Область техники, к которой относится изобретение
Изобретение относится к способу крепления провода, в частности, обеспечивающему крепление множества типов изолированных проводов с разными размерами жил к клеммам, к жгуту проводов, содержащему множество типов изолированных проводов с разными размерами жил, а также к клеммам, крепящимся к изолированным проводам.
Уровень техники
На транспортные средства, являющиеся подвижными, устанавливают различные электронные устройства. Для передачи электрической энергии от ее источника, такого как аккумулятор, и управляющего сигнала от контроллера к электронным устройствам в транспортном средстве прокладывают жгуты проводов.
Жгут проводов включает в себя множество изолированных проводов и клеммы, прикрепленные к концам изолированных проводов.
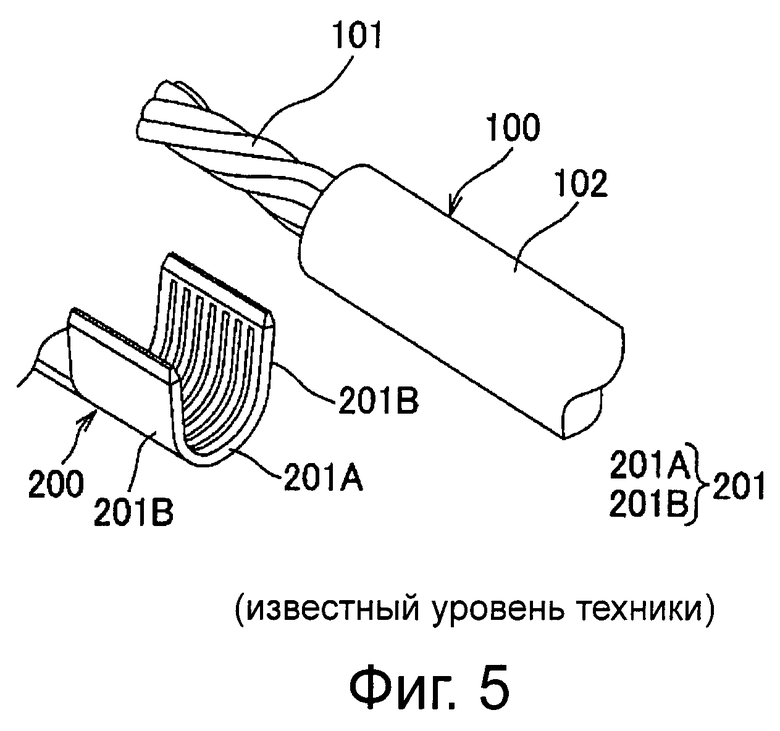
В качестве примера способа крепления клемм к концам изолированных проводов на фиг.5 показан известный способ, в котором применяется крепление посредством обжатия (см., например, документы JP 2006-108051 А и JP 2009-231079 А). Как показано на фиг.5, изолированный провод 100 включает в себя жилу 101, выполненную путем свивания множества отдельных проволочных проводников, и изолирующее жилу 101 покрытие 102. На конце изолированного провода 100 оголяют жилу 101 путем удаления покрытия 102.
Клемма 200 содержит электрический контакт (не показан), прикрепленный к металлической пластине на корпусе транспортного средства, подключенный к ответной клемме и расположенный рядом в продольном направлении клеммы 200 зажим 201 для крепления жилы 101 путем обжатия. Зажим 201 состоит из нижней стенки 201А и двух обжимающих элементов 201В, выступающих в вертикальном направлении от обоих краев нижней стенки 201А вдоль ее ширины и образующих U-образную форму.
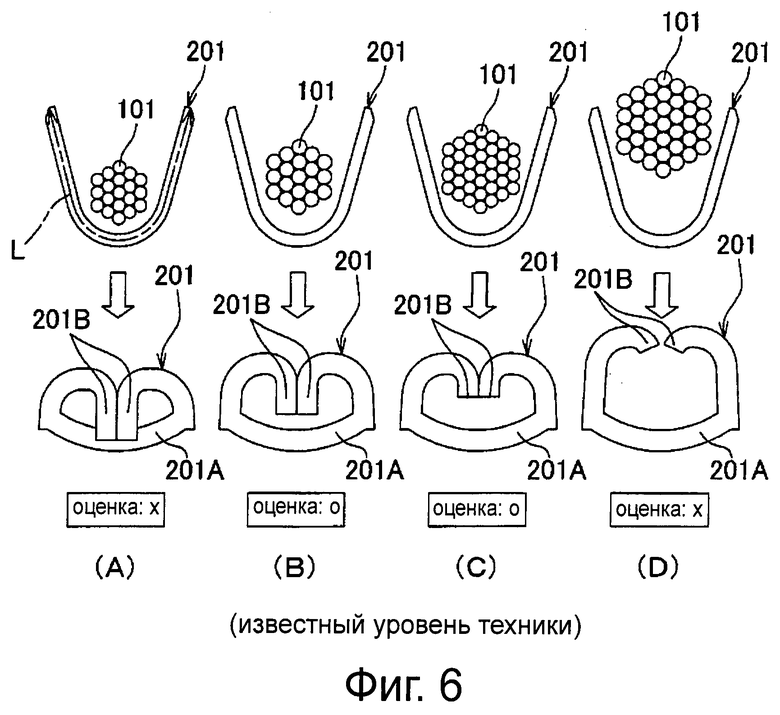
Как показано на фиг.6В и 6С, когда жилу 101 оголенного конца изолированного провода 100 устанавливают на нижнюю стенку 201А зажима 201 между двух обжимающих элементов 201В, и два обжимающих элемента 201В загибают внутрь для обжатия жилы 101, происходит скрепление клеммы 200 с жилой 101 посредством обжатия. На фиг.6 жила 101 после обжатия не показана.
