Настоящее изобретение касается способа верификации правильного расположения стержнеобразных изделий, при одновременном исправлении их расположения, в кассетах или промежуточных магазинах, используемых в табачной промышленности, а также касается устройства, позволяющего верифицировать и улучшать расположение стержнеобразных изделий в кассетах или промежуточных магазинах, и выравнивать их переднюю поверхность.
В табачной промышленности часто используют кассеты, служащие как для доставки сигарет или сигар от производственной машины к упаковочной машине, так и для транспортировки и/или временного хранения фильтров. Традиционные кассеты имеют форму прямоугольного параллелепипеда без передней стенки и верхней стенки. Кроме того, известны многосегментные кассеты, которые посредством вертикальных внутренних стенок разделены внутри на сегменты. Такая кассета раскрыта в описании Немецкой полезной модели DE 1.915.446. На производственных линиях табачной промышленности используются промежуточные магазины, предназначенные для выгрузки традиционных или сегментированных кассет. Один из таких магазинов представлен в описании Европейской заявки EP 2.079.327 A1, принадлежащей настоящему заявителю к контейнеру настоящего изобретения, где стержнеобразные изделия доставляются от кассеты к множеству сегментов, отделенных друг от друга вертикальными стенками-перегородками, которые затем выгружаются независимо друг от друга посредством горловины, образованной у основания магазина, причем и промежуточный магазин, и основание с горловиной независимо друг от друга выполняют возвратно-поступательные движения вдоль приемного конвейера с тем, чтобы предоставить горловине возможность соединиться с последующим сегментом, причем последовательность выгрузки сегментов является обратной к направлению приема изделий на конвейере. Упомянутые изделия подаются на конвейер посредством наклонного канала, который постоянно соединен с горловиной, причем горловина с площадью поверхности, соответствующей площади поверхности горизонтального сечения сегмента промежуточного магазина, принимает изделия каждый раз из одного последующего сегмента, при этом полная выгрузка сегмента отслеживается посредством датчика. В производственной практике может произойти заедание узла заполнения кассеты, в результате чего не все сегменты правильно заполняются стержнеобразными изделиями. Аналогично, при выгрузке промежуточного магазина расположение стержнеобразных изделий может быть нарушено, что может привести к их подвешиванию и вызвать нарушение процесса выгрузки. В таких случаях производственный процесс должен быть прерван как можно быстрее для того, чтобы устранить нарушения, для обнаружения которых служат датчики, расположенные в различных местах кассеты или магазина. В публикации изобретения США № US 2008/0181754 A1 было представлено устройство для выгрузки кассет, в частности многосегментных кассет, в котором были использованы датчики, расположенные над нижней частью перевернутой кассеты, количество которых соответствовало количеству сегментов, причем в нижней части кассеты были произведены отверстия согласно оси работы упомянутых датчиков, через которые проверялся статус выгрузки кассеты. В публикации другого изобретения США № US 2008/0213072 A1 представлено устройство для выгрузки многосегментых кассет, в которых были использованы датчики, размещенные в осевом направлении стержнеобразных изделий, количество которых соответствовало количеству сегментов, причем датчики размещались в одном ряду в нижней части кассеты после ее переворота. С другой стороны в публикации международного изобретения № WO 2008/110390 A1 был показан выгружающий магазин для выгрузки кассет стержнеобразных изделий, в котором альтернативно кроме датчиков, расположенных как в упомянутой публикации № US 2008/0181754 A1, также были представлены датчики, размещенные в центральной части кассеты в направлении оси стержнеобразных изделий в двух рядах - нижнем и верхнем, причем каждому сегменту кассеты были назначены два датчика. Патент США № US 7.609.393 B2 показывает способ и устройство для контролирования правильности расположения стержнеобразных изделий в традиционной кассете посредством сканера, проверяющего верхний уровень изделий или боковой уровень изделий, а также для контролирования кассеты посредством лазера после ее выгрузки. Из патента Германии № DE 1.066.118 известно устройство для заполнения традиционных кассет с сигаретами, причем внутренняя часть кассеты, имеющей одно отделение, перед заполнением разделяется на полости самовыравнивающими стенками-перегородками, размещаемыми вертикально в ходе заполнения. После завершения заполнения кассета помещается на конвейер для полных кассет, причем в ходе перемещения кассеты, разделительные стенки удаляются из нее, и сигареты, накопленные в вертикальных полостях, объединяются. Чтобы предотвратить осевой сдвиг сигарет в ходе удаления разделительных стенок кассет, кассеты доставляются к принимающей станции посредством толкателя, выполняющего возвратно-поступательное движение, на котором установлена вертикальная стенка для области соответствующей передней поверхности кассеты, снабженная вертикальными канавками, ответным разделительным стенкам устройства. В данном уровне техники не известно решения, предоставляющего возможность одновременно контроля заполнения и улучшения расположения стержнеобразных изделий в кассетах или промежуточных магазинах, используемых на производственных линиях табачной промышленности.
