, волокна могут быть ориентированы друг относительно друга таким образом, чтобы они вместе образовывали зигзагообразную структуру. Благодаря этому ровница обладает поверхностным переплетением, которое в плоскости поверхности в любых направлениях может подвергаться высоким нагрузкам, благодаря чему также возможна ее обработка очень простым способом. Кроме того, образующий оболочку ровницы слой полимерного материала также может содержать усиливающие волокна, например стекловолокна и/или углеродные волокна, чтобы еще больше повысить прочность гибридного бесконечного профиля.
Профилирование ровницы может, например, осуществляться в устройстве для формования. В этом случае, как правило, из ровницы получается открытый профиль. Альтернативно этому возможно, однако, чтобы профилирование ровницы осуществлялось путем нанесения ее на экструдированный профиль из полимерного материала, предпочтительно путем наматывания или наплетания. В этом случае имеется по меньшей мере трехслойная конструкция, включающая в себя расположенный внутри экструдированный профиль, слой ровницы в качестве промежуточного слоя и оболочку из слоя полимерного материала в качестве наружного слоя. Соответственно в данном случае образуемый ровницей слой профиля является замкнутым. При этом в данном случае, как правило, достаточно, чтобы при необходимости требуемый для расплавления термопластичных волокон в ровнице подогрев ровницы осуществлялся посредством поверхностного контакта с еще теплым экструдированным профилем из полимерного материала. По одному из особых вариантов осуществления изобретения экструдированный профиль из полимерного материала также содержит усиливающие волокна, например стекловолокна и/или углеродные волокна, при этом здесь возможно применение коротких волокон и/или бесконечных волокон.