Однако при использовании зажима 201 существует проблема при малой величине допустимого размера жилы, которая может быть скреплена посредством обжатия. Как более подробно показано на фиг.6 (вариант А), когда размер жилы слишком мал по сравнению с длиной L зажима, края обжимающих элементов 201В упираются в нижний участок 201А, и не происходит успешного скрепления клеммы 200 с жилой 101 изолированного провода 100.
Кроме того, как показано на фиг.6 (вариант D), когда размер жилы провода имеет слишком большую величину по сравнению с длиной L зажима, края обжимающих элементов 201В остаются на расстоянии друг от друга, жила 101 расплетается через имеющийся между краями обжимающих элементов зазор, и не происходит успешного скрепления клеммы 200 с жилой 101 изолированного провода 100.
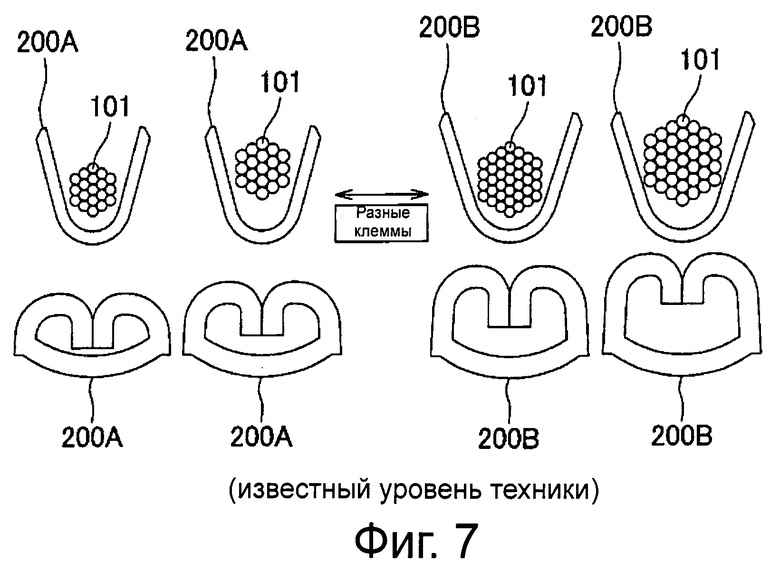
Обычно, как показано на фиг.7, когда необходимо прикрепить клемму 200 к нескольким изолированным проводам 100 разных типов, имеющим разные размеры жил, предусматривают использование большой клеммы 200А и маленькой клеммы 200В с различными длинами зажимов. Большая клемма 200А скрепляется с изолированным проводом, имеющим большой размер жилы, а маленькая клемма 200В скрепляется с жилой 101 малого размера. В результате возникает необходимость использования нескольких клемм 200 различных размеров, соответствующих размерам жил, что может привести к повышению стоимости.
Кроме того, в качестве способа соединения клеммы 200 с концом изолированного провода 100 возможно использование трубчатой зажимной части, образованной путем соединения концов двух обжимающих элементов 201В зажима 201, в которую вставляется оголенная жила 101 конца изолированного провода 100 и обжимается, или использование элемента, имеющего нижнюю стенку и два обжимающих лепестка, выступающих в вертикальном направлении от нижней стенки, при этом жила 101 вставляется в два обжимающих лепестка и обжимается, или аналогичных способов (см. документ JP Н05-159628 А). Общим для всех этих способов является необходимость наличия клемм 200 разных размеров, соответствующих размерам жил проводов, и проблема высокой стоимости.
Раскрытие изобретения
Задачей изобретения является разработка способа крепления провода и создание жгута проводов, позволяющих уменьшить номенклатуру типов клемм и их стоимость путем увеличения номенклатуры размеров жил, которые могут обжиматься или опрессовываться одной клеммой.
Эта задача решается в способе крепления провода путем обжатия или опрессовки, соответственно, на первом изолированном проводе, размер жилы которого находится в заданном диапазоне, и на втором изолированном проводе, размер жилы которого выходит за верхний предел заданного диапазона, клеммы, имеющей нижнюю стенку и два элемента, выступающих в вертикальном направлении от нижней стенки и имеющих размеры, обеспечивающие их обжатие или опрессовку на проводе, размер жилы которого находится в заданном диапазоне, включающий в себя этапы, на которых: проводят ультразвуковую обработку, при которой к жиле второго изолированного провода прикладывают давление и подводят ультразвуковую энергию для уменьшения диаметра жилы до величины, находящейся в заданном диапазоне, и устанавливают жилу второго изолированного провода, размер которого уменьшен до заданного диапазона в результате ультразвуковой обработки, на нижнюю стенку клеммы между ее двумя элементами и обжимают или опрессовывают ее этими двумя элементами.