Изобретение предлагает способ верификации и улучшения расположения стержнеобразных изделий в кассетах или промежуточных магазинах, используемых на производственных линиях табачной промышленности, в котором верификация расположения изделий осуществляется посредством датчиков, а исправление расположения изделий осуществляется путем выравнивания плоскости торцевых поверхностей, причем верификация и исправление расположения стержнеобразных изделий осуществляется одновременно посредством одного выравнивающего устройства, снабженного датчиками, в котором датчики выявляют правильное заполнение и/или размещение стержнеобразных изделий, при этом выравнивающее устройство приводит в одну плоскость торцевые поверхности изделий, правильно заполняя внутреннюю часть кассеты или промежуточного магазина. Такой способ гарантирует, что в заполняемых кассетах проверяется и корректируется расположение изделий, благодаря чему выгрузка кассеты не будет нарушена ошибочным расположением передних поверхностей изделий. В случае обнаружения датчиками неправильного заполнения и/или размещения стержнеобразных изделий, выравнивающее устройство выключается, и работа узла, на которое установлено выравнивающее устройство, прерывается. Таким образом, поток изделий к кассете, которые позже будут отстранены от производства, прерывается, благодаря чему количество стержнеобразных изделий из общего количества отстраненных от производства ограничивается, поскольку каждая неправильно заполненная кассета удаляется из производства. Это представляет собой особое значение для современной производственной линии, где в среднем каждая кассета содержит 4000 изделий, а объем производства насчитывает больше, чем 16000 изделий в минуту так, что цикл заполнения или выгрузки одной кассеты продолжается около 15 секунд. Вышеупомянутые сведения в равной степени распространяются на промежуточные магазины.
Изобретение также предлагает устройство, позволяющее верифицировать правильное расположение стержнеобразных изделий и выравнивать их торцевую поверхность в кассете или промежуточных магазинах, используемых на производственных линиях табачной промышленности, причем верификация осуществляется посредством датчиков, контролирующих уровень заполнения кассеты или промежуточного магазина, при этом выравнивание заключается в выравнивании плоскости торцевых поверхностей стержнеобразных изделий посредством их осевого сдвига. Согласно изобретению выравнивающее устройство выполнено из плиты, входящей в контакт с торцевыми поверхностями стержнеобразных изделий, снабженной по меньшей мере одним датчиком, служащим для контроля заполнения кассеты или промежуточного магазина. Упомянутая плита может быть образована множеством толкателей, количество которых соответствует количеству сегментов многосегментной кассеты или промежуточного магазина, при этом зазор между толкателями соответствует толщине перегородки между сегментами, причем на каждом толкателе размещен по меньшей мере один датчик. Датчики могут представлять собой оптический элемент, работающий в диапазоне видимого или невидимого излучения, или могут представлять собой ультразвуковой элемент. При использовании традиционных кассет или промежуточных магазинов с одним отделением, между толкателями размещаются подвижные вставки, устраняющие зазор. Преимущество устройства по изобретению представляет собой возможность верификации правильного заполнения стержнеобразными изделиями кассет или промежуточных магазинов, причем передняя поверхность всего уровня изделий выравнивается согласно одной поверхности, и если обнаружено нарушение при размещении или заполнении, то заполнение или выгрузка может быть прервана с удалением с производственной линии.