Предлагаемый изобретением гибридный бесконечный профиль может быть выполнен как в виде открытого профиля, так и в виде замкнутого профиля. В принципе, с помощью предлагаемого изобретением способа возможна реализация самых разнообразных геометрий.
Предметом изобретения является также гибридный бесконечный профиль высокой жесткости по п.10 формулы изобретения. Предпочтительные варианты осуществления этого профиля описаны в зависимых пп.11-14 формулы изобретения.
Особыми областями применения предлагаемого изобретением технического решения являются, например, рамы устройств охлаждения, покрывающие профили, планки ручек, грузовое автомобилестроение, самолетостроение, рамные профили для климатического оборудования, оконные профили, системы канализационных труб и автомобилестроение, в частности структурные конструктивные элементы, например, взамен металлических профилей или органических листов.
Ниже изобретение поясняется с помощью чертежей, изображающих только один из примеров осуществления. Схематично показано:
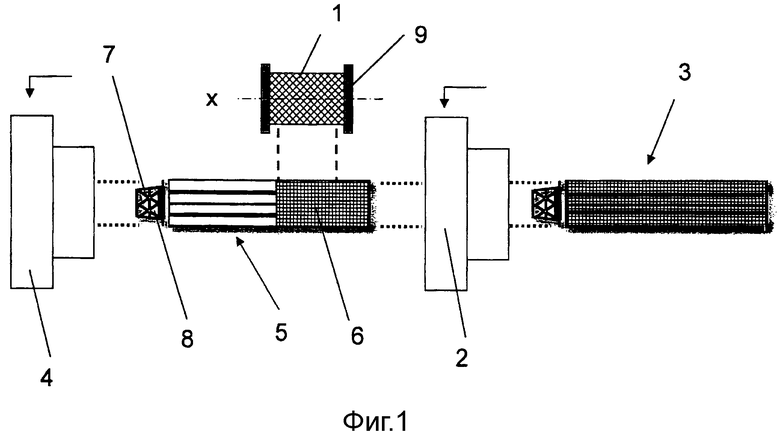
фиг.1: первый вариант предлагаемого изобретением способа изготовления гибридного бесконечного профиля высокой жесткости;
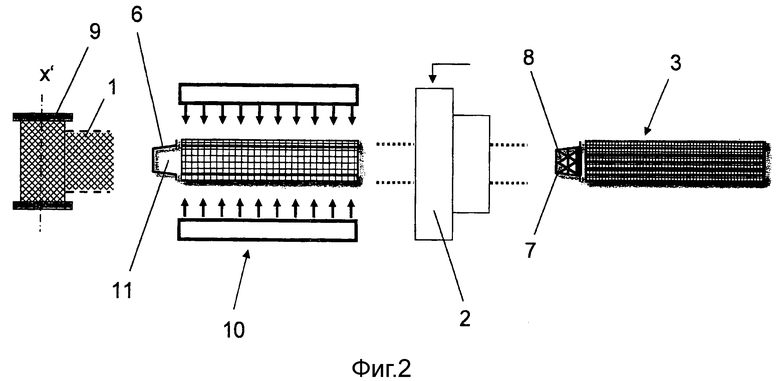
фиг.2: альтернативный способ изготовления;
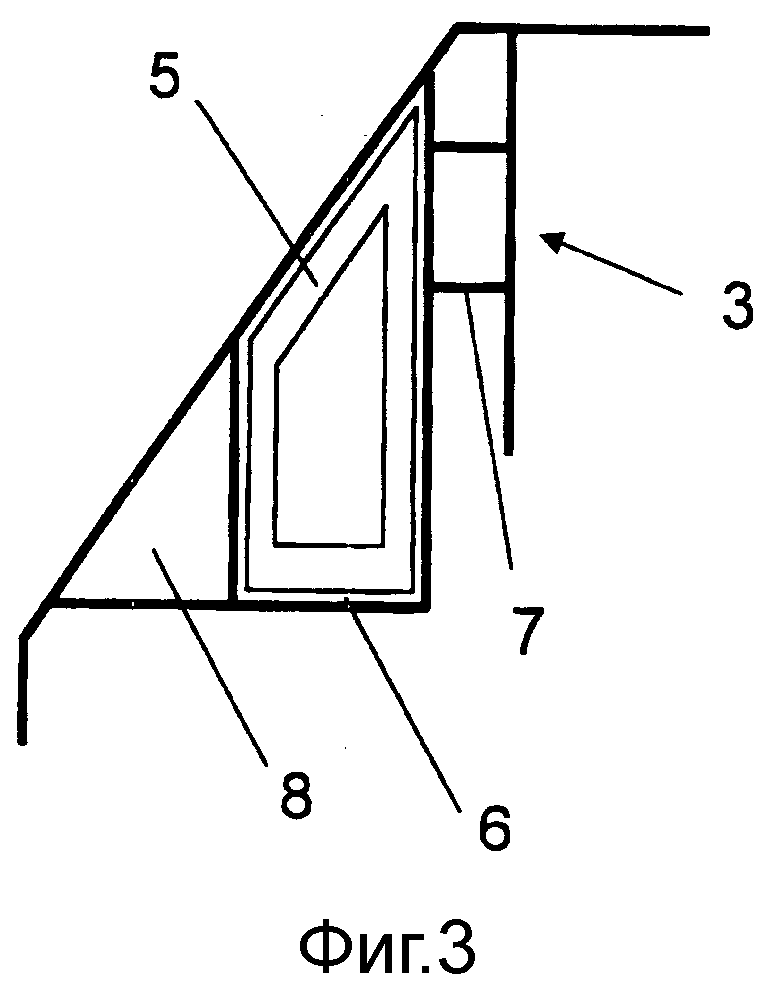
фиг.3: поперечное сечение предлагаемого изобретением гибридного бесконечного профиля высокой жесткости.