Предпочтительно способ крепления провода дополнительно содержит этап, на котором устанавливают жилу первого изолированного провода на нижнюю стенку клеммы между двумя ее элементами без проведения ультразвуковой обработки и обжимают или опрессовывают ее этими двумя элементами.
Согласно изобретению разработан также жгут проводов содержащий:
первый изолированный провод, размер жилы которого находится в заданном диапазоне,
второй изолированный провод, размер жилы которого выходит за верхний предел заданного диапазона, и
несколько клемм, каждая из которых состоит из нижней стенки и двух элементов, выступающих в вертикальном направлении от нижней стенки, и обжата или опрессована на соответствующем первом и втором изолированных проводах,
причем нижняя стенка и два элемента каждой клеммы имеют размеры, обеспечивающие возможность обжатия или опрессовки жилы, размер которой находится в заданном диапазоне,
при этом жила второго изолированного провода подвергнута ультразвуковой обработке, при которой к жиле второго изолированного провода приложено давление и подведена ультразвуковая энергия для уменьшения диаметра жилы до величины, находящейся в заданном диапазоне, для обжатия или опрессовки ее двумя элементами клеммы.
В жгуте проводов согласно изобретению жила первого изолированного провода обжата или опрессована двумя элементами клеммы без проведения ультразвуковой обработки.
Изобретение позволяет обеспечить следующие преимущества.
Согласно изобретению размер жилы второго изолированного провода уменьшается за счет ультразвуковой обработки, и жила второго изолированного провода обжимается или опрессовывается клеммой. Таким образом, жила второго изолированного провода, размер которой выходит за верхний предел заданного диапазона, может соединяться с клеммой, которая может обжимать или опрессовывать жилу, размер которой находится в заданном диапазоне. В результате увеличивается число жил разных размеров, которые могут обжиматься или опрессовываться клеммами одного типа, и, следовательно, обеспечивается снижение стоимости за счет уменьшения числа типов клемм.
Краткое описание чертежей
На фиг.1 показан жгут проводов согласно одному из вариантов осуществления настоящего изобретения, вид сбоку;
на фиг.2 - способ скрепления клеммы с изолированным проводом, показанным на фиг.1;
на фиг.3 схематически показано устройство для ультразвуковой обработки жилы изолированного провода, показанного на фиг.2;
на фиг.4А схематически показано другое устройство для ультразвуковой обработки;
на фиг.4В схематически показана жила провода после ультразвуковой обработки устройством, показанным на фиг.4А;
на фиг.5 показан известный способ обжатия клеммы;
на фиг.6 показаны проблемы известного способа обжатия клеммы;
на фиг.7 показан известный способ обжатия клеммами более одного типа изолированных проводов с разными размерами жил.
Осуществление изобретения
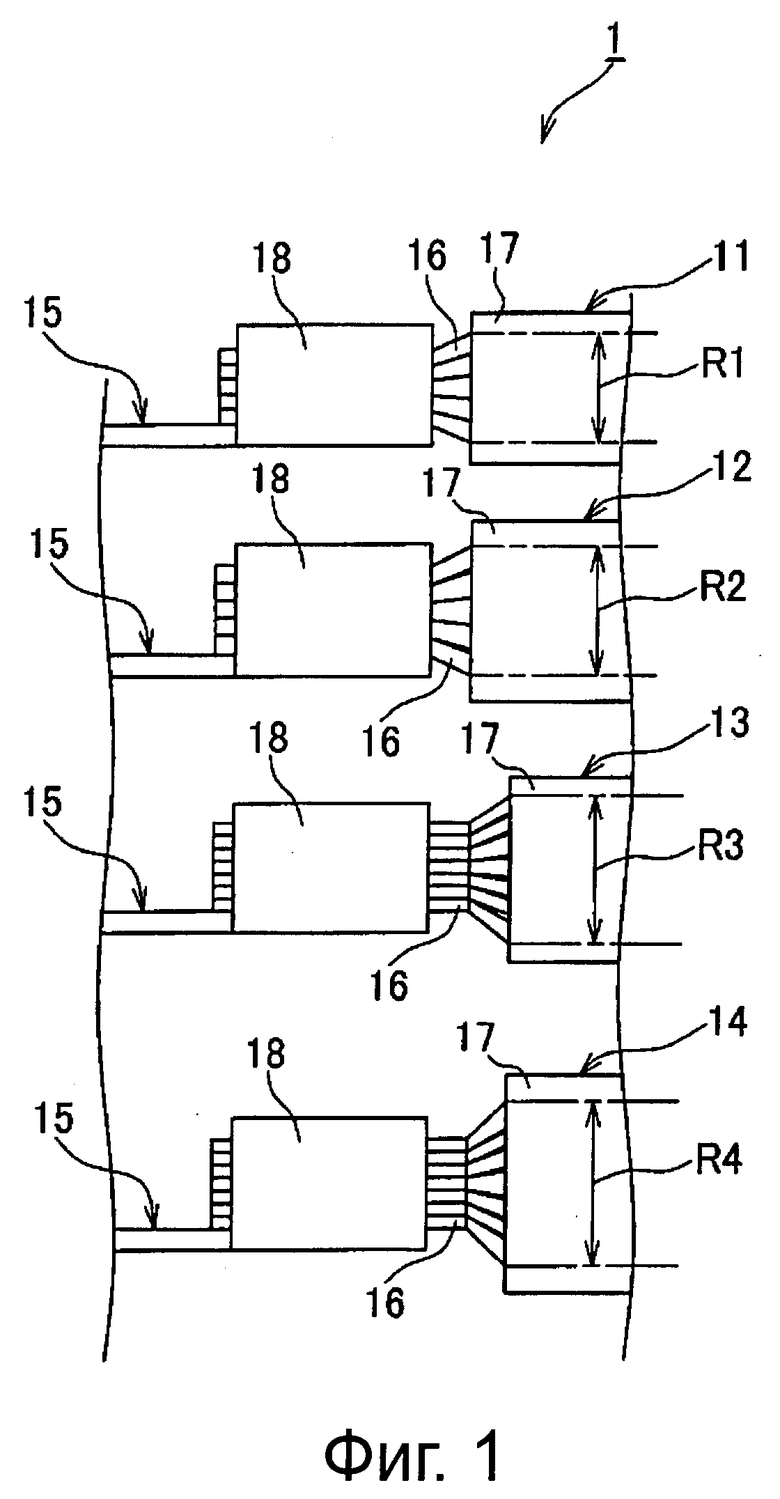