Настоящее изобретение проиллюстрировано вариантом выполнения, показанным на чертежах, на которых:
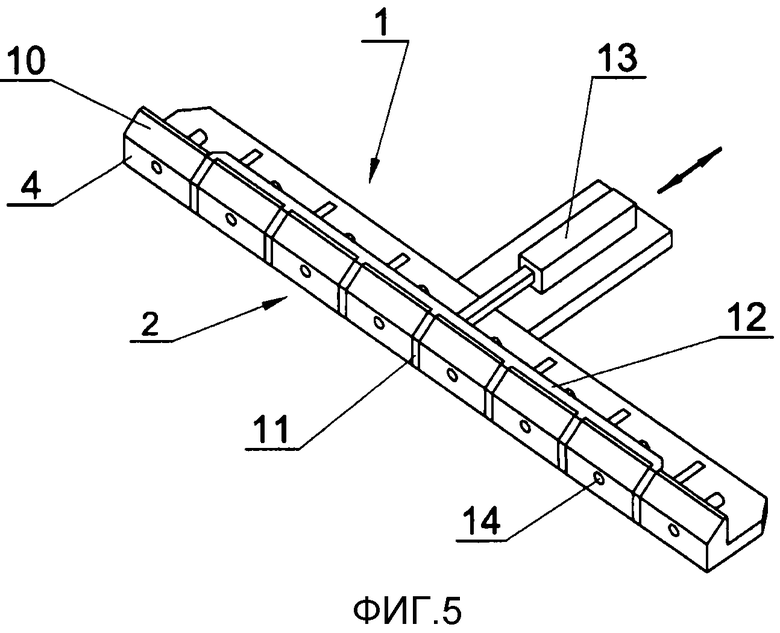
Фиг. 1 - вид в перспективе устройства в виде выравнивающего устройства в расположении для обработки многосегментных кассет или промежуточных магазинов,
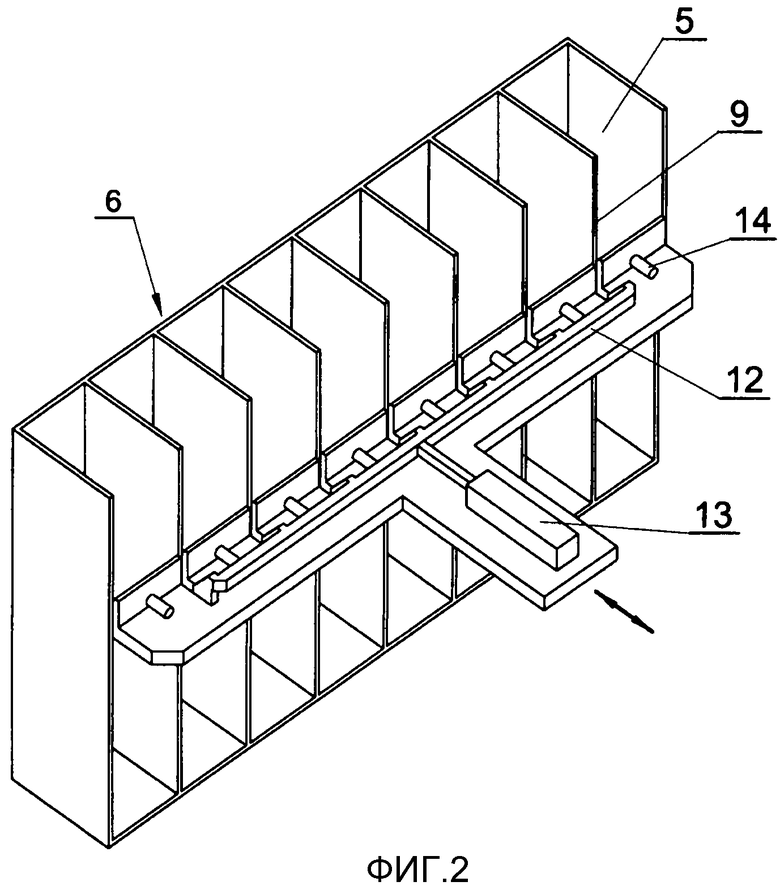
Фиг. 2 - вид в перспективе устройства по Фиг. 1, в ходе заполнения многосегментной кассеты,