На фиг.1 изображен предлагаемый изобретением способ изготовления гибридного бесконечного профиля высокой жесткости. При этом ровнице 1, содержащей стекловолокна, придается трехмерно профилированная форма. Альтернативно или, соответственно, дополнительно к стекловолокнам могут также применяться углеродные волокна. После этого профилированная ровница 1 в ходе процесса 2 экструдирования полностью покрывается оболочкой из термопластичного слоя 3 полимерного материала. Применяемая ровница 1, наряду со стекловолокнами, дополнительно включает в себя также полимерные волокна из термопластичного материала. Профилирование ровницы 1 осуществляется за счет того, что она наматывается или наплетается на экструдированный профиль 5 из полимерного материала, изготовленный посредством другого процесса 4 экструдирования из усиленного стекловолокнами термопласта. Благодаря этому получается замкнутый контур состоящего из ровницы 1 усиливающего слоя 6 изготавливаемого бесконечного профиля. За счет контакта гибридной ровницы 1 с еще теплым экструдированным профилем 5 полимерные волокна частично расплавляются, благодаря чему повышаются жесткость ровницы 1 во время профилирования и дополнительно эффект соединения с экструдированным профилем 5. Применяется ровница 1, волокна которой перекрещиваются, так что получается плоскостное переплетение. В этом примере осуществления наружный термопластичный слой 3 полимерного материала не включает в себя дополнительных усиливающих материалов, то есть не содержит, в частности, стекловолокон и/или углеродных волокон. Экструдированный профиль 5 из полимерного материала выполнен в виде замкнутого полого профиля, у которого имеется множество ребер 7 и благодаря этому множество полых камер 8. Ровница 1 во время непрерывной экструзии внутреннего профиля 5 сматывается с рулона 9, ось x которого ориентирована по меньшей мере по существу параллельно направлению экструзии. Во втором процессе 2 экструдирования эта намотанная ровница 1 покрывается затем оболочкой из наружного слоя 3 полимерного материала.
В примере осуществления, показанном на фиг.2, внутренний экструдированный профиль из полимерного материала отсутствует, а ровница 1 сматывается с рулона 9, ось x которого ориентирована по меньшей мере по существу перпендикулярно направлению экструзии. Ровница 1 в форме полосы непрерывно стягивается с рулона 9 и сначала подвергается процессу формования и подогрева. Для формования ровницы 1 с получением профилированной формы применяется устройство 10 для формования, в котором одновременно происходит подогрев гибридной ровницы 1 из стекловолокон и полимерных волокон. За счет подогрева полимерные волокна по меньшей мере частично расплавляются, чтобы повысить жесткость ровницы 1 во время профилирования. Получаемый при этом профиль 6 из ровницы имеет открытый контур. За процессом профилирования ровницы 1 по аналогии со способом, изображенным на фиг.1, следует покрытие ровницы оболочкой на этапе экструзии. В качестве экструдируемого материала при этом применяется усиленный стекловолокнами термопласт. На фиг.2 видно, что в этом процессе 2 экструдирования происходит не только наружное покрытие оболочкой слоя ровницы, но и полость 11, образованная ровницей 1 благодаря контуру профиля, по меньшей мере частично заполняется экструдируемым материалом. В этом примере осуществления при экструзии в полость 11 вводится в свою очередь полый, но замкнутый в наружном направлении полый камерный профиль с множеством ребер 7.