Далее со ссылками на фиг.1-3 описан способ крепления провода и жгут проводов согласно изобретению. Как показано на фиг.1, жгут проводов включает в себя несколько изолированных проводов 11-14 разных типов, имеющих разные диаметры жил (размеры жил) R1-R4, и несколько клемм 15, прикрепленных к этим изолированным проводам 11-14. Каждый изолированный провод 11-14 включает в себя жилу 16, выполненную из отдельных переплетенных электропроводных проволок, и изолирующее покрытие 17, покрывающее жилу провода 16. В данном случае диаметры R1-R4 жил изолированных проводов 11-14 увеличиваются от изолированного провода 11 к изолированному проводу 12, изолированному проводу 13 и изолированному проводу 14 (т.е. R1<R2<R3<R4).
Клеммы 15 имеют одинаковую форму и размеры. Клемма 15 содержит электрический контакт (не показан), прикрепленный к металлической пластине на корпусе транспортного средства или подключенный к ответной клемме, и зажим 18, расположенный рядом в продольном направлении клеммы 15, для обжатия жилы 16 изолированных проводов 11-14. Как показано на фиг.2, зажим 18 состоит из нижней стенки 18А и двух обжимающих элементов 18В, выступающих в вертикальном направлении от обоих краев нижней стенки 18А вдоль ее ширины с образованием U-образной формы.
Зажим 18 клеммы 15 имеет длину L, обеспечивающую обжатие жилы 16, диаметр которой находится в заданном диапазоне, включающим диаметры R1 и R2, но не обеспечивающую обжатие жилы 16 диаметром R3 или R4, т.е. большим диаметров заданного диапазона, поскольку при этом не достигается хорошее электрическое соединение с жилой 16, как это было показано при описании уровня техники. Как видно из вышеприведенного описания, изолированные провода 11, 12 с диаметрами R1, R2 жил соответствуют первому изолированному проводу согласно формуле изобретения, а изолированные провода 13, 14 с диаметрами R3, R4 жил соответствуют второму изолированному проводу согласно формуле изобретения.
Далее описана процедура скрепления клемм 15 одинаковой формы и одинаковых размеров с несколькими изолированными проводами 11-14 разных типов, имеющих разные диаметры жил. Сначала производят оголение жил 16 путем удаления покрытия 17 на концах изолированных проводов 11-14.
Как показано выше, диаметры сердечников изолированных проводов 13 и 14 имеют большие размеры по сравнению с длиной L зажима клеммы 15, и при непосредственном их обжатии клеммой 15 не достигается хорошего электрического контакта изолированных проводов 13, 14 с клеммой 15. В связи с этим, как показано на фиг.2 (варианты С и D), изолированные провода 13 и 14 подвергают ультразвуковой обработке, при которой к жиле 16 прикладывают давление и подводят ультразвуковую энергию для уменьшения диаметра жилы до величины, находящейся в заданном диапазоне, после чего проводят обжатие жилы 16 провода зажимом 18 клеммы 15. Как показано на фиг.2 (варианты С и D), жилы 16 изолированных проводов 13 и 14 уменьшены таким образом, что их диаметры по существу равны диаметру R1 жилы изолированного провода 11.