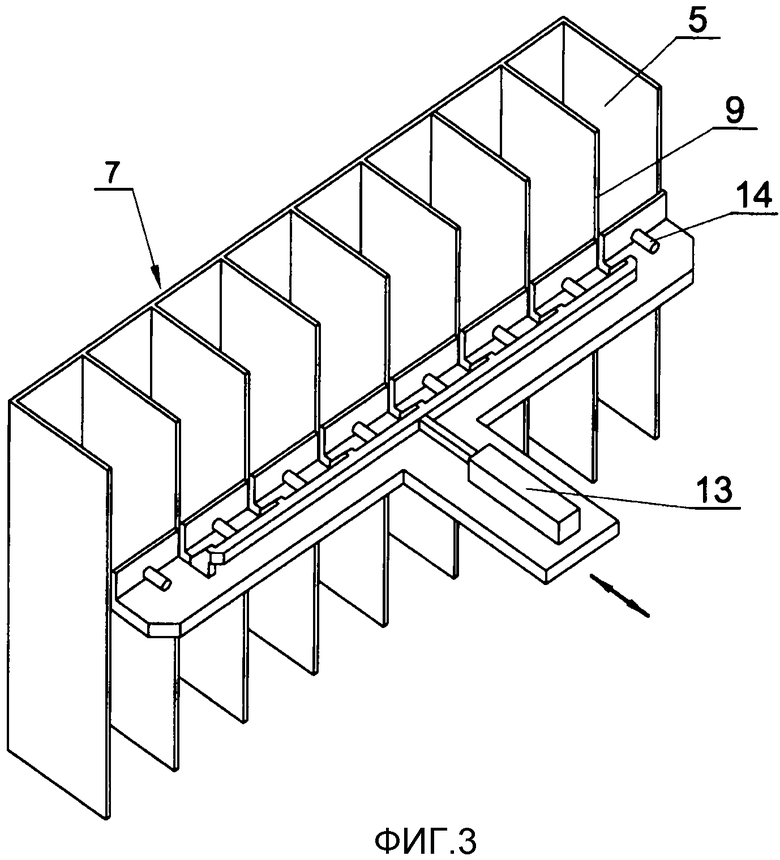
Фиг. 3 - вид в перспективе устройства по Фиг. 1, в ходе заполнения или выгрузки многосегментного промежуточного магазина,
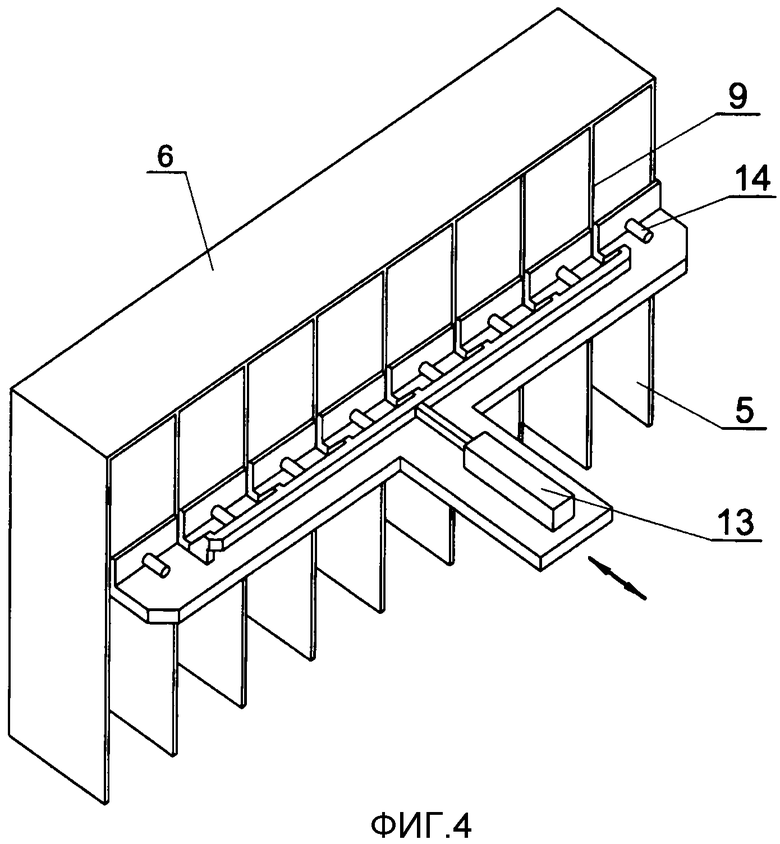
Фиг. 4 - вид в перспективе устройства по Фиг. 1, в ходе выгрузки многосегментной кассеты,
Фиг. 5 - вид в перспективе устройства в виде выравнивающего устройства в расположении для обработки традиционных кассет или промежуточных магазинов с одним отделением,