В качестве стекловолокон, подмешиваемых в экструдированный профиль 5 из полимерного материала или, соответственно, слой 3 полимерного материала, могут применяться как короткие стекловолокна, так и/или бесконечные волокна. На фиг.3 показан предлагаемый изобретением гибридный бесконечный профиль высокой жесткости, изображенный в поперечном сечении. Этот профиль снабжен усиливающим слоем 6 из профилированной, содержащей стекловолокна ровницы 1 и полностью охватывающим этот усиливающий слой 6 слоем 3 полимерного материала. Ровница 1 дополнительно содержит по меньшей мере частично расплавленные полимерные волокна. Усиливающий слой 6 нанесен, предпочтительно намотан, на экструдированный профиль 5 из полимерного материала, так называемый сердцевинный компонент, благодаря чему осуществлено профилирование ровницы 1. Соответственно изображенный на фиг.3 профиль изготавливается способом, показанным на фиг.1. Называемый также основным компонентом слой 3 полимерного материала полностью охватывает усиливающий слой 6 и состоит из термопластичного, предпочтительно неусиленного полимерного материала. На фиг.3 можно также видеть, что усиливающий слой 6 снабжен ребрами 7 с внутренними полыми камерами 8. Экструдированный профиль 5 из полимерного материала (сердцевинный компонент) усилен короткими стекловолокнами и/или бесконечными волокнам. В качестве термопластов для экструдированного профиля 5 из полимерного материала пригодны, в частности, ПП, ПА 6 и ПВХ-гранулят.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ПРОФИЛЯ И КОМПОЗИТНЫЙ ПРОФИЛЬ | 2018 |
|
RU2741043C1 |
| ГИБРИДНЫЙ ТРОС | 2013 |
|
RU2649258C2 |
| ПРИМЕНЕНИЕ АРМИРОВАННОЙ ВОЛОКНОМ ПЛАСТМАССЫ ДЛЯ АРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОФИЛЯ ОКОННОЙ РАМЫ ИЛИ ДВЕРНОЙ КОРОБКИ | 2009 |
|
RU2490414C2 |
| СБОРНЫЙ КОЖУХ МЕМБРАНЫ, ЭЛЕМЕНТЫ КОЖУХА МЕМБРАНЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2470698C2 |
| АРМИРОВАНИЕ ВОЛОКНАМИ АНИЗОТРОПНЫХ ПЕНОМАТЕРИАЛОВ | 2015 |
|
RU2705952C2 |
| ГИБРИДНЫЙ КОМПОНЕНТ НА ОСНОВЕ МЕТАЛЛА И ПЛАСТМАССЫ | 2015 |
|
RU2636720C1 |
| УСОВЕРШЕНСТВОВАННЫЙ УСИЛЕННЫЙ ПУСТОТЕЛЫЙ ПРОФИЛЬ | 2007 |
|
RU2430852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ, ОБЛАДАЮЩИХ ПОВЫШЕННОЙ ПРОЧНОСТЬЮ | 2006 |
|
RU2432258C2 |
| ЛЕГКАЯ ДЕТАЛЬ ГИБРИДНОЙ КОНСТРУКЦИИ | 2007 |
|
RU2450950C2 |
| Термопластичный пултрузионный усилительный вкладыш в полой пластиковой раме оконного или дверного блока | 2020 |
|
RU2738062C1 |
Изобретение касается способа изготовления гибридного бесконечного профиля высокой жесткости. Согласно способу содержащей усиливающие волокна ровнице придают профилированную форму, после чего профилированную ровницу покрывают в ходе процесса экструдирования слоем полимерного материала. Изобретение обеспечивает повышение скорости производства структурных профилей с высокой нагрузочной способностью. 6 з.п. ф-лы, 3 ил.
1. Способ изготовления гибридного бесконечного профиля высокой жесткости,
при котором содержащей усиливающие волокна ровнице придают профилированную форму,
при этом в качестве ровницы применяют гибридную ровницу, которая наряду с усиливающими волокнами содержит также полимерные волокна,
при этом полимерные волокна по меньшей мере частично расплавляют для повышения жесткости ровницы во время профилирования,
после чего профилированную ровницу покрывают в ходе процесса экструдирования слоем полимерного материала.
2. Способ по п.1, отличающийся тем, что применяют ровницу, волокна которой перекрещиваются.
3. Способ по п.1, отличающийся тем, что слой полимерного материала содержит также усиливающие волокна, предпочтительно стекловолокна и/или углеродные волокна.
4. Способ по одному из пп.1-3, отличающийся тем, что ровницу профилируют в устройстве для формования.
5. Способ по одному из пп.1-3, отличающийся тем, что профилирование ровницы осуществляют путем нанесения ее на экструдированный профиль из полимерного материала, предпочтительно путем наматывания или наплетания.
6. Способ по п.5, отличающийся тем, что экструдированный профиль из полимерного материала также содержит усиливающие волокна, предпочтительно стекловолокна.
7. Способ по одному из пп.1-3, отличающийся тем, что бесконечный профиль выполняют в виде открытого профиля или в виде замкнутого полого профиля.
| EP 0854029 A2, 22.07.1998 | |||
| МАССООБМЕННАЯ КОЛОННА | 1996 |
|
RU2102105C1 |
| 0 |
|
SU158061A1 | |