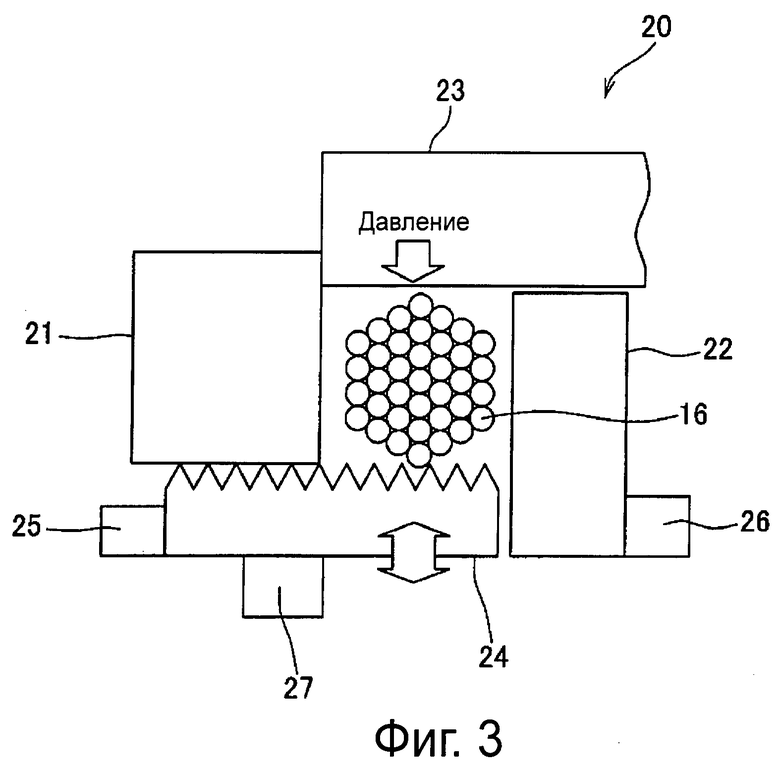
Вышеописанную ультразвуковую обработку проводят при помощи устройства 20, показанного на фиг.3. Как показано на фиг.3, устройство 20 для ультразвуковой обработки включает в себя два формирующих элемента 21 и 22 коробчатой формы для сжатия в горизонтальном направлении жилы 16, оголенной путем снятия покрытия 17 с конца изолированного провода 13 или 14, и опору 23 и упор 24 с неровной поверхностью для сжатия жилы 16 в вертикальном направлении.
Формирующий элемент 21 выполнен с возможностью перемещения в горизонтальном направлении вдоль верхней поверхности упора 24. Формирующий элемент 22 выполнен с возможностью перемещения в вертикальном направлении вдоль правой боковой поверхности упора 24. Опора 23 установлена на верхней поверхности формирующего элемента 22 и выполнена с возможностью перемещения в вертикальном направлении вдоль правой боковой поверхности формирующего элемента 21. Упор 24 является неподвижным, а на его верхней поверхности в продольном направлении вдоль этого упора 24 выполнены чередующиеся канавки и выступы.
Устройство 20 для ультразвуковой обработки также включает в себя: фиксирующие в горизонтальном направлении элементы 25 и 26 для формирующего элемента 22 и упора 24 с целью исключения их горизонтального смещения; а также фиксирующий элемент 27, выступающий от нижней поверхности упора 24 для его фиксации в вертикальном направлении. К упору 24 прикреплен пьезоэлектрический осциллятор (не показан). Ультразвуковые колебания пьезоэлектрического осциллятора вызывают колебания упора 24 в вертикальном направлении.
Далее будет описана ультразвуковой обработки с использованием вышеописанного устройства 20. Сначала формирующий элемент 21 устройства 20 для ультразвуковой обработки перемещают в горизонтальном направлении для регулировки расстояния между формирующими элементами 21 и 22, например, до величины R1. Затем, как показано на фиг.3, жилу 16 изолированного провода 13 или 14 помещают между формирующими элементами 21, 22, опорой 23 и упором 24. После этого опору 23 перемещают вниз для сжатия жилы 16 провода между опорой 23 и упором 24. Затем при сжатии жилы 16 вызывают колебания пьезоэлектрического осциллятора. За счет ультразвуковых колебаний пьезоэлектрического осциллятора возникают колебания упора 24, и ультразвуковая энергия передается на жилу 16. Затем производится дальнейшее перемещение опоры 23 вниз до тех пор, пока расстояние между этой опорой 23 и упором 24 не станет, например, равным R1.
Таким образом, при сжатии жилы 16 провода в вертикальном направлении посредством опоры 23 и упора 24 к ней подводится ультразвуковая энергия. За счет приложенного давления жила 16 провода расширяется в горизонтальном направлении и сжимается в вертикальном направлении. В результате расширения жилы 16 в горизонтальном направлении она упирается в формирующие элементы 21, 22. После этого к жиле 16 прикладывается горизонтальное сжимающие усилие формирующими элементами 21 и 22. За счет приложенного давления каждая отдельная проволока круглого сечения, образующая жилу 16, деформируется, и ее сечение принимает прямоугольную форму. Затем жила 16 изолированного провода 13 диаметром R3 сжимается для придания ее сечению формы квадрата размером R1×R1. Аналогичным образом жила 16 изолированного провода 14 диаметром R4 сжимается для придания ее сечению формы квадрата размером R1×R1. В данном случае время воздействия ультразвуковой энергии задается с учетом времени для удаления оксидного слоя с поверхности жилы 16 и времени для придания шероховатости жиле 16.