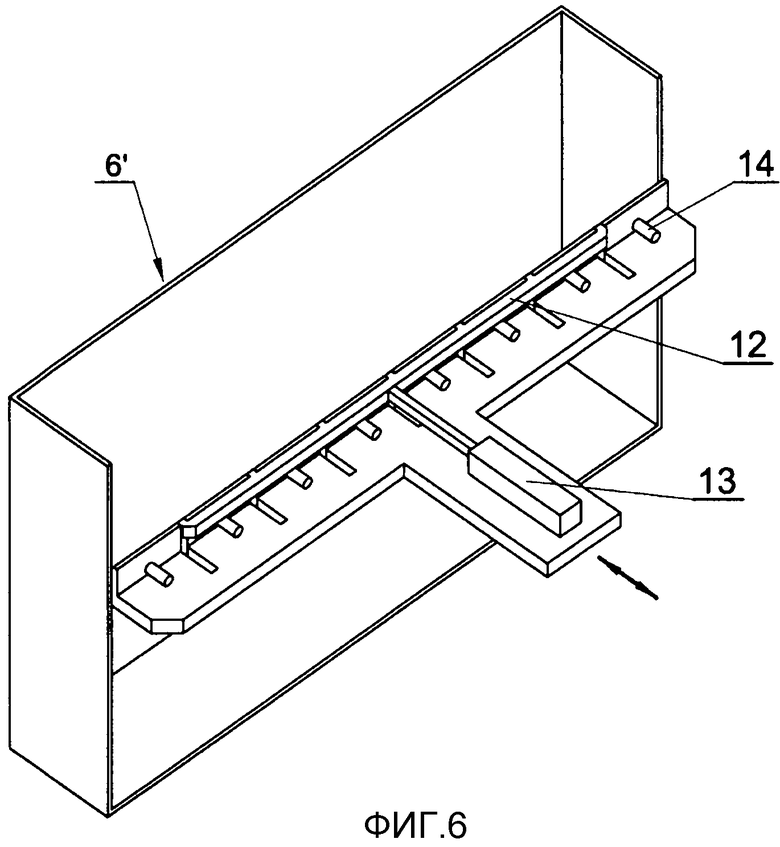
Фиг. 6 - вид в перспективе устройства по Фиг. 5, в ходе заполнения традиционной кассеты,
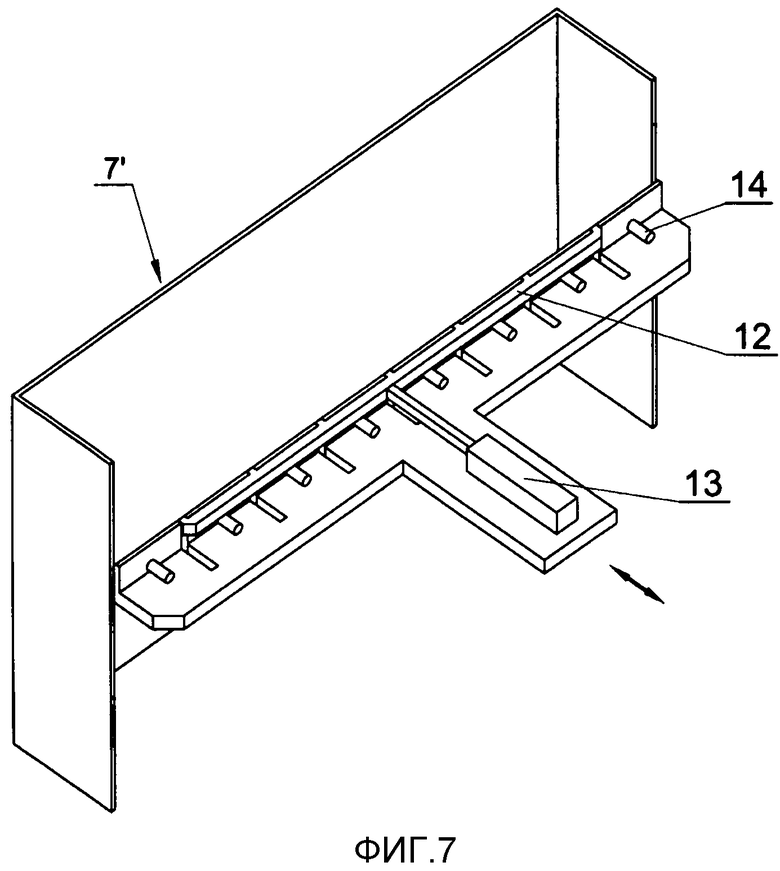
Фиг. 7 - вид в перспективе устройства по Фиг. 5, в ходе заполнения или выгрузки промежуточного магазина с одним отделением,
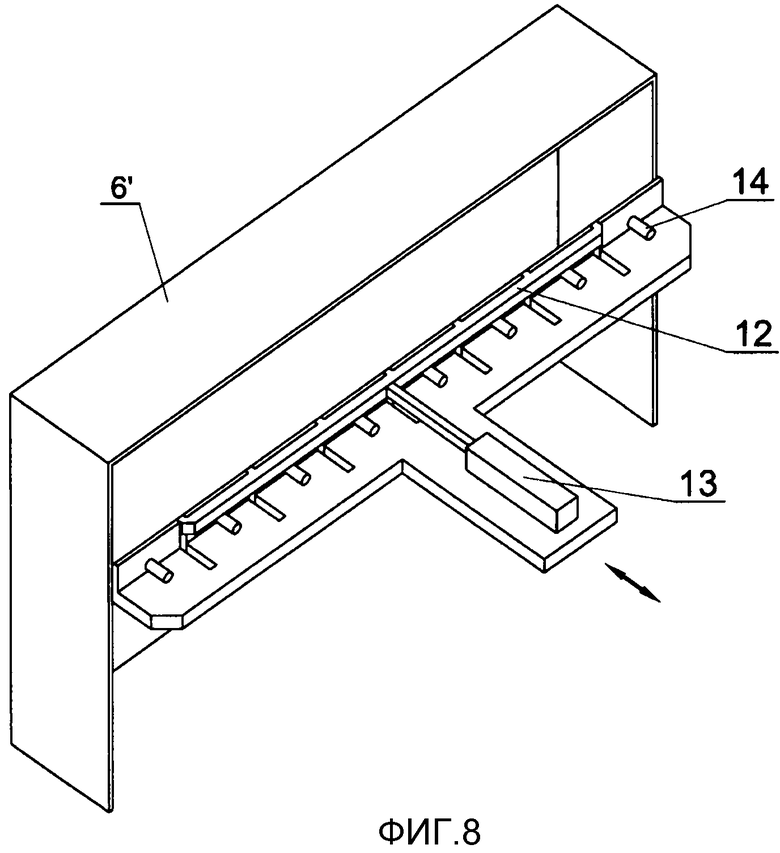
Фиг. 8 - вид в перспективе устройства по Фиг. 5, в ходе выгрузки традиционной кассеты,