Затем, как показано на фиг.2 (варианты С и D), жилу 16, которая в результате сжатия приобрела квадратную форму сечения с размерами R1×R1, устанавливают на нижнюю стенку 18А между двумя обжимающими элементами 18В и обжимают путем загибания двух обжимающих элементов 18В внутрь и схватывания ими жилы 16 провода. В результате, как показано на фиг.2 (варианты С и D), производится обжатие клеммы 15 и ее скрепление с жилой 16 провода. В данном случае на фиг.2, на которой показано обжатие зажима 18, жила 16 провода условно не показана.
Провода 11 и 12 с диаметрами жил R1 и R2 не подвергаются ультразвуковой обработке. Как показано на фиг.2 (варианты А и В), изолированные провода 11, 12 непосредственно устанавливают на нижнюю стенку 18А между двумя обжимающими элементами 18В и обжимают путем загибания двух обжимающих элементов 18В внутрь и схватывания ими жилы 16 провода. Таким образом, как показано на фиг.2 (варианты А и В), производится обжатие изолированного провода зажимом 18 клеммы 15.
Согласно вышеописанному варианту осуществления изобретения выполняются следующие этапы: этап уменьшения диаметра жилы провода до величины, входящей в заданный диапазон, обеспечивающий обжатие жилы клеммой 15, при помощи ультразвуковой обработки, при которой ультразвуковую энергию на жилу 16 изолированного провода 13, 14 подают при ее сжатии; этап установки жилы 16 изолированного провода 13, 14, диаметр которого был уменьшен ультразвуковой обработкой, на нижнюю стенку 18А между двумя обжимающими элементами 18В и обжатия жилы 16 провода двумя обжимающими элементами 18В; и этап установки жилы 16 изолированного провода 11, 12 на нижнюю стенку 18А между двумя обжимающими элементами 18В без ультразвуковой обработки и обжатия жилы 16 провода двумя обжимающими элементами 18В. Таким образом, поскольку жила 16 провода обжимается клеммой 15, то за счет того, что диаметр жилы 16 изолированного провода 13, 14 уменьшается посредством ультразвуковой обработки, жила 16 изолированного провода 13, 14, который имел диаметр R3, R4, выходящий за верхний предел заданного диапазона, также может прикрепляться к клемме 15, способной обжимать только такую жилу 16 провода, диаметр которой входит в заданный диапазон. В результате увеличивается число диаметров жил, которые могут обжиматься клеммой 15, а значит, уменьшается номенклатура типов клемм 15 и снижается стоимость.
В данном случае в вышеприведенном варианте осуществления изобретения за счет ультразвуковой обработки обеспечивается уменьшение диаметра R3, R4 жилы 16 изолированного провода 13, 14 до диаметра R1. Однако настоящее изобретение не ограничивается этим. Диаметр жилы после ультразвуковой обработки может находиться в пределах заданного диапазона, для которого обеспечивается обжатие клеммой 15.
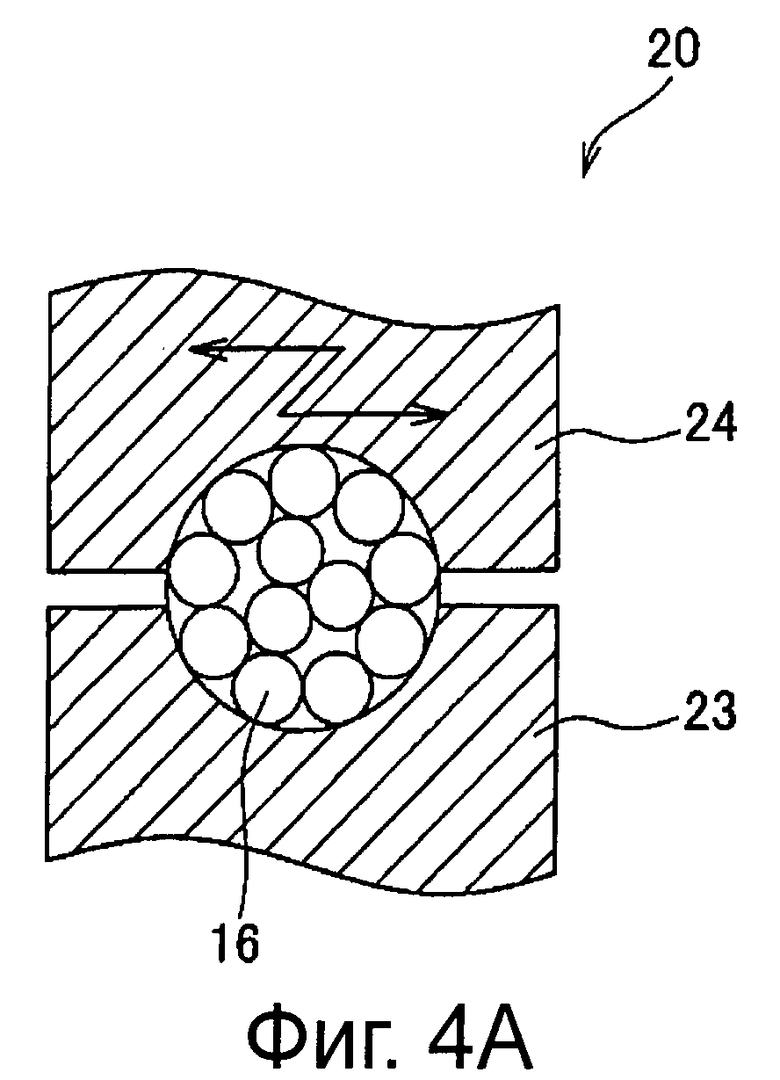
Кроме того, в вышеприведенном варианте осуществления изобретения, как показано на фиг.3, сечение жилы 16 провода после ультразвуковой обработки устройством 20 с формирующими элементами 21, 22 коробчатой формы, опорой 23 и упором 24 приобретает квадратную форму. Однако настоящее изобретение не ограничивается этим вариантом. Жила 16 провода после ультразвуковой обработки может иметь любую форму сечения, если при этом обеспечивается обжатие жилы 16 провода клеммой 15. Например, как показано на фиг.4А, жила 16 провода зажимается между опорой 23 и упором 24, в каждом из которых выполнена канавка полукруглой формы сечения, и при перемещении опоры 23 к упору 24 для сжатия жилы 16 провода к жиле подводится ультразвуковая энергия. В результате, как показано на фиг.4 В, сечение жилы 16 провода после ультразвуковой обработки может иметь круглую форму.
Кроме того, в вышеприведенном варианте осуществления изобретения используется клемма 15, содержащая зажим 18 провода, в который устанавливается и в котором обжимается жила 16 провода. Однако настоящее изобретение не ограничивается этим вариантом. Например, клемма 15 может иметь трубчатую обжимающую часть, образованную путем соединения концов двух обжимающих элементов 18В зажима 18. Жила 16 провода, выступающая наружу на конце изолированного провода 11-14, вставляется в трубчатую обжимающую часть и обжимается. В альтернативном варианте клемма 15 может состоять из нижней стенки и двух обжимающих лепестков. Жила 16 провода вставляется между двумя обжимающими лепестками и обжимается.
Кроме того, в вышеприведенном варианте осуществления изобретения имеется множество отдельных клемм 15. Однако настоящее изобретение не ограничивается этим вариантом. Например, может применяться общий контактный зажим, объединяющий клеммы 15.
Кроме того, в вышеприведенном варианте осуществления изобретения показан только один наглядный пример настоящего изобретения. Настоящее изобретение не ограничивается данным вариантом осуществления. Возможно выполнение различных модификаций в пределах объема настоящего изобретения.
Список обозначений
11 - изолированный провод (первый изолированный провод)
12 - изолированный провод (первый изолированный провод)
13 - изолированный провод (второй изолированный провод)
14 - изолированный провод (второй изолированный провод)
16 - жила провода
15 - клемма
18А - нижняя стенка
18В - обжимающий элемент (элемент)
| название | год | авторы | номер документа |
|---|---|---|---|
| Герметичный кабельный ввод | 1988 |
|
SU1529339A1 |
| РАБОЧИЙ ИНСТРУМЕНТ С ПОРОХОВЫМ ПРИВОДОМ ДЛЯ СОЕДИНЕНИЯ ТОКОПРОВОДЯЩИХ ЖИЛ ОПРЕССОВКОЙ | 1989 |
|
RU1667585C |
| УСТРОЙСТВО ДЛЯ ОБЖИМНОГО СОЕДИНЕНИЯ ДВУХ МНОГОЖИЛЬНЫХ ПРОВОДОВ КОНТАКТНОЙ СЕТИ | 1990 |
|
RU2011567C1 |
| Узел соединения зажима с проводами | 1981 |
|
SU983843A1 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОПРОВОЛОЧНОГО ПРОВОДА С НАКОНЕЧНИКОМ | 1993 |
|
RU2056680C1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДНИКОВ ГИБКОГО СВЯЗАННОГО СОЕДИНИТЕЛЬНОГО (ЭКВИПОТЕНЦИАЛЬНОГО) СЛОЯ, А ТАКЖЕ ОБЖИМНЫЙ ИНСТРУМЕНТ, СОЕДИНИТЕЛИ И ЖГУТЫ, СНАБЖЕННЫЕ ТАКИМИ СОЕДИНИТЕЛЯМИ | 2013 |
|
RU2614152C2 |
| РУЧНЫЕ КЛЕЩИ ДЛЯ ОБЖАТИЯ | 2021 |
|
RU2835722C1 |
| Способ монтажа арматурных стержней | 2017 |
|
RU2662740C1 |
| СПОСОБ ОПРЕССОВКИ КАБЕЛЬНЫХ НАКОНЕЧНИКОВ МЕТОДОМ РАДИАЛЬНОГО ПРЕССОВАНИЯ | 2008 |
|
RU2366049C1 |
| Соединительный зажим | 1979 |
|
SU976820A1 |
Изолированные провода (13, 14), диаметр жил которых больше диаметра жилы, которая может быть обжата зажимом (18) клеммы, подвергаются ультразвуковой обработке, при которой к жиле (16) провода подводится ультразвуковая энергия одновременно со сжатием этой жилы. За счет этого происходит уменьшение диаметра жилы провода, что обеспечивает возможность ее обжатия зажимом (18) клеммы, и жила (16) изолированного провода (13, 14) обжимается или опрессовывается элементами (18В) клеммы (15). Провода (11, 12), диаметры сердечников которых позволяют их обжатие зажимом (18) клеммы, не подвергаются ультразвуковой обработке, и жилы (16) этих проводов (11, 12) сразу обжимаются или опрессовываются двумя обжимающими элементами (18В) клеммы (15).