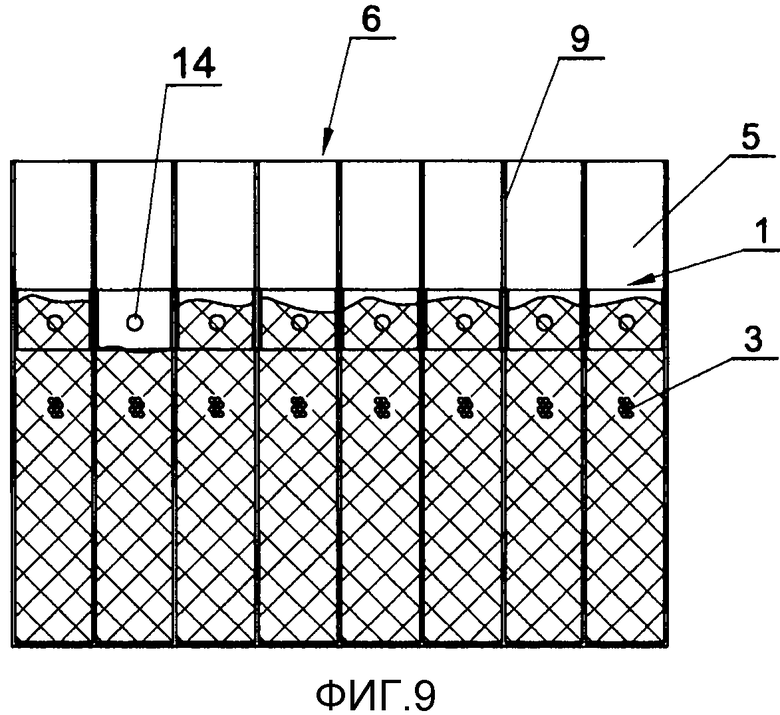
Фиг. 9 - неправильно заполненная многосегментная кассета в вертикальном разрезе при использовании проверяющего устройства, снабженного оптическими датчиками, и
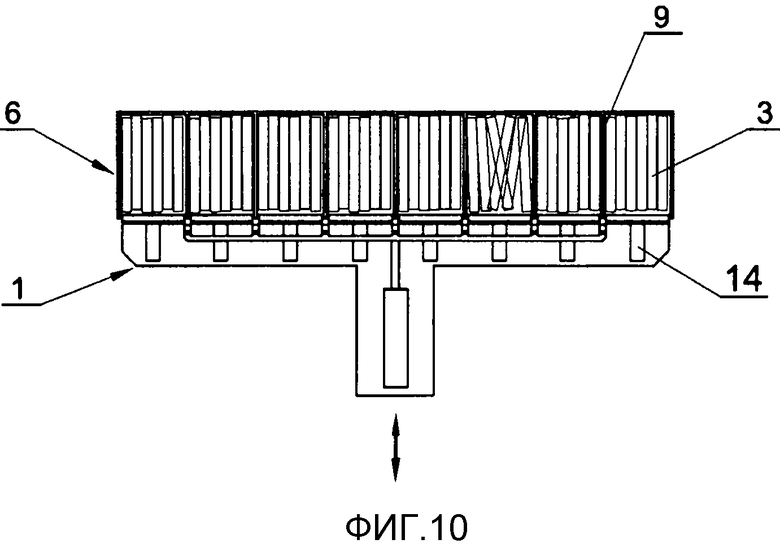
Фиг. 10 - неправильно заполненная многосегментная кассета при виде сверху при использовании проверяющего устройства, снабженного ультразвуковыми датчиками.