Технический результат - создание способа крепления провода и жгута проводов, обеспечивающих крепление множества типов изолированных проводов с разными размерами жил к клеммам и позволяющих уменьшить номенклатуру типов клемм и их стоимость, увеличивая номенклатуру размеров жил, которые могут обжиматься или прикрепляться путем опрессовки клеммами одного типа. 2 н. и 2 з.п. ф-лы, 8 ил.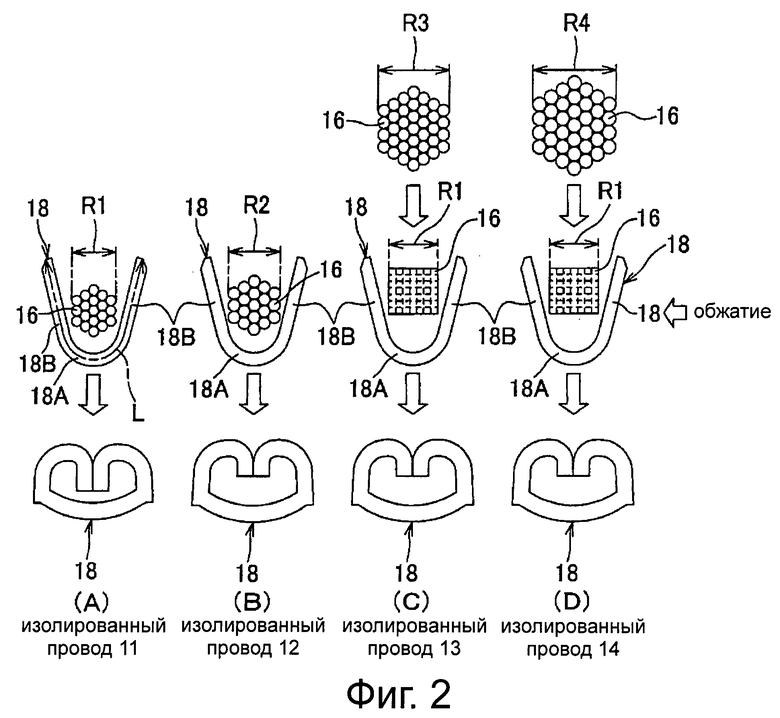
1. Способ крепления провода путем обжатия или опрессовки, соответственно, на первом изолированном проводе, размер жилы которого находится в заданном диапазоне, и на втором изолированном проводе, размер жилы которого выходит за верхний предел заданного диапазона, клеммы, имеющей нижнюю стенку и два элемента, выступающих в вертикальном направлении от нижней стенки и имеющих размеры, обеспечивающие их обжатие или опрессовку на проводе, размер жилы которого находится в заданном диапазоне, включающий в себя этапы, на которых: проводят ультразвуковую обработку, при которой к жиле второго изолированного провода прикладывают давление и подводят ультразвуковую энергию для уменьшения диаметра жилы до величины, находящейся в заданном диапазоне, и устанавливают жилу второго изолированного провода, размер которого уменьшен до заданного диапазона в результате ультразвуковой обработки, на нижнюю стенку клеммы между ее двумя элементами и обжимают или опрессовывают ее этими двумя элементами.
2. Способ крепления провода по п.1, дополнительно содержащий этап, на котором устанавливают жилу первого изолированного провода на нижнюю стенку клеммы между двумя ее элементами без проведения ультразвуковой обработки и обжимают или опрессовывают ее этими двумя элементами.
3. Жгут проводов, содержащий первый изолированный провод, размер жилы которого находится в заданном диапазоне, второй изолированный провод, размер жилы которого выходит за верхний предел заданного диапазона, и несколько клемм, каждая из которых состоит из нижней стенки и двух элементов, выступающих в вертикальном направлении от нижней стенки, и обжата или опрессована на соответствующем первом и втором изолированных проводах, причем нижняя стенка и два элемента каждой клеммы имеют размеры, обеспечивающие возможность обжатия или опрессовки жилы, размер которой находится в заданном диапазоне, при этом жила второго изолированного провода подвергнута ультразвуковой обработке, при которой к жиле второго изолированного провода приложено давление и подведена ультразвуковая энергия для уменьшения диаметра жилы до величины, находящейся в заданном диапазоне, для обжатия или опрессовки ее двумя элементами клеммы.
4. Жгут по п.3, в котором жила первого изолированного провода обжата или опрессована двумя элементами клеммы без проведения ультразвуковой обработки.
| JP 2007305355 A, 22.11.2007 | |||
| JP 2006108051 A, 20.04.2006 | |||
| JPH 09115560 A, 02.05.1997 | |||
| US 2004142607 A1, 22.07.2004 | |||
| УНИВЕРСАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МОНТАЖА ТОКОПРОВОДЯЩИХ ЖИЛ МНОГОПАРНЫХ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ СВЯЗИ СОЕДИНИТЕЛЯМИ | 2002 |
|
RU2231186C2 |