Устройство по изобретению представляет собой выравнивающее устройство 1, имеющее переднюю плиту 2, входящую в контакт с торцевыми поверхностями стержнеобразных изделий 3. Плита 2 разделена на множество толкателей 4, количество которых соответствует количеству сегментов 5 многосегментной кассеты 6 или промежуточного магазина 7, причем зазор 8 между толкателями 4 соответствует толщине перегородки 9 между сегментами 5. Каждый из толкателей 4 плиты 2 имеет наверху скошенную стенку 10, которая содействует выравниванию множества выступающих стержнеобразных изделий 3 в ходе вертикального перемещения в кассете 6 или промежуточном магазине 7 при заполнении или выгрузке. В зазорах 8 между толкателями 4 плиты 2 размещены подвижные вставки 11, соединенные общей планкой 12, смещаемой горизонтально приводом 13, причем вставки 11 имеют форму, соответствующую вертикальным выемкам плиты 2. Планка 12 смещается вперед для того, чтобы вставки 11 заполнили зазор 8 между толкателями 4, делая плиту 2 монолитной, если используются традиционные кассеты 6' или промежуточные магазины 7' с одним отделением. В плите 2 размещены датчики 14 с осью, перпендикулярной плоскости выравнивания, причем предпочтительно каждый толкатель 4 снабжается одним датчиком 14. Датчики 14 могут представлять собой оптический элемент, работающий в диапазоне видимого или невидимого излучения, который обнаруживает отсутствие стержнеобразных изделий 3 в кассете 6 или 6' или в промежуточном магазине 7 или 7' соответственно, тогда как для определения местонахождения ошибочно расположенных стержнеобразное изделий 3 используются ультразвуковые датчики. Очевидно, что каждый толкатель 4 может быть одновременно снабжен обоими типами датчиков 14.
Работа устройства в виде выравнивающего устройства 1, снабженного датчиками 14 и размещенного в узле производственной линии табачной промышленности, является такой, как следует ниже: устройство 1 размещается горизонтально предпочтительно в верхней части узла, заполняющего изделия 3 в кассеты 6 или 6' или в магазины 7 или 7' соответственно и может быть размещено в нижней части узла, выгружающего кассеты 6 или 6' или магазины 7 или 7' соответственно. В ходе перемещения стержнеобразных изделий 3, выравнивающее устройство 1, выполняющее постоянное и равномерное возвратно-поступательное движение в плоскости, параллельной оси изделий 3, постепенно выравнивает переднюю поверхность последовательных уровней стержнеобразных изделий 3. Одновременно датчики 14 проверяют правильность заполнения или размещения изделий 3, а в случае обнаружения неправильного размещения или заполнения работа узла останавливается.
Изобретение относится к способу верификации правильного расположения стержнеобразных изделий, при одновременном исправлении их расположения, в кассетах или промежуточных магазинах, а также к устройству, позволяющему верифицировать и улучшать расположение стержнеобразных изделий в кассетах или промежуточных магазинах, и выравнивать их переднюю поверхность. Способ верификации и улучшения расположения стержнеобразных изделий в кассетах или промежуточных магазинах, используемых на производственных линиях табачной промышленности, причем верификация расположения изделий осуществляется посредством датчиков, а улучшение расположения изделий осуществляется путем выравнивания плоскости торцевых поверхностей изделий, при этом верификация и исправление расположения стержнеобразных изделий осуществляется одновременно посредством одного выравнивающего устройства, снабженного датчиками. Техническим результатом изобретения является возможность одновременного контроля заполнения и улучшения расположения стержнеобразных изделий в кассетах или промежуточных магазинах. 2 н. и 8 з.п. ф-лы, 10 ил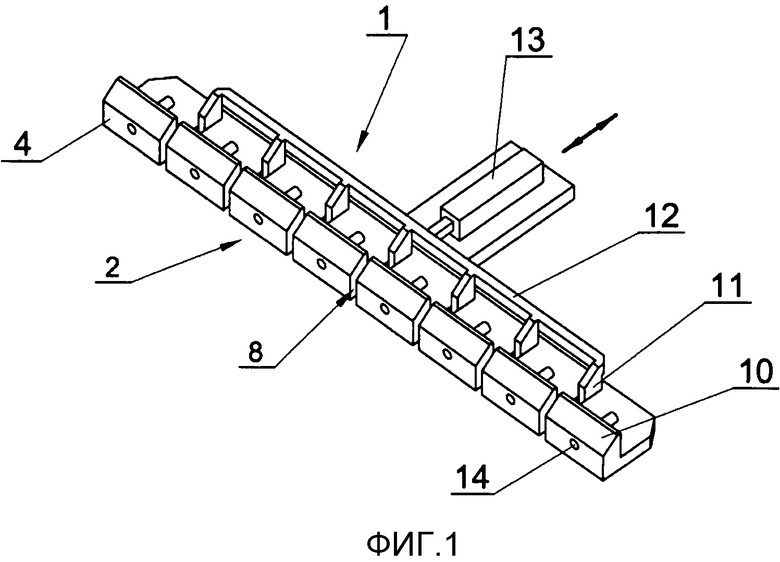
1. Способ верификации и улучшения расположения стержнеобразных изделий в кассетах или промежуточных магазинах, используемых на производственных линиях табачной промышленности, причем верификация расположения изделий осуществляется посредством датчиков, а улучшение расположения изделий осуществляется путем выравнивания плоскости торцевых поверхностей изделий, отличающийся тем, что верификация и исправление расположения стержнеобразных изделий осуществляется одновременно посредством одного выравнивающего устройства, снабженного датчиками.
2. Способ по п.1, отличающийся тем, что датчики выявляют правильное заполнение и/или размещение стержнеобразных изделий, и выравнивающее устройство выравнивает плоскость торцевых поверхностей изделий, правильно заполняя внутреннюю часть кассеты или промежуточного магазина.
3. Способ по п.1 или 2, отличающийся тем, что в случае обнаружения датчиками неправильного заполнения и/или размещения стержнеобразных изделий выравнивающее устройство отключается, и работа узла, на который установлено выравнивающее устройство, прерывается.
4. Устройство, позволяющее верифицировать правильное расположение стержнеобразных изделий и выравнивать их переднюю поверхность в кассетах или промежуточных магазинах, используемых на производственных линиях табачной промышленности, в котором верификация осуществляется посредством датчиков, контролирующих уровень заполнения кассеты или промежуточного магазина, а выравнивание осуществляется выравниванием плоскости торцевых поверхностей стержнеобразных изделий посредством их осевого сдвига, отличающееся тем, что выравнивающее устройство (1) представляет собой плиту (2), входящую в контакт с торцевыми поверхностями стержнеобразных изделий (3), снабженную по меньшей мере одним датчиком (14) для контроля заполнения кассеты (6 или 6') или промежуточного магазина (7 или 7'), соответственно.
5. Устройство по п.4, отличающееся тем, что плита (2) состоит из множества толкателей (4), количество которых соответствует количеству сегментов (5) многосегментной кассеты (6) или промежуточного магазина (7), при этом зазор (8) между толкателями (4) соответствует толщине перегородки (9) между сегментами (5).
6. Устройство по п.4 или 5, отличающееся тем, что на каждом толкателе (4) расположен по меньшей мере один датчик (14).
7. Устройство по п.6, отличающееся тем, что датчики (14) представляют собой оптический элемент, работающий в диапазоне видимого излучения.
8. Устройство по п.6, отличающееся тем, что датчики (14) представляют собой оптический элемент, работающий в диапазоне невидимого излучения.
9. Устройство по п.6, отличающееся тем, что датчики (14) представляют собой ультразвуковой элемент.
10. Устройство по п.5, отличающееся тем, что между толкателями (4) размещены подвижные вставки (11), устраняющие зазор (8) в случае использования традиционных кассет (6') или промежуточных магазинов (7') с одним отделением.
| DE 1877941 U, 14.08.1963 | |||
| EP 1952705 A2, 06.08.2008 | |||
| Пороговое устройство | 1977 |
|
SU636791A1 |
| Способ получения неорганического сорбента для хроматографии биополимеров | 1984 |
|
SU1197725A1 |

